Unitar korxona 1-smenada ishlab chiqarish rejasi. "1C" PPda smenani rejalashtirish mexanizmi: Ishlab chiqarish korxonalarini boshqarish
Shift ishlab chiqarishni rejalashtirish
Taxminiy ishlab chiqarish rejasi, qayta ko'rib chiqilgan sotish rejasi, olingan buyurtmalar va tugallangan davr uchun haqiqiy hisob ma'lumotlari asosida qayta ko'rib chiqilgan ishlab chiqarish rejasi tuziladi. Va allaqachon qayta ko'rib chiqilgan ishlab chiqarish rejasi asosida smenalar uchun ishlab chiqarish rejasi tuzilgan.

Qayta ko'rib chiqilgan ishlab chiqarish rejasi va smena rejasi nomenklatura ob'ektlari, foydalanilgan materiallar, ish markazlari tafsilotlari bilan tuziladi. Bu erda ish markazi texnologik operatsiya amalga oshiriladigan joy sifatida tushuniladi: mashina, asbob-uskunalar guruhi, ustaxona.
Smenalar bo'yicha ishlab chiqarish rejasi aniqlangan ishlab chiqarish rejasidan batafsilroq va qisqaroq rejalashtirish muddati bilan farq qiladi. Batafsil dasturiy ta'minotni shakllantirish ko'zda tutilgan. smena jadvali ishlab chiqarish va iste'mol qilish, resurslarning rejalashtirilgan yukini hisobga olgan holda uning maqsadga muvofiqligini baholash.
Shiftni rejalashtirish quyidagi imkoniyatlarga ega:
- Imkoniyatlar mavjudligiga qarab rejalashtirish. Kichik davrlarda quvvat yetarli bo'lmagan taqdirda, rejalashtirilgan operatsiyalar mavjud bo'sh quvvatga ega bo'lgan kichik davrlarga o'tkaziladi.
- Ishlab chiqarish va operatsiyalarning batafsil jadvalini shakllantirish.
- Omborlar va bo'limlar o'rtasida tashish vaqtini hisobga olish.
- Aniqlash ishlab chiqarish rejasi ishlab chiqarishning aniq muddatlarini hisoblash bilan alohida nomenklatura ob'ektlariga.
- Ishlab chiqarish quvvatlaridan foydalanish va xom ashyo va butlovchi qismlarga bo'lgan ishlab chiqarish ehtiyojlari jadvalini shakllantirish.
- Ishlab chiqarish vaqtini aniqlagan holda yakuniy yig'ish jadvalini shakllantirish.
- Materiallarga bo'lgan talablar jadvalini aniqlash jarayonida ish markazidan foydalanishni hisoblash.
- Ishlab chiqarish ehtiyojlari jadvalini shakllantirish.
- Ishlab chiqarish topshiriqlarini, smena-kunlik topshiriqlarini shakllantirish.
- Vazifalardan chetlanishlarni nazorat qilish va tahlil qilish.
Ushbu masala bo'yicha biz bilan bog'laning - va biz sizga barcha nuanslarni tushuntirib beradigan va tizimni sozlashda yordam beradigan maslahatchini taqdim etamiz.
Videoni tomosha qilishni taklif qilamiz Katta misolda 1C: UPP da direktiv ishlab chiqarish rejasini yaratish mashinasozlik korxonasi . (davomiyligi - 27 daqiqa)
Tizimda "Menejment ishlab chiqaruvchi korxona"(UPP) ikkita rejalashtirish turini amalga oshirdi:" Volume "va" Taqvim ", ular bitta rejalashtirish turiga birlashtirilgan: hajmli-taqvim... Boshqacha qilib aytganda, rejalashtirish pul va miqdor jihatidan ham amalga oshirilishi va vaqt o'qi bo'yicha taqsimlanishi mumkin.
SCPda uchta turdagi rejalar qo'llaniladi:
xarid rejasi,
ishlab chiqarish rejasi.
Har qanday reja asosida boshqa reja tuzilishi mumkin. Masalan: kiritilgan savdo rejasi asosida siz ishlab chiqarish rejasini yoki sotib olish rejasini rejalashtirishingiz mumkin. SCPda reja hujjatlari hech qanday hisob-kitoblarni amalga oshirmaydi, ular faqat tizimdagi analitik kontekstda rejalarni aks ettirishga xizmat qiladi. Hisob-kitoblar, tahlillar bo'yicha butun yuk barcha turdagi rejalar uchun bitta vositaga to'planadi - "Rejalashtirish bo'yicha yordamchi"... Ushbu kuchli vosita sizga rejalashtirish davri uchun berilgan tanlov bilan istalgan davr uchun rejani yaratishga, joriy va rejalashtirilgan balanslarni hisobga olishga imkon beradi.
Rejalashtirish bo'yicha yordamchi bilan ishlashning bir sessiyasida siz bir vaqtning o'zida turli xil tafsilotlarga ega bo'lgan bir nechta turdagi rejalarni olishingiz mumkin. Rejalashtirish quyidagilarga muvofiq amalga oshiriladi "skript"... Stsenariy - tizimning ixtisoslashtirilgan ma'lumotnomasi batafsil tavsiflash, miqdoriy va yig'indisi hisobini yuritish, rejaning chastotasini tavsiflash uchun mo'ljallangan.

Rejani batafsil ko'rsatish uchun siz Item yoki Item Group dan foydalanishingiz mumkin. Nomenklatura guruhi taxminiy rejalashtirish uchun xizmat qiladi, ba'zi bir o'xshash xususiyatlarga ega ko'plab nomenklaturalarni birlashtiradi (foydalanuvchi tomonidan belgilanadi. Masalan: televizorlar, pol lampalari va boshqalar). Ko'pincha, yil uchun integrallashtirilgan reja Nomenklatura guruhi tomonidan tafsilotlar bilan tuziladi, so'ngra uning asosida chorak / oy uchun batafsilroq reja Nomenklatura tafsilotlari bilan tuziladi.

Xatcho‘p "Miqdorni hisoblash strategiyasi" Filtrlar, shartlar va ma'lum bir davr uchun ma'lumotlarni olish uchun ob'ektlarni o'rnatish uchun xizmat qiladi. Masalan:
1) "Xaridlar hajmi" - bu davrdagi xaridlarning haqiqiy hajmi
2) "Xarid rejalari" - bu davr uchun rejalashtirilgan xaridlar
3) Aksiya balansi- haqiqiy balanslar;
4) Rejalashtirilgan qoldiqlar - ob'ektning davr uchun rejalashtirilgan qoldiqlari (foydalanuvchi tomonidan ko'rsatilgan).
Strategiyalarni qo'shish mumkin.
Xatcho‘p " Miqdorni hisoblash strategiyasi " o'xshashdir. Faqat yig'indisi ma'lumotlarni tanlash uchun xizmat qiladi.
Xatcho‘p "Tanlov" tanlangan ma'lumotlar uchun filtrlarni qo'llash uchun ishlatiladi (Skript bo'yicha filtrlashni o'rnatish juda muhim!).
Biz "Bajarish" tugmasini bosamiz va tizim rejalashtirish hujjatlarini yaratadi.

Shift ishlab chiqarishni rejalashtirish
Ishlab chiqarish rejalari asosida ish markazlarining bandligini, texnologik operatsiyani detallashtirish bilan ish smenalarini va materiallarga ishlab chiqarish talablarini rejalashtirish mumkin. Ishlab chiqarishni smenalar bo'yicha rejalashtirish uchun siz ishlab chiqarish va bandlikni taqsimlashning turli strategiyalarini tanlashingiz mumkin: "O'z vaqtida", "Imkon qadar tezroq", "Teng". Bundan tashqari, individual buyurtma uchun ishlab chiqarishni smenada rejalashtirishingiz mumkin.

