Մեքենաշինության մեջ օգտագործվող բլանկների տեսակները. Բլանկ արտադրություն մեքենաշինության մեջ
Դասախոսություն 1-2.«Ներածություն. Գնումների արտադրության նպատակներն ու խնդիրները: Արտադրության տեսակներն ու ձևերը, դրա պատրաստման կազմակերպման եղանակները. Արտադրական և տեխնոլոգիական գործընթացներ»:
Մեքենաշինության զարգացման մակարդակը տեխնոլոգիական առաջընթացի ամենակարևոր գործոններից մեկն է, քանի որ արտադրության ցանկացած ոլորտում հիմնարար փոփոխություններ հնարավոր են միայն ավելի առաջադեմ մեքենաների ստեղծման և սկզբունքորեն նոր տեխնոլոգիաների զարգացման արդյունքում: Արտադրության տեխնոլոգիայի զարգացումն ու կատարելագործումն այսօր սերտորեն կապված են ավտոմատացման, ռոբոտային համակարգերի ստեղծման, համակարգչային տեխնիկայի լայն տարածման, թվային կառավարմամբ սարքավորումների օգտագործման հետ։ Այս ամենը հիմք է հանդիսանում, որի վրա ստեղծվում է ավտոմատացված արտադրություն, հնարավոր է դառնում տեխնոլոգիական գործընթացների օպտիմալացումը և ճկուն ավտոմատացված համալիրների ստեղծումը։
Բլանկների արտադրությունը մեքենաշինական արտադրության հիմնական փուլերից մեկն է, որն ուղղակիորեն ազդում է նյութերի սպառման, արտադրանքի որակի, դրանց արտադրության բարդության և արժեքի վրա։ Մշակելով մեքենաների և սարքերի արտադրության տեխնոլոգիա, գործնականում ապահովելով դրանց բարձր որակն ու հուսալիությունը, հաշվի առնելով տնտեսական ցուցանիշները, գործընթացի ինժեները պետք է լավ տիրապետի բլանկների նախագծման և արտադրության մեթոդներին:
Մեքենաների, գործիքների, սարքերի և այլ ինժեներական արտադրանքի արտադրությունը բաղկացած է հետևյալ փուլերից՝ ա) բլանկների ստացում. բ) բլանկների մշակում. գ) հավաքման միավորների հավաքում. դ) արտադրանքի ընդհանուր ժողով. ե) արտադրանքի հսկողություն, ճշգրտում և փորձարկում. ե) ապրանքների հավաքում և փաթեթավորում.
Մեքենաների արտադրությունը միշտ սկսվում է բլանկների արտադրությունից։ Բլանկները, կախված իրենց տեսակից և արտադրության տեսակից, ձեռք են բերվում դատարկ խանութներում՝ ձուլարաններում, դարբնոցներում, դրոշմավորման և այլն։
Բլանկի արտադրության հիմնական նպատակը հաստոցների արտադրամասերին բարձրորակ բլանկներով ապահովելն է։
Մեքենաշինության մեջ օգտագործվում են բլանկներ, որոնք ստացվում են ձուլման, ձևավորման, եռակցման, ինչպես նաև պլաստմասսայից և փոշի նյութերից: Ժամանակակից դատարկ արտադրությունն ունի ամենաբարդ կոնֆիգուրացիայի և ամենատարբեր չափերի ու ճշգրտության բլանկներ ձևավորելու ունակություն: Ներկայումս մեքենաշինության մեջ գնումների աշխատանքների միջին ինտենսիվությունը կազմում է մեքենաների արտադրության ընդհանուր աշխատուժի 40 ... 45% -ը: Բլանկ արտադրության զարգացման հիմնական միտումը մեքենայական մասերի արտադրության մեջ մեխանիկական վերամշակման աշխատանքի ինտենսիվության նվազեցումն է՝ դրանց ձևի և չափի ճշգրտության բարձրացման միջոցով:
Մեքենաշինության մեջ բլանկների արտադրության մոտավոր կառուցվածք
ԱՐՏԱԴՐՈՒԹՅԱՆ ՏԵՍԱԿՆԵՐԸ ԵՎ ՁԵՎԵՐԸ ԵՎ ՆՐԱ ՊԱՏՐԱՍՏՄԱՆ ԿԱԶՄԱԿԵՐՊՄԱՆ ՄԵԹՈԴՆԵՐԸ.
ԱՐՏԱԴՐՈՒԹՅԱՆ ՏԵՍԱԿՆԵՐԸ
Ինժեներական արտադրության մեջ կան երեք հիմնական տեսակ՝ զանգվածային, սերիական և միայնակ։ Արտադրության պատկանելությունը այս կամ այն տեսակին որոշվում է աշխատատեղերի մասնագիտացման աստիճանով, արտադրական օբյեկտների տիրույթով, աշխատատեղերի միջոցով այդ օբյեկտների շարժման ձևով։
Աշխատանքի մասնագիտացման աստիճանը բնութագրվում է ամրագրման գործողությունների գործակիցը,որը հասկացվում է որպես ամսվա ընթացքում մեկ աշխատավայրում կատարված տարբեր գործողությունների քանակը.
Դեպի z.o = O/R, (1.1)
որտեղ O-ն ամսվա ընթացքում կայքի կամ արտադրամասի աշխատատեղերում կատարված տարբեր գործողությունների քանակն է. P - կայքում կամ խանութում աշխատատեղերի քանակը:
Եթե աշխատավայրին նշանակված է միայն մեկ գործողություն, անկախ դրա ծանրաբեռնվածությունից, ապա K z. o = 1, որը համապատասխանում է զանգվածային արտադրությանը: 1-ին < К հ . մասին < 10 արտադրությունը մեծածավալ է՝ 10-ով< Դեպի հ . մասին < 20 - среднесерийным, при 20 < < Դեպի z.o < 40 - мелкосерийным, при Դեպի հ . մասին > 40 - միայնակ:
Օրինակ. 15 աշխատատեղից բաղկացած տեղում մեկ վիրահատություն է կատարվել 1, 2, 3, 7, 10 և 13 աշխատատեղերում ամսվա ընթացքում. 4-ին, 5-ին և 12-ին `յուրաքանչյուրը երկու; 6-ին, 8-ին, 9-ին և 11-ին` երեքական, իսկ 14-ին և 15-ին` չորսական: Այստեղից
Դեպի 3 . 0 = =2,1.
Հետեւաբար, տեղում արտադրությունը մեծածավալ է։
Զանգվածային արտադրությունբնութագրվում է բարձր մասնագիտացված աշխատավայրերում սահմանափակ տեսականու արտադրանքի շարունակական արտադրությամբ: Արտադրանքարտադրության վերջնական փուլի արտադրանք է։ Զանգվածային արտադրությունը թույլ է տալիս մեքենայացնել և ավտոմատացնել ամբողջ գործընթացը և կազմակերպել այն ավելի տնտեսապես:
Բլանկի արտադրության տարբեր տեսակների բնութագրեր
|
բնորոշ հատկանիշ |
Արտադրություն |
||
|
եզակի |
սերիալ |
զանգվածային |
|
|
Խմբաքանակների (սերիա) կրկնելիություն Տեխնոլոգիական սարքավորումներ |
Բացակայում է Ունիվերսալ |
պարբերական Ունիվերսալ, մասնակի մասնագիտացված և հատուկ |
Նույն բլանկների շարունակական արտադրություն Հատուկ սարքավորումների և ավտոմատ գծերի լայն կիրառում |
|
հարմարանքներ |
Հիմնականում ունիվերսալ |
Հատուկ, հարմարեցված |
Հատուկ, հաճախ օրգանապես կապված սարքավորումների հետ |
|
Գործիք |
Հիմնականում բազմակողմանի |
Ունիվերսալ և հատուկ |
Հիմնականում հատուկ |
|
Աշխատողի որակավորում |
Տարբեր |
Ցածր (բարձր որակավորում ունեցող կարգավորիչների առկայության դեպքում) |
|
|
Ավարտված մասի արժեքը |
Ամենացածրը |
||
Զանգվածային արտադրությունբնութագրվում է որոշակի պարբերականությամբ կրկնվող ապրանքների սահմանափակ տեսականիով (սերիաների) արտադրությամբ և աշխատանքների լայն մասնագիտացմամբ: Սերիական արտադրության բաժանումը խոշոր, միջին և փոքր արտադրության պայմանական է, քանի որ ճարտարագիտության տարբեր ճյուղերում արտադրված արտադրանքների շարքում նույն քանակությամբ, բայց դրանց չափի, բարդության և աշխատանքի ինտենսիվության զգալի տարբերությամբ. արտադրությունը կարելի է վերագրել տարբեր տեսակներ. Մեխանիզացիայի և ավտոմատացման մակարդակի առումով խոշոր արտադրությունը մոտենում է զանգվածային արտադրությանը, իսկ փոքր արտադրությունը՝ մեկին։
Մեկ արտադրությունառանձնանում է առանձին մասնագիտացում չունեցող աշխատավայրերում (բացառությամբ մասնագիտական) ապրանքների լայն տեսականի չկրկնվող կամ անորոշ պարբերականությամբ կրկնվող ապրանքների առանձին քանակով: Միավոր արտադրությունում տեխնոլոգիական գործառնությունների զգալի տոկոսը կատարվում է ձեռքով։
Բլանկի արտադրության տարբեր տեսակների տեխնիկական բնութագրերը ըստ հիմնական հատկանիշների ներկայացված են Աղյուսակում: 1.1. Աշխատատեղերի մասնագիտացման աստիճանի բարձրացումը, դրանց միջոցով արտադրական օբյեկտների շարունակական և ուղղակի տեղաշարժը, այսինքն՝ մեկից սերիական և սերիականից զանգվածային արտադրության անցումը, թույլ է տալիս ավելի լայն օգտագործել հատուկ սարքավորումները և տեխնոլոգիական սարքավորումները, առաջադեմ տեխնոլոգիական գործընթացները, առաջադեմ մեթոդները: աշխատանքի կազմակերպման և ի վերջո՝ բարձրացնել աշխատանքի արտադրողականությունը, նվազեցնել արտադրության ինքնարժեքը, բարելավել դրա որակը։
Համաձայն ԳՕՍՏ 14.004-83-ի՝ արտադրված արտադրանքի արտադրության կամ վերանորոգման համար տվյալ արտադրությունում անհրաժեշտ մարդկանց և արտադրական գործիքների բոլոր գործողությունների ամբողջությունը կոչվում է. արտադրական գործընթաց.Արտադրության գործընթացում նյութերը և կիսաֆաբրիկատները վերածվում են պատրաստի արտադրանքիր պաշտոնական նպատակին համապատասխան։ Արտադրական գործընթացը ներառում է՝ արտադրական միջոցների պատրաստում և աշխատատեղերի պահպանում. նյութերի և կիսաֆաբրիկատների ընդունում և պահպանում. մեքենաների մասերի արտադրության բոլոր փուլերը. նյութերի, բլանկների, մասերի, մասերի և պատրաստի արտադրանքի տեղափոխում, մասերի և արտադրանքի հավաքում. արտադրանքի տեխնիկական հսկողություն, փորձարկում և սերտիֆիկացում արտադրության բոլոր փուլերում. հավաքման միավորների և արտադրանքի ապամոնտաժում (անհրաժեշտության դեպքում); բեռնարկղերի արտադրություն; պատրաստի արտադրանքի փաթեթավորում և այլ գործողություններ, որոնք կապված են արտադրված արտադրանքի արտադրության հետ: Արտադրական գործընթացն իրականացվում է տարածության և ժամանակի մեջ, երբ արտադրության օբյեկտները փոխազդում են արտադրության գործիքների հետ:
Արտադրության գործընթացի համար անհրաժեշտ տարածքը կոչվում է արտադրական տարածք.Կրկնվող արտադրական գործընթացն իրականացնելու համար պահանջվող օրացուցային ժամանակը կոչվում է արտադրական ցիկլը.
