Koncept statističkih metoda kvaliteta. Pojam statističkih metoda, karakteristike primjene
ISO standard navodi da je ispravna primjena statističkih metoda neophodna za kontrolu akcija u analizi tržišta, za dizajn proizvoda, za predviđanje trajnosti i vijeka trajanja, za proučavanje kontrola procesa, za definiranje nivoa kvaliteta u planovima uzorkovanja, za procjenu performansi. kvalitet procesa u procjeni sigurnosti i analizi rizika.
Pomoću statističkih metoda moguće je pravovremeno identificirati probleme u kvaliteti (otkriti procesne smetnje prije nego što se neispravni proizvodi puste u promet). U velikoj mjeri, statističke metode omogućavaju utvrđivanje razloga za kršenje.
Potreba za statističkim metodama javlja se, prije svega, u vezi sa potrebom da se minimizira varijabilnost (varijabilnost) procesa.
Promjenljivost se podrazumijeva kao odstupanje različitih činjenica od datih vrijednosti. Promjenjivost koja se ne otkrije na vrijeme može predstavljati kobnu opasnost, kako za proizvodnju, tako i za proizvode i poduzeće u cjelini.
Sistemski pristup postupak donošenja odluka zasnovan na teoriji varijabilnosti naziva se statističko mišljenje. Kako definiše američko društvo, kvalitet statističkog razmišljanja zasniva se na tri osnovna principa:
1) svaki rad se odvija u sistemu međusobno povezanih procesa;
2) postoje varijacije u svim procesima;
3) razumijevanje i smanjenje varijacija je ključ uspjeha.
Deming je rekao: "Kada bih svoju upravljačku poruku morao izraziti u samo nekoliko riječi, rekao bih da je cijela poenta smanjiti varijacije."
Razlozi za varijacije bilo kojeg procesa mogu se podijeliti u dvije grupe.
Prva grupa su opšti razlozi vezani za proizvodni sistem (oprema, zgrade, sirovine, osoblje) odgovaraju varijabilnosti koja se ne može promeniti bez promene sistema. Bilo kakve radnje običnih zaposlenika - izvršitelja u ovoj situaciji, najvjerovatnije, samo pogoršavaju situaciju. Intervencija u sistemu skoro uvek zahteva akciju menadžmenta – najvišeg menadžmenta.
Druga grupa - to su posebni razlozi povezani sa greškama operatera, greškama u podešavanju, kršenjem režima itd. Otklanjanjem ovih razloga bavi se osoblje direktno uključeno u proces. To nisu slučajni razlozi - trošenje alata, otpuštanje pričvrsnih elemenata, promjena temperature rashladnog sredstva, kršenje tehnološkog režima. Takve razloge treba istražiti i mogu se otkloniti prilagođavanjem procesa, čime se osigurava njegova stabilnost.
Glavne funkcije statističkih metoda u CM
Kognitivna informacijska funkcija
Prediktivna funkcija
Funkcija evaluacije
Analitička funkcija
Lažna i neprijavljena uzbuna
U ovom slučaju govorimo o statističkim greškama. Tamo gdje se, kao rezultat njihovog pojavljivanja, može okriviti lažni alarm i, naprotiv, neotkrivanje ovih grešaka može se pretvoriti u neprijavljeni alarm.
Općenito, greške opažanja su neslaganja između statističkog opažanja i stvarnih vrijednosti proučavanih veličina.
prilikom provođenja statističkih opservacija razlikuju se dvije vrste grešaka
1) greške u registraciji
2) greške reprezentativnosti
Greške u registraciji - nastaju zbog netačnog utvrđivanja činjenica u procesu posmatranja, ili njihovog pogrešnog evidentiranja, ili oboje.
Greške u registraciji mogu biti slučajne i sistematske, namjerne i nenamjerne.
Slučajne greške su one greške koje nastaju pod uticajem slučajnih faktora.
Takve greške mogu biti usmjerene i ka preuveličavanju i ka potcjenjivanju, a uz dovoljno veliki broj zapažanja, te greške se međusobno poništavaju djelovanjem zakona velikih brojeva.
Sistematske greške - nastaju iz određenih trajnih razloga koji djeluju u istom smjeru, tj. u smjeru preuveličavanja ili potcjenjivanja veličine podataka, što dovodi do ozbiljnih izobličenja ukupnih rezultata statističko posmatranje.
Namjerne greške su greške uzrokovane namjernim oštećenjem podataka.
Nenamjerne greške su greške koje su slučajne, nenamjerne, na primjer, neispravni mjerni instrumenti.
Greške reprezentativnosti - takve greške se javljaju tokom nekontinuiranog posmatranja. One, kao i greške u registraciji, mogu biti nasumične i sistematske.
Slučajne greške reprezentativnosti nastaju zbog činjenice da skup uzoraka jedinica posmatranja odabran na osnovu principa slučajnosti ne odražava cjelokupnu populaciju, veličina ove greške se može procijeniti.
Sistematske greške nastaju zbog kršenja principa slučajnosti u odabiru jedinica proučavane populacije, koje treba podvrgnuti opservaciji.
Veličina ovih grešaka se po pravilu ne može kvantificirati. Provjera valjanosti podataka statističkog posmatranja može se ostvariti kroz vršenje kontrole.
Klasifikacija odstupanja parametara kvaliteta proizvoda i metode kontrole
U zavisnosti od izvora i načina dobijanja informacija, metode procene kvaliteta dele se na objektivne, heurističke, statističke i kombinovane (mešovite). Objektivne metode dijele se na mjerni, registarski, proračunski i probni rad. Heurističke metode uključuju organoleptičke, ekspertske i sociološke metode.
Upotreba statističkih metoda jedan je od najefikasnijih načina za razvoj novih tehnologija i kontrolu kvaliteta procesa.
Pitanje 2. Pouzdanost sistema. Procjena vjerovatnoće kvarova i vjerovatnoće neometanog rada sistema za različite šeme povezivanja elemenata uključenih u njega.
Pouzdanost sistema
Pouzdanost sistema je svojstvo objekta da zadrži u vremenu unutar utvrđenih granica vrijednosti svih parametara koji karakteriziraju sposobnost obavljanja potrebnih funkcija u određenim načinima i uvjetima korištenja, Održavanje, popravke, skladištenje i transport.
Pokazatelj pouzdanosti kvantitativno karakterizira jedno ili više svojstava koja čine pouzdanost objekta.
Indikator pouzdanosti se može dimenzionirati (na primjer, srednje vrijeme između kvarova) ili ne (na primjer, vjerovatnoća rada bez otkaza).
Pokazatelji pouzdanosti mogu biti pojedinačni i složeni. Jedinica indikator pouzdanosti karakteriše jedna od nekretnina, a kompleks - više svojstavašto čini pouzdanost objekta.
Razlikuju se sljedeći pokazatelji pouzdanosti:
Upotrebljivost
Operativnost
Pouzdanost
Trajnost
Održavanje
Povrativost
Upornost itd.
Razlozi za izradu nepouzdanih proizvoda:
1) nedostatak redovne provere usaglašenosti sa standardima;
2) greške u upotrebi materijala i nepravilna kontrola materijala u toku proizvodnje;
3) netačno računovodstvo i izvještavanje o kontroli, uključujući informacije o tehnološkim poboljšanjima;
4) podstandardne šeme uzorkovanja;
5) nedostatak ispitivanja materijala na njihovu usklađenost;
6) nepoštovanje standarda prijemnog ispitivanja;
7) nedostatak uputstava i uputstava za kontrolu;
8) neredovno korišćenje kontrolnih izveštaja za unapređenje tehnološkog procesa.
Procjena vjerovatnoće kvarova i vjerovatnoće neometanog rada bilo kojeg sistema ovisi o dijagramu povezivanja elemenata koji su u njemu uključeni.
Postoje tri šeme povezivanja:
1) serijski spoj elemenata
Sekvencijski sistem spojnih elemenata je pouzdan kada su svi elementi pouzdani i što je veći broj elemenata u sistemu, to je manja njegova pouzdanost.
Pouzdanost serijski spojenih elemenata može se utvrditi po formuli:
![]() (1)
(1)
gdje je p stepen pouzdanosti elementa.
n je broj elemenata.
 Vjerovatnoća kvara sistema serijski povezanih elemenata nalazi se po formuli:
Vjerovatnoća kvara sistema serijski povezanih elemenata nalazi se po formuli:
2) paralelno povezivanje elemenata
 |
Paralelno povezivanje elemenata povećava pouzdanost sistema.
 Pouzdanost sistema sa paralelnim povezivanjem elemenata određuje se formulom:
Pouzdanost sistema sa paralelnim povezivanjem elemenata određuje se formulom:
gdje je q stepen nepouzdanosti elementa
 vjerovatnoća kvara s paralelnim povezivanjem elemenata određena je formulom:
vjerovatnoća kvara s paralelnim povezivanjem elemenata određena je formulom:
3) Kombinovani priključci.
Postoje dvije sheme kombinovanog povezivanja elemenata.
Šema (1) - odražava pouzdanost sistema kada su dva podsistema povezana paralelno, kada se svaki od njih sastoji od dva serijski povezana elementa.
Šema (2) - odražava pouzdanost sistema kada su dva podsistema povezana u seriju, kada se svaki od njih sastoji od dva paralelno povezana elementa