Shiftni rejalashtirishdan foydalanish uchun siz normativga ma'lumotlarni kiritishingiz kerak yordam tizimi SCP. Bular mahsulot spetsifikatsiyalari, ishlab chiqarish sxemalari, ishlab chiqarish texnologik operatsiyalari, ish markazlari.
1C: UPP 1.3 (MTD: 1C: UPP1.3) uchun "Ishlab chiqarishni rejalashtirish va dispetcherlik" moduli,"ITRP" kompaniyasi tomonidan ishlab chiqilgan, ishlab chiqarishni rejalashtirish va jo'natish muammolarini 1C: UPP 1.3 tipik yechimida hal qilish uchun mo'ljallangan.
Hozirgi vaqtda hech kimga sir emaski, 1C: UPP 1.3-da ishlab chiqarishni rejalashtirish va boshqarish uchun standart funktsiyani "garaj" dan ko'ra murakkabroq sohalarda joriy etishga bo'lgan muvaffaqiyatli urinishlar standart echimni juda keng ko'lamli qayta ko'rib chiqishga olib keladi. Bunday qayta ishlash uchun ishlab chiqarishni rejalashtirish metodologiyasini yaxshi biladigan juda malakali mutaxassislar kerak.
Shu bilan birga, ishlab chiqarishni boshqarishga qo'shimchalar yo'q 1C: UPP 1.3, 1C hamkorlari tomonidan universal deb e'lon qilingan va aniq sabablarga ko'ra boshqa korxonalarda amalga oshirish uchun yaroqli - sherik loyihalar bo'yicha aniq mijozlarning aniq vazifalari hal qilindi.
1C kompaniyasi yangi yechimni chiqardi 1C: ERP unda rejalashtirish va ishlab chiqarishni boshqarishning funksionalligi yangi bosqichga ko'tarildi va haqiqatan ham ishlab chiqarishni boshqarish muammolarini hal qilishga qodir.
Ammo 1C: UPP uzoq vaqt davomida buxgalteriya hisobi, buxgalteriya hisobi, xarajatlarni hisoblash, sotish, omborlarni boshqarish va hokazolarda muvaffaqiyatli qo'llanilgan korxonalar haqida nima deyish mumkin? Axir, ma'lumki, ERP tizimini joriy etish murakkab tashkiliy vazifa bo'lib, uni amalga oshiruvchilardan ham, korxona xodimlaridan ham katta kuch talab qiladi.
1C: ERP ni faqat ishlab chiqarishni boshqarish, byudjetlashtirish va hokazolarning yangi imkoniyatlari tufayli amalga oshiring? Amalga oshirishning ushbu qiyin yo'lidan yana o'tish, amalga oshirish yangi loyiha bir yildan ortiq davom etishi mumkin bo'lgan, allaqachon ishlaydigan hamma narsani tashlab yuborish mumkinmi?
Bir necha yillar davomida korxonada muvaffaqiyatli ishlaydigan 1C: UPP yechimi bilan "o'sib chiqqan" o'ziga xos ishlanmalar bilan nima qilish kerak? Agar 1C: ERP da korxonaning o'ziga xos xususiyatlari hisobga olinmasa, bu yaxshilanishlar yangidan amalga oshirilishi kerak bo'ladi. yangi tizim... Va bu to'g'ri bajarilishi haqiqat emas - axir, 1C: ERP da ma'lumotlarning usullari va tashkil etilishi 1C: UPP dan juda farq qiladi ...
Yangi 1C ERP loyihasining resurs intensivligi 1C ERP talab qilishi bilan bog'liq. ko'plab buxgalteriya funktsiyalarini, ma'lumotnoma ma'lumotlarining tuzilishini, biznes jarayonlarini to'liq qayta ko'rib chiqish va boshqalar.
Shuni ham hisobga olish kerakki, 1C: UPP buxgalteriya hisobi vazifalari nuqtai nazaridan aniq ishlaydigan, yaxshi o'rnatilgan funksionallikka ega barqaror yechimdir. yaxshi barqarorlik va ishlash bilan... Uni keyingi yangi nashr o'zingiz qilingan yaxshilanishlarni yo'q qilishidan qo'rqmasdan ishlab chiqish va takomillashtirish mumkin.
Ushbu qiyin dilemmaga duch kelgan korxonalar uchun ITRP inqilobiy emas (1C: ERP), lekin variantni taklif qiladi. 1C rivojlanishining evolyutsion yo'li: UPP.
Bu 1C: UPP-ni buxgalteriya hisobi, sotish, sotib olish, omborni boshqarish va boshqalar nuqtai nazaridan amalga oshirgan korxonalarga, ehtimol, o'ziga xos ishlanmalari bilan, yangi qimmat, juda resurs talab qiladigan loyihani boshlamaslik rejalashtirish va jo'natish vazifalarini hal qilish uchun 1C ERP da. Siz shunchaki yangisini ulashingiz kerak “Ishlab chiqarishni rejalashtirish va rejalashtirish moduli 1C: UPP 1.3 ″ ITRP kompaniyasidan va ishlab chiqarishni rejalashtirish va rejalashtirish vazifalari hal qilinadi, 1C: UPP ni 1C qo'llab-quvvatlashidan olib tashlamasdan, 1C: UPP ning mavjud funksionalligiga organik ravishda mos keladi.
Qo'shish "1C: UPP 1.3 uchun rejalashtirish va dispetcherlik moduli" (MPD: 1S: UPP 1.3) yirik asbobsozlik korxonasida rejalashtirish va ishlab chiqarishni boshqarish nuqtai nazaridan 1C: UPP 1.3 ni joriy qilish amaliyoti asosida ishlab chiqilgan. Uslubiy asos - klassik algoritmlar MRPII, CRP, RCCP, BBW
1C uchun rejalashtirish va rejalashtirish modulining funksionalligi: UPP 1.3
MTD-dagi rejalashtirish tizimi ishlab chiqarish korxonasi ichidagi etkazib berish zanjirini - mijozlar buyurtmalaridan tortib to etkazib beruvchilarga qadar boshqarish uchun mo'ljallangan.
Rejalashtirish bloki (global dispetcher darajasi)
- Ishlab chiqarish rejasini tuzatish tayyor mahsulotlar va 1C: UPP da ishlab chiqarish uchun buyurtmalar.
- 1C: UPPda ishlab chiqarish rejasi va ishlab chiqarish buyurtmalari asosida ustaxonalar (umalar) uchun smenali (kalendar) ishlab chiqarish jadvalini hisoblash. Ishlab chiqarish jadvalida tsexlar, uchastkalar - qaysi yarim tayyor mahsulotlar, qaysi miqdorda va qaysi sanada chiqarilishi va qaysi sexlarga o'tkazilishi kerakligi haqida ma'lumotlar mavjud.
- Agar bitta mahsulot sexlar / uchastkalar zanjiri bo'ylab qayta ishlashning bir necha bosqichlaridan (bosqichlaridan) o'tsa, u holda qayta ishlashning hisobga olish bosqichi (bosqichi) xarakteristikalar yordamida amalga oshiriladi. Shunday qilib, yarim tayyor mahsulotlarning ishlab chiqarish tannarxi nomenklatura xususiyatlariga kelsak, mahsulotni qayta ishlashning har bir sexi, uchastkasi, bosqichi (bosqichi) uchun batafsil hisoblab chiqiladi. 1C: UPP narxini hisoblashning standart mexanizmlari qo'llaniladi.
- 1C: UPP da yarim tayyor mahsulotlarni ishlab chiqarish uchun buyurtmalarni belgilash.
- 1C: UPP da ishlab chiqarish jadvalini bajarish uchun ishlab chiqarish quvvatiga ehtiyojni hisoblash (uskunalar, xodimlar, asboblar va boshqa o'zboshimchalik bilan asosiy cheklovlarning ishlash muddati).
- 1C: UPPda ishlab chiqarish jadvalini bajarish uchun materiallar va yarim tayyor mahsulotlarga bo'lgan ehtiyojni hisoblash.
- 1C: UPPda "Buyurtma nuqtasi" va "To'liq kerak bo'lganda" usullari bo'yicha materiallar yetkazib beruvchilariga buyurtmalarni shakllantirish.
- 1C: UPPda quvvatlar va materiallarga bo'lgan ehtiyoj va quvvatlar va materiallarning kalendar mavjudligi to'g'risidagi ma'lumotlarga asoslanib ishlab chiqarish jadvalining maqsadga muvofiqligini aniqlash.
- Ishlab chiqarish uchun buyurtmani bajarish uchun mumkin bo'lgan minimal sanani ushbu buyurtmaning quvvatlar va materiallarga bo'lgan ehtiyoji va 1C: UPPda quvvatlar va materiallarning kalendar mavjudligi to'g'risidagi ma'lumotlardan kelib chiqqan holda aniqlash.
- 1C: UPP da "svetofor" texnikasidan foydalangan holda ishlab chiqarish tartibini (RFP) kuzatib borish mumkin bo'lgan global dispetcher tomonidan ishlab chiqarish jadvalining bajarilishini nazorat qilish vositalari.
Yangi xususiyatlar: APS Scheduling Workshop Scheduling
- Har bir buyurtma bo'yicha "chapdan o'ngga" jadvalni hisoblash - yarim tayyor mahsulotlarning qoldiqlarini, orqada qolgan va texnik xususiyatlarning bir nechta natijalarini hisobga olgan holda ish markazlari tomonidan mavjudligini nazorat qilish bilan bosqichma-bosqich (muddati operatsiyalar uchun) masalan, kesish). Imkoniyatlarni tortib olish uchun buyurtmalar navbati. Mavjud ish markazlari uchun hisob-kitob boshlangan kundan boshlab operatsiyalarni ketma-ket taqsimlash va o'tkazma lotlarining hajmini hisobga olgan holda ishga tushirish sanalarini hisoblash.
- Barcha ehtiyojlarni (materiallar, ish markazlari, mehnat resurslari, asboblar va asosiy resurslar) jadvalni hisoblash bilan sinxron ravishda hisoblash.
- Bitta ish markazi bir necha turdagi ish markazlariga tayinlanishi mumkin.
- Turli xil sozlamalarga ega cheksiz miqdordagi jadvalni hisoblash stsenariylarini tizimda sozlash va hisoblash mumkin.
- Tizim "parallel" rejimda har qanday stsenariy bo'yicha to'liq hisoblashni amalga oshirish imkonini beradi, ya'ni. hisoblash tugaguniga qadar barcha hisobotlar oldingi hisob-kitobdan ma'lumotlarni oladi, lekin oxirida darhol yangi hisob-kitobga o'ting, ya'ni. ma'lumotlar qisman eski hisob-kitob bo'yicha va qisman - yangisiga ko'ra olinganda vaziyat bo'lmaydi.
Mahalliy dispetcher (sehrgar) asboblari:
- 1C: UPPda ishga tushirish-chiqarish (o'tkazish partiyalari) ishlab chiqarish partiyalarini shakllantirish.
- 1C: UPPda operatsion rejalashtirish.
- Vazifalarni chiqarish ishlab chiqarish xodimlari 1C da: UPP.
- Jadvalni qondirish uchun materiallarga bo'lgan ehtiyojni shakllantirish, 1C: UPP da ombordan materiallarni qabul qilish.
- 1C: UPPda "svetofor" usuli bo'yicha operatsiyalarni bajarish va nazorat qilish.
- 1C: UPPda ustaxona (sayt) darajasida, ishlab chiqarish partiyalari (ishga tushirish-chiqarish partiyalari) darajasida jadvalni amalga oshirish va nazorat qilish.
Tartibga solish tizimi
1C: UPP spetsifikatsiyalari va texnik xaritalarining odatiy tizimi qo'llaniladi. Rejalashtirish va jo'natish mexanizmlari ishlashi uchun siz faqat texnik xususiyatlar va texnik rejalarda qo'shimcha tafsilotlarning qiymatlarini ko'rsatishingiz kerak.
Ishlab chiqarishni rejalashtirish: Global dispetcherlik darajasi (GPL)
- SCP ning tartibga solish tizimini "ko'p o'tishli" sxemaga muvofiqlashtirish
Ustaxonada dispetcherlik: mahalliy dispetcher darajasi (ustaxona ustasi)
Global dispetcherlik darajasi
.
Ishlab chiqarish rejasi
Ishlab chiqarish rejasi iste'molchi buyurtmalari ("tasdiqlangan" talab buyurtmalari) mavjud bo'lmagan yoki to'liq prognozda qabul qilinmagan (ochilmagan) vaqt oralig'ida ishlab chiqarishni prognoz qilish uchun mo'ljallangan. Bunday prognozlash, byudjetlashtirish funktsiyalariga qo'shimcha ravishda, materiallarni xarid qilish tsikli mijozlarning barcha buyurtmalarini belgilash ufqidan tashqariga chiqqanda talab qilinadi. Shuning uchun, uzoq sotib olish davriga ega bo'lgan ko'plab materiallar tasdiqlangan buyurtmalarga (sotish buyurtmalariga) qarshi emas, balki prognoz ishlab chiqarish rejasiga qarshi buyurtma qilinadi.
Agar ishlab chiqarish buyurtma bo'yicha emas, balki to'liq rejalashtirilgan bo'lsa ("omborga qo'yib yuborish" deb ataladi), ishlab chiqarish rejasi ishlab chiqarishga bo'lgan ehtiyojni qondiradigan yagona manba hisoblanadi. Garchi, bunday vaziyatda bozor iqtisodiyoti tipik emas.
Mahsulotlar yoki mahsulot guruhlari uchun ishlab chiqarish rejasi kiritiladi. Mahsulotlar guruhi bo'yicha kiritish, tasdiqlangan talabning ob'ektlari hali ma'lum bo'lmaganda, umumiy talab prognozlarini amalga oshirish imkonini beradi. Mahsulot guruhlari sig'im va materiallarga bo'lgan talablar uchun o'zlarining "o'rtacha" xususiyatlariga ega.