ԳՕՍՏ 3.1109-82-ի համաձայն, արտադրական գործընթացի մի մասը, որը նպատակաուղղված գործողություններ է պարունակում աշխատանքի օբյեկտի վիճակը փոխելու համար, կոչվում է. տեխնոլոգիական գործընթաց:Տեխնոլոգիական գործընթացի իրականացման ընթացքում տեղի է ունենում նյութի կամ կիսաֆաբրիկատի ձևի, չափի, հատկությունների հետևողական փոփոխություն՝ նշված տեխնիկական պահանջներին համապատասխանող արտադրանք ստանալու համար: Տեխնոլոգիական գործընթացն ունի իր կառուցվածքը և իրականացվում է աշխատավայրում։
Տեխնոլոգիական շահագործում- տեխնոլոգիական գործընթացի ամբողջական մասը, որը կատարվում է մեկ աշխատավայրում և ընդգրկում է աշխատողի (կամ աշխատողների խմբի) բոլոր հաջորդական գործողությունները և սարքավորումները աշխատանքային մասի կամ դրա մշակման համար (միևնույն ժամանակ մեկ կամ մի քանիսը): Արտադրամասի արտադրական տարածքի մի մասը, որտեղ գտնվում են մեկ կամ մի քանի աշխատանքներ կատարողներ և նրանց կողմից սպասարկվող սարքավորումները կամ փոխակրիչի մի մասը, ինչպես նաև սարքավորումներն ու արտադրական իրերը: աշխատավայր.Ինժեներական արտադրանքի ժամանակակից արտադրությունն անհնար է պատկերացնել առանց տեխնոլոգիական սարքավորումների և գործիքների:
Տեխնոլոգիական սարքավորումներ- սրանք արտադրական գործիքներ են, որոնցում տեղադրվում են նյութեր կամ բլանկներ, դրանց վրա ազդելու միջոցներ և էներգիայի աղբյուրներ՝ տեխնոլոգիական գործընթացի որոշակի մաս կատարելու համար։ Գործընթացային սարքավորումների օրինակներ են ձուլման մեքենաները, մամլիչները, հաստոցները, վառարանները, էլեկտրալվացման լոգարանները, լվացքի և տեսակավորման մեքենաները, փորձարկման նստարանները, մակնշման թիթեղները և այլն: Տեխնոլոգիական սարքավորումներարտադրության գործիքներն են, որոնք օգտագործվում են միասին հետտեխնոլոգիական սարքավորումներ և դրանց ավելացվել՝ տեխնոլոգիական գործընթացի որոշակի մաս կատարելու համար։ Գործիքավորումների օրինակներ են գործիքները, ձողերը, հարմարանքները, կաղապարները, չափիչները, մոդելները, կաղապարները, միջուկային տուփերը և այլն:
Արտադրանքի թողարկումը կարող է իրականացվել անընդհատ (երկար ժամանակ) և մեկանգամյա (մեկ օրինակ և խմբաքանակ): Նույն անվանման և չափի բլանկների խումբը, որոնք արտադրվում են միաժամանակ կամ անընդհատ որոշակի ժամանակահատվածում, կոչվում է. արտադրության խմբաքանակ։Զանգվածային և լայնածավալ արտադրության տեխնոլոգիական գործընթացները բնութագրվում են թողարկման ցիկլով։ Ազատել կաթվածը- սա այն ժամանակային միջակայքն է, որի միջոցով պարբերաբար կատարվում է որոշակի անվանման, չափի և դիզայնի աշխատանքային մասի կամ արտադրանքի թողարկումը: «Արտադրման ցիկլ» հասկացությունը լայնորեն կիրառվում է բլանկների զանգվածային և լայնածավալ արտադրության մեջ, որտեղ առկա է արտադրության մեքենայացման և ավտոմատացման բարձր մակարդակ (հատուկ սարքավորումներ, փոխակրիչներ և այլն): Եթե այս ձեռնարկությունում մշակված կտորը արտադրության վերջնական արդյունքն է (օրինակ՝ պողպատի գործարանում), ապա այս դեպքում այն այս գործարանի արտադրանքն է։
Ձեռնարկության արտադրական և տնտեսական գործունեության արդյունքները, նրա աշխատանքի տնտեսական ցուցանիշները կախված են արտադրական գործընթացի ճիշտ կազմակերպումից՝ արտադրության ինքնարժեքից, շահույթից և արտադրության եկամտաբերությունից։ Արտադրական գործընթացի ռացիոնալ կազմակերպման հիմնական սկզբունքը մասնագիտացումն է։
Մասնագիտացում- աշխատանքի բաժանման ձևերից մեկը, որը բաղկացած է նրանից, որ ձեռնարկությունն ամբողջությամբ և նրա առանձին ստորաբաժանումները արտադրում են սահմանափակ տեսականու արտադրանք: Յուրաքանչյուր աշխատավայրում, տեղամասում, արտադրամասում և գործարանում արտադրվող ապրանքների տեսականու կրճատումը հանգեցնում է համանուն արտադրանքի արտադրության ավելացման, հատուկ և ավելի արդյունավետ սարքավորումների օգտագործման միջոցով տնտեսական ցուցանիշների բարելավմանը, աստիճանի բարձրացմանը: բոլոր գործընթացների մեքենայացման և ավտոմատացման, աշխատողների կողմից աշխատանքային հմտությունների ձեռքբերման, աշխատանքի կազմակերպման բարելավման, ներկառուցված արտադրության կազմակերպման և այլն: Արտադրվող արտադրանքի տեսականու կրճատմանը նպաստում է ստանդարտացումը, նորմալացումը և միավորումը արտադրանքը և դրանց բաղադրիչները.
Ինչ վերաբերում է բլանկ արտադրությանը, ապա մասնագիտացման սկզբունքը հեշտությամբ կարելի է հետևել տարբեր տեսակի արտադրության ֆոնի վրա: Այսպիսով, մեքենաշինական գործարանի կառուցվածքում մեկ արտադրության պայմաններում ամենից հաճախ տրամադրվում է մեկ ձուլարան, որում չուգունից, պողպատից և գունավոր համաձուլվածքներից բլանկներ են արտադրվում տարբեր բաժիններում՝ օգտագործելով մի շարք սարքավորումներ: Սերիական և զանգվածային արտադրության պայմաններում գործարանի կառուցվածքը կարող է ունենալ առանձին ինքնուրույն արտադրամասեր՝ պողպատի, երկաթի ձուլարան, գունավոր ձուլում։ Նույն տեսակի բլանկների արտադրության մեծ կոնցենտրացիան հանգեցնում է գործարանների ստեղծմանը, որոնք մասնագիտացած են որոշակի նյութերից բլանկների, որոշակի քաշային կատեգորիայի, բարդության և այլ հատկանիշների արտադրության մեջ: Հետևաբար, մեր երկրում կան պողպատի, երկաթի ձուլման, դարբնագործության և դրոշմման գործարաններ և այլն: Օրինակ, ԱՄՆ ինժեներական արդյունաբերությունը բնութագրվում է նրանով, որ դեռևս ընթացիկ դարի 50-ական թվականներին բլանկ արտադրությունը հիմնականում առանձնացված էր մեխանիկական հավաքումից: . Մասնագիտացման սկզբունքին համապատասխանելը զգալիորեն ազդում է տեխնոլոգիական գործընթացների կազմակերպման ձևերի և մեթոդների վրա:
Տեխնոլոգիական գործընթացների կազմակերպման ձևերն ու մեթոդներըկախված է գործառնությունների կատարման սահմանված կարգից, տեխնոլոգիական սարքավորումների գտնվելու վայրից, արտադրանքի քանակից և արտադրության ընթացքում դրանց շարժման ուղղությունից: Տեխնոլոգիական գործընթացների կազմակերպման երկու ձև կա՝ խմբակային և հոսքային։
Հիմքը խմբի ձևըարտադրության կազմակերպում - արտադրված բլանկների խմբավորում ըստ միատարր դիզայնի և տեխնոլոգիական առանձնահատկությունների: Այն բնութագրվում է տեխնոլոգիական սարքավորումների միասնությամբ և աշխատատեղերի մասնագիտացվածությամբ։
ներդիր ձևըբնութագրվում է յուրաքանչյուր աշխատավայրի մասնագիտացմամբ, թողարկման ցիկլի հիման վրա տեխնոլոգիական գործընթացի բոլոր գործողությունների համակարգված և ռիթմիկ կատարմամբ, աշխատատեղերի տեղադրմամբ տեխնոլոգիական գործողությունների հաջորդականությանը համապատասխան հաջորդականությամբ:
Արտադրության հոսքային ձևն իրականացվում է հոսքագծի տեսքով։ Արտադրական գծերը, որոնց վրա բլանկներն արտադրվում են հերթափոխով, խմբաքանակով, կոչվում են փոփոխական հոսքագծեր: Դրանք բնորոշ են սերիական արտադրության համար և օգտագործվում են կառուցվածքային համանման բլանկների արտադրության մեջ՝ սարքավորումների և գործիքների համապատասխան կարգավորմամբ: Եթե արտադրական գծի բոլոր գործընթացները ավտոմատացված են, ապա արտադրական գիծը կոչվում է ավտոմատ:
Ընթացիկ դարի յոթանասունականների սկզբին ա Արտադրության տեխնոլոգիական պատրաստման միասնական համակարգ(ESTPP): ESTPP-ը պետական ստանդարտներով ստեղծված արտադրության տեխնոլոգիական պատրաստման կազմակերպման և կառավարման համակարգ է, որը նախատեսում է առաջադեմ ստանդարտ տեխնոլոգիական գործընթացների, ստանդարտ տեխնոլոգիական սարքավորումների և սարքավորումների, արտադրական գործընթացների մեքենայացման և ավտոմատացման միջոցների, ինժեներական և կառավարչական աշխատանքների լայն կիրառում:
Արտադրության տեխնոլոգիական պատրաստում(TPP) պետք է ապահովի ձեռնարկության ամբողջական տեխնոլոգիական պատրաստակամությունը՝ արտադրելու ամենաբարձր որակի կատեգորիայի արտադրանք՝ նշված տեխնիկական և տնտեսական ցուցանիշներին համապատասխան, այսինքն՝ նվազագույն աշխատուժի և նյութական ծախսերով: Ամբողջական տեխնոլոգիական պատրաստվածությունը հասկացվում է որպես ձեռնարկությունում տեխնոլոգիական փաստաթղթերի և տեխնոլոգիական սարքավորումների ամբողջական փաթեթի առկայություն, որն ապահովում է արտադրանքի արտադրությունը: ՋԷԿ-ը ներառում է բազմաթիվ խնդիրների լուծում, որոնք կարելի է խմբավորել հետևյալ հիմնական գործառույթների մեջ. տեխնոլոգիական գործընթացների զարգացում; տեխնոլոգիական սարքավորումների նախագծում և արտադրություն; ԱԱՊ կազմակերպումն ու կառավարումը։ ECTPP-ի ակնառու տեղերից մեկը բլանկների և դրանց արտադրության տեխնոլոգիական գործընթացների նախագծումն է:
թեստի հարցեր
1. Որո՞նք են արտադրության տեսակները: Թվարկե՛ք դրանց հիմնական հատկանիշները:
2. Ի՞նչ է նշանակում արտադրական և տեխնոլոգիական գործընթացներ:
3. Ի՞նչ է նշանակում տեխնոլոգիական սարքավորումներ և սարքավորումներ:
4. Որո՞նք են տեխնոլոգիական գործընթացների կազմակերպման ձեւերը:
5. Սահմանել ECTPP-ն և նկարագրել դրա նպատակը:
6. Ո՞րն է գնումների արտադրության զարգացման նպատակը և միտումը:
7. Ի՞նչ բլանկներ են օգտագործվում մեքենաշինության մեջ:
Դասախոսություն 3Բլանկների հիմնական հասկացությունները և դրանց բնութագրերը: Բլանկների որակը. Բլանկների արտադրություն: Շինանյութեր».