![]() Pouzdanost sistema kada su dva podsistema povezana paralelno, kada se svaki od njih sastoji od dva serijski povezana elementa, određuje se formulom:
Pouzdanost sistema kada su dva podsistema povezana paralelno, kada se svaki od njih sastoji od dva serijski povezana elementa, određuje se formulom:
Pouzdanost sistema kada su dva podsistema povezana u seriju, kada se svaki od njih sastoji od dva paralelno povezana elementa, određuje se formulom.
Statističke metode (metode zasnovane na korištenju matematičke statistike) su efikasan alat prikupljanje i analiza kvalitetnih informacija. Upotreba ovih metoda ne zahtijeva velike troškove i omogućava da se sa zadatim stepenom tačnosti i pouzdanosti prosuđuje stanje proučavanih pojava (objekata, procesa) u sistemu kvaliteta, predviđa i reguliše problem u svim fazama. životni ciklus proizvoda i na osnovu toga razviti optimalne upravljačke odluke. Potreba za statističkim metodama javlja se, prije svega, u vezi sa potrebom da se minimizira varijabilnost procesa. Varijabilnost je svojstvena gotovo svim oblastima osiguranja kvaliteta. Međutim, to je najtipičnije za procese, jer sadrže mnogo izvora varijabilnosti.
Jedna od glavnih faza psihološko istraživanje- kvantitativna i smislena analiza rezultata. Smislena analiza rezultata istraživanja je najznačajnija, najteža i najkreativnija faza. Upotreba statistike u psihologiji je neophodna komponenta u procesu obrade i analize podataka. On nudi samo kvantitativne argumente koji zahtijevaju suštinsko opravdanje i tumačenje.
Uobičajeno, sve metode se mogu klasifikovati na osnovu zajedništva u tri glavne grupe: grafičke metode, metode za analizu statističkih agregata i ekonomsko-matematičke metode.
Grafičke metode zasnovano na upotrebi grafičkih alata za analizu statističkih podataka. Ova grupa može uključivati metode kao što su kontrolna lista, Pareto dijagram, Ishikawa grafikon, histogram, raspršeni grafikon, stratifikacija, kontrolni grafikon, graf vremenskih serija, itd. Ove metode ne zahtijevaju složene proračune, mogu se koristiti i samostalno iu kompleksu s drugim metode. Ovladavanje njima nije teško ne samo inženjerskim i tehničkim radnicima, već i radnicima. Međutim, ovo su veoma efikasne metode. Nisu uzalud najširu primjenu u industriji, posebno u radu grupa za kvalitet.
Metode analize statističkih populacija služe za istraživanje informacija kada je promjena analiziranog parametra slučajna. Glavne metode uključene u ovu grupu su: regresivni, varijansni i faktorski tipovi analize, metod za poređenje srednjih vrednosti, metod za poređenje varijansi itd. Ove metode omogućavaju: da se utvrdi zavisnost proučavanih pojava od slučajnih faktora, kako kvalitativnih (analiza varijanse) tako i kvantitativnih (korelacija). analiza); istražiti odnos između slučajnih i neslučajnih varijabli (regresiona analiza); identificirati ulogu pojedinih faktora u promjeni analiziranog parametra ( faktorska analiza) itd.
Ekonomsko-matematičke metode predstavljaju kombinaciju ekonomskih, matematičkih i kibernetičkih metoda. Centralni koncept metoda ove grupe je optimizacija, odnosno proces pronalaženja najbolja opcija od mnogih mogućih, uzimajući u obzir prihvaćeni kriterijum (kriterijum optimalnosti). Strogo govoreći, ekonomske i matematičke metode nisu čisto statističke, ali široko koriste aparat matematičke statistike, što daje razlog da se uvrste u razmatranu klasifikaciju statističkih metoda. Za potrebe osiguranja kvaliteta, iz prilično opsežne grupe ekonomskih i matematičkih metoda, prije svega treba izdvojiti sljedeće: matematičko programiranje(linearni, nelinearni, dinamički); planiranje eksperimenta; simulacijsko modeliranje: teorija igara; teorija čekanja; teorija rasporeda; funkcionalna analiza troškova, itd. Ova grupa može uključivati i Taguchi metode i metodu implementacije funkcije kvaliteta (QFD).
Znakovi i varijable
Znakovi i varijable su mjerljivi psihološki fenomeni. Takve pojave mogu biti: vrijeme rješavanja problema, broj učinjenih grešaka, nivo anksioznosti, indikator intelektualne labilnosti, intenzitet agresivnih reakcija, ugao rotacije tijela u razgovoru, indikator sociometrijskog statusa. , i mnoge druge varijable.
Koncepti atributa i varijable mogu se koristiti naizmjenično. Oni su najčešći. Ponekad se umjesto njih koriste pojmovi indikatora ili nivoa, na primjer, nivo upornosti, indikator verbalne inteligencije itd., visok nivo inteligencije, niske stope anksioznosti itd.
Psihološke varijable su slučajne varijable, jer se ne zna unaprijed koju će vrijednost imati.
Karakteristične vrijednosti se određuju pomoću posebnih mjernih skala.
Mjerne vage Dimenzija je dodjela numeričkih oblika objektima ili događajima prema određenim pravilima. klasifikacija tipova mjernih skala:
nominativna skala (skala imena)– Objekti su grupisani u različite klase tako da su unutar klase identični u pogledu mjerenog svojstva.
Redna ljestvica (rang)- dodeljivanje brojeva objektima, u zavisnosti od težine merenog obeležja.
Skala intervala (metrička) - Ovo je mjerenje u kojem brojevi odražavaju ne samo razlike između objekata na nivou manifestacije sv-va, već i koliko je izraženije više ili manje sv-va.
Varijable je nešto što se može mjeriti, kontrolirati ili mijenjati u istraživanju. Varijable se razlikuju u mnogim aspektima, posebno po ulozi koju imaju u istraživanju, skali mjerenja itd.
Nezavisne varijable nazivaju se varijable koje variraju od strane istraživača, dok zavisne varijable su varijable koje se mjere ili bilježe.
Diskretno je varijabla koja može uzeti vrijednosti samo sa određene liste određenih brojeva. Kontinuirano razmotrit ćemo svaku varijablu koja nije diskretna.
Kvalitativno- podaci koji registruju određeni kvalitet koji poseduje objekat.
Predmet statističke nauke
Uloga i značaj statistike kao nauke
Statistika je grana ljudske djelatnosti koja ima za cilj prikupljanje, obradu i analizu podataka nacionalnog ekonomskog računovodstva. Sama statistika je jedna od vrsta računovodstva (računovodstveno i operativno-tehničko).
Statistika se kao nauka prvi put pojavila u Kini u 5. veku pre nove ere, kada je postalo neophodno izračunati državnu zemlju, trezor, stanovništvo itd. Povezano sa rađanjem države. Njegovo dalji razvoj statistike dobijene tokom formiranja kapitalizma: fabrike, fabrike, poljoprivreda, međunarodne trgovine itd. Statistika je doživjela duboke promjene kako u godinama socijalizma tako i u današnje vrijeme. Osnova za razvoj tehnika, metoda čl. pojavili su se preduslovi za razvoj javnog i privatnog sektora.
Termin je u nauku uveo Nijemac. naučnik Gottfried Achenwal, to-ry je 1746. godine počeo da čita novu disciplinu u Marbuku, a zatim na Univerzitetu Gettengen, koju je nazvao "statistika".
· Ogromna društvena ek. fenomeni
· Indikatori komercijalne aktivnosti
Predmet statistike je proučavanje društvenih pojava, dinamike i pravaca njihovog razvoja. Uz pomoć statističkih pokazatelja ova nauka utvrđuje kvantitativnu stranu društvenog fenomena, uočava zakonitosti prelaska kvantiteta u kvalitet na primeru date društvene pojave i na osnovu tih zapažanja analizira podatke dobijene u određenim društvenim pojavama. uslovi mesta i vremena. Statistika istražuje društveno-ekonomske pojave i procese koji su masovne prirode, proučava mnoge faktore koji ih određuju.
STATISTIČKE METODE - naučne metode za opisivanje i proučavanje masovnih pojava koje omogućavaju kvantitativno (numeričko) izražavanje
Statističke metode uključuju eksperimentalne i teorijske principe. Statistika dolazi prvenstveno iz iskustva;
Metode statističke analize podataka koriste se u gotovo svim područjima ljudske djelatnosti. Koriste se kad god je potrebno dobiti i potkrijepiti bilo kakve prosudbe o grupi (objekti ili subjekti) s nekom unutrašnjom heterogenošću.
Preporučljivo je razlikovati tri vrste naučnih i primenjenih aktivnosti u oblasti statističkih metoda za analizu podataka (prema stepenu specifičnosti metoda povezanih sa uranjanjem u specifične probleme):
a) razvoj i istraživanje metoda opće namjene, bez uzimanja u obzir specifičnosti područja primjene;
b) razvoj i istraživanje statističkih modela realnih pojava i procesa u skladu sa potrebama određene oblasti djelatnosti;
c) korištenje statističkih metoda i modela za statističku analizu specifičnih podataka.
Zbirka različitih metoda čini statističku metodologiju.
Metoda etape ekonomsko-statičkog istraživanja
statistički sažetak i obrada
Yerlan Askarov, vanredni profesor KazNTU po imenu K. Satpayeva
Statističke metode igraju važnu ulogu u objektivnoj procjeni kvantitativnih i kvalitativnih karakteristika procesa i jedna su od bitnih elemenata sistemi osiguranja kvaliteta proizvoda i cijeli proces upravljanja kvalitetom. Nije slučajno da je osnivač moderne teorije upravljanja kvalitetom, E. Deming, dugi niz godina radio u Birou za popis stanovništva i bavio se upravo pitanjima statističke obrade podataka. On je pridavao veliku važnost statističkim metodama.
Za dobijanje visokokvalitetnih proizvoda potrebno je poznavati stvarnu tačnost postojeće opreme, utvrditi korespondenciju tačnosti odabranog tehnološkog procesa zadatoj tačnosti proizvoda, proceniti stabilnost tehnološkog procesa. Rješavanje problema ove vrste provodi se uglavnom matematičkom obradom empirijskih podataka dobijenih ponovljenim mjerenjima bilo stvarnih dimenzija proizvoda, bilo grešaka obrade ili grešaka mjerenja.
Postoje dvije kategorije grešaka: sistematske i nasumične. Kao rezultat direktnih zapažanja, mjerenja ili registracije činjenica, dobija se veliki broj podataka koji formiraju statističku populaciju i potrebna im je obrada, uključujući sistematizaciju i klasifikaciju, izračunavanje parametara koji karakterišu ovu zbirku, sastavljanje tabela, grafikona koji ilustruju proces.
U praksi se koristi ograničen broj numeričkih karakteristika, koji se nazivaju parametri distribucije.
Centar za grupisanje... Jedna od glavnih karakteristika statističke populacije, koja daje predstavu o centru oko kojeg su grupisane sve vrijednosti, je aritmetička sredina. Određuje se iz izraza:
gdje su Xmax, Xmin maksimalne i minimalne vrijednosti statističke populacije.
Opseg varijacije nije uvijek karakterističan, jer uzima u obzir samo ekstremne vrijednosti, koje se mogu znatno razlikovati od svih ostalih vrijednosti. Preciznije, disperzija se određuje pomoću indikatora koji uzimaju u obzir odstupanje svih vrijednosti od aritmetičke sredine. Glavni od ovih indikatora je standardna devijacija rezultata posmatranja, koja je određena formulom
Oblik distribucije vjerovatnoće. Za karakterizaciju oblika distribucije obično se koristi matematički model koji najbolje aproksimira oblik krivulje distribucije vjerovatnoće dobijene analizom eksperimentalno dobijenih podataka.
Zakon normalne distribucije. Većinu slučajnih pojava koje se javljaju u životu, posebno u proizvodnji i naučnim istraživanjima, karakteriše prisustvo velikog broja slučajnih faktora, opisanih zakonom normalne distribucije, koji je osnovni u mnogim praktičnim studijama. Međutim, normalna distribucija nije jedina moguća. U zavisnosti od fizičke prirode slučajnih varijabli, neke od njih u praksi mogu imati drugačiji tip distribucije, na primjer, logaritamsku, eksponencijalnu, Weibull, Simpson, Rayleigh, jednaku vjerovatnoću itd.
Jednačina koja opisuje gustinu vjerovatnoće normalne distribucije ima oblik:
 |
(5) |
Normalnu distribuciju karakterišu dva parametra μ i σ 2 i na grafu je to simetrična Gausova kriva (slika 1), koja ima maksimum u tački koja odgovara vrednosti X = μ (odgovara aritmetičkoj sredini X cf i naziva se centar grupisanja), a kada se X → -∞ i X → ∞ asimptotski približavaju osi apscise. Prevojna tačka krivulje je na udaljenosti σ od centra lokacije μ. Sa smanjenjem σ, kriva se rasteže duž ordinate i sabija duž apscise. Između apscisa μ - σ i μ + σ nalazi se 68,3% ukupne površine krivulje normalne raspodjele. To znači da uz normalnu distribuciju 68,3% svih izmjerenih jedinica odstupa od srednje vrijednosti za najviše σ, odnosno sve su unutar raspona + σ. Površina zatvorena između ordinata povučenih na udaljenosti od 2σ s obje strane centra iznosi 95,4% i, shodno tome, isti broj populacijskih jedinica je unutar μ + 2σ. Konačno, 99,73% svih jedinica je unutar μ + 3σ. Ovo je takozvano pravilo "tri sigma", karakteristično za normalnu distribuciju. Prema ovom pravilu, ne više od 0,27% svih vrijednosti veličina je izvan devijacije 3σ, odnosno 27 realizacija na 10 hiljada. U tehničkim aplikacijama, pri vrednovanju rezultata merenja, uobičajeno je da se radi sa z koeficijentima na σ koji odgovara 90%, 95%, 99%, 99,9% verovatnoće da će rezultat pasti u opseg tolerancije.