Rejalashtirilgan ishlab chiqarish uchun eng yaqin vaqt oralig'ida ishlab chiqarish rejasi har doim nomenklatura ob'ektlari bo'yicha aniqlanadi va shu bilan ishlab chiqarishga tasdiqlangan talabni shakllantiradi.
Ishlab chiqarish rejasi davrlar bo'yicha moslashuvchan va aylanma xususiyatga ega. Masalan, rejalashtirish ufqi 12 hafta (chorak) bo'lishi mumkin va har haftaning oxirida rejaga yana bir hafta qo'shiladi. Davr va ufqlarni belgilashning boshqa variantlari ham mumkin. Masalan, ufq - chorak, davr - oyning o'n yilligi.
Tizim ishlab chiqarish rejasi uchun quyidagi ishlab chiqarish ob'ektlariga bo'lgan ehtiyoj va kamchiliklarni tahlil qilish imkonini beradi:
- Ishlayotgan xodimlarning ish vaqti (kasblari bo'yicha).
- Uskunalar va asboblarning ish vaqti (nomenklatura bo'yicha).
- Ishlab chiqarishdagi boshqa cheklovlar, masalan, elektr energiyasini iste'mol qilish, zararli chiqindilar miqdori va shunga o'xshashlar (resurslar nomenklaturasi bo'yicha).
Resurslar etishmasligini baholash uchun resurslarning mavjudligi rejasi joriy etiladi. Masalan, uskunalar guruhlari uchun - ta'mirlash uchun rejalashtirilgan to'xtashlarga muvofiq mavjudligi.
Turli xil mavjudlik va chiqarish stsenariylari uchun bir nechta rejalar yaratishingiz va ish rejangiz sifatida eng mos stsenariyni olishingiz mumkin.
Ishlab chiqarish rejasiga ko'ra, u hisoblab chiqiladi smenali ishlab chiqarish jadvali, tarkibida:
- mahsulotlarning (ishlarning) bo'limlar (tsexlar yoki uchastkalar) o'rtasida harakatlanish jadvali;
- ishlab chiqarish quvvatlarini iste'mol qilish jadvali,
- materiallarni iste'mol qilish jadvali.
Jadvalning tafsilotlari - vaqt oraliqlari (vaqt bo'laklari) - soat, o'zgartirish (!), kun, hafta, o'n yil va boshqalar.
Bir necha soatni o'z ichiga olgan ixtiyoriy intervallar ham taqdim etiladi. Masalan, 8 soatlik smenani ikkita 4 soatlik intervalga bo'lish mumkin.
Ishlab chiqarish birligi deganda idoralararo jadvalni amalga oshirish uchun mas'ul bo'lgan o'zining mahalliy hududi bo'lgan ustaxona yoki alohida maydon tushuniladi.
E'tibor bering, idoralararo smenali kunlik rejalashtirish "global" dispetcher deb ataladigan funktsiyadir, boshqacha aytganda, bu korxonaning PDO bo'limidir. Idoralararo rejaning "mahalliy" dispetcherning quyi darajasiga qanday o'tkazilishi quyida ko'rsatiladi. Ushbu quyi darajada, mahalliy dispetcher (usta, sex / uchastkaning PRB) sexlararo rejaning bajarilishi uchun javobgardir (ya'ni, rejaning do'kon, bo'lim tomonidan mahsulot chiqarilishini belgilaydigan qismi). nazorat qiladi) va o'zining mahalliy mas'uliyat zonasida - sexda, uchastkada ishlab chiqarishni tashkil etish to'g'risida qaror qabul qiladi.
Mijozlarning buyurtmalari bo'yicha ishlab chiqarish rejasini almashtirish (almashtirish).
Buyurtma asosida ishlab chiqarilgan ishlab chiqarishda buyurtmachilarning buyurtmalari qabul qilinganda (yoki mahsulotga bo'lgan talabni tasdiqlovchi boshqa turdagi buyurtmalar) ishlab chiqarish rejasidan tegishli moddalar (ishchi stsenariy bo'yicha) buyurtma miqdori bo'yicha chiqarib tashlanadi. Natijada, bu har doim ma'lum jami Har bir rejalashtirish davri uchun chiqariladigan mahsulotlar, jami:
- Tasdiqlangan nashr- mijozning buyurtmasiga binoan. Nomenklatura va uning parametrlari (masalan, o'lchamlar va maxsus xususiyatlar) allaqachon aniq ma'lum.
- Tasdiqlanmagan nashr- uning ko'chirilmagan qismida ishlab chiqarish rejasiga muvofiq. Elementlar yoki elementlar guruhlari.
Shunga ko'ra, idoralararo ishlab chiqarish jadvali, quvvat va materiallarga bo'lgan talablar ham tasdiqlangan va tasdiqlanmagan qismlarga bo'linadi va ular to'liq jadval va talabga qo'shiladi.
Reja va buyurtma uchun jami nashr rejasining taxminiy ko'rinishi:
Ishlab chiqarish buyurtmalari
Chiqarish uchun tasdiqlangan talab shaklda shakllanadi Ishlab chiqarish buyurtmalari... Har bir ishlab chiqarish buyurtmasi, eng oddiy holatda, mijozning buyurtmasiga mos keladi. Buyurtmada berilgan sana hisoblangan ishlab chiqarish jadvaliga muvofiq mijozga jo'natilgan kundan farq qilishi mumkin.
.
Ishlab chiqarish jadvalini hisoblash
Har bir ishlab chiqarish buyurtmasi yoki ishlab chiqarish rejasi liniyasi uchun ishlab chiqarish jadvali hisoblanadi.
Ushbu jadval ishlab chiqarish bosqichlarining rejalashtirish intervallariga topshiriqlarini o'z ichiga oladi va bosqichning davomiyligi buyurtma partiyasiga bog'liq. Joriy amalga oshirishda bosqichlar rejalashtirilgan "Imkon qadar kech". Jadval ishlab chiqarish sanasining chap tomonida iloji boricha "qattiq" bo'lmasligi uchun (va shuning uchun uni amalga oshirish qiyin), bosqichlar davomiyligiga standart bufer vaqtlari qo'shilishi mumkin.
Boshqa tomondan, ishlab chiqarish jadvali idoralararo harakatlar jadvali sifatida ifodalanishi mumkin, unga ko'ra bo'linmalar yarim tayyor mahsulotlar yoki mahsulotlarni ma'lum sanalarda (intervallarda) ma'lum jadvalda belgilangan iste'molchi bo'linmalariga etkazib berishlari kerak.
Grafikda ishlab chiqarish quvvatlariga (uskunalar guruhlari, xodimlar, uskunalar, boshqa quvvatlar - cheklovlar) bo'lgan ehtiyoj to'g'risidagi ma'lumotlar (interval asosida) ham mavjud. Quvvatlarning mavjudligi hajmini intervallar bo'yicha bilib, ishlab chiqarishning umumiy jadvalini (barcha buyurtmalar uchun) amalga oshirishning maqsadga muvofiqligini aniqlash mumkin.
Reja va ishlab chiqarish buyurtmasi uchun ishlab chiqarish jadvali MRP algoritmi yordamida oqim jadvallarida ko'rsatilgan ishlab chiqarish quvvatlarining barcha turlarini hisobga olgan holda hisoblanadi.
Bo‘limlar tomonidan idoralararo jadvalning bajarilishi ham buyurtmalar kontekstida, shu jumladan bosqichma-bosqich nazorat qilinadi, bu esa har bir ishlab chiqarish buyurtmasi bo‘yicha tsex va uchastkalarda bajariladigan texnologik operatsiyalargacha bo‘lgan batafsil jadvalning to‘liq kuzatilishiga erishish imkonini beradi. .
Jadval interval asosida hisoblanadi. Korxona uchun asosiy tsiklning qat'iy o'lchami o'rnatiladi, masalan, u 1 soat, 2 soat va hokazo bo'lishi mumkin - intervalning istalgan davomiyligi, shu jumladan smena, yarim smena (tushlikdan oldin va keyin), bir kun, bir hafta va boshqalar.
Har bir ustaxona uchun ishchi va ishlamaydigan davrlar - intervallar belgilanadi. Masalan, agar interval smena bo'lsa, u holda bitta ustaxonani bir smenada ishlashga sozlash mumkin, boshqasi uchun - uzluksiz ish 3 smenada. Jadval talablarini ustaxonalar o'rtasida o'tkazish intervallar chegaralari bo'ylab amalga oshiriladi.
Bosqichning taxminiy davomiyligi bosqichdagi operatsiyalarning umumiy vaqtiga, bosqich buferining davomiyligiga va ichki uzatish partiyasining maksimal hajmiga bog'liq:
Ko'p chiqish spetsifikatsiyalari (kesish) va minimal lotlarga rejalashtirish
Agar ob'ektni qayta ishlash talablari uchun ishlab chiqarish jadvalini hisoblash jarayonida:
- Ko'p chiqishli spetsifikatsiya (masalan, joylashtirish rejasi) "oldi" va jadvalda yon versiya paydo bo'ldi,
- yoki buyurtmaga bo'lgan talabdan ko'proq minimal partiyani chiqarish rejalashtirilgan
keyin jadval hech qanday ehtiyojlarni qoplamaydigan "ortiqcha" miqdorni chiqarishni shakllantirishi mumkin. Tizimdagi bu miqdor "ortda qolgan" deb ataladi. Yarim tayyor mahsulotning zarur miqdorini hisoblashda birinchi navbatda yalpi talab (qancha mahsulot iste'mol qilish kerakligi), so'ngra sof talab (buning uchun qancha mahsulot ishlab chiqarish kerakligi) aniqlanadi. Sof talabni hisoblash uchun dastur birinchi navbatda talabni “orqada qolish” hisobiga yopadi va faqat orqada qolmagan bo'lsa, chiqarish rejalashtirilgan. Bundan tashqari, agar do'kon mahsulotlarni jadval bo'yicha emas, balki zaxirada ishlab chiqarsa, unda bunday mahsulot zaxirasi orqada qolishi mumkin.
Shunday qilib, tizim yarim tayyor mahsulotlarning mavsumiy zaxiralarini chiqarishni rejalashtirishi va agar mahsulotga bo'lgan talab doimiy bo'lmasa, lekin mavsumga bog'liq bo'lsa, zaxiraga chiqarishni aks ettirishi mumkin. Talab yuqori bo'lgan mavsumda yarim tayyor mahsulotlarga bo'lgan ehtiyoj talab past bo'lgan mavsumda to'plangan qolib ketish hisobidan qoplanishi sababli amalga oshirilishi mumkin bo'lgan jadval olinadi.
Shuningdek, inventarizatsiya natijalariga ko'ra yoki nuqsonlarni tuzatishga ko'ra, siz zahiradagi do'kondagi mahsulotlarning joriy balansining zarur miqdorini e'lon qilishingiz mumkin.
Sana bo'yicha ishlab chiqarish rejasi va buyurtmalarning maqsadga muvofiqligini baholash
MPD ishlab chiqarish rejasi va ishlab chiqarish buyurtmasi bo'yicha materiallar va ishlab chiqarish quvvatlarining mavjudligini baholash imkonini beradi. Tizim quvvatlarning mavjudligi fondini intervallar bo'yicha - kunlik yoki smenalar bo'yicha (yoki boshqa intervallar-kvantlar kontekstida) joriy qiladi va jadvalning quvvat talabi bilan taqqoslash amalga oshiriladi va intervallar bo'yicha quvvatlarning kamchiliklari aniqlanadi.
Tizim, shuningdek, materiallarning mavjudligi bilan bog'liq holda jadvalning maqsadga muvofiqligini baholaydi.
Agar material talab sanasi bo'lsa erishib bo'lmaydigan vaqt zonasidan tashqarida material - reja materiallar asosida amalga oshirilishi mumkin deb hisoblanadi.
Har bir materialning mavjud emasligi vaqt zonasi bugungi sana va materialni sotib olish davri sifatida hisoblanadi.
Agar material talab sanasi bo'lsa erishib bo'lmaydigan zonada, Bu joriy balans va etkazib beruvchilardan kutilayotgan tushumlar hisobiga talabni yopish qobiliyatini belgilaydi. Agar joriy balans hisoblangan jadvalga muvofiq talablarni yopish uchun etarli bo'lmasa, u holda jadvalni sotib olish xizmati bilan kelishish jarayoni boshlanadi.
Defitsit tahlili hisobot shaklida va grafik shaklda amalga oshiriladi.
Ishlab chiqarish buyurtmasi uchun yetkazib berish sanasini hisoblash
Buyurtma bo'yicha idoralararo ishlab chiqarish jadvalini hisoblab chiqqandan so'ng, dastur barcha buyurtmalar bo'yicha jadvalni va ishlab chiqarish rejasini bajarish uchun zarur bo'lgan jami talab qilinadigan quvvatlarni (4 turdagi quvvatlar, yuqoriga qarang) tekshiradi. Agar ushbu buyurtma qo'shimcha imkoniyatlar taqchilligini keltirib chiqargan bo'lsa, dastur buyurtmani chiqarish sanasini qidiradi, bunda jadvalga yangi buyurtma kiritish taqchillikning oshishiga olib kelmaydi.
Ushbu protsedura etarlicha tez amalga oshiriladi, shunda menejer mijozga buyurtmaning mumkin bo'lgan sanasi haqida onlayn xabar berishi mumkin.
Uskunalar guruhlari, ishchilarning kasblari va boshqalar kabi to'siq bo'lgan ishlab chiqarish ob'ektlarini belgilashimiz mumkin, keyin defitsitsiz chiqarish sanasini qidirish Bufer tamoyillariga muvofiq faqat to'siqlarda amalga oshiriladi. Drum-Rope (BBW) metodologiyasi.