ՊԱՏՐԱՍՏՈՒՄ, ՀԻՄՆԱԿԱՆ ՀԱՍԿԱՑՈՒԹՅՈՒՆՆԵՐ ԵՎ ՍԱՀՄԱՆՈՒՄՆԵՐ
դատարկ,համաձայն ԳՕՍՏ 3.1109-82, կոչվում է աշխատանքի առարկա, որից ձևը, չափը, մակերևույթի հատկությունները և (կամ) նյութը փոխելով ձևավորվում է մի մասը։
Բլանկների երեք հիմնական տեսակ կա՝ մեքենաշինական պրոֆիլներ, կտորային և համակցված։ Մեքենաշինական պրոֆիլները պատրաստված են մշտական հատվածից (օրինակ՝ կլոր, վեցանկյուն կամ խողովակային) կամ պարբերական։ Լայնածավալ և զանգվածային արտադրության մեջ օգտագործվում են նաև հատուկ գլանվածք։ Կտորի բլանկները ձեռք են բերվում ձուլման, դարբնոցի, դրոշմելու կամ եռակցման միջոցով: Համակցված աշխատանքային մասերը բարդ աշխատանքային մասեր են, որոնք ստացվում են առանձին, ավելի պարզ տարրերի միացման (օրինակ՝ եռակցման) միջոցով։ Այս դեպքում հնարավոր է նվազեցնել աշխատանքային մասի զանգվածը և օգտագործել ամենահարմար նյութերը ավելի բեռնված տարրերի համար:
Աշխատանքային մասերը բնութագրվում են իրենց կազմաձևով և չափերով, ստացված չափերի ճշգրտությամբ, մակերեսի վիճակով և այլն:
Աշխատանքային մասի ձևերն ու չափերըմեծապես որոշում է ինչպես դրա արտադրության, այնպես էլ հետագա մշակման տեխնոլոգիան: Չափերի ճշգրտությունԱշխատանքային մասը ամենակարևոր գործոնն է, որն ազդում է մասի արտադրության արժեքի վրա: Այս դեպքում ցանկալի է ապահովել աշխատանքային մասի չափսերի կայունությունը ժամանակի ընթացքում և արտադրված խմբաքանակի սահմաններում: Աշխատանքային մասի ձևը և չափերը, ինչպես նաև դրա մակերևույթների վիճակը (օրինակ, երկաթե ձուլվածքների սառեցումը, դարբնոցների վրա մասշտաբի շերտը) կարող են զգալիորեն ազդել հետագա հաստոցների վրա: Հետևաբար, մշակված մասերի մեծ մասի համար անհրաժեշտ է նախնական նախապատրաստում, որը բաղկացած է նրանից, որ նրանց տրվում է այնպիսի վիճակ կամ տեսք, որով դրանք կարող են մշակվել մետաղահատ մեքենաների վրա: Այս աշխատանքն իրականացվում է հատուկ խնամքով, եթե հետագա մշակումն իրականացվում է ավտոմատ գծերի կամ ճկուն ավտոմատացված համալիրների վրա: Նախամշակման աշխատանքները ներառում են տեխնոլոգիական հիմքերի մաքրում, ուղղում, կլեպ, կտրում, կենտրոնացում և երբեմն մշակում:
ՆՊԱՏՎՈՒԹՅՈՒՆՆԵՐ, ՄԱԿԵՐԵՍՆԵՐ ԵՎ ՉԱՓԵՐ
Մեքենաշինության նպաստ- սա մետաղի շերտ է, որը հեռացվում է աշխատանքային մասի մակերեսից՝ ըստ գծագրի պահանջվող մասի ձևն ու չափերը ստանալու համար: Նպաստները նշանակվում են միայն այն մակերևույթներին, որոնց ձևի և չափերի պահանջվող ճշգրտությունը հնարավոր չէ հասնել աշխատանքային մասի ստացման ընդունված մեթոդով:
Նպաստները բաժանվում են ընդհանուր և գործառնական: Ընդհանուր վերամշակման նպաստ -սա մետաղի շերտ է, որն անհրաժեշտ է տվյալ մակերեսի վրա կատարվող բոլոր անհրաժեշտ տեխնոլոգիական գործողությունները կատարելու համար։ Գործառնական նպաստ -սա մետաղի շերտ է, որը հեռացվել է մեկ տեխնոլոգիական գործողության ընթացքում: Նպաստը չափվում է խնդրո առարկա մակերեսին նորմալի երկայնքով: Ընդհանուր նպաստը հավասար է գործողների գումարին։
Նպաստի չափը զգալիորեն ազդում է մասի արտադրության արժեքի վրա: Գերագնահատված նպաստը մեծացնում է աշխատանքի արժեքը, նյութի, կտրող գործիքների և էլեկտրաէներգիայի սպառումը: Թերագնահատված նպաստը պահանջում է ավելի թանկ մեթոդների կիրառում աշխատանքային մասի ձեռքբերման համար, բարդացնում է աշխատանքային մասի տեղադրումը մեքենայի վրա և պահանջում է աշխատողի ավելի բարձր որակավորում:

Բրինձ. 3.1. Առանցքակալների պատյան (ա), խրոցակներ, պտույտներ և չափսեր (բ)եւ լիսեռ (in):
Ազագ, Բ զագ, Վ զագ, Դզագ D"zag, D"zag - աշխատանքային մասի բնօրինակ չափերը. A det, B det, C det, D "det, D" det - պատրաստի մասի չափերը; Դ 1 , Դ 2 , D «1, D» 1 - աշխատանքային մասի գործառնական չափերը
Բացի այդ, հաճախ դա ամուսնության պատճառ է դառնում հաստոցների մշակման ժամանակ: Հետևաբար, նշանակված նպաստը պետք է օպտիմալ լինի տվյալ արտադրական պայմանների համար:
Օպտիմալ նպաստը կախված է աշխատանքային մասի նյութից, չափսերից և կոնֆիգուրացիայից, աշխատանքային մասի տեսակից, դրա արտադրության ընթացքում աշխատանքային մասի դեֆորմացիայից, թերի մակերեսային շերտի հաստությունից և այլ գործոններից: Հայտնի է, օրինակ, որ երկաթե ձուլվածքները ունեն թերի մակերեսային շերտ, որը պարունակում է պատյաններ, ավազի ներդիրներ; Դարբնագործությամբ ստացված դարբնոցները մասշտաբ ունեն. Տաք դարբնոցով ստացված դարբնոցներն ունեն ածխաթթվացված մակերեսային շերտ։
Օպտիմալ նպաստը կարող է որոշվել հաշվարկային և վերլուծական մեթոդով, որը դիտարկվում է «Մեքենաշինության տեխնոլոգիա» դասընթացում: Որոշ դեպքերում (օրինակ, երբ հաստոցների մշակման տեխնոլոգիան դեռ մշակված չէ), մեքենաշինության նպաստները տարբեր տեսակներԲլանկները ընտրվում են ըստ ստանդարտների և տեղեկատու գրքերի:
Առաջին գործողության ընթացքում հեռացված մետաղի փաստացի շերտը կարող է շատ տարբեր լինել, քանի որ բացի գործառնական նպաստից, հաճախ անհրաժեշտ է լինում հեռացնել ծածկույթը:
ծոց- սա մետաղի ավելցուկ է աշխատանքային մասի մակերեսին (նպաստի չափից ավելի)՝ պայմանավորված տեխնոլոգիական պահանջներով՝ պարզեցնելով աշխատանքային մասի կոնֆիգուրացիան՝ դրա արտադրության պայմանները հեշտացնելու համար: Շատ դեպքերում, համընկնումը հանվում է հաստոցներով, ավելի քիչ հաճախ այն մնում է արտադրանքի մեջ (դարբնոցային թեքություններ, կորության շառավիղների ավելացում և այլն):
Աշխատանքային կտորը պատրաստի մասի վերածելու գործընթացում դրա չափերը ձեռք են բերում մի շարք միջանկյալ արժեքներ, որոնք կոչվում են. գործառնական չափերը.Նկ. Տարբեր դասերի 3.1 մանրամասները ցույց են տալիս նպաստները, շրջանները և գործառնական չափերը: Գործառնական չափերը սովորաբար ամրացվում են շեղումներով. լիսեռների համար՝ մինուս, անցքերի համար՝ գումարած:
ՇԻՆԱՐԱՐԱԿԱՆ ՆՅՈՒԹԵՐ
Մեքենայի մասերի արտադրության տեխնոլոգիական գործընթացում կառուցվածքային նյութի դերը չափազանց բարձր է։ Մի կողմից, կառուցվածքային նյութը պետք է ապահովի բլանկների և մասերի արտադրությունը նվազագույն արտադրական ծախսերով: Նյութերի ինքնարժեքի տեսակարար կշիռը ինժեներական արտադրանքի արժեքում համեմատաբար բարձր է (օրինակ, հաստոցաշինական արդյունաբերության մեջ այն կազմում է ընդհանուր արժեքի 60%-ը, լոկոմոտիվների և վագոնների արտադրության մեջ՝ 70 ... 75%) և աճի միտում ունի։ Մյուս կողմից, կառուցվածքային նյութի ճիշտ ընտրությունը պետք է ապահովի դետալներին իրենց բարձր կատարողական հատկություններով, դրանց դիմացկունությամբ և սպասունակությամբ:
Կառուցվածքային նյութ ընտրելիս անհրաժեշտ է հաշվի առնել դրա գործառնական, տեխնոլոգիական և տնտեսական հատկությունները:
Նյութի կատարողական հատկություններըպետք է ապահովի, որ մասերը հուսալիորեն կատարեն իրենց գործառույթները: Այս տեսանկյունից նրա ընտրությունը կատարվում է հաշվարկների, փորձերի կամ նմանատիպ մասերի շահագործման փորձի հիման վրա։ Որոշակի պայմաններում աշխատող մասերի արտադրության համար նյութերի դասերի ընտրության վերաբերյալ տվյալները սովորաբար տրվում են տեղեկատու գրքերում:
Տեխնոլոգիական հատկություններ(հեղուկություն, պլաստիկ դեֆորմացիայի ունակություն, եռակցման հնարավորություն) կարևոր գործոն է, որը որոշում է տվյալ նյութի ընտրված տեխնոլոգիական մեթոդով մշակման հնարավորությունն ու արդյունավետությունը։ Մասը նախագծելիս դիզայները պետք է հենց սկզբից պատկերացնի, թե ինչպես է այն արտադրվելու՝ սկսած աշխատանքային մասի ստացումից և վերջացրած հարդարմամբ։
Նյութի տեխնոլոգիական հատկությունները կարող են նախապես որոշել բլանկների արտադրության հետագա տեխնոլոգիան: Օրինակ, եթե հաստոցի մահճակալը պատրաստված է մոխրագույն չուգունից, ապա աշխատանքային մասը կարելի է ձեռք բերել միայն ձուլման միջոցով: Չուգունը չի կարող ենթարկվել ճնշման տակ: Այն գործնականում չի եռակցվում (գոնե նոր կառույցներ ստեղծելիս) և գրեթե թույլ չի տալիս վերանորոգել մակերեսով։ Շրջանակների ձուլածո բլանկները պահանջում են լրացուցիչ մշակում (բնական ծերացում, ցածր ջերմաստիճանի կռում և այլն)՝ դրանց ձևն ու չափերը կայունացնելու համար:
Տնտեսական արդյունավետությունօգտագործված կառուցվածքային նյութը կարելի է գնահատել ըստ արժեքի և սակավության: Կառուցվածքային նյութի տնտեսական արդյունավետությունը չպետք է նվազեցվի մինչև դրա ցածր արժեքը: Նյութի ընտրության վրա էապես ազդում է բլանկների արտադրության և դրանց հետագա մշակման մեթոդների ծախսարդյունավետությունը, որը որոշվում է այս նյութի տեխնոլոգիական հատկություններով: Բացի այդ, ավելի բարձր որակի և, հետևաբար, ավելի թանկ նյութերի օգտագործման ներկայիս միտումով, անհրաժեշտ է հաշվի առնել, թե ինչպես դրանց օգտագործումը կազդի ընդհանուր մասի քաշի և արժեքի նվազման վրա և կավելացնի դրա ծառայության ժամկետը: և պահպանելիությունը։
ԱՇԽԱՏԱՆՔԱՅԻՆ ՀԱՏԱԿԻ ՈՐԱԿ
Արդյունաբերական արտադրանքի որակը հատկությունների մի շարք է, որը որոշում է դրա համապատասխանությունը որոշակի կարիքները բավարարելու համար՝ իր նպատակին համապատասխան: Մեքենաների որակի կարևորագույն ցուցանիշներից են.
1) գործառնական,որոնք որոշում են մեքենայի տեխնիկական մակարդակը (նրա կատարելությունը), նրա հուսալիությունը, գեղագիտական և այլ բնութագրերը.
2) արտադրական և տեխնոլոգիական,որոնք բնութագրում են հիմնականում մեքենայի դիզայնի և դրա տարրերի արտադրելիությունը.
3) տնտեսական,որոնք բնութագրում են մեքենայի արտադրության, շահագործման և վերանորոգման արժեքը:
Աշխատանքային մասի որակը շատ դեպքերում գնահատվում է դրա ճշգրտությամբ և մակերեսային շերտի որակով:
Աշխատանքային մասի ճշգրտությունը
Տակ աշխատանքային մասի ճշգրտությունըհասկացվում է դրա համապատասխանությունը գծագրի պահանջներին և դրա արտադրության տեխնիկական պայմաններին: Իրական աշխատանքային մասի շեղումը գծագրի (կամ ստանդարտի) պահանջներից կոչվում է սխալ.Սխալներն անխուսափելի են աշխատանքային մասի արտադրության բոլոր փուլերում, ուստի գրեթե անհնար է արտադրել բացարձակ ճշգրիտ աշխատանքային մաս:
Բլանկների ճշգրտությունը բնութագրվում է ինչպես երկրաչափական (ձևի և չափի շեղումներ), այնպես էլ ֆիզիկական և մեխանիկական հատկություններով (օրինակ՝ ամրություն, կարծրություն, առաձգականություն, էլեկտրական հաղորդունակություն և այլն): Ցուցանիշների առաջին խումբն ուսումնասիրվել է «Փոխանակելիություն, ստանդարտացում և տեխնիկական չափումներ» դասընթացում։ Երկրորդ խումբն ապահովված է նյութի ճիշտ ընտրությամբ և բլանկի արտադրության տեխնոլոգիայի կայունությամբ:
Բլանկների արտադրության յուրաքանչյուր մեթոդի համար տարբերակվում է հասանելի և տնտեսական ճշգրտությունը: Ճշգրտությունը, որին կարելի է հասնել այս տեսակի արտադրության մեջ առավել բարենպաստ պայմաններում բարձր որակավորում ունեցող աշխատողի կողմից, կոչվում է. հասանելի. Տնտեսական ճշգրտությունձեռք է բերվել այս տեխնոլոգիական մեթոդով նորմալ արտադրական պայմաններում: Տեխնոլոգիական գործընթացները նախագծելիս տեխնոլոգը պետք է կենտրոնանա միջին տնտեսական ճշգրտության վրա։
Բլանկների մակերեսային շերտի որակը
Աշխատանքային մասերի մակերևութային շերտի որակը նյութի մակերեսային շերտի բոլոր սպասարկման հատկությունների ամբողջությունն է` դրա վրա մեկ կամ մի քանի հաջորդաբար կիրառվող տեխնոլոգիական գործընթացների ազդեցության արդյունքում: Բլանկի մակերեսային շերտը որակապես տարբերվում է բլանկի միջուկի նյութից։
Մակերեւութային շերտի որակը բնութագրվում է պարամետրերի երկու խմբերով. երկրաչափական(ալիքայնություն, կոպտություն, ենթամիկրոկոպտություն) և ֆիզիկական և մեխանիկական(քիմիական բաղադրություն; միկրո կառուցվածք; միկրոկարծրություն; մնացորդային լարումների բաշխման մեծություն, նշան և խորություն և այլն):
Մակերեւութային շերտի որակը որոշվում է նյութի հատկություններով և աշխատանքային մասի արտադրության տեխնոլոգիայով: Օրինակ, տաք դրոշմելուց հետո աշխատանքային մասի մակերեսին մասշտաբներ կլինեն: Սառը դրոշմման արդյունքում ստացված բլանկի մակերեսային կոպտությունը զգալիորեն ցածր է տաք դրոշմման արդյունքում ստացված բլանկից, սակայն դրա մակերեսային շերտն ունի աշխատանքային կարծրացում։ Եթե մշակված մասը ենթարկվել է քիմի-ջերմային մշակման, ապա դրա մակերեսային շերտը ունի տարբեր քիմիական բաղադրություն և կառուցվածք, քան հիմքը:
Մակերեւութային շերտի որակի երկրաչափական պարամետրերը և աշխատանքային մասի ճշգրտությունը փոխկապակցված են որոշակի իմաստով: Օրինակ, եթե բիլետը արտադրվում է ավազի կաղապարների մեջ ձուլելով, ապա միկրո և մակրո անկանոնությունները թույլ չեն տալիս ստանալ բարձր չափերի ճշգրտություն: Աշխատանքային մասի տեսակը և դրա արտադրության տեխնոլոգիան ընտրելիս անհրաժեշտ է իմանալ աշխատանքային մասի մակերեսային շերտի ճշգրտությունն ու որակը, որը կարելի է ձեռք բերել այս դեպքում:
ԲԼԱՆԿՆԵՐԻ ԱՐՏԱԴՐՈՒԹՅՈՒՆ
Արտադրականության հիմնական հասկացությունները
Արտադրանքի դիզայնի արտադրություն, համաձայն ԳՕՍՏ 14.205 - 83,նախագծային հատկությունների մի շարք է, որը որոշում է դրա հարմարվողականությունը՝ արտադրության, շահագործման և վերանորոգման օպտիմալ ծախսերը տվյալ որակի ցուցանիշների, արտադրանքի ծավալի և աշխատանքային պայմանների համար:. Արտադրականության փորձարկումը պարտադիր է արտադրանքի ստեղծման բոլոր փուլերում:
Արտադրականության հետ կապված խնդիրները պետք է լուծվեն համապարփակ կերպով՝ սկսած աշխատանքային մասի նախագծման փուլից և դրա արտադրության մեթոդի ընտրության փուլից և վերջացրած ամբողջ արտադրանքի մշակման և հավաքման գործընթացով: Արտադրության համար մշակված աշխատանքային մասը չպետք է բարդացնի հետագա մշակումը: Արտադրականությունը, որպես կանոն, սահմանվում է նախագծման փուլում, հետևաբար, դիզայներից պահանջվում է բարձր մակարդակի տեխնոլոգիական պատրաստվածություն:
Արտադրելիությունը հարաբերական հասկացություն է: Աշխատանքային մասի մի դիզայնը կարող է արտադրվել տվյալ տեսակի արտադրության համար, իսկ մյուսի համար՝ ամբողջովին ոչ տեխնոլոգիական: Արտադրականությունը կախված է նաև տվյալ ձեռնարկության (գործարանի) արտադրական հնարավորություններից։ Ձեռնարկության արտադրական բազայի զարգացումը (օրինակ՝ CNC մեքենաների, ավտոմատացված սարքավորումների ներդրումը) փոխում է արտադրականության պահանջները։
Արտադրականության ապահովման կարգը և կանոնները սահմանվում են պետական չափորոշիչներով: Ժամանակակից միտումներն այն են, որ արտադրական նախագծման մշակումն ավելի ու ավելի է տեղափոխվում նախագծային փաստաթղթերի մշակման փուլ: Սա պահանջում է բիզնես և ստեղծագործական համագործակցություն դիզայներների և տեխնոլոգների միջև՝ ինչպես աշխատանքային մասի տեսակի ընտրության, այնպես էլ դրա հետագա մշակման տեխնոլոգիայի մշակման հարցում:
Արտադրականության ցուցանիշներ
Արտադրականության երկու տեսակ կա՝ որակական և քանակական։
Որակական գնահատում(«լավ - վատ», «թույլատրելի - անընդունելի») ստացվում է բլանկների երկու կամ ավելի տարբերակների համեմատությամբ: Չափանիշը տվյալ դեպքում տեխնոլոգի և դիզայների տեղեկանքային տվյալներն ու փորձն են։ Սովորաբար նման գնահատումը կատարվում է նախնական նախագծման փուլում և միշտ նախորդում է քանակական գնահատմանը։
Քանակական ցուցանիշներհնարավորություն է տալիս օբյեկտիվորեն և արդարացիորեն ճշգրիտ գնահատել համեմատվող կառույցների արտադրելիությունը: Ցուցանիշների ընտրությունը կախված է մասի նպատակից (դատարկ), արտադրության տեսակից և շահագործման պայմաններից։ Յուրաքանչյուր մանրուքի համար ընտրեք սեփական, ամենաբնորոշ ցուցանիշները։ Աշխատանքային մասերի հետ կապված, որպես արտադրական կարողության ցուցանիշներ առավել հաճախ օգտագործվում են արտադրության աշխատանքի ինտենսիվությունը, տեխնոլոգիական արժեքը և մետաղի օգտագործման գործակիցը:
Աշխատանքային մասի արտադրության բարդությունըներկայացնում է բոլոր տեխնոլոգիական գործողությունների համար աշխատանքային մասի արտադրության վրա ծախսված ընդհանուր ժամանակը: Անհատական գործառնությունների վրա աշխատանքների կատարման ժամանակի նորմերի բաղադրիչները տրված են համապատասխան տեղեկագրքերում:
Դիզայնի վաղ փուլերում, բարդության գնահատման մոտավոր մեթոդներ.Օրինակ, «քաշի մեթոդի» աշխատանքի ինտենսիվությունը գնահատվում է տիպիկ աշխատանքային մասի աշխատանքի ինտենսիվությամբ, որը նման է ձևի, ճշգրտության և արտադրության տեխնոլոգիայի.