Slika 1
Z90 = 1,65; Z95 = 1,96; Z99 = 2,576; Z999 = 3,291.
Treba napomenuti da isto pravilo vrijedi i za odstupanja srednje vrijednosti X cf (?). Takođe fluktuira u određenom području za tri vrijednosti standardne devijacije srednjeg S u oba smjera, a ovo područje sadrži 99,73% svih srednjih vrijednosti. Normalna distribucija se dobro manifestuje kod velikog broja članova statističke populacije, najmanje 30.
Distribucija učenika. Za praksu je od velikog interesa suditi o distribuciji slučajnih varijabli i utvrditi greške proizvodnje u svim proizvedenim proizvodima i greške u naučnim eksperimentima na osnovu rezultata mjerenja parametara statističke populacije dobijene iz serije male zapremine. Ovu tehniku je razvio Karl Gosset 1908. godine i objavio je pod pseudonimom Student.
Studentova t-distribucija je simetrična, ali više spljoštena od krive normalne distribucije, te stoga izdužena na krajevima (slika 2). Svaka vrijednost n ima svoju t-funkciju i svoju distribuciju. Koeficijent z se u Studentovoj distribuciji zamjenjuje koeficijentom t, čija vrijednost zavisi od datog nivoa značajnosti, koji određuje koliki dio realizacije može biti izvan odabranog područja Studentove krivulje raspodjele i broj proizvoda u uzorku.