Baraban-bufer-arqon texnikasidan foydalanish
MRP tizimini barbekyu texnikasiga toʻliq moslashtirish uchun sozlashingiz mumkin. Buning uchun ishlab chiqarishda har bir turdagi mahsulot uchun to'siq bo'lgan bir yoki bir nechta turdagi quvvatlar ajratiladi. Bu uskunalar guruhi, ishchilar kasbi, asbob-uskunalar, boshqa cheklovlar bo'lishi mumkin (masalan, elektr energiyasi - smenada mavjud kVt soat). Ishlab chiqarish buyurtmalari vaqt o'qi bo'yicha joylashtiriladi, shunda hech qanday qiyinchilik bo'lmaydi; spetsifikatsiyalar materialni iste'mol qilishdan boshlab "darbo'yin" ning ishiga qadar ishlab chiqarish tsiklining vaqtini ko'rsatadi. Shunday qilib, "arqon" va vaqtinchalik "bufer" hosil bo'ladi. Ko'p bosqichli ishlab chiqarishda ishlab chiqarish tsiklining vaqti darboğazdan oldingi qayta bo'linish uchun ko'rsatiladi va barcha oldingi qayta bo'linishlar uchun aylanish vaqtlari nolga qaytariladi.
E'tibor bering, "Drum-Buffer-Rope" rejimida MRP tizimini o'rnatish juda ko'p xususiyatlarga ega, shuning uchun tushuntirishlar uchun mutaxassislarimizga murojaat qilish yaxshiroqdir.
Yumshoq starterning texnik xususiyatlarini "ko'p o'tish" sxemasiga muvofiq keltirish
Ma’lumki, mashinasozlik, priborsozlik sanoati korxonalarida mahsulot ishlab chiqarishning texnologik marshrut xaritalari “ko‘p o‘tishli” hisoblanadi. Bunday xaritalar shaklda tuziladi "Saralash" marshrutidan, unga ko'ra mahsulot marshrut bo'ylab bir nechta tsex (uchastka) dan o'tadi, har bir sexda (uchastkada) ushbu sexga (uyakka) biriktirilgan operatsiyalar bajariladi.
1C UPP me'yoriy tizimi bunday ko'p o'tishli sxemalarni qo'llab-quvvatlamaydi.
MTDda ko'p o'tish sxemasi amalga oshiriladi, ustaxonada ishlov berilgandan keyin mahsulotning holati xarakteristikada ifodalanadi (agar kerak bo'lsa, nomenklatura bilan, lekin bu unchalik qulay emas). Bu sizga idoralararo harakatlarning odatiy funksiyasidan foydalanish va 1C: UPP narxini hisoblash imkonini beradi.
Bir qator spetsifikatsiyalar zanjirga kiritilgan - saralash marshruti.Bunday amalga oshirish MTDni joriy qilishda NSIni qayta ko'rib chiqishni talab qilmaydi, 1C UPP mahsulotlarining standart xususiyatlari qo'llaniladi.
Kerakli quvvatlarning batafsil operatsion tavsifi
1C: UPP texnik rejalarida har bir operatsiya uchun kerakli ishlab chiqarish quvvatini o'rnatish imkoniyati qo'shildi:
- O'zaro almashtiriladigan uskunalar guruhlarining ish vaqti.
- Ishlayotgan xodimlarning ish vaqti (kasb va toifalar bo'yicha).
- Burg'ulash uskunasi va asbobning ishlash vaqti (qo'shimcha mahsulot).
- Boshqa ishlab chiqarish cheklovlari, masalan, elektr energiyasi iste'moli (resurs birliklarida qo'shimcha mahsulot).
Ushbu standartga muvofiq:
- Jadvalni hisoblashda ishlab chiqarish quvvatlari smenalarda (kunlik) yoki belgilangan vaqt oralig'ida olinadi.
- Har bir ustaxona tomonidan buyurtmani bajarish muddati (smenalar yoki kunlar soni) hisoblab chiqiladi, chunki bu buyurtma partiyasining hajmiga bog'liq.
Ko'p davrli ishlab chiqarishni rejalashtirish
Odatiy bo'lib, buyurtma va reja bo'yicha ishlab chiqarish jadvali oxirigacha, ya'ni mahsulotlarni (DSE) do'konlarga barcha tashriflari uchun, materiallarni qayta ishlash bo'yicha dastlabki operatsiyalardan boshlab va ishlab chiqarishni chiqarishgacha tuziladi. tayyor mahsulotlar omborga.
Agar kerak bo'lsa, jadvalni hisoblash yopiq ishlab chiqarish tsikllariga bo'linishi mumkin:
- pastadirning kirish qismida - pastadir ishlab chiqarish ehtiyojlari,
- kontur ichida - bu konturning idoralararo rejasi,
- konturning chiqishida - konturning materiallarga va yarim tayyor mahsulotlarga bo'lgan ehtiyojlari (boshqa kontur darajalaridagi mahsulotlar sifatida yarim tayyor mahsulotlar).
Alohida kontur ajratilishi mumkin:
- alohida ustaxona yoki sayt,
- bir guruh ustaxonalar (masalan, barcha xaridlar ishlab chiqarish),
- xolding korxonalarining ta'minot zanjirida alohida ishlab chiqarish korxonasi.
Bo'limlar ma'lumotnomasida ustaxona yoki uchastka qaysi konturga tegishli ekanligi ko'rsatilgan.
Yarim tayyor mahsulotlarga qo'yiladigan talablar har bir sxema bo'yicha shakllantiriladi, ular etkazib berish zanjiridagi oldingi sxemaning dispetcheriga o'tkaziladi.
Oldingi konturning dispetcheri ushbu talablarni qayta ishlaydi va keyingi konturni ishlab chiqarishni boshlaydigan yangi ishlab chiqarish buyurtmalarini yaratadi.
Kontur uchun ishlab chiqarish uchun yangi buyurtmalarni yaratishda yarim tayyor mahsulotlarning joriy balanslari - ushbu kontur mahsuloti, ushbu yarim tayyor mahsulotlarga qo'yiladigan kalendar talablari va ularni chiqarish uchun allaqachon ochiq ishlab chiqarish buyurtmalari hisobga olinishi muhimdir. bu yarim tayyor mahsulotlar.
Masalan, xarid ishlab chiqarish alohida sxemaga ajratilishi mumkin, bunga quyidagilar sabab bo'lishi mumkin:
- Turli xil mahsulot assortimenti uchun blankalarning yuqori darajadagi ko'p qirraliligi. Masalan, oldingi konturda ( xaridlarni ishlab chiqarish) mijoz uchun individual parametrlarga ega mahsulotlarni yakuniy yig'ish uchun standart komponentlar ishlab chiqarilishi mumkin.
- Yuqori talab mavsumi uchun zaxiralarni to'plash.
- Keyingi konturda tez ishlov berish yoki yig'ish bilan solishtirganda oldingi kontur bo'yicha uzoqroq ish qismini ishlab chiqarish tsikllari, bu avvalgi konturda rejalashtirish ufqini oshirishni talab qiladi, bu ham tasdiqlanmagan talabga asoslanadi. Ushbu sxema bo'yicha mahsulotlarni ishlab chiqarishga buyurtmalar juda uzoq vaqt oralig'ida kiritiladi.
- Metall plitalarni kesish bo'limi ushbu bo'lim bo'yicha blankalarni chiqarish jadvaliga asoslanib, optimallashtirilgan (minimal chiqindilar uchun) kesish xaritalarini tezda yaratadi. Uyalash jarayoni jadvaldagi assortiment tuzilmasi asosida alohida ishlab chiqarish buyurtmasi bilan boshlanadi.
Har bir sxemaning dispetcheri keyingi (ta'minot zanjiridagi) sxemaning yarim tayyor mahsulotlarga (ya'ni o'z darajasidagi mahsulotlarga) bo'lgan ehtiyojlarini nazorat qiladi va ushbu yarim tayyor mahsulotlarni ishlab chiqarish uchun yangi buyurtmalarni ishlab chiqaradi. Tizim minimal buyurtma loti va joriy balans, talablar va mavjud buyurtmalar asosida ishlab chiqarish uchun yangi buyurtmalarni shakllantirishni taklif qiladi.
Bunday holda, ikkita usul qo'llaniladi:
- "Buyurtma bo'yicha": yarim tayyor mahsulot zaxirasiga yetganda - yakuniy mahsulot tartib nuqtasiga pastki daraja - yangi tartib shakllanadi. Buyurtma nuqtasi o'rtacha kunlik iste'mol asosida avtomatik ravishda aniqlanadi.
- "So'rov bo'yicha; talabda": yarim tayyor mahsulotning kamchiliklari joriy balans, kutilayotgan tushumlar va ehtiyojlarni hisobga olgan holda vaqt o'qi bo'yicha aniqlanadi (rejalashtirilgan va hisoblangan balansning noldan pastga tushishi yoki sug'urta - minimal qoldiq) va uni shakllantirish taklif etiladi. defitsitlarni yopish uchun yangi tartib.
Materiallarga etkazib beruvchilarga yangi buyurtmalarni shakllantirish uchun shunga o'xshash usullar qo'llaniladi, bu ma'noda xarid qilish xizmati eng ko'p past daraja korxonaning ta'minot zanjirida.
Sex darajasida ishlab chiqarishni jo'natish
Rejalashtirishning ikki darajasi
Hisoblangan idoralararo ishlab chiqarish jadvali uni ishlab chiqarish birliklarida amalga oshirish bo'yicha ishlarni boshlash uchun asosdir.
Shunday qilib, ishlab chiqarishni rejalashtirish (rejalashtirish tsiklida) ikki darajaga bo'linadi:
- Global dispetcherlik darajasi (korxonaning PDO)- sexlararo harakatlar darajasida ishlab chiqarish jadvalini tuzadi va uni sexlarga o'tkazadi. Global dispetcher jadvalning bajarilishini nazorat qiladi. Ushbu jadvalda operatsion rejalashtirish amalga oshirilmaydi - jadval faqat buyurtmalar bo'yicha narsalarni chiqarish sanalarini (smenalar yoki boshqa intervallarni) va ularning miqdorini belgilaydi.
- Mahalliy dispetcher darajasi (PRB, ustaxona ustasi) - ishlab chiqarish jadvalini bajarish uchun idoralararo ishlab chiqarish jadvalida belgilangan muddatlarda joriy ishlab chiqarish holatiga muvofiq sex ishini tashkil qiladi. Buning uchun mahalliy dispetcher ishga tushirish-chiqarish partiyalarini shakllantiradi, o'z ustaxonasida operativ rejalashtirishni amalga oshiradi, ishchilarga buyruqlar beradi, materiallarni oladi, buyurtmalarning bajarilishini nazorat qiladi va hokazo.
Idoralararo ishlab chiqarish jadvali ishlab chiqarish buyurtmalariga tuzatishlar kiritish, yangi shoshilinch buyurtmalarni kiritish va buning natijasida jadvalni qayta rejalashtirish hisobiga dinamik bo'lishini hisobga olish muhimdir. Sexning (uchastkaning) mahalliy dispetcheri ishlab chiqarish jadvali va uning o'zgarishlarini hisobga oladi.
Tizim qisqa muddatli ufqda jadvalni blokirovka qilishni ta'minlaydi (qayta rejalashtirishning mumkin emasligi) va qulfni ochish faqat alohida tasdiqlash jarayoniga muvofiq amalga oshiriladi.
Operatsion standartlashtirilgan vazifalar (marshrut varaqlari)
Partiyani jadvalga muvofiq ishlab chiqarishni boshlash uchun dispetcher kiradi "Operatsion standartlashtirilgan vazifa" (PNZ)... Bu bitta ustaxonada, maydonda ishga tushirish-chiqarish partiyasini aniqlaydigan hujjat.
Sinonimlar:
- Texnologik marshrutning nazorat sxemasi (KKTM).
- Marshrut varaqasi (ML).
PNZ tayyor mahsulotlarni chiqarish uchun bir yoki bir nechta ishlab chiqarish buyurtmalarining ehtiyojlariga ko'ra, bir xil operatsiyalar ro'yxatiga ega bo'lgan bir partiyani yoki turli nomenklaturaning bir nechta partiyalarini o'z ichiga olishi mumkin. Bunday holda, PNZ har bir ishlab chiqarish buyurtmasi uchun miqdorni ko'rsatadi.
PNZ avtomatik ravishda bo'linma partiyada bajarishi kerak bo'lgan operatsiyalar ro'yxatini (texnik xaritadan), normalar bo'yicha, kerakli materiallar ro'yxatini va ularning miqdorini, ishchilarning kasbi bo'yicha standart ish hajmini (soat, daqiqalarda) yuklaydi. ) va qayta ishlanadigan chiqindilar.
PNZ ustaxonada boshqaruvning asosiy ob'ekti bo'lib, aks ettiradi hayot sikli ustaxona ichidagi ishlab chiqarish partiyasi.
Mahalliy dispetcher PNZ ni tizimga kiritgandan so'ng - PNZ tomonidan chiqarilgan relizlar soni idoralararo ishlab chiqarish jadvalida do'kon tomonidan tasdiqlash holatiga o'tkazildi. Global dispetcher PNZ do'konlarida yaratilgan mahalliy dispetcherlar tomonidan jadvalni tasdiqlash jarayonini boshqarishi mumkin.
Sex dispetcherining vazifalaridan biri o'rnatilgan PNZlar tomonidan dinamik ishlab chiqarish jadvalini doimiy ravishda tasdiqlashdir.
Jumladan, jadvalni qayta rejalashtirishda mahalliy dispetcher PNZ-ga tuzatishlar kiritishi kerak - masalan, chiqish sanasini o'zgartirish. Jadvalning joriy holati va yaratilgan PNZ o'rtasidagi nomuvofiqliklar to'g'risida tezkor hisobot taqdim etiladi.
E'tibor bering, jadval o'zgartirilganda, yaratilgan PNZ (marshrut varaqlari) tegishli bo'lib qoladi va jadval va ishlab chiqarish buyurtmalariga bog'lanadi. Ularni o'chirish va qayta yaratish shart emas. Ishlab chiqarish buyurtmalarini hatto ular uchun POPlar yaratilgan va bajarilgan bo'lsa ham qayta rejalashtirish mumkin. Qayta rejalashtirishdan so'ng, mahalliy dispetcher o'rtasidagi tafovutlarni aniqlay oladi yangi versiya do'konlararo jadval va mavjud PNZ (ML) va PNZ chiqarilgan sanani moslashtiring, yangi PNZ qo'shing, partiyalarning ustaxonadan o'tishini tezlashtirish uchun PNZdan tanaffuslar qiling va hokazo.
Operatsion standartlashtirilgan vazifalarni boshqarish
PNZda umuman yoki har bir element uchun o'lcham alohida belgilanadi o'tkazish to'plami, bu PNZ partiyasini bir nechta konteynerlarga (palletlarga) bo'lish va partiyani ishlab chiqarish vaqtini qisqartirish uchun ketma-ket parallel operatsiyalarda qayta ishlash imkonini beradi.
Har bir PNZ uchun dispetcher avtomatik ravishda standartga muvofiq materiallarni qabul qilish uchun arizalarni ishlab chiqaradi, agar mahsulot marshrut bo'ylab bir nechta ustaxonalardan o'tsa, oldingi ustaxonadan partiyaning qabul qilinishini qayd etadi.
Omborchi materiallarni berish uchun ariza oladi, har bir PNZ ehtiyojlari uchun materiallarni ishlab chiqarishga o'tkazish uchun hujjat shakllantiradi.
PNZ ostidagi barcha materiallarni olgandan so'ng, PNZda ishga tushirishga tayyor holati avtomatik ravishda yoqiladi.
PNZ-da, agar omborda asl materiallar (spetsifikatsiyada ko'rsatilgan) bo'lmasa, materiallarning analoglarini tanlashingiz mumkin. Tanlov hujjatlarga muvofiq amalga oshiriladi "O'zgartirish uchun ruxsat"... O'zgartirish ruxsatnomasi ishlab chiqarish buyurtmasiga, BOMga, mahsulot assortimentiga yoki cheklovsiz foydalanishga tegishli bo'lishi mumkin.
Navbat ustaxonada o‘rnatilgan “infokiosk”da aks ettiriladi, bu yerda har bir ishchi navbat holatiga ko‘ra o‘zining smena-kunlik topshirig‘ini chop etishi mumkin.
Shuningdek, har bir uskuna uchun uskunaning navbat holati haqida monitor o'rnatilishi mumkin.
Barcha bosma hujjatlar va ishchilarning nishonlarida shtrix-kod mavjud. Operatsiya boshlanishidan oldin va uni tugatgandan so'ng, ishchi o'z topshirig'idagi operatsiyaning nishoni va shtrix kodini skanerdan o'tkazadi va tizim avtomatik ravishda tizimdagi PNZda operatsiyaning boshlanishi va tugashini qayd etadi.
Operatsiyani boshlash va bajarish fakti PNZda qo'lda belgilanishi mumkin.
Agar PNZ uzatish partiyalariga bo'lingan bo'lsa, u holda operatsiya davomida ushbu PNZ ning barcha uzatish partiyalari qayta ishlangandagina operatsiya tugallangan deb belgilanadi.
Agar kerak bo'lsa, siz yugurishingiz mumkin Partiyaning "ajralishi" marshrut varag'idan bir vaqtning o'zida yangi marshrut varag'i tuziladi. Partiyaning bir qismini qayta ishlashni tezlashtirish, nuqsonlarni tuzatish misol bo'ladi.
Har bir PNZ va ishlab chiqarish buyurtmasining bajarilishi jarayonini nazorat qilish svetofor asosida ishlab chiqarilgan, bajarilgan operatsiyalarning joriy hajmiga ko'ra (PNZ uchun) yoki yopiq PNZ (jadval bo'yicha):
- Yashil zonada - jadvalning buzilishi oldindan aytib bo'lmaydigan buyurtmalar va PNZ.
- Sariq zonada - jadvalni buzish ehtimoli mavjud bo'lgan buyurtmalar va PNZ, nazorat harakati talab qilinadi.
- Qizil zonada - buyurtmalar va PNZ, ular uchun jadvalning buzilishi muqarrar, darhol aralashuv talab etiladi.
Tizim faktning normadan chetga chiqishini qayd etadi -
- materiallar iste'moli
- xodimlarning ish vaqti (ishlab chiqarish, mehnat zichligi).
har bir PNZ uchun va shuning uchun jamoa va ishchi uchun batafsil, bu sizga xodimlarni rag'batlantirishning samarali sxemasini yaratishga imkon beradi.
Ishlab chiqarish hisobi va WIP
PNZdagi barcha operatsiyalar tugagandan so'ng, dispetcher haqiqiy relizni - hujjatni tuzadi. Bir smenada ishlab chiqarish hisoboti"(OPZS). Haqiqiy iste'mol qilingan materiallar, yarim tayyor mahsulotlar va mehnat resurslari avtomatik ravishda PNZ dan OPZS ga o'tkaziladi. Ish oqimining yo'nalishi bo'yicha do'kondan chiqqandan keyin mahsulotni ishlab chiqarish bosqichini hisobga olish uchun "Xarakteristika" buxgalteriya o'lchovi qo'llaniladi.
Xarajat bahosi mahsulot ishlab chiqarishning har bir bosqichi, ya'ni xarakteristikalari uchun hisoblanadi. DSUni ustaxonalar o'rtasida o'tkazish, DSUning ombor hisobi SCP ning standart funksionalligi yordamida amalga oshiriladi.
Agar oy oxirida tugallanmagan PNZ mavjud bo'lsa, unda ular ushbu PNZga tegishli xarajatlarni jamlaydi, bu xarajatlar yuqori aniqlik bilan, ya'ni tugallanmagan PNZgacha bo'lgan tafsilotlar bilan 20, 23 (WIP) hisobvarag'ining balansini tashkil qiladi.
Shuningdek, u ustaxonaga qabul qilingan va PNZ bo'yicha iste'mol qilinmagan va omborga qaytarilmagan materiallarning butun miqdorini kuzatib boradi.
Shunday qilib, ustaxonalarda WIP strukturasining shaffof emasligining odatiy muammosi olib tashlanadi. WIP strukturasi nafaqat sexdagi materiallar qoldiqlariga, balki to'liq bo'lmagan ishlab chiqarish partiyalariga, partiyalarda qabul qilingan va foydalanilgan materiallarga ham ochib beriladi.
Xulosa
Ushbu sharh faqat asosiy xususiyatlarni sanab o'tadi 1C uchun ishlab chiqarishni rejalashtirish va rejalashtirish moduli: UPP 1.3 ortiqcha tafsilotlarsiz. Tizim mijozning korxonasining o'ziga xos xususiyatlari uchun kuchli rivojlanish salohiyatiga ega, chunki u tayyor ish stsenariylari yo'q, tizim yuklaydigan va uni o'zgartirish tizimning asosiy mexanizmlarini "buzish" ni talab qiladi.
Tizimda faqat asosiy mexanizmlar, algoritmlar va hisobotlar mavjud yuqorida tavsiflangan va ulardan foydalanish stsenariylari korxonaga xos bo'lib, xizmatlar, ish stantsiyalari, qo'shimcha hisobotlar va boshqalar shaklida amalga oshirish loyihasi bo'yicha amalga oshiriladi.
Tayyor yuklangan ish stsenariylarining yo'qligi ITRP mahsulotlarining asosiy paradigmasi hisoblanadi:
- korxona jarayonlariga moslashganda tizimning moslashuvchanligini keskin oshiradi;
- dasturchilar tomonidan tushunish va o'zlashtirishning asosiy mexanizmlarining soddaligi tufayli uning modifikatsiyalarining murakkabligini pasaytiradi;
- yechimning birinchi versiyasi chiqarilgandan boshlab funksionallikni barqarorlashtiradi, chunki tizimda tayyor skriptlarning mavjudligi ularni tizim ishlab chiquvchilari tomonidan doimiy ravishda qayta ko'rib chiqish va takomillashtirishga olib keladi. Yangi nashrlar asosan asosiy mexanizmlarni kichik yaxshilash va xatolarni tuzatish uchun chiqariladi.
Agar to'liq foydalanish kerak bo'lsa sexda avtomatlashtirilgan operatsion rejalashtirish- uskunalar birliklarini operatsiyalarga avtomatik belgilash va qayta sozlashlarni minimallashtirish bilan jihozlarning ishlash jadvalini hisoblash, optimallashtirishning boshqa mezonlari - bilan birgalikda foydalanish tavsiya etiladi. MPD: 1S: UPP 1.3 hamkorlarimiz yechimi - APS / MES Optiprom.
Rejalashtirish korxona boshqaruvini tashkil etishning eng muhim jarayonlaridan biridir. Bu sizga uzoq muddatli va qisqa muddatli rejalarni tuzish va amaliyotda amalga oshirish imkonini beradi, ularga muvofiq butun korxona faoliyati baholanadi.
"1C: Ishlab chiqarish korxonalarini boshqarish" dasturida jarayonlarni avtomatlashtirish uchun alohida quyi tizim mavjud. ishlab chiqarishni rejalashtirish... Biz u bilan batafsilroq tanishamiz.
Rejalarni tafsilotlash vaqti va darajasiga ko'ra rejalashtirish uzoq muddatli, joriy va operatsion turlarga bo'linadi. Bizning misolimizdan foydalanib, mexanizmni batafsilroq tahlil qilamiz. smenani rejalashtirish, bu ishlab chiqarishni operativ rejalashtirishga taalluqlidir va rejalashtirishning barcha turlaridan eng batafsil bo'lib, "Ishlab chiqarish korxonalarini boshqarish" dasturiy ta'minotida amalga oshiriladi.
Misol. Domovoy tashkiloti A mahsuloti va B mahsulotini ishlab chiqarish bilan shug'ullanadi. 2013 yil yanvar oyida 1-xaridor 1 dona miqdorida A mahsulotini ishlab chiqarish uchun buyurtma oldi. va 2-xaridorning B mahsulotini 1 dona miqdorida ishlab chiqarish uchun buyurtmasi. A va B mahsulotlarni ishlab chiqarish quyidagi spetsifikatsiyaga muvofiq amalga oshiriladi (1-jadval):
1-jadval
Shunday qilib, mahsulot A va B mahsulotiga quyidagi materiallar va yarim tayyor mahsulotlar kiradi:
Tayyor mahsulot ishlab chiqarishning texnologik xaritasi quyidagicha:

Mijozlarning buyurtmalaridan kelib chiqqan holda, ishlab chiqarishni mijoz tomonidan buyurtma qilingan mahsulotlarni imkon qadar tezroq ishlab chiqaradigan tarzda rejalashtirish kerak.
Biz o'z ma'lumotlar bazamizda mijozlar buyurtmalari haqidagi ma'lumotlarni aks ettiramiz.
ga boramiz Savdoni boshqarish interfeysi(1-rasm):

"Buyurtmalar" menyusida "Xaridor buyurtmasi" kerakli hujjat jurnalini tanlang (2-rasm):

Hujjatni to'ldirish foydalanuvchi tomonidan qo'lda amalga oshiriladi.
Hujjatning sarlavhasida siz quyidagi maydonlarni to'ldirishingiz kerak:
- "Sana" - xaridordan buyurtma olingan sana;
- "Tashkilot" - tashkilotimiz nomi (tegishli foydalanuvchi sozlamalari bilan avtomatik ravishda to'ldirilishi mumkin);
- "Qarshi tomon" - bu maydon "Kontragentlar" katalogidan tanlash orqali to'ldiriladi (tegishli buyurtma bergan shaxs yoki tashkilot ko'rsatilgan);
- "Shartnoma" - to'ldirish shartnomalar ro'yxatidan tanlash orqali amalga oshiriladi; ko'rsatilgan kontragent bilan "xaridor bilan" turi bilan tuzilgan;
- "Yuk tashish" maydoni xaridor tomonidan buyurtma qilingan tovarlarni jo'natishning istalgan sanasini ko'rsatadi.

Dastur ishlab chiqarishni smenali rejalashtirishni amalga oshirish imkoniyatiga ega bo'lishi uchun bizning axborot bazamizning ma'lum sozlamalarini o'rnatish kerak. Buning uchun "Hisob menejeri" interfeysiga o'ting (4-rasm).

Menyuning "Buxgalteriya hisobi sozlamalari" - "Rejalashtirish" yorlig'idagi "Buxgalteriya hisobi parametrlarini o'rnatish" bandida "Asosiy korxona resurslarining mavjudligi chastotasi" o'zgaruvchisini o'rnating (5-rasm). U rejalarning maqsadga muvofiqligini baholash uchun ishlatiladi va asosiy korxona resurslarining mavjudligini belgilash muddatini belgilaydi.

Bizning holatda, biz "Oy" qiymatini tanlaymiz. Shuningdek, "Smenada ishlab chiqarishni rejalashtirishni ta'minlash" maydoniga bayroqni o'rnatish kerak.
Keyingi ishlarning qulayligi uchun "Rejalashtirish" interfeysiga o'tish uchun "Interfeysni almashtirish" tugmasini bosing (6-rasm).

Buxgalteriya parametrlarini o'rnatgandan so'ng, biz ishlab chiqarilgan mahsulotlar to'g'risidagi ma'lumotlarni kiritishga o'tamiz.
Bizning axborot bazasi tashkilot ishlab chiqaradigan mahsulotlar to'g'risidagi ma'lumotlarni kiritish kerak. Buning uchun "Nomenklatura" ma'lumotnomasiga o'ting (menyu bandi: "Ma'lumotnomalar" - "Nomenklatura").
"Qo'shimcha" yorlig'idagi "Reproduktsiya turi" maydonida "Ishlab chiqarish" opsiyasini tanlaganingizda, "Xususiyatlar" yorlig'i to'ldirish uchun mavjud bo'ladi (7-rasm).

BOMda mahsulot ishlab chiqarish uchun zarur bo'lgan barcha materiallar, yarim tayyor mahsulotlar, butlovchi qismlar ro'yxati, ishlab chiqarish uchun zarur bo'lgan miqdor ko'rsatilgan. BOM ham yakuniy mahsulot, ham yarim tayyor mahsulot uchun kiritilishi mumkin.
"Xususiyatlar" yorlig'idagi "Qo'shish" tugmasini bosganingizda, mahsulotimiz uchun yangi spetsifikatsiyani yaratish uchun karta ochiladi. Keling, uni rasmda ko'rsatilganidek, bizning misolimiz ma'lumotlariga muvofiq to'ldiramiz (8-rasm).

Texnik xususiyatlar uchta bo'lishi mumkin turli xil turlari: "Yig'ish", "To'liq", "Tugun". Spetsifikatsiyaning u yoki bu versiyasini tanlash "Spesifikatsiya turi" tugmasini bosish orqali amalga oshiriladi. Farqi shundaki, yig'ish BOMdan foydalanganda faqat bitta chiqish elementi bo'lishi mumkin, to'liq BOM bilan - bir nechta; "Tugun" ko'rinishidagi BOMda chiqish elementlari yo'q.
"Ism" maydoniga spetsifikatsiyaning ishchi nomini yozing.
"Nomenklatura" maydoni "Nomenklatura" ma'lumotnomasidan tanlash tugmachasini bosish orqali to'ldiriladi: bu maydon ushbu spetsifikatsiyadan foydalangan holda ishlab chiqarish natijasida olingan mahsulotni ko'rsatadi.
"Miqdor" maydoni ma'lum miqdorda asl komponentlardan foydalanish natijasida olingan mahsulotlarning chiqish miqdorini belgilaydi.
"Operatsiya raqami" maydoni qayta taqsimlashni ko'rsatadi, shundan so'ng biz tayyor mahsulotni olamiz (oxirgi). Agar raqam ko'rsatilmagan bo'lsa, bu chiqarish spetsifikatsiyaga muvofiq ishlab chiqarishni amalga oshirish vaqtida amalga oshirilganligini anglatadi.
"Yo'l nuqtasi" maydoni, agar ushbu mahsulot ishlab chiqarilgan joyni ko'rsatish zarur bo'lsa, to'ldiriladi. Yo'nalish nuqtasi - bu bo'lim va ish markazi yoki ish markazining almashinish guruhining kombinatsiyasi.
Spetsifikatsiya kartasining "Dastlabki komponentlar" yorlig'i spetsifikatsiya sarlavhasidagi "Miqdor" maydonida ko'rsatilgan ishlab chiqarilgan mahsulot miqdorini ishlab chiqarish uchun zarur bo'lgan materiallar va yarim tayyor mahsulotlar to'g'risidagi ma'lumotlar bilan to'ldiriladi.
Spetsifikatsiya faqat yakuniy mahsulotni ishlab chiqarish uchun materiallarni iste'mol qilish standartlarini o'zida aks ettiradi ishlab chiqarish jarayoni ishlab chiqarish sxemalarida tasvirlangan. Spetsifikatsiya va texnologik xarita o'rtasidagi munosabatni o'rnatish uchun spetsifikatsiya kartasining "Boshlang'ich komponentlar" jadval bo'limining "Operatsiya raqami" ustuni to'ldiriladi. Bu ma'lum bir material yoki yarim tayyor mahsulot talab qilinadigan texnologik operatsiyaning sonini ko'rsatadi.
"Qo'shimcha" yorlig'ida "Status" maydoni spetsifikatsiyani tasdiqlash holatini ko'rsatadi. Biz "Tasdiqlangan" variantini tanlaymiz va tasdiqlash sanasini qo'yamiz (9-rasm).

Xuddi shu mahsulotni ishlab chiqarish uchun bir nechta turli xil BOMlardan foydalanish mumkin. Hujjatlarni avtomatik to'ldirish uchun siz texnik xususiyatlardan birini asosiy sifatida tanlashingiz mumkin. Buning uchun "O'rnatish" - "Sana uchun asosiy spetsifikatsiyani o'rnatish" tugmasini bosing (10-rasm).
Ochilgan oynada siz spetsifikatsiya asosiy deb hisoblangan sanani belgilashingiz kerak (11-rasm).

Buyumning asosiy texnik tavsiflari haqidagi ma'lumotlar "Buyumning asosiy texnik xususiyatlari" ma'lumotlar registrida saqlanadi (12-rasm).

Asosiy spetsifikatsiyaning spetsifikatsiyasi rejalashtirish quyi tizimi uchun zarurdir. Hujjatlarni shakllantirishda ishlab chiqarish hisobi foydalanuvchi ma'lum bir element uchun taklif qilinganlar sonidan kerakli spetsifikatsiyani tanlash imkoniyatiga ega. Rejalashtirishda tizim "sukut bo'yicha" faqat asosiy sifatida belgilangan spetsifikatsiyadan foydalanadi (13-rasm).

Axborot bazasiga kiritilgan barcha spetsifikatsiyalarni saqlash uchun "Nomenklaturaning texnik tavsiflari" ma'lumotnomasi mo'ljallangan (14-rasm).

Ma'lumotnomada nafaqat mahsulotlarni ishlab chiqarish uchun asosiy sifatida belgilangan texnik xususiyatlar, balki "Tayyorlangan", "Kechiktirilgan", "Tasdiqlangan", "Bekor qilingan" maqomlari bo'lgan texnik xususiyatlar ham mavjud (15-rasm).

Mahsulot ishlab chiqarish uchun bir qator texnologik operatsiyalarni ketma-ket bajarish kerak. Korxonada qo'llaniladigan barcha texnologik operatsiyalar ro'yxati "Texnologik operatsiyalar" ma'lumotnomasida saqlanadi (16, 17-rasm).


Yangi texnologik operatsiyani qo'shish uchun siz "Qo'shish" tugmasini bosishingiz kerak. Yangi texnologik operatsiyani yaratish uchun karta ochiladi. "Ism" maydoni operatsiyaning ixtiyoriy nomi bilan to'ldiriladi. Shiftni rejalashtirish quyi tizimi bilan ishlash uchun siz "Vaqt stavkasi" maydonini to'ldirishingiz kerak. Ushbu maydon ushbu texnologik operatsiyani bajarish uchun zarur bo'lgan vaqtni (soniyalarda) ko'rsatadi. Ushbu ma'lumotlar texnologik xaritani to'ldirishda avtomatik ravishda kiritiladi (18-rasm).

Barcha shakl maydonlari ixtiyoriy va faqat ma'lumot uchun.
"Ishlab chiqarish xarajatlarining asosiy moddasi", "Narx" maydonlarini to'ldirish rejalashtirilgan tannarxni va ish haqini hisoblash uchun zarur.
"Valyuta" va "Narx" rekvizitlari ish qismini hisoblashda ish birligining standart narxini belgilaydi.
"Ishlab chiqarish xarajatlarining asosiy moddasi", "Mahsulot xarajatlarini taqsimlash usuli", "Asosiy moddalar guruhi", "Buxgalteriya hisobida ish haqini aks ettirish usuli" rekvizitlari analitikani o'rnatish uchun standart qiymatlar sifatida ishlatiladi. ishlab chiqarish xarajatlari texnologik operatsiyalar uchun to'liq ish haqi bilan bog'liq.
Ishlab chiqarishni operativ rejalashtirish maqsadlari uchun korxona tuzilmasi tashkilotning ish markazlari majmui sifatida ifodalanishi mumkin. Ish markazi texnologik operatsiya bajariladigan aniq joy. Bu ma'lum bir mashina, sayt, ustaxona bo'lishi mumkin. Ish markazlari ro'yxatini shakllantirishda, bitta ish markazida bir vaqtning o'zida faqat bitta ishlab chiqarish operatsiyasini bajarish mumkinligiga e'tibor qaratish lozim.
Korxonada foydalaniladigan barcha ish markazlarining ro'yxati "Mehnat markazlari" katalogida saqlanadi (19, 20-rasm).


Har bir ish markazi uchun ushbu ish markazi joylashgan nom va bo'limni ko'rsatishingiz kerak (21-rasm).

Bitta va bir xil ishlab chiqarish operatsiyasi turli xil asbob-uskunalar yordamida amalga oshirilishi mumkin bo'lgan taqdirda, "Mehnat markazlarining almashtirilishi guruhlari" ma'lumotnomasini to'ldirish kerak (22-rasm).