Տ և այլն
=
Տ տիպ
 (3.1)
(3.1)
որտեղ T PR, Ttype - աշխատանքային ինտենսիվությունը, համապատասխանաբար, նախագծված և տիպի բլանկների. G pr, G տեսակ - համապատասխանաբար նախագծված և ստանդարտ բլանկների զանգվածը:
Արտադրականությունը գնահատելու համար օգտագործվում է նաև մեխանիկական վերամշակման աշխատանքի ինտենսիվության հարաբերակցությունը աշխատանքային մասի ստացման աշխատանքի ինտենսիվությանը T fur / T zag. T մորթի / T zag հարաբերակցությունը կախված է նաև արտադրության տեսակից (մեկ արտադրության համար այն առավելագույնն է):
Տեխնոլոգիական արտադրության արժեքըՕգտագործվում է մեկ արտադրական մեթոդի (արտադրամաս, գործարան) պայմաններում գնումների լավագույն տարբերակն ընտրելու համար։ Ընդհանուր առմամբ, մի մասի համար այն բաղկացած է հետևյալ տարրերից.
Հետ տ . դ = M +Զ+ ԵՎ և. 0 + Հետ մասին , (3.2)
որտեղ M-ը սպառվող հիմնական նյութերի արժեքն է, ռուբլի / կտոր; Z - արտադրության աշխատողների աշխատավարձը, ռուբլի / հատ; Իսկ n. 0 - գործիքի մաշվածության փոխհատուցում, ռուբլի / կտոր; C 0b - սարքավորումների պահպանման և շահագործման հետ կապված ծախսերը մի մասի արտադրության ընթացքում, ռուբ./հատ.
Բոլոր ծախսերի տարրերը փոխկապակցված են: Օրինակ, աշխատանքային մասի տեսակի փոփոխությունը առաջացնում է հաստոցների արժեքի փոփոխություն: Կառուցվածքային նյութի փոփոխությունը կարող է առաջացնել տեխնոլոգիական սարքավորումների տեսականու փոփոխություն: Համեմատված տարբերակներից ընտրեք այն մեկը, որի տեխնոլոգիական արժեքը նվազագույն է՝ անկախ առանձին բաղադրիչներից։
Մետաղների օգտագործման մակարդակը- սա անչափ մեծություն է, որը որոշվում է արտադրանքի զանգվածի և սպառված մետաղի զանգվածի հարաբերակցությամբ.
Դեպի նրանց = Գ դ / Գ էջ , (3.3)
որտեղ Գ d-ը պատրաստի մասի զանգվածն է. G P - օգտագործվող ամբողջ մետաղի զանգվածը, ներառյալ ցողունների զանգվածը, լուսաբռնկիչը, մասշտաբը, մերժվածը և այլն:
Տարբերել գործակիցըԿ վ.գ մետաղական արտադրանք,հարմար է գնումների արտադրամասերում, և քաշի ճշգրտության գործոնդեպի v.g.
Դեպի գ.գ = Գ 3 / Գ էջ , (3.4)
որտեղ G 3 - աշխատանքային մասի քաշը;
Դեպի գ.գ = Գ դ / Գ հ . (3.5)
Ceteris paribus-ը, K-ի և m-ի ավելի բարձր արժեքներն ավելի ձեռնտու են: Մետաղների օգտագործման գործոնի վրա մշակված մասի արտադրելիության ազդեցությունը գնահատելու համար պետք է հիշել, որ
Դեպի նրանց = Դեպի գ.գ Դեպի v.t . (3.6)
Դիզայնի փուլում բլանկների արտադրելիության ապահովում
Բլանկների արտադրականությունն ապահովելու խնդիրը պետք է լուծվի՝ հաշվի առնելով գործարանի բոլոր ծառայությունների (դիզայներներ, տեխնոլոգներ, աշխատողներ) փոխազդեցությունը։ տեխնիկական մատակարարումև այլն) և արտադրության հատուկ պայմանները (գործարանում որոշակի սարքավորումների, նյութերի, տարածքների առկայություն): Արտադրական կարողությունը բարելավելու ուղիները մեծապես կախված են արտադրության տեսակից, խմբաքանակի չափից, աշխատանքային մասի տեսակից և այլ գործոններից: Հետևաբար, ստորև տրված են միայն բլանկների արտադրելիությունը բարելավելու որոշ առաջարկություններ:


Բրինձ. 3.2. Գամասեղ՝ պատրաստված կտրվածքով (ա)եւ գլորում (բ)
 Բրինձ. 3.3. Մեքենաների քանակի կրճատման օրինակներ՝ կրճատելով մշակված մակերեսների երկարությունը (ա)և նվազեցնել դրանց թիվը (բ)
Բրինձ. 3.3. Մեքենաների քանակի կրճատման օրինակներ՝ կրճատելով մշակված մակերեսների երկարությունը (ա)և նվազեցնել դրանց թիվը (բ)
1. Ցանկալի է, որ մշակվող մասի ուրվագծերը լինեն ամենապարզ երկրաչափական ձևերի համադրություն։
2. Աշխատանքային մասի առանձին տարրերի (ֆիլեներ, թեքություններ և այլն) ձևը և չափերը պետք է միասնական լինեն:
3. Աշխատանքային մասերի չափերի ճշգրտությունը և մակերեսի կոշտությունը պետք է տնտեսապես հիմնավորված լինեն:
4. Ցանկալի է հնարավորինս շատ մեթոդներ կիրառել բլանկների ստացման համար, որոնք չեն պահանջում հետագա չիպերի հեռացում (նկ. 3.2):
5. Եթե դա անհնար է անել առանց մեխանիկական մշակման, ապա պետք է ձգտել հնարավորինս նվազեցնել այն՝ կրճատելով մշակված մակերեսների քանակը և երկարությունը (նկ. 3.3):
6. Մասի դիզայնը պետք է թույլ տա դրա պատրաստման հնարավորությունը որպես երկու կամ ավելի մասերից կազմված (նկ. 3.4):

Բրինձ. 3.4. Մեկ կտոր (ա) և կոմպոզիտային (բ) ձևավորում մանրամասներ
թեստի հարցեր
1. Ի՞նչ է դատարկը: Ինչպե՞ս են դասակարգվում բլանկները:
2. Ի՞նչ է համընկնումը և նպաստը; ի՞նչ դեպքերում են դրանք նշանակվում և ինչպե՞ս են որոշվում։
3. Ինչպե՞ս է նյութը ազդում աշխատանքային մասի ձեռքբերման ընտրության վրա: Առաջնորդել
4. Ինչպիսի՞ ցուցիչներ են բնութագրում աշխատանքային մասի որակը:
5. Ո՞րն է հասանելի և տնտեսական մշակման ճշգրտությունը: Ինչպե՞ս է նշված ճշգրտությունն ազդում աշխատանքային մասի և պատրաստի մասի արժեքի վրա:
6. Ի՞նչ է նշանակում մշակվող մասի մակերեսային շերտի որակ և ի՞նչ գործոններ են ազդում դրա վրա:
7. Ինչ է նշանակում մշակվող մասի արտադրական լինելը և ինչ ցուցանիշներ են այն
գնահատվեն?
8. Ինչպե՞ս է ապահովվում բլանկների արտադրելիությունը նախագծման փուլում:
Դասախոսություն 4Բլանկների ստացման մեթոդի ընտրությունը. Բլանկների ստացման հիմնական մեթոդների տեխնոլոգիական հնարավորությունները. Բլանկներ ստանալու մեթոդի ընտրության հիմնական սկզբունքները.
Բլանկների արտադրության հիմնական ուղիներն են ձուլումը, ձևավորումը, եռակցումը։ Որոշակի աշխատանքային մասի ձեռքբերման եղանակը կախված է մասի սպասարկման նպատակից և պահանջներից, դրա կազմաձևից և չափերից, կառուցվածքային նյութի տեսակից, արտադրության տեսակից և այլ գործոններից:
ձուլմանստացեք գրեթե ցանկացած չափի բլանկներ, ինչպես պարզ, այնպես էլ շատ բարդ կոնֆիգուրացիայով: Այս դեպքում ձուլվածքները կարող են ունենալ բարդ ներքին խոռոչներ՝ կոր մակերեսներով, որոնք հատվում են տարբեր անկյուններով: Չափերի ճշգրտությունը և մակերեսի որակը կախված են ձուլման մեթոդից: Ձուլման որոշ հատուկ մեթոդներ (ձուլում, ներդրումային ձուլում) կարող են արտադրել բլանկներ, որոնք պահանջում են նվազագույն հաստոցներ:
Ձուլվածքները կարող են պատրաստվել գրեթե բոլոր մետաղներից և համաձուլվածքներից: Ձուլման մեխանիկական հատկությունները մեծապես կախված են կաղապարում մետաղի բյուրեղացման պայմաններից։ Որոշ դեպքերում պատերի ներսում կարող են առաջանալ թերություններ (կծկվող թուլություն, ծակոտկենություն, տաք և սառը ճաքեր), որոնք հայտնաբերվում են միայն կոպիտ մշակումից հետո, երբ կաղապարը հանվում է:
մետաղի ձևավորումստանալ մեքենաշինական պրոֆիլներ, կեղծված և դրոշմավորված բլանկներ.