Slika 2
Za velike n Studentova t raspodjela asimptotski se približava standardnoj normalnoj raspodjeli. Sa tačnošću prihvatljivom za praksu, možemo pretpostaviti da za n? 30, Studentova t distribucija, ponekad se naziva t-distribucija, aproksimirana normalnom.
t-distribucija ima iste parametre kao normalna. Ovo je aritmetička sredina Xav, standardna devijacija ? i standardna devijacija srednje vrijednosti S. Xav je određen formulom (1), S je određen formulom (4) i ? prema formuli:
 |
(6) |
Kontrola tačnosti. Kada je distribucija slučajne varijable poznata, mogu se dobiti sve karakteristike date serije proizvoda, odrediti prosječna vrijednost, varijansa itd. Ali kompletan skup statističkih podataka za seriju industrijskih proizvoda, što znači zakon distribucije vjerovatnoće, može se znati tek nakon proizvodnje cijele serije proizvoda. U praksi je zakon distribucije za čitav skup proizvoda gotovo uvijek nepoznat, jedini izvor informacija je uzorak, obično mali uzorak. Svaka numerička karakteristika izračunata iz podataka uzorka, na primjer, aritmetička sredina ili varijansa, je realizacija slučajne varijable, koja može poprimiti različite vrijednosti od uzorka do uzorka. Kontrolni zadatak je olakšan zbog činjenice da obično nije potrebno znati tačnu vrijednost razlike između slučajnih vrijednosti i zadane vrijednosti. Dovoljno je samo znati da li se posmatrane vrijednosti razlikuju za više od iznosa dozvoljene greške, koja je određena vrijednošću tolerancije. Proširenje na opštu populaciju procjena napravljenih na osnovu podataka uzorka može se izvršiti samo sa određenom vjerovatnoćom P (t). Dakle, sud o svojstvima opće populacije je uvijek vjerovatnoće po prirodi i sadrži element rizika. Budući da se zaključak donosi na osnovu podataka uzorka, odnosno uz ograničenu količinu informacija, može doći do grešaka prve i druge vrste.
Vjerovatnoća pravljenja greške prve vrste naziva se nivoom značajnosti i označava se sa a... Područje koje odgovara vjerovatnoći a, naziva se kritičnim, a region komplementaran tome, vjerovatnoća ulaska u koji je 1-a, naziva se prihvatljivim.
Označava se vjerovatnoća greške tipa II ? , i količinu 1-? zove se snaga kriterijuma.
Veličina a ponekad se naziva rizikom proizvođača i vrijednošću ? koji se naziva rizikom potrošača.
Sa vjerovatnoćom 1-a nepoznata vrijednost X 0 kompletne populacije leži u intervalu
(Xsr - Z?)< Х 0 < (Хср + Z?) для нормального распределения,
(Xsr - t?)< Х 0 < (Хср + t?) для распределения Стьюдента.
Granične ekstremne vrijednosti X 0 nazivaju se granice povjerenja.
Sa smanjenjem veličine uzorka sa Studentovom distribucijom, granice pouzdanosti se šire, a vjerovatnoća greške raste. Postavljanjem, na primjer, nivoa značajnosti od 5% (a = 0,05), smatra se da se sa vjerovatnoćom od 95% (P = 0,95) nepoznata vrijednost X 0 nalazi u intervalu
(Hsr - t?,:., Hsr + t?)
Drugim riječima, tražena tačnost će biti jednaka Xav + t?, a broj dijelova s veličinom izvan ove tolerancije neće biti veći od 5%.
Kontrola stabilnosti procesa. U realnim proizvodnim uslovima stvarne vrednosti parametara tehnološkog procesa i karakteristike proizvedenih proizvoda ne samo da se haotično menjaju usled slučajnih grešaka, već često postepeno i monotono odstupaju od zadatih vrednosti tokom vremena, tj. , pojavljuju se sistematske greške. Ove greške se moraju eliminisati identifikacijom i eliminacijom uzroka koji ih uzrokuju. Problem je što je u stvarnim uslovima sistematske greške teško razlikovati od slučajnih. Manje sistematske greške bez posebne statističke analize mogu dugo ostati neprimijećene na pozadini slučajnih grešaka.
Analiza se zasniva na činjenici da kada nema sistematskih grešaka, stvarne vrijednosti parametara se nasumično mijenjaju. Međutim, njihove srednje vrijednosti i osnovne greške ostaju nepromijenjene tokom vremena. U ovom slučaju, tehnološki proces se naziva stabilnim. Uobičajeno se smatra da su svi proizvodi u datoj seriji isti. U stabilnom procesu, slučajne greške poštuju zakon normalne distribucije sa centrom μ = Xo. Prosječne vrijednosti parametara dobivenih u različitim serijama trebaju biti približno jednake Xo. Prema tome, svi su približno jednaki jedni drugima, ali vrijednost trenutne prosječne vrijednosti Xavt varira u intervalu povjerenja + tS, odnosno:
| (Hsr - tS) ≤ Hsrt ≤ (Hsr + tS) | (7) |
Materijal za analizu stabilnosti mogu biti isti podaci koji su korišteni za kontrolu tačnosti. Ali oni će biti korisni samo ako predstavljaju kontinuirana opažanja koja pokrivaju dovoljan vremenski period, ili ako su sastavljeni od uzoraka, odabranih u pravilnim intervalima. Intervali između uzoraka, koji se u ovom slučaju nazivaju uzorci, postavljaju se ovisno o uočenoj učestalosti smetnji opreme.
Na datom nivou značajnosti, prosječna vrijednost Xavr u različitim tekućim partijama može se razlikovati za najviše tS od osnovne Xav, dobijene za prvo mjerenje, tj.
| / Hsr - Hsrt / ≤ tS | (8) |
Ako je ovaj uvjet ispunjen, možemo pretpostaviti da je proces stabilan i da su obje serije puštene pod istim uvjetima. Ako razlika između prosječnih vrijednosti u dvije serije prelazi vrijednost tS, onda se više ne može smatrati da je ova razlika uzrokovana samo slučajnim razlozima. U procesu se pojavio dominantni konstantni faktor koji mijenja vrijednosti parametara proizvoda u seriji prema određenom konstantnom zakonu. Proces je nestabilan i proizvodi se proizvode u drugačije vrijeme, će se međusobno značajno razlikovati, a ova razlika će se vremenom povećavati.
Dakle, neslaganje srednjih vrijednosti u različitim partijama za više od tS ukazuje na prisutnost sistematskih grešaka i potrebu poduzimanja mjera za njihovo otkrivanje i otklanjanje uzroka koji ih uzrokuju. Ovaj princip je primenio V. Schuhart u razvoju kontrolnih karata.
Statističke metode analize stabilnosti mogu se primijeniti iu situacijama suprotnim od onih o kojima se raspravljalo gore. Ako se učine bilo kakve promjene u dizajnu proizvoda ili tehnološkom procesu njegove proizvodnje, onda je potrebno utvrditi u kojoj mjeri će to dovesti do očekivanih rezultata.
Shodno tome, potrebno je provesti testove, napraviti nekoliko uzoraka i statistički obraditi podatke. Ako
| /Xsr.st.-Xsr.new./> tS, | (9) |
Sedam najjednostavnijih metoda za istraživanje statističkih procesa
Savremene statističke metode su prilično teške za percepciju i široku praktičnu upotrebu bez dubinske matematičke obuke svih učesnika u procesu. Do 1979. godine, Unija japanskih naučnika i inženjera (JUSE) okupila je sedam prilično lakih metoda vizuelne analize procesa. Uz svu svoju jednostavnost, održavaju vezu sa statistikom i daju profesionalcima priliku da iskoriste njihove rezultate, a po potrebi ih i poboljšaju.
Ishikavin kauzalni dijagram. Ovaj dijagram je veoma moćan alat za analizu situacije, dobijanje informacija i uticaj različitih faktora na glavni proces. Ovdje postaje moguće ne samo identificirati faktore koji utječu na proces, već i odrediti prioritet njihovog utjecaja.