Yangi element qo'shish uchun siz "Qo'shish" tugmasini bosishingiz kerak. Ish markazlari guruhining nomi katalog elementi shaklida yoziladi. Jadval bo'limiga kiritilgan ish markazlari ko'rsatilgan bu guruh, va ularning har birini qo'llash ustuvorligi. Rejalashtirish operatsiyasini amalga oshirayotganda, dastur ma'lumotlarni dastur ustuvorligi bo'yicha tahlil qiladi va operatsiyani yuqori ustuvorlikka ega bo'lgan ish markaziga tayinlaydi.
Bizning misolimizda tayyor mahsulotlarni yig'ish bo'yicha ish markazlari tengdir, shuning uchun ustuvor qiymat bir xil (23-rasm).

Muayyan ish markazlari uchun operatsiyalar faqat ish markazlari bo'sh bo'lgan vaqtga tayinlanadi. Ish markazi uchun ish jadvalini belgilash uchun "Ish jadvallari" ma'lumotnomasidan foydalaning (24-rasm).

Qo'llanma korxonada qo'llaniladigan barcha ish jadvallarini o'z ichiga oladi. Grafiklar ma'lumotnoma elementi shaklida to'ldiriladi. Jadvallar turlari bo'yicha farqlanadi: besh kunlik, olti kunlik, smenali (25-rasm).

Katalogning yangi elementini kiritishda kerakli sozlamalarni (haftada ish soatlari va kunlar sonini ko'rsatish) amalga oshirish va keyin kalendarni to'ldirish kerak.
Smenali ish jadvalini shakllantirish uchun "Smenalar" ma'lumotnomasini to'ldirish kerak (26-rasm).

Ma'lumotnomada korxonada qo'llaniladigan barcha smenalar ro'yxati mavjud (27-rasm).

Smenani rejalashtirish uchun smena nomini va smena qaysi davrdan iboratligini ko'rsatish kerak (smenaning bir yoki bir necha davrdan iborat bo'lishi mumkin). Tugash vaqti davrning boshlanish vaqtidan oshib ketgan taqdirda smena keyingi kunga qoldiriladi (28-rasm).

Ushbu katalogni to'ldirgandan so'ng, biz taqvimni to'ldirishga o'tamiz (biz "Ish jadvallari" - "Jadvalni to'ldirish bo'yicha yordamchi" katalogiga qaytamiz) (29-rasm).

Kiritilgan ma'lumotlarga asoslanib, ish jadvali avtomatik ravishda to'ldiriladi. Agar kerak bo'lsa, uni qo'lda tuzatish mumkin (30-rasm).

Har bir ish markazi uchun uning individual ish tartibini aniqlash kerak. Aynan shu jadvalga muvofiq dastur ish markazining bandligini rejalashtiradi. Ish markazlari uchun ish jadvallari bir xil nomdagi ma'lumotnomada o'rnatiladi (31-rasm).

Muayyan ish markazi uchun ish jadvali ma'lum bir sanada ishlay boshlaydi (32-rasm).

Bundan tashqari, operatsion rejalashtirish vaqtida dastur avtomatik ravishda ish markazlari o'rtasida mahsulotlarni tashish uchun sarflangan vaqtni hisobga olishi mumkin. Ushbu ma'lumotni "Mat yetkazib berish vaqtlari" ma'lumotnomasida ko'rsatish mumkin. ishlab chiqarish qiymatlari "(33-rasm).

"Manba" ustunida yarim tayyor mahsulot ishlab chiqarilgan yoki boshqa operatsiya amalga oshirilgan bo'lim ko'rsatiladi. "Qabul qiluvchi" ustuni ushbu mahsulotni ko'chirishni rejalashtirgan bo'lim nomi bilan to'ldiriladi. "Kunlar soni" va "Vaqt" bir ish markazidan boshqasiga etkazib berish muddatini belgilaydi (34-rasm).

Ishlab chiqarishni smenali rejalashtirish uchun "Texnologik operatsiyalar" va "Ish markazlari" ma'lumotnomalariga qo'shimcha ravishda ma'lumotnomani to'ldirish kerak " Texnologik xaritalar ishlab chiqarish "(35-rasm).


Ma'lumotnoma shakli elementining sarlavhasida texnologik xaritaning nomi to'ldiriladi.
Ishlab chiqarish bo'limi, buning uchun texnologik xarita ko'rsatilgan, foydalanuvchi tomonidan "Bo'limlar" katalogidan tanlanadi.
Jadval bo'limida, "No." maydonida, oqim sxemasi ichidagi individual operatsiya raqami ko'rsatilgan.
"Mehnat markazi (tugallangan)" qatorida tayyor mahsulotni chiqarish rejalashtirilgan ish markazlari yoki ish markazlarining almashtirilishi mumkin bo'lgan guruh ko'rsatilgan.
Shuningdek, jadvalli bo'limning tegishli maydonlarida texnologik operatsiya, uning bajarilish vaqti soniyalarda, bajarilgan operatsiyalar soni, ushbu operatsiya tugagandan so'ng boshlanishi mumkin bo'lgan bosqichlar, ushbu operatsiyani qo'shni ish smenalariga o'tkazish imkoniyati ko'rsatilgan. ko'rsatilgan.
Har bir BOM uchun bir nechta turli WPS-lardan foydalanish mumkin. Kartochkalarning qaysi biri asosiy ekanligini va rejalashtirishda hisobga olinishini bilish uchun "Nomenklatura spetsifikatsiyasining texnologik xaritalari" ma'lumotlar reestridan foydalaniladi (37-rasm).

Reestr nomenklaturaning ma'lum bir spetsifikatsiyasi uchun u yoki bu texnologik xaritaning kuchga kirgan vaqtini ko'rsatadi (38-rasm).

Barcha kerakli ma'lumotnomalarni to'ldirgandan so'ng, biz smena rejasini shakllantirishga o'tamiz.
Buning uchun "1C: Ishlab chiqarish korxonalarini boshqarish" dasturiy ta'minotida "Smenalar uchun ishlab chiqarish rejasi" hujjati mavjud (39-rasm).

Hujjat shakli bir nechta yorliqlardan iborat. Keling, batafsilroq ko'rib chiqaylik.
"Rejalar bo'yicha ishlab chiqarish" - yorliq to'ldiriladi, agar allaqachon tuzilgan ishlab chiqarish rejasi smena rejasini shakllantirish uchun asos sifatida olingan bo'lsa (40-rasm).

"Buyurtma bo'yicha ishlab chiqarish" - agar oldingi rejalarni (ishlab chiqarish rejalarini) shakllantirishda hisobga olinmagan mijozlar buyurtmalari mavjud bo'lsa, ushbu yorliq to'ldiriladi.
Jadval bo'limi ham Xaridorning buyurtma hujjatlari, ham ishlab chiqarish buyurtmasi hujjatlari bilan to'ldirilishi mumkin.
Bizning holatlarimizda biz ikkita mijoz buyurtmasini tanlaymiz. Keyinchalik, ustunlar ishga tushirish sanasi va buyurtmaning chiqarilgan sanasi (chiqarishning birinchi va oxirgi kuni) ko'rsatilgan holda qo'lda to'ldiriladi (41-rasm).
"Tarqatish opsiyasi" ustunida siz taklif qilingan rejalashtirish variantlaridan birini tanlashingiz kerak:
- "To'g'ri o'z vaqtida" - dastur ishlab chiqarish vazifalarini shunday taqsimlaydiki, tayyor mahsulotlarni chiqarish "Chiqarish sanasi" ustunida ko'rsatilgan sanaga to'g'ri keladi.
- "Imkon qadar tezroq" - dastur ishlab chiqarish vazifalarini taqsimlaydi, shunda maksimal yuk davr boshiga (ishga tushirish sanasi) tushadi.
- Bir tekisda - ishlab chiqarish buyurtmalari belgilangan muddatga teng taqsimlanadi.
"Batafsil rejalashtirish", "Ish markazining bandligi" va "Ishlab chiqarish talablari" yorliqlari "Rejalashtirishni amalga oshirish" tugmasini bosganingizda avtomatik ravishda to'ldiriladi. Ushbu protsedura boshlangandan so'ng, dastur rejani bajarish uchun korxona resurslarining etarliligini tahlil qilishni boshlaydi. Agar u yoki bu resursning etishmasligi bo'lsa, dastur foydalanuvchiga ko'rsatilgan operatsiyalarni rejalashtirishning mumkin emasligi haqida xabar beradi. Agar etarli resurslar mavjud bo'lsa, xatcho'plar to'ldiriladi.
"Batafsil rejalashtirish" yorlig'idagi ma'lumotlar "Ma'lumotlarni olish" tugmasini bosgandan so'ng to'ldiriladi. Dastur yakuniy mahsulotdan (A mahsuloti, B mahsuloti) “Ishlab chiqarish” turidan boshlab va “Sotib olish” reproduksiya turiga ega bo‘lgan materiallar bilan tugaydigan mahsulot portlash namunasini belgilaydi (42-rasm).

"Ish markazining bandligi" yorlig'ida ma'lum bir vaqtning o'zida ish markazini va unda bajarilgan operatsiyani avtomatik taqqoslash ikkinchisiga aniqlik bilan amalga oshiriladi ("Boshlanish sanasi" va "Yakuniy sana" ustunlari). Keyingi operatsiyani boshlash vaqtini rejalashtirish "Etkazib berish vaqtlari" ma'lumotnomasida ko'rsatilgan ma'lumotlarni hisobga olgan holda amalga oshiriladi. moddiy qadriyatlar ishlab chiqarish ". Ushbu operatsiyani amalga oshirish bilan shug'ullanadigan smena ham ko'rsatilgan (smenali ish jadvali ma'lumotlariga muvofiq). "Yakuniy mahsulotlar" ustuni ishlab chiqarish uchun ushbu operatsiya amalga oshiriladigan nomenklatura ob'ektining nomi bilan to'ldiriladi (43-rasm).

"Ishlab chiqarish ehtiyojlari" yorlig'idagi "Tashqi miqdor" ustunida dastur ma'lum bir operatsiyani bajarish uchun ish markaziga qancha xom ashyo etkazib berilishi kerakligini ko'rsatadi (tahlil "Qo'shimcha" yorlig'ida ko'rsatilgan ma'lumotlarga asoslanadi ). "Ichkaridagi miqdor" ustuni mahsulot sonini ko'rsatadi o'z ishlab chiqarish, bu rejani bajarish uchun ish markaziga qo'yilishi kerak (44-rasm).

"Qo'shimcha" yorlig'i dastlabki qayta rejalashtirish chegarasini ko'rsatadi - dastur smenalar uchun ishlab chiqarish rejalariga tuzatishlar kirita olmaydigan vaqt oralig'i.
Buyurtmalarni aniqlash vaqti - hozirgi vaqtda dastur "Mavjud omborlar" jadval bo'limida ko'rsatilgan omborda ishlab chiqarilgan rejani amalga oshirish uchun zarur bo'lgan materiallar mavjudligini aniqlaydi (45-rasm).

Hujjatni to'ldirgandan so'ng "Smenalar uchun ishlab chiqarish rejasi" bajarilishi kerak. Ushbu hujjat bir nechta bosma shakllarni hosil qiladi (46, 47-rasm):


"Smenalar bo'yicha ishlab chiqarish rejasi" hujjati asosida "Ishlab chiqarish buyurtmasi" ("Ishlab chiqarishni boshqarish" interfeysi - "Rejalashtirish" - "Ishlab chiqarish buyurtmasi") hujjatini to'ldirish mumkin.
Hujjatning boshlig'ida vazifalar tuzilgan sana, bo'linma va smena ko'rsatiladi. Jadval bo'limining mazmuni vazifa turiga qarab o'zgaradi:
- "Chiqarish uchun" - topshiriq faqat yakuniy mahsulot haqida ma'lumotni o'z ichiga oladi (nima va qanday miqdorda ishlab chiqarish kerak);
- "Ular haqida. jarayon "- mahsulotlar, ish markazi, texnologik operatsiya haqida eng to'liq ma'lumotni aks ettiradi.

Ma'lumotlar tekshirilgandan so'ng, hujjat joylashtirilishi kerak.
Hujjat "Ishlab chiqarish uchun topshiriq" shakllari bosma shakl, bu ma'lum bir sana uchun har bir ish markazi uchun muayyan vazifani belgilaydi (49-rasm).

Yaratilgan ishlab chiqarish rejalarini nazorat qilish "Smenada-kunlik topshiriq" hisoboti yordamida amalga oshirilishi mumkin (50-rasm).

Tanlangan vaqt oralig'ida ma'lum bir ish markaziga tayinlangan barcha operatsiyalar ko'rsatiladi va operatsiyalar natijasida chiqarilishi kerak bo'lgan pozitsiya ko'rsatiladi (51-rasm).

“Mehnat markazlari yuklamalari jadvali” hisoboti yordamida siz ish markazining yuklanishini Gantt diagrammasi shaklida tasavvur qilishingiz mumkin (52-rasm).

Shunday qilib, siz ish markazlarining qaysi biri notekis yuklanganligini bilib olishingiz mumkin, keyingi sozlashlar uchun ortiqcha yuk yoki bo'sh ish joyini ajratib ko'rsatishingiz mumkin (53-rasm).

Ishlab chiqarish ehtiyojlarini ma'lum materiallarga yoki yarim tayyor mahsulotlarga aks ettirish uchun "Ishlab chiqarish ehtiyojlari rejasi" hisoboti mo'ljallangan (54-rasm).

Hisobotda ishlab chiqarish ma'lum bir davr uchun uzluksiz ishlashini ta'minlash uchun zarur bo'lgan materiallar va yarim tayyor mahsulotlar haqida ma'lumotni ko'rishingiz mumkin (55-rasm).