Մեքենաշինական պրոֆիլները պատրաստվում են գլորման, սեղմման, գծագրման միջոցով։ Այս մեթոդները հնարավորություն են տալիս ձեռք բերել բլանկներ, որոնք լայնական կտրվածքով մոտ են պատրաստի մասին (կլոր, վեցանկյուն, քառակուսի գլանվածք, եռակցված և անթերի խողովակներ): Գլանվածքը արտադրվում է տաք գլանվածքով և տրամաչափված: Աշխատանքային մասի արտադրության համար անհրաժեշտ պրոֆիլը կարող է տրամաչափվել գծագրով: Կալիբրացված պրոֆիլներից մասերի արտադրության մեջ հնարավոր է վերամշակում առանց սայրի գործիքի օգտագործման:
Դարբնագործությունը օգտագործվում է մեկ արտադրության մեջ բլանկների արտադրության համար: Շատ մեծ և եզակի բլանկների (մինչև 200 ... 300 տոննա քաշով) արտադրության մեջ դարբնոցը ճնշման բուժման միակ հնարավոր միջոցն է: Դրոշմելը թույլ է տալիս ձեռք բերել բլանկներ, որոնք կոնֆիգուրացիայով ավելի մոտ են պատրաստի մասին (մինչև 350...500 կգ քաշով): Դարբնոցների ներքին խոռոչներն ունեն ավելի պարզ կոնֆիգուրացիա, քան ձուլվածքները և գտնվում են միայն մուրճի աշխատանքային մարմնի շարժման ուղղությամբ (մամուլ): Սառը դարբնոցով արտադրվող բլանկների ճշգրտությունն ու որակը չի զիջում ձուլման հատուկ մեթոդներով ստացված ձուլվածքների ճշգրտությանը և որակին:
Ճնշման մշակմամբ աշխատանքային մասերը ստացվում են բավականաչափ ճկուն մետաղներից: Նման բլանկների մեխանիկական հատկությունները միշտ ավելի բարձր են, քան ձուլածոներինը: Ճնշման միջոցով մշակումը ստեղծում է մանրաթելային մետաղական մակրոկառուցվածք, որը պետք է հաշվի առնել աշխատանքային մասի նախագծման և արտադրության տեխնոլոգիան մշակելիս: Օրինակ, գլանվածքից պատրաստված փոխանցումատուփում (նկ. 4.1, ա) մանրաթելերի ուղղությունը չի նպաստում ատամների ամրության բարձրացմանը։ Աշխատանքային կտոր պատրաստելիս ժապավենից դրոշմելով (նկ. 4.1.6) կամ ձողից (նկ. 4.1, գ) փչացնելով), կարելի է մանրաթելերի ավելի բարենպաստ դասավորություն ստանալ:

Բրինձ. 4.1. Պատրաստված շարժակների մակրոկառուցվածքը.
ա- վարձակալությունից; բ- դրոշմում շերտից; մեջ- նախագիծ բարից;
1 - բարենպաստ և 2 - մանրաթելերի անբարենպաստ դասավորություն
Եռակցված բլանկներպատրաստվում են եռակցման տարբեր եղանակներով՝ էլեկտրական աղեղից մինչև էլեկտրախարամ: Մի շարք դեպքերում եռակցումը հեշտացնում է աշխատանքային մասի, հատկապես բարդ կոնֆիգուրացիայի արտադրությունը: Եռակցված բիլետի թույլ կետը եռակցման կամ ջերմության ազդեցության գոտին է: Որպես կանոն, նրանց ուժը ցածր է հիմնական մետաղից: Բացի այդ, աշխատանքային մասի սխալ ձևավորումը կամ եռակցման տեխնոլոգիան կարող է հանգեցնել թերությունների (կռում, ծակոտկենություն, ներքին լարումներ), որոնք դժվար է ուղղել հաստոցներով:
Համակցված բլանկներԲարդ կոնֆիգուրացիաները զգալի տնտեսական ազդեցություն են թողնում մշակման տարրերի արտադրության մեջ՝ դրոշմելու, ձուլման, գլորման միջոցով, որին հաջորդում է դրանց միացումը եռակցման միջոցով: Համակցված բլանկները օգտագործվում են մեծ ծնկաձև լիսեռների, դարբնոցային և սեղմող սարքավորումների շրջանակների, շինարարական մեքենաների շրջանակների և այլնի արտադրության մեջ։
Խոստումնալից ներկայումս պլաստմասսայից և փոշի նյութերից պատրաստված բլանկներ:Նման բլանկների բնորոշ առանձնահատկությունն այն է, որ դրանք իրենց ձևով և չափերով կարող են համապատասխանել պատրաստի մասերի ձևին և չափին և պահանջում են միայն աննշան, առավել հաճախ հարդարման մշակում:
Բլանկներ ստանալու մեթոդի ընտրության հիմնական սկզբունքները
Նույն մասը կարելի է պատրաստել տարբեր ձևերով ստացված բլանկներից։ Աշխատանքային մասի ընտրության հիմնարար սկզբունքներից մեկը արտադրության այնպիսի մեթոդի վրա կենտրոնանալն է, որը նրան առավելագույն մոտավորություն կապահովի պատրաստի մասի հետ: Այս դեպքում զգալիորեն կրճատվում են մետաղի սպառումը, հաստոցների ծավալը և մասի արտադրության համար արտադրական ցիկլը։ Սակայն միևնույն ժամանակ գնումների ոլորտում ավելանում են տեխնոլոգիական սարքավորումների և գործիքների, դրանց վերանորոգման և պահպանման ծախսերը։ Հետևաբար, աշխատանքային մասի ձեռքբերման մեթոդ ընտրելիս անհրաժեշտ է իրականացնել արտադրության երկու փուլերի տեխնիկական և տնտեսական վերլուծություն՝ գնումներ և հաստոցներ:
Բլանկների արտադրության տեխնոլոգիական գործընթացների զարգացումը պետք է իրականացվի տեխնիկական և տնտեսական սկզբունքների հիման վրա: Տեխնիկական սկզբունքի համաձայն՝ ընտրված տեխնոլոգիական գործընթացը պետք է լիովին ապահովի գծագրի բոլոր պահանջների և աշխատանքային մասի բնութագրերի կատարումը: Տնտեսական սկզբունքի համաձայն՝ բլանկի արտադրությունը պետք է իրականացվի արտադրության նվազագույն ծախսերով։
Տեխնոլոգիական գործընթացի մի քանի հնարավոր տարբերակներից, այլ հավասար լինելով, ընտրվում է ամենատնտեսողը, հավասար արդյունավետությամբ՝ ամենաարդյունավետը։ Եթե դրվում են հատուկ խնդիրներ, օրինակ՝ որոշ կարևոր արտադրանքի հրատապ թողարկումը, որոշիչ կարող են լինել այլ գործոններ (ավելի բարձր արտադրողականություն, նվազագույն ժամկետը և այլն):
Բլանկներ ստանալու մեթոդի ընտրությունը որոշող գործոններ
Աշխատանքային մասի ձևը և չափերը
Ամենաբարդ բլանկները կարող են արտադրվել ձուլման տարբեր մեթոդներով: Ավազի կաղապարների և կորած մոմ մոդելների մեջ ձուլումը թույլ է տալիս ստանալ բարդ ձևի աշխատանքային կտորներ տարբեր խոռոչներով և անցքերով: Միևնույն ժամանակ, ձուլման որոշ մեթոդներ (օրինակ, ներարկման ձևավորում) որոշակի սահմանափակումներ են դնում ձուլման ձևի և դրա արտադրության պայմանների վերաբերյալ:
Դրոշմելու միջոցով ստացված բլանկները պետք է ավելի պարզ ձևով լինեն: Դրոշմման միջոցով անցքերի և խոռոչների արտադրությունը որոշ դեպքերում դժվար է, և պտույտների օգտագործումը կտրուկ մեծացնում է հետագա հաստոցների քանակը:
Կոնֆիգուրացիայի մեջ պարզ մասերի համար աշխատանքային մասը հաճախ գլորված արտադրանք է (ձողեր, խողովակներ և այլն): Չնայած այս դեպքում հաստոցների ծավալը մեծանում է, նման բլիթը կարող է բավականին խնայող լինել գլանվածքի ցածր գնի, նախապատրաստական գործողությունների գրեթե լիակատար բացակայության և մեքենայացման գործընթացի ավտոմատացման հնարավորության պատճառով:
Ձուլման և դարբնագործության համար աշխատանքային մասի չափերը գործնականում անսահմանափակ են: Հաճախ այս դեպքում սահմանափակող պարամետրը որոշակի նվազագույն չափեր է (օրինակ, ձուլման պատի նվազագույն հաստությունը, դարբնոցի նվազագույն քաշը): Դրոշմելը և ձուլման հատուկ տեխնիկան սահմանափակում են աշխատանքային մասի զանգվածը մինչև մի քանի տասնյակ կամ հարյուրավոր կիլոգրամ:
Ձուլվածքների և դարբնոցների ձևը (բարդության խումբը) և չափերը (զանգվածը) ազդում են դրանց արժեքի վրա: Ավելին, մշակված մասի զանգվածն ավելի ակտիվ է ազդում, քանի որ այն ներառում է սարքավորումների, գործիքների, ջեռուցման և այլնի ծախսեր: Ձուլածո և դրոշմված աշխատանքային մասերի արտադրության արժեքի զգալի նվազում է տեղի ունենում դրանց քաշի 2-ից մինչև 30 կգ աճով:
Աշխատանքային մասերի մակերեսային շերտի պահանջվող ճշգրտությունը և որակը
Աշխատանքային մասերի երկրաչափական ձևերի և չափերի պահանջվող ճշգրտությունը զգալիորեն ազդում է դրանց արժեքի վրա: Որքան բարձր են ձուլվածքների, դրոշմակնիքների և այլ բլանկների ճշգրտության պահանջները, այնքան բարձր է դրանց արտադրության արժեքը: Սա հիմնականում որոշվում է սարքավորումների ձևավորման արժեքի բարձրացմամբ (մոդելներ, ձուլվածքներ, կաղապարներ), դրա մաշվածության հանդուրժողականության նվազմամբ, ավելի բարձր ճշգրտության պարամետրերով սարքավորումների օգտագործմամբ (և, հետևաբար, ավելի թանկ) և աճով: դրա պահպանման և շահագործման ծախսերում։ Բլանկների մեծածախ գներում այս թանկացումն արտահայտվում է բազային գնի հավելավճարների տեսքով։ Ձուլման համար նպաստի չափերը կազմում են 3...6%, դրոշմակնիքների համար՝ 5...15%:
Աշխատանքային մասի մակերեսային շերտի որակը ազդում է դրա հետագա մշակման հնարավորության և մասի գործառնական հատկությունների վրա (օրինակ, հոգնածության ուժը, մաշվածության դիմադրությունը): Այն ձևավորվում է աշխատանքային մասի արտադրության գրեթե բոլոր փուլերում: Տեխնոլոգիական գործընթացը որոշում է ոչ միայն մակերեսի միկրոերկրաչափությունը, այլ նաև մակերեսային շերտի ֆիզիկական և մեխանիկական հատկությունները:
Որպես օրինակ՝ համեմատենք ավազի կաղապարներում և ճնշման տակ ձուլման արդյունքում ստացված բլանկները։ Առաջին դեպքում ստացվում է կոպիտ ոչ ճշգրիտ մակերես։ Նման աշխատանքային կտորը կտրելով մշակելիս, կտրիչի վրա անհավասար բեռ է առաջանում, որն իր հերթին նվազեցնում է մշակման ճշգրտությունը: Սա հատկապես ակնհայտ է ներքին մակերեսների մշակման ժամանակ:
Երկրորդ դեպքում, մշակման մասի մակերեսը ունի ցածր միկրոկոշտության բարձրություն, սակայն հովացման բարձր արագության և ձևի անհամապատասխանության պատճառով մետաղի մակերեսային շերտում առաջանում են առաձգական մնացորդային լարումներ: Վերջինս կարող է հանգեցնել ձուլման աղավաղման և ճաքերի: Երբեմն մնացորդային սթրեսները հայտնաբերվում են ոչ թե անմիջապես, այլ հետագա մշակման ժամանակ: Մետաղական շերտի մակերևույթից հեռացնելը խախտում է լարվածության հավասարակշռությունը և հանգեցնում պատրաստի մասի դեֆորմացման:
Աշխատանքային մասի նյութի տեխնոլոգիական հատկությունները
Բլանկների արտադրության յուրաքանչյուր մեթոդ պահանջում է նյութից որոշակի տեխնոլոգիական հատկություններ: Հետևաբար, հաճախ նյութը սահմանափակումներ է դնում աշխատանքային մասի ձեռքբերման մեթոդի ընտրության հարցում: Այսպիսով, մոխրագույն չուգունն ունի գերազանց ձուլման հատկություններ, բայց դարբնոցային չէ: Տիտանի համաձուլվածքներն ունեն բարձր հակակոռոզիոն հատկություն, սակայն դրանցից ձուլվածքներ կամ դարբնոցներ ստանալը շատ դժվար է։
Տեխնոլոգիական հատկությունները ազդում են բլանկների արտադրության արժեքի վրա: Օրինակ, ձուլման արտադրության մեջ չուգունից պողպատի անցումը մեծացնում է ձուլման արժեքը (առանց նյութի արժեքի) 20 ... 30% -ով: Լեգիրված և բարձր ածխածնային պողպատների օգտագործումը բլանկների արտադրության մեջ դրոշմման միջոցով բարձրացնում է դրանց արտադրության արժեքը 5...7%-ով:
Եթե նույն նյութից աշխատանքային մասերը ստացվում են տարբեր մեթոդներով (ձուլում, ձևավորում, եռակցում), ապա դրանք կունենան ոչ նույնական հատկություններ, քանի որ աշխատանքային մասի արտադրության գործընթացում նյութի հատկությունները փոխվում են: Այսպիսով, ձուլված մետաղը բնութագրվում է համեմատաբար մեծ հացահատիկի չափով, տարասեռությամբ քիմիական բաղադրությունըև մեխանիկական հատկությունները ձուլման հատվածի վրա, «մնացորդային լարումների և այլնի առկայություն: Մետաղը ճնշման մշակումից հետո ունի մանրահատիկ կառուցվածք, հատիկների որոշակի կողմնորոշում (ֆիբրիլացիա): Սառը ճնշման ձևավորումից հետո առաջանում է կարծրացում: Սառը -գլոցված մետաղն ավելի ամուր է ձուլված մետաղից 1,5 ... 3,0 անգամ Մետաղի պլաստիկ դեֆորմացիան հանգեցնում է հատկությունների անիզոտրոպության. մանրաթելերի երկայնքով ամրությունը մոտ 10...15%-ով ավելի է, քան լայնակի ուղղությամբ:
Եռակցումը հանգեցնում է բուն եռակցման և մերձեռակցման գոտում անհամասեռ կառուցվածքների ստեղծմանը: Անհամասեռությունը կախված է եռակցման եղանակից և եղանակից: Եռակցման հատկությունների առավել կտրուկ տարբերությունները ձեռք են բերվում ձեռքով աղեղային եռակցման միջոցով: Էլեկտրասլագը և ավտոմատ աղեղային եռակցումը տալիս են ամենաբարձր որակը և միատեսակ կարը:
Ապրանքի թողարկման ծրագիր
Արտադրական ծրագիրը, այսինքն՝ որոշակի ժամանակահատվածում (սովորաբար մեկ տարի) արտադրված ապրանքների քանակը բլանկների արտադրության մեթոդի ընտրությունը որոշող ամենակարևոր գործոններից է: Յուրաքանչյուր տեխնոլոգիական գործընթացի վրա դրա ազդեցությունը կարելի է հեշտությամբ հետևել մեկ աշխատանքային մասի արժեքով.