Slika 3
Dijagram tipa 5M razmatra komponente kvaliteta kao što su "ljudi", "oprema", "materijal, sirovine", "tehnologija", "menadžment", au dijagramu tipa 6M komponenta "okruženje" se dodaje na njih (slika 3).
Što se tiče problema kvalimetrijske analize koji se rješava,
- za komponentu “ljudi” potrebno je utvrditi faktore koji se odnose na pogodnost i sigurnost rada;
- za komponentu "oprema" - odnos strukturnih elemenata analiziranog proizvoda jedan prema drugom, povezan sa izvođenjem ove operacije;
- za komponentu "tehnologija" - faktori koji se odnose na performanse i tačnost izvršene operacije;
- za komponentu "materijal" - faktori povezani sa odsustvom promjena u svojstvima materijala proizvoda u procesu izvođenja ove operacije;
- za komponentu "tehnologija" - faktori povezani sa pouzdanim prepoznavanjem greške u procesu izvođenja operacije;
- za komponentu „okolina“ – faktori povezani sa uticajem životne sredine na proizvod i proizvoda na životnu sredinu.
| Vrste kvarova | Kontrolni podaci | Ukupno |
| Udubljenja | ///// ///// //// | 14 |
| Pukotine | ///// ///// ///// // | 17 |
| Izlazak iz tolerancije u minusu | ///// // | 7 |
| Idite dalje od prijema plus | ///// ///// ///// ///// /// | 23 |
| Spaliti tokom termičke obrade | ///// //// | 9 |
| Iskrivljene referentne površine | /// | 3 |
| Livački sudoperi | ///// / | 6 |
| Neusklađenost hrapavosti | ///// ///// ///// /// | 18 |
| Defekti u farbanju | //// | 4 |
| Ostalo | ///// // | 7 |
| Ukupno | 108 |
Slika 4
Kontrolne liste. Kontrolne liste se mogu koristiti i za kontrolu kvaliteta i za kvantitativnu kontrolu; ovaj dokument ispravlja određene vrste nedostataka u određenom vremenskom periodu. Kontrolna lista je dobar statistički materijal za dalju analizu i proučavanje proizvodnih problema i smanjenje nivoa kvarova (slika 4).
Pareto analiza. Pareto analiza je dobila ime po italijanskom ekonomisti Vilfredu Paretu (1848-1923), koji je pokazao da je najveći dio kapitala (80%) u rukama malog broja ljudi (20%). Pareto je razvio logaritamske matematičke modele koji opisuju ovu nehomogenu distribuciju, a matematičar M.O. Lorenz je dao grafičke ilustracije, posebno kumulativnu krivu.
Pareto pravilo je "univerzalni" princip koji se primjenjuje u mnogim situacijama i bez sumnje u rješavanju problema kvaliteta. D. Juran je uočio "univerzalnu" primjenu Pareto principa na bilo koju grupu uzroka koji izazivaju određenu posljedicu, a većina posljedica je uzrokovana malim brojem razloga. Pareto analiza rangira pojedina područja prema relevantnosti ili važnosti i poziva na identifikaciju i prije svega otklanjanje onih uzroka koji uzrokuju najveći broj problema (nedosljednosti).