Rejalashtirish korxona boshqaruvini tashkil etishning eng muhim jarayonlaridan biridir. Bu sizga uzoq muddatli va qisqa muddatli rejalarni tuzish va amaliyotda amalga oshirish imkonini beradi, ularga muvofiq butun korxona faoliyati baholanadi.
"1C: Ishlab chiqarish korxonalarini boshqarish" dasturiy ta'minotida ishlab chiqarishni rejalashtirish jarayonlarini avtomatlashtirish uchun alohida quyi tizim mavjud. Biz u bilan batafsilroq tanishamiz.
Rejalarni tafsilotlash vaqti va darajasiga ko'ra rejalashtirish uzoq muddatli, joriy va operatsion turlarga bo'linadi. Bizning misolimizdan foydalanib, mexanizmni batafsilroq tahlil qilamiz. smenani rejalashtirish, bu ishlab chiqarishni operativ rejalashtirishga taalluqlidir va rejalashtirishning barcha turlaridan eng batafsil bo'lib, "Ishlab chiqarish korxonalarini boshqarish" dasturiy ta'minotida amalga oshiriladi.
Domovoy tashkiloti A mahsuloti va B mahsulotini ishlab chiqarish bilan shug'ullanadi. 2013 yil yanvar oyida 1-xaridor 1 dona miqdorida A mahsulotini ishlab chiqarish uchun buyurtma oldi. va 2-xaridorning B mahsulotini 1 dona miqdorida ishlab chiqarish uchun buyurtmasi. A va B mahsulotlarni ishlab chiqarish quyidagi spetsifikatsiyaga muvofiq amalga oshiriladi (1-jadval):
Shunday qilib, mahsulot A va B mahsulotiga quyidagi materiallar va yarim tayyor mahsulotlar kiradi:
Tayyor mahsulot ishlab chiqarishning texnologik xaritasi quyidagicha:

Mijozlarning buyurtmalaridan kelib chiqqan holda, ishlab chiqarishni mijoz tomonidan buyurtma qilingan mahsulotlarni imkon qadar tezroq ishlab chiqaradigan tarzda rejalashtirish kerak.
Biz o'z ma'lumotlar bazamizda mijozlar buyurtmalari haqidagi ma'lumotlarni aks ettiramiz.
Keling, "Sotuvni boshqarish" interfeysiga o'tamiz:

"Buyurtmalar" menyusida kerakli hujjat jurnalini tanlang "Xaridor buyurtmasi":

Hujjatni to'ldirish foydalanuvchi tomonidan qo'lda amalga oshiriladi.
Hujjatning sarlavhasida siz quyidagi maydonlarni to'ldirishingiz kerak:
- "Sana" - xaridordan buyurtma olingan sana.
- "Tashkilot" - tashkilotimiz nomi (to'g'ri foydalanuvchi sozlamalari bilan avtomatik ravishda to'ldirilishi mumkin).
- "Qarshi tomon" - bu maydon "Qarshi taraflar" katalogidan tanlash orqali to'ldiriladi (tegishli buyurtma bergan shaxs yoki tashkilot ko'rsatilgan).
- "Shartnoma" - to'ldirish shartnomalar ro'yxatidan tanlash orqali amalga oshiriladi; ko'rsatilgan kontragent bilan "xaridor bilan" turi bilan tuzilgan.
- "Yuk tashish" maydoni xaridor tomonidan buyurtma qilingan tovarlarni jo'natishning istalgan sanasini ko'rsatadi.
Hujjatning jadval bo'limida "Tovarlar" yorlig'ini tegishli ustunlardagi miqdorni ko'rsatgan holda ma'lum bir kontragent tomonidan buyurtma qilingan zaxira buyumlari bilan to'ldiring:

Dastur ishlab chiqarishni smenali rejalashtirishni amalga oshirish imkoniyatiga ega bo'lishi uchun bizning axborot bazamizning ma'lum sozlamalarini o'rnatish kerak. Buning uchun "Hisob menejeri" interfeysiga o'ting:

"Buxgalteriya hisobi sozlamalari" - "Rejalashtirish" yorlig'idagi "Buxgalteriya hisobi parametrlarini o'rnatish" menyusida "Asosiy korxona resurslarining mavjudligi chastotasi" o'zgaruvchisini o'rnating. U rejalarning maqsadga muvofiqligini baholash uchun ishlatiladi va asosiy korxona resurslarining mavjudligini belgilash muddatini belgilaydi:

Bizning holatda, biz "Oy" qiymatini tanlaymiz. Shuningdek, "Smenada ishlab chiqarishni rejalashtirishni ta'minlash" maydoniga bayroqni o'rnatish kerak.
Keyingi ishlarning qulayligi uchun "Rejalashtirish" interfeysiga o'tish uchun "Interfeysni almashtirish" tugmasini bosing:

Buxgalteriya parametrlarini o'rnatgandan so'ng, biz ishlab chiqarilgan mahsulotlar to'g'risidagi ma'lumotlarni kiritishga o'tamiz.
Tashkilot tomonidan ishlab chiqarilgan mahsulotlar to'g'risidagi ma'lumotlarni bizning ma'lumotlar bazamizga kiritish kerak. Buning uchun "Nomenklatura" ma'lumotnomasiga o'ting:
Menyu: Kataloglar - Nomenklatura
"Qo'shimcha" yorlig'idagi "Reproduktsiya turi" maydonida "Ishlab chiqarish" opsiyasini tanlaganingizda, "Xususiyatlar" yorlig'i to'ldirish uchun mavjud bo'ladi:

BOMda mahsulot ishlab chiqarish uchun zarur bo'lgan barcha materiallar, yarim tayyor mahsulotlar, butlovchi qismlar ro'yxati, ishlab chiqarish uchun zarur bo'lgan miqdor ko'rsatilgan. BOM ham yakuniy mahsulot, ham yarim tayyor mahsulot uchun kiritilishi mumkin.
"Xususiyatlar" yorlig'idagi "Qo'shish" tugmasini bosganingizda, mahsulotimiz uchun yangi spetsifikatsiyani yaratish uchun karta ochiladi. Keling, uni rasmda ko'rsatilganidek, bizning misolimiz ma'lumotlariga muvofiq to'ldiramiz:

Texnik xususiyatlar uch xil turdagi bo'lishi mumkin: "Yig'ish", "To'liq", "Yig'ish". Spetsifikatsiyaning u yoki bu versiyasini tanlash "Spesifikatsiya turi" tugmasini bosish orqali amalga oshiriladi. Farqi shundaki, yig'ish BOMdan foydalanganda faqat bitta chiqish elementi bo'lishi mumkin, to'liq BOM bilan - bir nechta; "Tugun" ko'rinishidagi BOMda chiqish elementlari yo'q.
- "Ism" maydoniga spetsifikatsiyaning ishchi nomini yozing.
- "Nomenklatura" maydoni "Nomenklatura" ma'lumotnomasidan tanlash tugmachasini bosish orqali to'ldiriladi: bu maydon ushbu spetsifikatsiyadan foydalangan holda ishlab chiqarish natijasida olingan mahsulotni ko'rsatadi.
- "Miqdor" maydoni ma'lum miqdorda asl komponentlardan foydalanish natijasida olingan mahsulotlarning chiqish miqdorini belgilaydi.
- "Operatsiya raqami" maydoni qayta taqsimlashni ko'rsatadi, shundan so'ng biz tayyor mahsulotni olamiz (oxirgi). Agar raqam ko'rsatilmagan bo'lsa, bu chiqarish spetsifikatsiyaga muvofiq ishlab chiqarishni amalga oshirish vaqtida amalga oshirilganligini anglatadi.
- "Yo'l nuqtasi" maydoni, agar ushbu mahsulot ishlab chiqarilgan joyni ko'rsatish zarur bo'lsa, to'ldiriladi. Yo'nalish nuqtasi - bu bo'lim va ish markazi yoki ish markazining almashinish guruhining kombinatsiyasi.
- Spetsifikatsiya kartasining "Dastlabki komponentlar" yorlig'i spetsifikatsiya sarlavhasidagi "Miqdor" maydonida ko'rsatilgan ishlab chiqarilgan mahsulot miqdorini ishlab chiqarish uchun zarur bo'lgan materiallar va yarim tayyor mahsulotlar to'g'risidagi ma'lumotlar bilan to'ldiriladi.
Spetsifikatsiya faqat yakuniy mahsulotni ishlab chiqarish uchun materiallarni iste'mol qilish normalarini aks ettiradi, ishlab chiqarish jarayonining o'zi ishlab chiqarishning texnologik xaritalarida tasvirlangan. Spetsifikatsiya va texnologik xarita o'rtasidagi munosabatni o'rnatish uchun spetsifikatsiya kartasining "Boshlang'ich komponentlar" jadval bo'limining "Operatsiya raqami" ustuni to'ldiriladi. Bu ma'lum bir material yoki yarim tayyor mahsulot talab qilinadigan texnologik operatsiyaning sonini ko'rsatadi.
"Qo'shimcha" yorlig'ida "Status" maydoni spetsifikatsiyani tasdiqlash holatini ko'rsatadi. Biz "Tasdiqlangan" variantini tanlaymiz va tasdiqlash sanasini qo'yamiz:

Xuddi shu mahsulotni ishlab chiqarish uchun bir nechta turli xil BOMlardan foydalanish mumkin. Hujjatlarni avtomatik to'ldirish uchun siz texnik xususiyatlardan birini asosiy sifatida tanlashingiz mumkin. Buning uchun "O'rnatish" - "Sana uchun asosiy spetsifikatsiya bo'yicha o'rnatish" tugmasini bosing:
Ochilgan oynada siz spetsifikatsiya asosiy hisoblanadigan sanani ko'rsatishingiz kerak:

Asosiy ob'ektning texnik xususiyatlari to'g'risidagi ma'lumotlar "Asosiy element spetsifikatsiyalari" ma'lumotlar reestrida saqlanadi:

Asosiy spetsifikatsiyaning spetsifikatsiyasi rejalashtirish quyi tizimi uchun zarurdir. Ishlab chiqarish buxgalteriya hujjatlarini yaratishda foydalanuvchi ma'lum bir ob'ekt uchun taklif qilingan bir qatordan kerakli spetsifikatsiyani tanlash imkoniyatiga ega. Rejalashtirishda tizim "sukut bo'yicha" faqat asosiy sifatida belgilangan spetsifikatsiyadan foydalanadi:

Axborot bazasiga kiritilgan barcha texnik xususiyatlarni saqlash uchun "Nomenklatura spetsifikatsiyalari" ma'lumotnomasi mo'ljallangan:

Ma'lumotnomada nafaqat mahsulotlarni ishlab chiqarish uchun asosiy sifatida belgilangan texnik xususiyatlar, balki "Tayyorlangan", "Kechiktirilgan", "Tasdiqlangan", "Bekor qilingan" maqomlari bilan texnik xususiyatlar ham mavjud:

Mahsulot ishlab chiqarish uchun bir qator texnologik operatsiyalarni ketma-ket bajarish kerak. Korxonada qo'llaniladigan barcha texnologik operatsiyalar ro'yxati "Texnologik operatsiyalar" ma'lumotnomasida saqlanadi:


Yangi texnologik operatsiyani qo'shish uchun siz "Qo'shish" tugmasini bosishingiz kerak. Yangi texnologik operatsiyani yaratish uchun karta ochiladi. "Ism" maydoni operatsiyaning ixtiyoriy nomi bilan to'ldiriladi. Shiftni rejalashtirish quyi tizimi bilan ishlash uchun siz "Vaqt stavkasi" maydonini to'ldirishingiz kerak. Ushbu maydon ushbu texnologik operatsiyani bajarish uchun zarur bo'lgan vaqtni (soniyalarda) ko'rsatadi. Ushbu ma'lumotlar texnologik xaritani to'ldirishda avtomatik ravishda kiritiladi:

Barcha shakl maydonlari ixtiyoriy va faqat ma'lumot uchun.
- "Ishlab chiqarish xarajatlarining asosiy moddasi", "Narx" maydonlarini to'ldirish rejalashtirilgan tannarxni va ish haqini hisoblash uchun zarur.
- "Valyuta" va "Narx" rekvizitlari ish qismini hisoblashda ish birligining standart narxini belgilaydi.
- "Ishlab chiqarish xarajatlarining asosiy moddasi", "Ishlab chiqarish xarajatlarini taqsimlash usuli", "Asosiy bandlar guruhi", "Buxgalteriya hisobida ish haqini aks ettirish usuli" rekvizitlari mahsulot bilan bog'liq ishlab chiqarish xarajatlari tahlilini belgilash uchun standart qiymatlar sifatida ishlatiladi. -texnologik operatsiyalar uchun ish haqi stavkasi.
Ishlab chiqarishni operativ rejalashtirish maqsadlari uchun korxona tuzilmasi tashkilotning ish markazlari majmui sifatida ifodalanishi mumkin. Ish markazi texnologik operatsiya bajariladigan aniq joy. Bu ma'lum bir mashina, sayt, ustaxona bo'lishi mumkin. Ish markazlari ro'yxatini shakllantirishda, bitta ish markazida bir vaqtning o'zida faqat bitta ishlab chiqarish operatsiyasini bajarish mumkinligiga e'tibor qaratish lozim.
Korxonada foydalaniladigan barcha ish markazlarining ro'yxati "Mehnat markazlari" katalogida saqlanadi:


Har bir ish markazi uchun ushbu ish markazi joylashgan nom va bo'limni ko'rsatishingiz kerak:

Bitta va bir xil ishlab chiqarish operatsiyasi turli xil uskunalar yordamida amalga oshirilishi mumkin bo'lgan taqdirda, "Mehnat markazlarining o'zaro almashinish guruhlari" ma'lumotnomasini to'ldirish kerak:

Yangi element qo'shish uchun siz "Qo'shish" tugmasini bosishingiz kerak. Ish markazlari guruhining nomi katalog elementi shaklida yoziladi. Jadval bo'limida ushbu guruhga kiritilgan ish markazlari va ularning har biridan foydalanish ustuvorligi ko'rsatilgan. Rejalashtirish operatsiyasini amalga oshirayotganda, dastur ma'lumotlarni dastur ustuvorligi bo'yicha tahlil qiladi va operatsiyani yuqori ustuvorlikka ega bo'lgan ish markaziga tayinlaydi.
Bizning misolimizda tayyor mahsulotlarni yig'ish uchun ish markazlari teng, shuning uchun ustuvor qiymat bir xil:

Muayyan ish markazlari uchun operatsiyalar faqat ish markazlari bo'sh bo'lgan vaqtga tayinlanadi. Ish markazi uchun ish jadvalini o'rnatish uchun "Ish jadvallari" ma'lumotnomasidan foydalaning:

Qo'llanma korxonada qo'llaniladigan barcha ish jadvallarini o'z ichiga oladi. Grafiklar ma'lumotnoma elementi shaklida to'ldiriladi. Jadvallar turlari bo'yicha farqlanadi: besh kunlik, olti kunlik, smenali:

Katalogning yangi elementini kiritishda kerakli sozlamalarni (haftada ish soatlari va kunlar sonini ko'rsatish) amalga oshirish va keyin kalendarni to'ldirish kerak.
Smenali ish jadvalini shakllantirish uchun siz "Smenalar" ma'lumotnomasini to'ldirishingiz kerak:

Qo'llanma korxonada qo'llaniladigan barcha smenalar ro'yxatini o'z ichiga oladi:

Smenani rejalashtirish uchun smena nomini va smena qaysi davrdan iboratligini ko'rsatish kerak (smenaning bir yoki bir necha davrdan iborat bo'lishi mumkin). Tugash vaqti davrning boshlanish vaqtidan oshib ketgan taqdirda smena keyingi kunga qoldiriladi:

Ushbu katalogni to'ldirgandan so'ng, biz taqvimni to'ldirishga kirishamiz (biz "Ish jadvallari" - "Jadvalni to'ldirish bo'yicha yordamchi" katalogiga qaytamiz):

Kiritilgan ma'lumotlarga asoslanib, ish jadvali avtomatik ravishda to'ldiriladi. Agar kerak bo'lsa, uni qo'lda tuzatishingiz mumkin:

Har bir ish markazi uchun uning individual ish tartibini aniqlash kerak. Aynan shu jadvalga muvofiq dastur ish markazining bandligini rejalashtiradi. Ish markazlari uchun ish jadvallari xuddi shu nomdagi ma'lumotnomada keltirilgan:

Muayyan ish markazi uchun ish jadvali ma'lum bir sanadan boshlanadi:

Bundan tashqari, operatsion rejalashtirish vaqtida dastur avtomatik ravishda ish markazlari o'rtasida mahsulotlarni tashish uchun sarflangan vaqtni hisobga olishi mumkin. Ushbu ma'lumotni "Mat yetkazib berish vaqtlari" ma'lumotnomasida ko'rsatish mumkin. ishlab chiqarish qiymatlari ":

"Manba" ustunida yarim tayyor mahsulot ishlab chiqarilgan yoki boshqa operatsiya amalga oshirilgan bo'lim ko'rsatiladi. "Qabul qiluvchi" ustuni ushbu mahsulotni ko'chirishni rejalashtirgan bo'lim nomi bilan to'ldiriladi. "Kunlar soni" va "Vaqt" bir ish markazidan boshqasiga etkazib berish muddatini belgilaydi:

Ishlab chiqarishni smenali rejalashtirish uchun "Texnologik operatsiyalar" va "Ish markazlari" ma'lumotnomalariga qo'shimcha ravishda, "Ishlab chiqarishning texnologik xaritalari" ma'lumotnomasi quyidagi to'ldirilishi kerak:


- Ma'lumotnoma shakli elementining sarlavhasida texnologik xaritaning nomi to'ldiriladi.
- Texnologik xarita ko'rsatilgan ishlab chiqarish bo'limi foydalanuvchi tomonidan "Bo'limlar" katalogidan tanlanadi.
- Bundan tashqari, texnologik xarita uchun uning holati da belgilanadi bu daqiqa kartani tasdiqlash vaqti va sanasi.
- Jadval bo'limida, "No." maydonida, oqim sxemasi ichidagi individual operatsiya raqami ko'rsatilgan.
- "Mehnat markazi (tugallangan)" qatorida tayyor mahsulotni chiqarish rejalashtirilgan ish markazlari yoki ish markazlarining almashtirilishi mumkin bo'lgan guruh ko'rsatilgan.
- Shuningdek, jadvalli bo'limning tegishli maydonlarida texnologik operatsiya, uning bajarilish vaqti soniyalarda, bajarilgan operatsiyalar soni, ushbu operatsiya tugagandan so'ng boshlanishi mumkin bo'lgan bosqichlar, ushbu operatsiyani qo'shni ish smenalariga o'tkazish imkoniyati ko'rsatilgan. ko'rsatilgan.
Har bir BOM uchun bir nechta turli WPS-lardan foydalanish mumkin. Kartochkalarning qaysi biri asosiy ekanligini va rejalashtirishda e'tiborga olinishini bilish uchun "Mavzuning texnologik xaritalari" ma'lumotlar reestridan foydalaniladi:

Reestrda u yoki bu texnologik xarita ob'ektning ma'lum bir spetsifikatsiyasi uchun kuchga kiradigan vaqt davri ko'rsatilgan:

Barcha kerakli ma'lumotnomalarni to'ldirgandan so'ng, biz smena rejasini shakllantirishga o'tamiz.
Buning uchun "1C: Ishlab chiqarish korxonalarini boshqarish" dasturida "Smenalar uchun ishlab chiqarish rejasi" hujjati mavjud:

Hujjat shakli bir nechta yorliqlardan iborat. Keling, batafsilroq ko'rib chiqaylik.
"Rejalar bo'yicha ishlab chiqarish" - yorliq, agar allaqachon tuzilgan ishlab chiqarish rejasi smena rejasini shakllantirish uchun asos bo'lsa, to'ldiriladi:

"Buyurtma bo'yicha ishlab chiqarish" - agar oldingi rejalarni (ishlab chiqarish rejalarini) shakllantirishda hisobga olinmagan mijozlar buyurtmalari mavjud bo'lsa, ushbu yorliq to'ldiriladi.
Jadval bo'limi ham Xaridorning buyurtma hujjatlari, ham ishlab chiqarish buyurtmasi hujjatlari bilan to'ldirilishi mumkin.
Bizning holatlarimizda biz ikkita mijoz buyurtmasini tanlaymiz. Keyinchalik, ustunlar ishga tushirish sanasi va buyurtma berilgan sana (berilishning birinchi va oxirgi kuni) bilan qo'lda to'ldiriladi:
"Tarqatish opsiyasi" ustunida siz taklif qilingan rejalashtirish variantlaridan birini tanlashingiz kerak:
- "To'g'ri o'z vaqtida" - dastur ishlab chiqarish vazifalarini shunday taqsimlaydiki, tayyor mahsulotlarni chiqarish "Chiqarish sanasi" ustunida ko'rsatilgan sanaga to'g'ri keladi.
- "Imkon qadar tezroq" - dastur ishlab chiqarish vazifalarini taqsimlaydi, shunda maksimal yuk davr boshiga (ishga tushirish sanasi) tushadi.
- Bir tekisda - ishlab chiqarish buyurtmalari belgilangan muddatga teng taqsimlanadi.
"Individual nashrlar" yorlig'ida mahsulotlarning rejadan tashqari chiqarilishi qo'lda ko'rsatiladi.
"Batafsil rejalashtirish", "Ish markazining bandligi" va "Ishlab chiqarish talablari" yorliqlari "Rejalashtirishni amalga oshirish" tugmasini bosganingizda avtomatik ravishda to'ldiriladi. Ushbu protsedura boshlangandan so'ng, dastur rejani bajarish uchun korxona resurslarining etarliligini tahlil qilishni boshlaydi. Agar u yoki bu resursning etishmasligi bo'lsa, dastur foydalanuvchiga ko'rsatilgan operatsiyalarni rejalashtirishning mumkin emasligi haqida xabar beradi. Agar etarli resurslar mavjud bo'lsa, xatcho'plar to'ldiriladi.
"Batafsil rejalashtirish" yorlig'idagi ma'lumotlar "Ma'lumotlarni olish" tugmasini bosgandan so'ng to'ldiriladi. Dastur yakuniy mahsulotdan (Mahsulotlar A, B mahsuloti) “Ishlab chiqarish” turidan boshlab, “Sotib olish” reproduksiya turiga ega bo‘lgan materiallar bilan tugaydigan mahsulot portlash namunasini aniqlaydi:

"Ish markazining bandligi" yorlig'ida ma'lum bir vaqtning o'zida ish markazini va unda bajarilgan operatsiyani avtomatik taqqoslash ikkinchisiga aniqlik bilan amalga oshiriladi ("Boshlanish sanasi" va "Yakuniy sana" ustunlari). Keyingi operatsiyaning boshlanish vaqtini rejalashtirish "Ishlab chiqarishning moddiy boyliklarini etkazib berish muddatlari" ma'lumotnomasida ko'rsatilgan ma'lumotlarni hisobga olgan holda amalga oshiriladi. Ushbu operatsiyani amalga oshirish bilan shug'ullanadigan smena ham ko'rsatilgan (smenali ish jadvali ma'lumotlariga muvofiq). "Yakuniy mahsulotlar" ustuni ishlab chiqarish uchun ushbu operatsiya amalga oshiriladigan nomenklatura ob'ektining nomi bilan to'ldiriladi:

"Ishlab chiqarish ehtiyojlari" yorlig'idagi "Tashqi miqdor" ustunida dastur ma'lum bir operatsiyani bajarish uchun ish markaziga qancha xom ashyo etkazib berilishi kerakligini ko'rsatadi (tahlil "Qo'shimcha" yorlig'ida ko'rsatilgan ma'lumotlarga asoslanadi ). "Ichkaridagi miqdor" ustunida rejani bajarish uchun ish markaziga etkazib berilishi kerak bo'lgan o'zimiz ishlab chiqargan mahsulotlar soni ko'rsatilgan:

"Qo'shimcha" yorlig'i dastlabki qayta rejalashtirish chegarasini ko'rsatadi - dastur smenalar uchun ishlab chiqarish rejalariga tuzatishlar kirita olmaydigan vaqt oralig'i.
Buyurtmalarni aniqlash vaqti - hozirgi vaqtda dastur "Mavjud omborlar" jadval bo'limida ko'rsatilgan omborda ishlab chiqarilgan rejani amalga oshirish uchun zarur bo'lgan materiallar mavjudligini aniqlaydi:

Hujjatni to'ldirgandan so'ng "Smenalar uchun ishlab chiqarish rejasi" bajarilishi kerak. Ushbu hujjat bir nechta chop etish shakllarini hosil qiladi:


To'ldirilgan "Smenalar uchun ishlab chiqarish rejasi" hujjati asosida "Ishlab chiqarish topshirig'i" hujjatini to'ldirish mumkin:
Interfeys: Ishlab chiqarishni boshqarish - Rejalashtirish - Ishlab chiqarish tartibi
Hujjatning boshlig'ida vazifalar tuzilgan sana, bo'linma va smena ko'rsatiladi. Jadval bo'limining mazmuni vazifa turiga qarab o'zgaradi:
- "Chiqarish uchun" - topshiriq faqat yakuniy mahsulot haqida ma'lumotni o'z ichiga oladi (nima va qanday miqdorda ishlab chiqarish kerak).
- "Ular haqida. jarayon "- mahsulotlar, ish markazi, texnologik operatsiya haqida eng to'liq ma'lumotni aks ettiradi.
Jadval bo'limi "To'ldirish" tugmasini bosish orqali to'ldiriladi. “Masalan / Tech. Jarayon "tasdiqlangan ishlab chiqarish rejalari ma'lumotlari ko'rsatilgan:

Ma'lumotlar tekshirilgandan so'ng, hujjat joylashtirilishi kerak.
"Ishlab chiqarish buyurtmasi" hujjati bosma shaklni tashkil qiladi, unda ma'lum bir sana uchun har bir ish markazi uchun ma'lum bir ish yoziladi:

Yaratilgan ishlab chiqarish rejalarini nazorat qilish "Smenali kunlik topshiriq" hisoboti yordamida amalga oshirilishi mumkin:

Tanlangan vaqt oralig'ida ma'lum bir ish markaziga tayinlangan barcha operatsiyalar ko'rsatiladi va operatsiyalar natijasida chiqarilishi kerak bo'lgan element ko'rsatiladi:

"Mehnat markazining yuklanish jadvali" hisoboti yordamida siz ish markazining yukini Gantt diagrammasi shaklida tasavvur qilishingiz mumkin:

Shunday qilib, siz ish markazlarining qaysi biri notekis yuklanganligini bilib olishingiz mumkin, keyingi sozlashlar uchun ish markazining ortiqcha yuklanishi yoki ishlamay qolgan vaqtlarini ajratib ko'rsatishingiz mumkin:

Ishlab chiqarish ehtiyojlarini ma'lum materiallarga yoki yarim tayyor mahsulotlarga aks ettirish uchun "Ishlab chiqarish ehtiyojlari rejasi" hisoboti mo'ljallangan:

Hisobotda siz ishlab chiqarishning ma'lum vaqt davomida uzluksiz ishlashini ta'minlash uchun zarur bo'lgan materiallar va yarim tayyor mahsulotlar haqida ma'lumotni ko'rishingiz mumkin:

-
 Har yili tibbiy ko'rikdan o'tish uchun kontingentni tasdiqlashim kerakmi?
Har yili tibbiy ko'rikdan o'tish uchun kontingentni tasdiqlashim kerakmi?
-
 Faqat shaxsiy kompyuterda va orgtexnika bilan ishlaydigan ofis xodimlarini ish joyidagi brifinglardan (asosiy va ikkinchi darajali) qanday ozod qilish kerak?
Faqat shaxsiy kompyuterda va orgtexnika bilan ishlaydigan ofis xodimlarini ish joyidagi brifinglardan (asosiy va ikkinchi darajali) qanday ozod qilish kerak?
-
 Tashkilot xodimlarining mehnatni muhofaza qilish talablarini o'qitish va bilimlarini tekshirishni tashkil etish to'g'risida
Tashkilot xodimlarining mehnatni muhofaza qilish talablarini o'qitish va bilimlarini tekshirishni tashkil etish to'g'risida
-
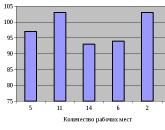 Maxsus narx bilan o'xshash ishlarni belgilash xususiyatlari
Maxsus narx bilan o'xshash ishlarni belgilash xususiyatlari
Mashhur
- Tibbiy ko'rikdan o'tkazilishi kerak bo'lgan shaxslar ro'yxati
- Mehnatni muhofaza qilish talablari bo'yicha bilimlarni tekshirishning to'g'ri protokoli qanday ko'rinishga ega?
- dan o'zgartirish va qo'shimchalar bilan
- Ta'lim tashkilotlarining mehnatni muhofaza qilish talablari bo'yicha bilimlarini sinovdan o'tkazish bo'yicha komissiyalarni shakllantirish va ishlash tartibini tasdiqlash to'g'risida
- Ma'muriy xodimlar va mutaxassislar (ofis xodimlari) uchun mehnatni muhofaza qilish bo'yicha ko'rsatmalar Xodimlar uchun mehnatni muhofaza qilish yo'riqnomalarining nomi
- Sovet tarixiy entsiklopediyasi
- "Rim gazetasi": mamlakat tarixi, jurnal tarixi
- Mixail in'ektsiyalari Ommaviy telepatiya seansi
- Seksiyonel garaj eshiklarini bo'lib-bo'lib arzon narxda sotib oling
- Neft ishlab chiqarish va qayta ishlash korxonalari