Հետ զագ = a + b / P (4.1)
կամ արտադրական խմբաքանակ.
Հետ = ա P +բ, (4.2)
որտեղ ա- ընթացիկ ծախսեր (սպառվող նյութի արժեքը, հիմնական աշխատողների աշխատավարձը, սարքավորումների և գործիքների շահագործման ծախսերը և այլն); բ - միանվագ ծախսեր (սարքավորումների, գործիքների, դրանց մաշվածության և վերանորոգման համար). P - արտադրության խմբաքանակի չափը, հատ:
Ակնհայտ է, որ խմբաքանակի չափի մեծացումը հանգեցնում է աշխատանքային մասի արժեքի նվազմանը: Այնուամենայնիվ, ծախսերի այս կրճատումը պարզ չէ: Պ–ի արժեքի նկատմամբ արտադրական խմբաքանակի ավելացմամբ եսանհրաժեշտ է լրացուցիչ սարքավորումների, տեխնոլոգիական սարքավորումների ներդրում։ Ինքնարժեքի կախվածությունը լոտի չափից այս դեպքում ձեռք է բերում ավելի բարդ (փուլային) բնույթ (նկ. 4.2):

Բրինձ. 4.2. Ինքնարժեքի կախվածությունը բլանկների խմբաքանակից (1) և մեկ դատարկ (2) արտադրության լոտի չափից P:
P 1, P 2 - լոտի չափերի կրիտիկական արժեքներ

Բրինձ. 4.3. Աշխատանքային մասի արտադրության տեխնոլոգիական գործընթացների ինքնարժեքի C համեմատություն (տարբերակներ 1 i 2) inկախված արտադրության լոտի չափից
Բլանկների արտադրության տեխնոլոգիական գործընթացների երկու (կամ մի քանի) տարբերակների համեմատությունը կարող է իրականացվել գրաֆիկորեն (նկ. 4.3): Խաչմերուկի կետը տալիս է Pk արտադրության կրիտիկական խմբաքանակ, որն առանձնացնում է որոշակի տեխնոլոգիական գործընթացի ռացիոնալ կիրառման ոլորտները:
Թողարկման ծրագիրը թույլ է տալիս նաև որոշել բլանկների ստացման տարբեր մեթոդների օգտագործման տնտեսապես իրագործելի սահմանները (նկ. 4.4):

Բրինձ. 4.4. Վզկապ (ա)և աշխատանքային մասի արժեքի կախվածությունը դրա արտադրության եղանակից և արտադրության խմբաքանակի չափից (բ)
Արտադրական կարողություններձեռնարկություններ
Նոր տեսակի բլանկների արտադրություն կազմակերպելիս, բացի տեխնոլոգիական գործընթացների զարգացումից, անհրաժեշտ է հաստատել նոր սարքավորումների, արտադրական տարածքների, համագործակցային հարաբերությունների, լրացուցիչ նյութերի, էլեկտրաէներգիայի, ջրի և այլնի անհրաժեշտություն: Այս դեպքում սարքավորումների, գործիքների և նյութերի ընտրությունը կատարվում է նախնական տեխնիկական բնութագրերի հիման վրա, - տնտեսական վերլուծություն:
Գործող ձեռնարկության համար տեխնոլոգիական գործընթաց նախագծելիս այն պետք է կապված լինի այս ձեռնարկության հնարավորությունների հետ: Դա անելու համար անհրաժեշտ է տեղեկատվություն ունենալ առկա սարքավորումների տեսակի և քանակի, արտադրական տարածքների, վերանորոգման բազայի հնարավորությունների, օժանդակ ծառայությունների և այլնի մասին:
Վերը նշված գործոններից շատերը փոխկապակցված են: Օրինակ, ձուլման ներմուծումը մետաղական կաղապարների մեջ (սառեցման կաղապարներ) կարող է զգալիորեն նվազեցնել ձուլարանում արտադրական տարածքի անհրաժեշտությունը (մեքենաների ընդհանուր չափերը կրճատվում են, կաղապարման նյութերի սպառումը կրճատվում է և այլն): Բայց, մյուս կողմից, կաղապարների արտադրությունն ու վերանորոգումը պահանջում է լրացուցիչ ծախսեր գործիքների և վերանորոգման խանութներում:
Ձեռնարկությունում աշխատողների և ինժեներների որակավորման առկայությունը և մակարդակը նույնպես որոշակի ազդեցություն ունեն աշխատանքային մասի արտադրության մեթոդի ընտրության վրա: Որքան ցածր են աշխատողների որակավորումը և որքան մեծ է արտադրական ծրագիրը, այնքան ավելի մանրամասն է անհրաժեշտ մշակել տեխնոլոգիական փաստաթղթեր, այնքան մեծ է բեռը ձեռնարկության տեխնոլոգիական ծառայությունների վրա և որքան բարձր են պահանջները ճարտարագետների որակավորման համար:
Արտադրության տեխնոլոգիական պատրաստման տեւողությունը
Արտադրության տեխնոլոգիական պատրաստման գործընթացում լուծվում են հետևյալ խնդիրները՝ տեխնոլոգիական նախագծում՝ տեխնոլոգիական գործընթացների մշակում, երթուղային քարտեզներ և այլն; ռացիոնալացում - գործառնությունների աշխատանքի ինտենսիվության և մասերի նյութական սպառման հաշվարկներ. հիմնական և օժանդակ սարքավորումների և տեխնոլոգիական սարքավորումների նախագծում և արտադրություն.
Արտադրության տեխնոլոգիական պատրաստման ժամանակաշրջանի բարդությունը կայանում է նրանում, որ բոլոր աշխատանքները պետք է իրականացվեն որքան հնարավոր է շուտ՝ նվազագույն աշխատուժի ինտենսիվությամբ և ծախսերով: Արտադրության պատրաստման ժամկետի երկարաձգումը կարող է հանգեցնել արտադրանքի հնացման, կապիտալ ներդրումների վերադարձի նվազմանը և այլն: Հետևաբար, նպատակահարմար է սկսել պատրաստումը նույնիսկ արտադրանքի նախագծման ժամանակ:
Արտադրության տեխնոլոգիական պատրաստման տեւողությունը և ծավալը որոշվում է արտադրված արտադրանքի բարդությունից, օգտագործվող տեխնոլոգիական գործընթացների բնույթից և արտադրության տեսակից: Որքան մեծ է օգտագործվող սարքավորումների քանակն ու բարդությունը, այնքան մեծ է ուսուցման ծավալն ու տեւողությունը: Զանգվածային և սերիական արտադրության պայմաններում հատկապես մանրամասնորեն իրականացվում է տեխնոլոգիական պատրաստում։ Մեկ արտադրության մեջ տեխնոլոգիական պատրաստումը սահմանափակվում է արտադրության համար անհրաժեշտ նվազագույն տվյալների մշակմամբ։ Դրանց դետալավորումը վերապահված է խանութի տեխնոլոգիական ծառայություններին։ Որոշ դեպքերում (օրինակ՝ արտադրության մեջ «խցանները» վերացնելու համար), պատրաստման ժամկետը նվազեցնելու համար ընտրվում է բլանկների արտադրության մեթոդ, որը պահանջում է նվազագույն ծախսեր՝ իրականացման համար անհրաժեշտ սարքավորումների, գործիքների և գործիքների արտադրության համար։ այս տեխնոլոգիական գործընթացին:
ԲԼԱՆԿՆԵՐԻ ՍՏԱՑՄԱՆ ՄԵԹՈԴԻ ԸՆՏՐՈՒԹՅԱՆ ՄԵԹՈԴ
Առաջին փուլում մանրակրկիտ վերլուծվում են արտադրանքի մանրամասն և մոնտաժային գծագրերը, կառուցվածքային տարրերի փոխհարաբերությունները հավաքման, շահագործման և վերանորոգման ընթացքում: Վերլուծությունն ուղեկցվում է գծագրերի քննադատական գնահատմամբ՝ արտադրականության և տեխնիկական պահանջների վավերականության տեսանկյունից: Հայտնաբերված բոլոր թերությունները շտկվում են դիզայնի մշակողի հետ միասին:
Այնուհետև, ելնելով տվյալ արտադրական ծրագրից, սահմանվում են հիմնական մասերի և հավաքների կոնֆիգուրացիան և չափերը, ինչպես նաև ձեռնարկության արտադրական հնարավորությունները, ապագա արտադրական գործընթացի տեսակը և բնույթը (մեկ, սերիական կամ զանգվածային, խմբակային կամ ներդիրում):
Մասի նախագծմանը և տեխնիկական պահանջներին համապատասխան՝ սահմանվում են աշխատանքային մասի տեսակի ընտրությունը և դրա արտադրության տեխնոլոգիան որոշող հիմնական գործոնները: Գործոնները պետք է դասավորվեն ըստ իրենց կարևորության նվազման:
Վերլուծելով վերը քննարկված գործոնների ազդեցության աստիճանը, ընտրվում են մեկ կամ մի քանի տեխնոլոգիական գործընթացներ, որոնք ապահովում են պահանջվող որակի բլանկների արտադրությունը: Միաժամանակ ստուգվում է համակցված բլանկների օգտագործման հնարավորությունը։ Բլանկների ստացման օպտիմալ մեթոդի ընտրության նախնական փուլում կարող եք օգտագործել այսպես կոչված Գործոնի ազդեցության մատրիցա(Աղյուսակ 4.1): Դրանում յուրաքանչյուր գործոնի գնահատումը կատարվում է «գումարած - մինուս» կամ օգտագործելով հատուկ քաշային գործակից (0-ից 1): Լավագույն մեթոդը համարվում է ավելի շատ պլյուսներ կամ գործակիցների ավելի մեծ գումար ունեցող մեթոդը։
Նյութեր և պահանջներ մասի որակի համար:
Ժամանակակից մեքենաշինության հիմնական միտումը նյութերի օգտագործումն է, որոնք ապահովում են անհրաժեշտ կառուցվածքային և գործառնական հատկությունները, մշակման բոլոր փուլերում աճող մեքենայականությամբ: Այլ կերպ ասած, նյութերը պետք է ունենան որոշակի տեխնոլոգիական հատկությունների անհրաժեշտ մարժա՝ ճկունություն, դրոշմելիություն, հոսունություն, եռակցվածություն, մշակելիություն:
Դեֆորմացվող նյութերի համար անհրաժեշտ տեխնոլոգիական հատկությունը տեխնոլոգիական պլաստիկությունն է: Որքան ցածր է նյութի պլաստիկությունը, այնքան ավելի դժվար է մետաղի ձևավորման միջոցով բարձրորակ աշխատանքային մաս ստանալը, որքան բարդ է տեխնոլոգիական գործընթացը, այնքան բարձր է մասի արժեքը: Այսպիսով, դժվար դեֆորմացվող բարձր ամրության համաձուլվածքներից դարբնոցների արտադրության մեջ միշտ չէ, որ հնարավոր է հասնել դեֆորմացիայի պահանջվող աստիճանի մեկ ջեռուցման մեջ, հետևաբար, անհրաժեշտ է ներմուծել լրացուցիչ միջանկյալ ջեռուցում, ինչը զգալիորեն մեծացնում է արժեքը: և դարբնոցային արտադրության աշխատասիրությունը։ Տեխնոլոգիական պլաստիկության նկատմամբ հատկապես խիստ պահանջներ են դրվում այն համաձուլվածքների վրա, որոնցից ստացված արտադրանքները ենթարկվում են ճնշման ճնշման միջոցով մետաղների սառը մշակման՝ արտամղման, գծման, ճկման, ձուլման:
Ձուլվածքների արտադրության մեթոդ ընտրելիս անհրաժեշտ է նաև հաշվի առնել համաձուլվածքների տեխնոլոգիական հատկությունները։ Օրինակ, եթե նյութն ունի ցածր ձուլման հատկություն (ցածր հեղուկություն, փոքրանալու մեծ միտում և այլն), խորհուրդ չի տրվում օգտագործել այնպիսի մեթոդներ, ինչպիսիք են ձուլումը կամ ներարկման ձուլումը այս նյութից ձուլման համար, քանի որ ցածր համապատասխանության պատճառով. կարող են առաջանալ մետաղական կաղապարներ, ձուլման լարումներ, ձուլման աղավաղումներ և ճաքեր: Նման դեպքերում նպատակահարմար է կիրառել մեթոդներ՝ խեցի ձուլում և ձուլում ավազա-կավե կաղապարներում։
Համաձուլվածքները, որոնք հակված են գազերի կլանման ավելացմանը (ալյումինի վրա հիմնված ձուլման համաձուլվածքներից շատերը) անցանկալի են ներարկման ձուլման համար. Կենտրոնախույս ձուլման համար բացառվում է առանձնացման հակված համաձուլվածքների օգտագործումը:
Տեխնիկական պայմաններում կրիտիկական, մեծ բեռնված մասերի, փոփոխական բեռների տակ աշխատող մասերի համար, հատուկ միջավայրերում (տուրբինների կառուցման մասեր, էներգատեխնիկա, օրինակ՝ լիսեռներ, շարժակներ, շարժակներ, ռոտորներ, տուրբինային և կոմպրեսորային սկավառակներ և այլն): , նշեք որոշակի պահանջներ նյութի որակի, ֆիզիկական և մեխանիկական հատկությունների համար:
Պողպատե ձուլվածքների արտադրության գործընթացը շատ ավելի բարդ է, քան չուգունը, քանի որ պողպատի ձուլման հատկությունները ավելի ցածր են, քան չուգունը: Նեղացման ծակոտկենության ձևավորումը կանխելու համար անհրաժեշտ է մեծ շահույթ, որի քանակը կարող է հասնել ձուլման ծավալի 60%-ին, ինչը հանգեցնում է նյութի սպառման 1,6 անգամ ավելացման: Հաշվի առնելով պողպատի նվազեցված հեղուկությունը, դարպասի ալիքների խաչմերուկը պետք է ավելացվի 1,5–3,0 անգամ: Այս ամենն, իհարկե, նվազեցնում է մետաղի օգտագործման արագությունը, բարձրացնում մասերի ինքնարժեքը։
Աղյուսակում. 2.10-ը ցույց է տալիս մեծածախ գները մեկ տոննա պողպատե ձուլվածքների համար որոշ քաշային խմբերի համար: Համեմատող աղյուսակ. 2.7 և 2.10 նույն զանգվածի և բարդության խմբի՝ երկաթից և պողպատից պատրաստված ձուլվածքների համար, կարելի է նշել, որ կառուցվածքային չլեգիրված և ցածր լեգիրված պողպատներից ձուլվածքների մեծածախ գները մոտ են բարձր ամրության համանման ձուլվածքների գներին: չուգուն.