Slika 5
Pareto analizu, po pravilu, ilustruje Pareto dijagram (slika 5), na kojem su uzroci problema kvaliteta iscrtani na apscisi u opadajućem redosledu problema uzrokovanih njima, a na ordinati - u kvantitativnom smislu, sami problemi, kako u brojčanom tako iu akumuliranom (kumulativnom) procentu. Napravimo grafikon na osnovu podataka preuzetih iz prethodnog primjera - kontrolne liste.
Prvo područje djelovanja je jasno vidljivo na dijagramu, koji navodi uzroke koji uzrokuju najviše grešaka. Dakle, na prvom mjestu preventivne mjere treba da budu usmjerene na rješavanje upravo ovih problema. Prepoznavanje i otklanjanje uzroka koji uzrokuju najveći broj kvarova omogućava nam da potrošimo minimalnu količinu resursa (novac, vrijeme, ljudi, materijalna podrška) za postizanje maksimalnog efekta u vidu značajnog smanjenja broja kvarova.

Stratifikacija. U osnovi, stratifikacija je proces sortiranja podataka prema nekom kriteriju ili varijabli, čiji se rezultati često prikazuju u obliku grafikona i grafikona. Možemo klasifikovati niz podataka u različite grupe (ili kategorije). opšte karakteristike nazvana varijabla stratifikacije. Važno je utvrditi koje će se varijable koristiti za sortiranje. Stratifikacija je osnova za druge alate kao što su Pareto analiza ili dijagrami raspršenja. Ova kombinacija alata ih čini moćnijim.
Uzmimo podatke sa kontrolne liste (slika 4). Slika 6 prikazuje primjer analize izvora defekta. Svi nedostaci 108 (100%) razvrstani su u 3 kategorije - po smjenama, po radnicima i po operacijama. Iz analize prikazanih podataka jasno se vidi da najveći doprinos prisutnosti kvarova daju smjena 2 (54%) i radnik G (47%), koji radi u ovoj smjeni.
Histogrami. Histogrami su jedna od opcija za trakasti grafikon koji prikazuje ovisnost učestalosti parametara kvaliteta proizvoda ili procesa koji spadaju u određeni interval vrijednosti o tim vrijednostima.
Ispod je primjer iscrtavanja histograma.
Za praktičnost proračuna i konstrukcije koristimo primijenjeni računalni softverski paket EXCEL. Potrebno je odrediti raspon geometrijskih dimenzija, na primjer, prečnik osovine čija je nominalna veličina 10 mm. Izmjereno 20 osovina, podaci mjerenja su dati u prvoj koloni A (slika 7). U koloni B mjerenja raspoređujemo uzlaznim redoslijedom, zatim u ćeliji D7 određujemo raspon veličina, kao razliku između najveće i najmanje mjerne vrijednosti. Odabiremo broj histogramskih intervala jednak 8. Odredimo raspon intervala D. Zatim određujemo parametre intervala, ovo je najmanja i najveća inkluzivna vrijednost geometrijskog parametra uključenog u interval.

gdje je i broj intervala.
Nakon toga određujemo broj pogodaka vrijednosti parametara u svakom od 8 intervala, nakon čega konačno gradimo histogram.

Slika 7
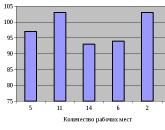
Scatter plots. Scatter charts su grafikoni koji vam omogućavaju da identifikujete korelaciju (statistička zavisnost) između različitih faktora koji utiču na indikatore kvaliteta. Dijagram se iscrtava duž dvije koordinatne ose, vrijednost promjenljivog parametra se iscrtava duž apscisne ose, a dobijena vrijednost istraživanog parametra, koju imamo u trenutku korištenja varijabilnog parametra, iscrtava se na osi ordinata, na preseku ovih vrednosti stavljamo tačku. Sakupivši dovoljno veliki broj takvih tačaka, možemo napraviti analizu i zaključak.
Dajemo primjer. Kompanija je odlučila da izvodi nastavu o osnovama upravljanja kvalitetom. Određen broj radnika obučavao se svakog mjeseca. U januaru su obučene 2 osobe, u februaru 3 osobe itd. Tokom godine broj obučenih radnika se povećao i do kraja godine dostigao 40. Uprava je naložila službi kvaliteta da prati zavisnost procenta proizvoda bez grešaka koji su prvi put predstavljeni, broja pritužbi u fabrici na proizvode kupaca i potrošnje energije u radionici od broja obučenih radnika. Sastavljena je tabela 1 podataka po mjesecima i ucrtani dijagrami raspršenosti (slike 8, 9, 10). Oni jasno pokazuju da se povećava postotak bezdefektnosti, imamo direktnu korelaciju, smanjuje se broj pritužbi, imamo inverznu korelaciju, a dijagrami jasno pokazuju jasno izraženu korelaciju, koja je određena preciznošću tačke i njihov pristup bilo kojoj tačno definisanoj putanji, u našem slučaju, to je prava linija. Količina potrošene električne energije ne zavisi od broja obučenih radnika.
Kontrolne karte. Kontrolne karte su posebna vrsta dijagrama, koju je prvi predložio W. Schuhart 1924. Oni odražavaju prirodu promjene indikatora kvaliteta tokom vremena, na primjer, stabilnost dobijanja veličine proizvoda. U suštini, kontrolne karte pokazuju stabilnost tehnološkog procesa, odnosno pronalaženje prosječne vrijednosti parametra u koridoru prihvatljivih vrijednosti, koji se sastoji od gornje i donje granice tolerancije. Podaci sa ovih kartica mogu signalizirati da se parametar približava granici tolerancije i potrebno je poduzeti proaktivne radnje i prije nego što parametar uđe u zonu otpada, odnosno ovaj način kontrole omogućava vam da spriječite pojavu otpada čak i u fazi. njegovog početka.
Postoji 7 glavnih tipova kartica.
Devijacija standardne devijacije srednje vrijednosti x-S,
Devijacije dometa x-R,
Odstupanja pojedinačnih vrijednosti x,
Fluktuacije u broju defekata C,
Fluktuacije u broju nedostataka po jedinici proizvoda u,
Fluktuacije u broju neispravnih jedinica proizvoda pn,
Fluktuacije udjela neispravnih proizvoda str.
Sve karte se mogu podijeliti u dvije grupe. Prvi kontroliše kvantitativne parametre kvaliteta, koji su kontinuirane slučajne varijable - dimenzije, masa itd. Drugi je za kontrolu visokokvalitetnih alternativnih diskretnih parametara (ako postoji kvar - nema kvara).
tabela 2

na primjer kartica x-s... Fluktuacije u aritmetičkoj sredini, granica tolerancije je ovdje vrijednost 3S (za normalnu distribuciju) ili tS (za Studentovu distribuciju), gdje je S standardna devijacija srednje vrijednosti. Sredina koridora je aritmetička sredina prvog mjerenja. Vrijednosti ove karte su najpouzdanije i najobjektivnije. Opšti oblik Kontrolna karta je prikazana na slici 11.
književnost:
1. Askarov E.S. Kontrola kvaliteta. Tutorial... Izdanje 2. Almati, Pro servis, 2007, 256 str.
Oni su dovoljno detaljno opisani u domaćoj literaturi. U praksi ruskih preduzeća, međutim, koristi se samo nekoliko njih. Razmotrite dalje neke metode statističke obrade.
Opće informacije
U praksi domaćih preduzeća, pretežno statističke metode kontrole... Ako govorimo o regulaciji tehnološkog procesa, onda se to primjećuje izuzetno rijetko. Primjena statističkih metoda propisuje da se u preduzeću formira grupa stručnjaka koji imaju odgovarajuće kvalifikacije.
Značenje
Prema zahtjevima ISO ser. 9000, dobavljač treba da utvrdi potrebu za statističkim metodama koje se primenjuju u procesu projektovanja, regulacije i validacije. proizvodni proces i karakteristike proizvoda. Korištene tehnike su zasnovane na teoriji vjerovatnoće i matematičkim proračunima. Statističke metode analize podataka može se implementirati u bilo kojoj fazi životnog ciklusa proizvoda. Oni daju procjenu i razmatranje stepena heterogenosti proizvoda ili varijabilnosti njegovih svojstava u odnosu na utvrđene ocjene ili tražene vrijednosti, kao i varijabilnost procesa njegovog stvaranja. Statističke metode su metode pomoću kojih je moguće, sa zadatom tačnošću i pouzdanošću, suditi o stanju pojava koje se istražuju. Oni omogućavaju predviđanje određenih problema, razvoj optimalnih rješenja na osnovu proučavanih činjeničnih informacija, trendova i obrazaca.
Upute za upotrebu
Glavna područja u kojima su rasprostranjena statističke metode su:

Praksa razvijenih zemalja
Statističke metode su baza koja osigurava stvaranje proizvoda sa visokim karakteristike potrošača... Ove tehnike se široko koriste u industrijski razvijenim zemljama. Statističke metode su, u stvari, garanti da će potrošači dobiti proizvode koji ispunjavaju utvrđene zahtjeve. Efekat njihove upotrebe je dokazan praksom. industrijska preduzeća Japan. Upravo su oni doprinijeli postizanju najvišeg nivo proizvodnje u ovoj zemlji. Godine iskustva stranim zemljama pokazuje koliko su ove tehnike efikasne. Konkretno, poznato je da je kompanija Hewlelt Packard, koristeći statističke metode, uspjela u jednom od slučajeva smanjiti broj kvarova mjesečno sa 9.000 na 45 jedinica.
Poteškoće u implementaciji
U domaćoj praksi postoji niz prepreka koje onemogućavaju upotrebu statističke metode istraživanja indikatori. Poteškoće nastaju zbog:

Razvoj programa
Mora se reći da je utvrđivanje potrebe za određenim statističkim metodama u oblasti kvaliteta, odabir, ovladavanje specifičnim tehnikama prilično težak i dugotrajan posao za svakoga. domaće preduzeće... Za njegovu efektivnu implementaciju preporučljivo je izraditi poseban dugoročni program. Trebalo bi obezbijediti formiranje službe čiji će zadaci uključivati organizaciju i metodološko vođenje primjene statističkih metoda. U okviru programa potrebno je obezbijediti opremu odgovarajućim tehničkim sredstvima, obuku specijalista, odrediti sastav proizvodni zadaci, koje treba riješiti odabranim tehnikama. Preporučljivo je započeti savladavanje korištenjem najjednostavnijih pristupa. Na primjer, možete koristiti poznatu osnovnu proizvodnju. Nakon toga, preporučljivo je prijeći na druge tehnike. Na primjer, to može biti analiza varijanse, selektivna obrada informacija, regulacija procesa, planiranje faktorskih istraživanja i eksperimenata, itd.
Klasifikacija
Statističke metode ekonomske analize uključuju različite trikove. Vrijedi reći da ih ima poprilično. Međutim, K. Ishikawa, vodeći stručnjak u oblasti upravljanja kvalitetom u Japanu, preporučuje korištenje sedam osnovnih metoda:
- Pareto grafikoni.
- Grupisanje informacija prema zajedničkim karakteristikama.
- Kontrolne karte.
- Uzročni dijagrami.
- Histogrami.
- Kontrolne liste.
- Scatter plots.
Na osnovu sopstvenog iskustva u oblasti menadžmenta, Išikava tvrdi da se 95% svih pitanja i problema u preduzeću može rešiti korišćenjem ovih sedam pristupa.

Pareto grafikon
Ovaj se zasniva na određenom omjeru. Nazvan je "Pareto princip". Prema njegovim riječima, od 20% uzroka javlja se 80% posljedica. u vizuelnom i razumljivom obliku prikazuje relativni uticaj svake okolnosti na opšti problem u opadajućem redosledu. Ovaj uticaj se može istražiti na osnovu broja gubitaka, nedostataka, izazvanih svakim uzrokom. Relativni uticaj je ilustrovan pomoću crtica, akumulirani uticaj faktora kumulativnom linijom.
Uzročni dijagram
Na njemu je proučavani problem konvencionalno prikazan u obliku horizontalne ravne strelice, a uslovi i faktori koji na njega indirektno ili direktno utiču - u obliku kosih. Prilikom izgradnje treba voditi računa i o naizgled beznačajnim okolnostima. To je zbog činjenice da su u praksi prilično česti slučajevi u kojima se rješenje problema osigurava isključivanjem nekoliko naizgled beznačajnih faktora. Razlozi koji utiču na glavne okolnosti (prvog i narednog naloga) prikazani su na dijagramu horizontalnim kratkim strelicama. Detaljan dijagram će biti u obliku ribljeg skeleta.