Հաշվի առնելով ճկուն արդուկների ավելի բարձր ձուլման հատկությունները, դրանց ամրությունը և ճկունությունը՝ անհրաժեշտ է գնահատել պողպատե ձուլումը ճկուն երկաթի ձուլվածքով փոխարինելու հնարավորությունը։
ԽՍՀՄ-ում ձուլարանային արտադրության կառուցվածքում գունավոր մետաղներից և համաձուլվածքներից ձուլումը կազմում է մոտ 4%: Այնուամենայնիվ, վերջին տարիներին նկատվում է գունավոր համաձուլվածքների ավելի լայն կիրառման միտում՝ ձևավորված ձուլվածքների արտադրության համար: Դրան նպաստում է գունավոր մետաղների համաձուլվածքներին բնորոշ մի շարք հատուկ ֆիզիկաքիմիական և ֆիզիկամեխանիկական հատկությունների առկայություն և, առաջին հերթին, բարձր տեսակարար ուժը: Աղյուսակում. 2.11-ը ցույց է տալիս որոշ նյութերի հատուկ ամրության արժեքները, որոնք սահմանվում են որպես նյութի առաձգական ուժի և դրա խտության հարաբերակցությունը: Ինչպես երևում է աղյուսակի տվյալներից, նյութերը, ինչպիսիք են ալյումինը և տիտանի համաձուլվածքները, ունեն ավելի բարձր հատուկ ուժ, ինչը հնարավորություն է տալիս զգալիորեն նվազեցնել արտադրանքի քաշը, երբ դրանք օգտագործվում են:
Գունավոր մետաղների համաձուլվածքներից ձուլման նյութերի մեջ ամենալայն կիրառություն են գտել ալյումինի համաձուլվածքները։ Ալյումինե համաձուլվածքներից ձուլվածքները կազմում են գունավոր ձուլվածքների ընդհանուր արտադրանքի մոտ 70%-ը. 25%-ը պղնձի համաձուլվածքի ձուլվածքներն են։ Վերջին տարիներին զգալի առաջընթաց է գրանցվել հրակայուն մետաղների, մասնավորապես տիտանի օգտագործման յուրացման գործում, ինչը զգալիորեն ընդլայնել է դրանց կիրառման շրջանակը, այդ թվում՝ ձևավորված ձուլվածքների արտադրության համար։
Ձուլման ամենաբարձր հատկություններն ունեն ալյումին-սիլիկոնային համակարգի համաձուլվածքները, այսպես կոչված, սիլումինները։ Այս համաձուլվածքները լայնորեն օգտագործվում են ավտոմոբիլային, ավիացիոն, գործիքների, մեքենաների, նավաշինության և էլեկտրական արդյունաբերության մեջ, քանի որ ունեն ձուլման բարձր հատկություններ, բավարար ճկունություն և մեխանիկական ուժ և բավարար կոռոզիոն դիմադրություն: Սիլյումիններից ստացվում են բարդ կոնֆիգուրացիայի մասերի ձուլվածքներ՝ աշխատելով միջին և նշանակալի բեռների տակ։
Ալյումին-պղինձ համակարգի համաձուլվածքներն ունեն ցածր ձուլման հատկություններ, ցածր ճկունություն և կոռոզիոն դիմադրություն, բայց լավ մշակվում են կտրելու միջոցով: Բյուրեղացման լայն շրջանակի պատճառով այս համակարգի համաձուլվածքները հակված են կծկվող ճաքերի և ցրված նեղացող ծակոտկենության առաջացմանը։ Տարբերակիչ հատկանիշայս համաձուլվածքները `ջերմակայունություն: Կիրառման հիմնական ոլորտը ինքնաթիռաշինությունն է։
Պղինձ և սիլիցիում պարունակող բարդ ալյումինե համաձուլվածքները ունեն բարձր հեղուկություն, կոռոզիոն դիմադրություն և լավ եռակցման ունակություն: Դրանք օգտագործվում են տարբեր գործիքների պատյանների, ավտոմոբիլային և տրակտորային մխոցների, օդանավերի շարժիչների մասերի արտադրության համար։
Բոլոր ձուլված ալյումինե համաձուլվածքների ալյումին-մագնեզիումային համաձուլվածքներն ունեն ամենաբարձր մեխանիկական հատկությունները, ցածր խտությունը, բարձր կոռոզիոն դիմադրությունը և ամրությունը: Դրանք օգտագործվում են ձուլվածքների արտադրության մեջ, որոնք ունեն բարձր վիբրացիոն բեռներ կամ ենթարկվում են ծովի ջրին: Օքսիդացման բարձր հակվածության, կծկվող ճաքերի և փխրունության ձևավորման, բորբոս խոնավության հետ փոխազդեցության, ցածր հեղուկության պատճառով, այդ համաձուլվածքներից ձուլվածքների արտադրությունը զգալի տեխնոլոգիական դժվարություններ է առաջացնում:
Համահալվածքները, որոնք ներառված չեն դիտարկվող համակարգերում, դասակարգվում են որպես բարդ համաձուլվածքներ. դրանք օգտագործվում են բարձր ջերմաստիճաններում և ճնշումներում աշխատող ձուլվածքների համար, որոնք պահանջում են մեծ չափերի կայունություն, եռակցված կառույցների և մասերի արտադրության համար, որոնք լավ մշակված են կտրումով:
Արժեքի նվազեցման ամենամեծ ազդեցությունը ձեռք է բերվում քաշի ճշգրտության գործակիցը մեծացնելով, քանի որ մետաղի ծախսային հոդվածը շատ անգամ ավելի բարձր է, քան մեքենայի մասերի արտադրության ցանկացած այլ ծախս: Ինչպես է փոխվում քաշի ճշգրտության գործակիցը և մետաղի օգտագործման գործակիցը կցամասի դարբնոցների արտադրության մեջ, ցույց է տրված նկ. 3.33.
Որոշ դեպքերում, օպտիմալ աշխատանքային մաս ընտրելու համար, նպատակահարմար է համեմատել ձուլման և մետաղի ձևավորումը միմյանց հետ: Եթե մի մասը կարելի է ձեռք բերել և՛ ձուլվածքից, և՛ դարբնոցից, ապա նախևառաջ անհրաժեշտ է գնահատել մասի վրա դրված պահանջները ըստ աշխատանքային պայմանների (բեռների բնույթը, մեխանիկական հատկությունների արժեքները, խտության պահանջները, չափերը և այլն): հատիկների դասավորությունը և այլն) .դ.): Սովորաբար այդ պահանջները սահմանվում են դիզայների կողմից և սահմանվում են պատրաստի մասի գծագրում: Կարևոր մասերը, որոնք ենթակա են մեխանիկական հատկությունների, հատկապես հարվածային ուժի նկատմամբ պահանջների ավելացման, խորհուրդ է տրվում պատրաստել կեղծված կամ դրոշմված բլանկներից: Տաք ձուլվածքը լավագույնս համեմատվում է ներարկման ձուլման, ձուլման և հեղուկ մետաղի դրոշմման հետ:
Եթե մասը հարմար է դրոշմելու և ներարկման ձևավորման համար, ապա արտադրության մեթոդ ընտրելիս պետք է հաշվի առնել հետևյալը.
համաձուլվածքի հալման ջերմաստիճանը. Օրինակ, մի մասը պատրաստված է պղնձի համաձուլվածքից։ Պղնձի համաձուլվածքների ճնշումային ձուլման ժամանակ կաղապարների ամրությունը միջինում 5-10 հազար հատ է։ ձուլվածքներ, մեռնող ամրություն 10-20 հազ. դարբնոցներ. Բացի այդ, ձևաթղթերի արժեքը 1,5-2 անգամ բարձր է նամականիշի արժեքից: Պետք է հիշել, որ ներարկման ձուլման միջոցով արտադրված պղնձի համաձուլվածքներից պատրաստված մասերի մակերեսի կոշտության պարամետրը վատանում է, քանի որ կաղապարը մաշվում է, քանի որ կաղապարի մակերեսին հայտնվում է հրդեհային ճաքերի ցանց.
Փոշի մետալուրգիայի՝ որպես տարբեր տեսակի աշխատանքային կտորների արտադրության արդյունաբերական մեթոդի հատկանշական առանձնահատկությունն է հումքի օգտագործումը փոշիների տեսքով, որոնք այնուհետ սեղմվում կամ ձուլվում են որոշակի չափերի արտադրանքի և ենթարկվում ջերմային մշակման (սինթրման) ջերմաստիճանը ցածր հալման կետից:
լիցքի հիմնական բաղադրիչը.
Փոշի մետալուրգիայի տեխնոլոգիայի հիմնական տարրերը հետևյալն են.
ելանյութերի փոշիների ստացում և պատրաստում, որոնք կարող են լինել մաքուր մետաղներ կամ դրանց
համաձուլվածքներ, մետալոիդներ, մետաղների միացություններ ոչ մետաղներով և այլ քիմիական միացություններով.
«պահանջվող ձևի արտադրանքի պատրաստի խառնուրդից սեղմում հատուկ կաղապարներում, այսինքն՝ ապագա արտադրանքի ձուլում.
Սեղմված արտադրանքի ջերմային մշակումը (կամ սինթրումը)՝ նրանց վերջնական ֆիզիկական, մեխանիկական և այլ հատկություններով ապահովելով։ AT արդյունաբերական պրակտիկաերբեմն նկատվում են շեղումներ բնորոշ տեխնոլոգիական գործընթացից, օրինակ՝ սեղմման և սինթեզման համադրություն, ծակոտկեն բրիկետի ներծծում հալած մետաղով, սինթրեված կիսաֆաբրիկատի լրացուցիչ սեղմում կամ չափաբերում, սինթրած արտադրանքի լրացուցիչ մեխանիկական մշակում և այլն:
Փոշի մետալուրգիայի առավելությունները հետևյալն են.
հրակայուն նյութերից, կեղծ համաձուլվածքներից (օրինակ՝ պղինձ - վոլֆրամ, երկաթ - գրաֆիտ), նախապես որոշված ծակոտկենությամբ ծակոտկեն նյութերից (զտիչներ, ինքնաքսող առանցքակալներ) մասերի արտադրության հնարավորությունը.
նյութերի զգալի խնայողություններ՝ վերջնական չափսերով արտադրանքները սեղմելու հնարավորության պատճառով, որոնք կարիք չունեն (կամ գրեթե կարիք չունեն) հետագա մշակման. արտադրության թափոններն այս դեպքում չեն գերազանցում 1-5%-ը.
բարձր մաքրության նյութերից արտադրանք ստանալու հնարավորությունը, քանի որ փոշու մետալուրգիայի միջոցով մասերի արտադրության մեջ (ի տարբերություն ձուլման), բացառվում է վերամշակված նյութի մեջ որևէ աղտոտման ներմուծումը.
Տեխնոլոգիայի հիմունքները մեքենաշինության մեջ
Մեքենաշինության մեջ պետք է առանձնացնել երեք հիմնական տեխնոլոգիական փուլ.
Բիլետի արտադրություն իրականացվում է երկու եղանակով.
պլաստիկ դեֆորմացիայի մեթոդ;
ձուլման մեթոդ.
Բլանկների արտադրություն պլաստիկ դեֆորմացիայի մեթոդներով.Մասեր ստանալու համար օգտագործվում են տարբեր բլանկներ: Մետաղական բլանկները պատրաստվում են ձուլման, գլանման, դարբնոցի, դրոշմման և այլ եղանակներով։
Պլաստիկ դեֆորմացիայի մեթոդները օգտագործվում են պողպատից, գունավոր մետաղներից և դրանց համաձուլվածքներից, ինչպես նաև պլաստմասսայից, կաուչուկից, բազմաթիվ կերամիկական նյութերից և այլնից մշակվող կտորներ արտադրելու համար: ապրանքներ.