Informacije o grupisanju
Ovo ekonomsko-statistički metod koristi se za uređivanje skupa indikatora koji su dobijeni prilikom evaluacije i mjerenja jednog ili više parametara objekta. Obično se ove informacije predstavljaju u obliku neuređenog niza vrijednosti. To mogu biti linearne dimenzije obratka, tačka topljenja, tvrdoća materijala, broj nedostataka i tako dalje. Na osnovu takvog sistema teško je izvući zaključke o svojstvima proizvoda ili procesima njegovog nastanka. Naručivanje se vrši pomoću linijskih grafikona. Oni jasno pokazuju promjene posmatranih parametara u određenom periodu.
Kontrolna lista
U pravilu se prikazuje u obliku tabele frekvencijske distribucije pojavljivanja izmjerenih vrijednosti parametara objekta u odgovarajućim intervalima. Kontrolne liste se sastavljaju u zavisnosti od cilja studije. Raspon vrijednosti indikatora podijeljen je na jednake intervale. Njihov broj se obično bira jednak kvadratnom korijenu broja izvršenih mjerenja. Obrazac treba da bude jednostavan kako biste izbjegli probleme prilikom popunjavanja, čitanja, provjere.
bar grafikona
Predstavljen je u obliku stepenastog poligona. To jasno ilustruje distribuciju mjernih vrijednosti. Raspon utvrđenih vrijednosti podijeljen je na jednake intervale, koji su iscrtani duž ose apscise. Za svaki interval je nacrtan pravougaonik. Njegova visina je jednaka učestalosti pojavljivanja vrijednosti u datom intervalu.

Scatter plots
Koriste se za testiranje hipoteze o odnosu dvije varijable. Model je konstruiran na sljedeći način. Na osi apscise je ucrtana vrijednost jednog parametra, ordinata je drugi indikator. Kao rezultat, na grafikonu se pojavljuje tačka. Ovi koraci se ponavljaju za sve vrijednosti varijabli. Ako postoji veza, korelacijsko polje je izduženo, a smjer se neće poklapati sa usmjerenošću ordinatne ose. Ako nema ograničenja, ona je paralelna s jednom od osi ili će imati oblik kruga.
Kontrolne karte
Koriste se za evaluaciju procesa u određenom periodu. Formiranje kontrolnih karata zasniva se na sljedećim odredbama:
- Svi procesi vremenom odstupaju od navedenih parametara.
- Nestabilan tok fenomena se ne menja slučajno. Odstupanja koja prelaze očekivane granice nisu slučajna.
- Pojedinačne promjene se mogu predvidjeti.
- Stabilan proces može povremeno odstupiti unutar predviđenih granica.
Upotreba u praksi ruskih preduzeća
Treba reći da domaći i iskustvo u inostranstvu pokazuje da je najefikasniji statistički metod za procjenu stabilnosti i tačnosti opreme i tehnološkim procesima je izrada kontrolnih karata. Ova metoda se koristi i kod regulisanja proizvodnih potencijalnih kapaciteta. Prilikom izrade karata potrebno je pravilno odabrati parametar koji se proučava. Preporučljivo je dati prednost onim pokazateljima koji su direktno povezani sa namjenom proizvoda, koji se lako mogu mjeriti i na koje se može utjecati regulacijom procesa. Ako je takav izbor težak ili nije opravdan, možete procijeniti vrijednosti koje su u korelaciji (međusobno povezane) s kontroliranim parametrom.
Nijanse
Ako je ekonomski ili tehnički nemoguće izmjeriti indikatore s tačnošću potrebnom za mapiranje po kvantitativnom kriteriju, koristi se alternativni indikator. Uz to su povezani termini kao što su "brak" i "defekt". Potonje se podrazumijeva kao svako zasebno neusklađenost proizvoda sa utvrđenim zahtjevima. Nedostatak je proizvod koji nije dozvoljeno dati potrošačima zbog prisustva nedostataka na njemu.

Posebnosti
Svaka vrsta kartice ima svoje specifičnosti. To se mora uzeti u obzir pri njihovom odabiru za određeni slučaj. Smatra se da su kvantitativne mape osjetljivije na promjene procesa od onih koje koriste alternativni atribut. Međutim, prvi su naporniji. Koriste se za:
- Otklonite greške u procesu.
- Procjena mogućnosti implementacije tehnologije.
- Provjera ispravnosti opreme.
- Definicije tolerancija.
- Preslikavanje nekoliko valjanih načina stvaranja proizvoda.
Dodatno
Ako se smetnja u procesu razlikuje od pomaka praćenog parametra, potrebno je koristiti X-kartice. Ako dođe do povećanja raspršivanja vrijednosti, treba izabrati R ili S-model. Međutim, potrebno je uzeti u obzir niz posebnosti. Konkretno, upotreba S-mapa će omogućiti preciznije i brže utvrđivanje poremećaja procesa od R-modela sa istim, ali konstrukcija ovih potonjih ne zahtijeva složene proračune.
Zaključak
U ekonomiji je moguće istražiti faktore koji se nalaze u toku kvalitativna procjena, u prostoru i dinamici. Uz njihovu pomoć možete izvršiti prediktivne proračune. Na statističke metode ekonomske analize ne uključuju metode za procjenu uzročno-posledičnih veza ekonomskih procesa i događaja, utvrđivanje obećavajućih i neiskorišćenih rezervi za povećanje efektivnosti aktivnosti. Drugim riječima, faktorijalne tehnike nisu uključene u broj razmatranih pristupa.
-
 Da li trebam godišnje odobravati kontingent za ljekarski pregled?
Da li trebam godišnje odobravati kontingent za ljekarski pregled?
-
 Kako osloboditi kancelarijske radnike koji rade samo za personalnim računarom i sa kancelarijskom opremom od brifinga na poslu (primarnih i sekundarnih)?
Kako osloboditi kancelarijske radnike koji rade samo za personalnim računarom i sa kancelarijskom opremom od brifinga na poslu (primarnih i sekundarnih)?
-
 O organizaciji obuke i provjera znanja o zahtjevima zaštite na radu osoblja organizacije
O organizaciji obuke i provjera znanja o zahtjevima zaštite na radu osoblja organizacije
-
 Karakteristike definicije sličnih poslova sa posebnom cijenom
Karakteristike definicije sličnih poslova sa posebnom cijenom
Popularno
- Imenovane liste lica koja podliježu ljekarskim pregledima
- Kako izgleda ispravan protokol za provjeru znanja o zahtjevima zaštite na radu?
- Sa izmjenama i dopunama iz
- O davanju saglasnosti na proceduru za formiranje i rad komisija za provjeru poznavanja uslova zaštite rada organizacija za obuku
- Uputstvo za zaštitu na radu za administrativno osoblje i specijaliste (kancelarijske radnike) Naziv uputstva za zaštitu na radu za zaposlene
- Sovjetska istorijska enciklopedija
- "Rimske novine": istorija zemlje, istorija časopisa
- Mikhail injekcije Seansa javne telepatije
- Kupite jeftino segmentna garažna vrata na rate
- Kompanije za proizvodnju i preradu nafte