Տեխնոլոգիայի կարևոր խնդիրն է ձեռք բերել բլանկներ, որոնք ձևով և չափերով հնարավորինս մոտ են պատրաստի մասերին: Պլաստիկ դեֆորմացիայի մեթոդներով ստացված աշխատանքային կտորները ունեն նվազագույն հաստոցներ, և երբեմն դա ընդհանրապես չեն պահանջում: Բարելավված են մետաղի մշակման կառուցվածքը և դրա մեխանիկական հատկությունները պլաստիկ դեֆորմացիայից հետո:
Մետաղների ձևավորումը հիմնված է պլաստիկ դեֆորմացիայի վրա: Այս մեթոդը օգտագործվում է մետաղներից և համաձուլվածքներից մի քանի գրամից մինչև հարյուր տոննա կշռող բլանկներ և ապրանքներ արտադրելու համար: Մետաղների ձևավորումը ներառում է՝ գլանվածք, դարբնագործություն, դրոշմում, սեղմում և գծում: Սա մեքենայի մասերի համար բլանկներ ստանալու առաջադեմ և տարածված մեթոդներից է։
Մետաղների ձևավորումը հիմնված է մշակվող նյութի պլաստիկության վրա: Պլաստիկությունը նյութի կարողությունն է փոխել իր ձևն անշրջելիորեն և առանց արտաքին ուժերի ազդեցության տակ փլուզվելու: Ճնշմամբ մշակելիս աշխատանքային մասի ձևը փոխվում է առանց դրա զանգվածը փոխելու: Ճնշման մշակման կարող են ենթարկվել միայն այն նյութերը, որոնք սառը կամ տաքացած վիճակում ունեն պլաստիկություն։ Օրինակ, չուգուն չի կարող ենթարկվել ճնշման տակ: Համաձուլվածքների պլաստիկությունը կախված է դրանց բաղադրությունից, դեֆորմացիայի ջերմաստիճանից (որքան բարձր է ջերմաստիճանը, այնքան մեծ է պլաստիկությունը, սակայն դեֆորմացիայի ջերմաստիճանը չպետք է գերազանցի 0,4 Tm), դեֆորմացիայի աստիճանից (դեֆորմացիայի աստիճանի աճի դեպքում պլաստիկությունը նվազում է):
Պինդ մարմինների պլաստիկ դեֆորմացիան տեղի է ունենում բյուրեղագրական հարթություններով ատոմների տեղաշարժի արդյունքում, որոնցում գտնվում են ամենամեծ թվով ատոմները։ Բյուրեղային ցանցի աղավաղման արդյունքում - սառը վիճակում դեֆորմացման ժամանակ աշխատանքային կարծրացում - բյուրեղի հատկությունները փոխվում են. կարծրություն, ամրություն, փխրունություն մեծանում է; նվազեցված պլաստիկություն, մածուցիկություն, կոռոզիոն դիմադրություն, էլեկտրական հաղորդունակություն: Պլաստիկ հատկությունները վերականգնելու, կարծրացումը վերացնելու համար կատարվում է ապաբյուրեղացման եռացում, որից հետո նյութը ձեռք է բերում իր նախկին հատկությունները։ Այս դեպքում կարծրացման անկայուն վիճակից նյութն աստիճանաբար անցնում է կայուն, հավասարակշռված վիճակի։
Գլանափաթեթը ձևավորման ամենատարածված մեթոդն է: Ամբողջ հալվող պողպատի մոտ 90%-ը, իսկ գունավոր մետաղների և համաձուլվածքների մեծ մասը ենթարկվում է գլանման: Գլանվածքի էությունը գլանման պտտվող գլանափաթեթների միջև աշխատանքային մասի պլաստիկ դեֆորմացիան է:
Գլանվածք մետաղը ուղղակիորեն օգտագործվում է մեքենաների կառուցվածքներում, դրանից պատրաստվում են սարքավորումների մեխանիզմներ, կամուրջների մետաղական կոնստրուկցիաներ, ֆերմերներ, մահճակալներ, գամված և եռակցված արտադրանքներ, երկաթբետոնե կոնստրուկցիաներ և այլն; այն նաև ծառայում է որպես բլանկ մեքենայական խանութների, ինչպես նաև հետագա կեղծման և դրոշմման համար:
երկրաչափական ձև խաչաձեւ հատվածըգլորված արտադրանքը կոչվում է իր պրոֆիլը, տարբեր չափերի պրոֆիլների հավաքածուն կոչվում է միջակայք: Գլանափաթեթների տեսականին շատ բազմազան է և բաժանված է հինգ խմբի.
1. Երկար արտադրանք, որոնք բաժանված են երկու ենթախմբի.
ա) պարզ երկրաչափական ձևի պրոֆիլներ (ուղղանկյուն, քառակուսի, շրջան և այլն);
բ) բարդ ձևավորված երկրաչափական ձևերի պրոֆիլներ (ալիք, ռելս, I-beam և այլն):
2. Թիթեղ, որը նույնպես բաժանվում է երկու ենթախմբի.
ա) բարակ թերթ (0,2 - 4 մմ հաստությամբ պողպատի համար, գունավոր մետաղների համար `0,05 - 2 մմ);
բ) հաստ թերթ (4 - 60 մմ պողպատի և մինչև 25 մմ գունավոր մետաղների համար): 0,2 մմ-ից պակաս հաստությամբ մետաղական թիթեղը կոչվում է փայլաթիթեղ:
3. Խողովակների գլանվածքը բաժանվում է.
ա) անխափան խողովակներ (30 - 650 մմ տրամագծով պողպատի համար);
բ) եռակցված խողովակներ (10 -1420 մմ տրամագծով պողպատի համար):
4. Պարբերական վարձույթ. Գլանվածքի այս խմբի պրոֆիլները դատարկ են, որի երկրաչափական ձևը և խաչմերուկի տարածքը պարբերաբար փոխվում է իր երկարությամբ: Պարբերական գլանվածքն օգտագործվում է որպես դատարկ հետագա դրոշմման համար:
5. Հատուկ վարձույթ. Սա ներառում է անիվներ, օղակներ, անվադողեր, գնդիկավոր առանցքակալներ և այլ պատրաստի արտադրանք:
Գլանվածքի արտադրության հիմնական տեխնիկական և տնտեսական ցուցանիշները ներառում են. մետաղի սպառում 1 տոննա պատրաստի արտադրանքի համար. գլանման գործարանի ժամային արտադրողականություն; շարժակազմի արագություն; հիմնական կրիչների ընդհանուր հզորությունը (կՎտ); հիմնական կրիչների հզորության միավորի ելքը. լավ գլանվածքի եկամտաբերություն (%); վառելիքի սպառում 1 տոննա համապատասխան գլանվածքի համար (հազար կալ.), էներգիա (կՎտժ); արտադրանքի որակը; արտադրության արժեքը ըստ տեսականու տեսակների. աշխատանքի արտադրողականությունը։ Տեխնիկական և տնտեսական այս ցուցանիշները բնութագրում են աշխատանքային գործիքների առկայությունը և օգտագործումը՝ ձեռնարկության հիմնական միջոցների հիմնական մասը՝ իրենց նշանակությամբ և տեսակարար կշռով: Մետաղական սպառումը 1 տոննա արտադրանքի համար հաշվարկվում է բանաձևով.
որտեղ ա, բև գ- մետաղի կորուստ գլանման ժամանակ, համապատասխանաբար, թափոնների, կտրվածքների և ջարդոնի համար, t;
Գ- պատրաստի գլանվածքի քաշը, տ;
Կ պ- 1 տոննա համապատասխան գլանվածքի դիմաց սպառվող մետաղի քանակությունը բնութագրող ծախսերի գործակիցը.
Գլորման արագությունը կարող է որոշվել բանաձևով.
որտեղ D-ը գլանափաթեթների տրամագիծն է, մմ;
n-ը գլանափաթեթների պտույտների թիվն է րոպեում:
Գլանման գործարանի ժամային արդյունք R:
որտեղ 3600-ը վայրկյանների թիվն է 1 ժամում;
Տ- շարժակազմի ժամանակաշրջան, s;
AT- ձուլակտորների զանգված, տ.
Գլանվածքի արտադրության արժեքի կառուցվածքում մոտ 90%-ը մետաղի ծախսերն են։ Այստեղից կարելի է եզրակացնել, որ գլանվածքի արտադրության մեջ արտադրության ինքնարժեքի նվազեցման ամենաարդյունավետ գործոններն են. մինուս շեղումներով գլանվածքի արտադրություն; ամուսնության անկում թափոնների վերամշակում.
Դարբնագործությունը և դարբնոցը լայնորեն կիրառվում են մետաղների ձևավորման մեթոդներ: Սրանք արտադրանքի արտադրության մեթոդներ են, որոնք կոչվում են դարբնոցներ: Դարբնագործություն - միակը հնարավոր ճանապարհավելի քան 250 տոննա կշռող խոշոր արտադրանքի արտադրություն, ինչպիսիք են հիդրոգեներատորների լիսեռները, տուրբինային սկավառակները, նավերի շարժիչների ծնկաձև լիսեռները, գլանափաթեթները և այլն։
Դարբնագործությունը կոչվում է «ազատ», քանի որ մետաղը, որը պլաստիկորեն դեֆորմացվում է մուրճի կամ մամլիչի հարվածների ազդեցության տակ, ազատորեն շարժվում է այն ուղղությամբ, որտեղ նվազագույն դիմադրություն է ունենում:
Դարբնագործության համար հատուկ ձևաթղթեր չեն օգտագործվում: Բիլետը, որը ձուլակտոր, պրոֆիլ կամ պարբերական գլանվածք է, դրվում է սալաքարի (կոտի) վրա։ Հիմնական և օժանդակ գործողությունների որոշակի հաջորդականության փոփոխությունը դարբնոցի ազատ գործընթացն է: Դարբնագործության անվճար գործողությունները ներառում են՝ խռովել, ծակել, ճաքել, ծալել, կտրել, ոլորել և այլն:
Ծավալային դրոշմման միջոցով ապրանքներ ստանալիս օգտագործվում է հատուկ սարքավորում՝ դրոշմակնիքներ։ Նամականիշերը մետաղյա կաղապար են, որն ունի խոռոչ, որի չափերն ու կոնֆիգուրացիան համապատասխանում են ապագա մասի չափերին և կոնֆիգուրացիային:
Դարբնագործությունը մի շարք առավելություններ ունի դարբնագործության նկատմամբ. Դեղագործությունը կարող է արտադրել բարդ կոնֆիգուրացիայի, չափերի ավելի բարձր ճշգրտության և մակերեսի որակի դարբնոցներ: Մեքենաների մշակման չափը զգալիորեն (3-4 անգամ) ավելի ցածր է, քան դարբնոցը, և, հետևաբար, մետաղի ավելի քիչ կորուստ կա չիպերի մեջ և ավելի քիչ հետագա մշակման ծավալը: Բացի այդ, դրոշմելը շատ անգամ ավելի արդյունավետ է, քան դարբնոցը: Ուստի տնտեսապես ավելի նպատակահարմար է սերիական և զանգվածային արտադրության մեջ օգտագործել ծավալային դրոշմումը։
Առավելագույն քաշըԴարբնոցից ստացված դարբնոցը 3 տոննա է Դարբնոցը օգտագործվում է մեքենաների, տրակտորների, ինքնաթիռների, հաստոցների և այլնի կարևոր մասերի համար նախատեսված բլանկներ արտադրելու համար։
Բացի ծավալային դրոշմավորումից, կա թերթիկ. Թերթի դրոշմման նախնական աշխատանքային մասը մետաղյա թերթիկ է: Բարակ թերթիկ գլանվածքից մասերի արտադրության համար օգտագործվում է սառը դրոշմում, հաստ թերթիկով նախնական աշխատանքային մասով (ավելի քան 10 մմ հաստությամբ), օգտագործվում է տաք դրոշմում:
Թերթի դրոշմումը արտադրում է մասերի լայն տեսականի, ինչպիսիք են լվացքի մեքենաները, օղակները, բաժակները, փակագծերը, թփերը, ամրացնողները, մեքենայի երեսպատումը և այլն: մեղմ, չժանգոտվող և այլ պողպատներից; ինչպես նաև պղնձի, ալյումինի, մագնեզիումի և այլնի վրա հիմնված համաձուլվածքներից: Թերթի դարբնագործությունը ներառում է` կտրում, եզրագծի երկայնքով կտրում, անցքեր ծակում, կռում, գծում, ծալքավորում, եզրագծում և այլն:
Թերթի դրոշմավորման առավելություններն են՝ բարձր արտադրողականություն (30000 - 40000 մաս մեկ հերթափոխի մեկ դրոշմանիշից), ձեռք բերված մասերի չափերի բարձր ճշգրտությունը և մակերեսի որակը, գործընթացի ավտոմատացման լայն հնարավորություններ։
Մետաղների ճնշմամբ մշակմանը պատկանում է նաև գծագրման գործընթացը։ Նկարչությունը մշակված մասի պլաստիկ ձևավորման գործընթացն է՝ այն քաշելով գծագրման ձողի կամ նկարչական նստարանի գծատախտակի անցքով: Արդյունքում մշակման ենթակա աշխատանքային մասը ձեռք է բերում խաչմերուկ, որի չափն ու ձևը համապատասխանում է այս անցքի չափին և ձևին:
Նկարչության համար նախնական աշխատանքային մասը գլորված և արտամղված մետաղ է: Նկարչությունը ճնշման մշակման սառը տեսակ է, որի ընթացքում մշակված մասը կարծրացվում է: Պնդացումից հեռացնելու համար կատարվում է ապաբյուրեղացման եռացում։ Մինչև 0,001 մմ տրամագծով մետաղալար գծելով՝ ստացվում են տարբեր պրոֆիլների ձողեր։
Ձուլման մեթոդներով բլանկներ ստանալու տեխնոլոգիական գործընթացներ. Ձուլումը բլանկների և մեքենամասերի արտադրության կարևոր և տարածված մեթոդներից է։ Ձուլումը ստացվում է տարբեր կոնֆիգուրացիաների, զանգվածի չափսերի բլանկներով տարբեր մետաղներից և համաձուլվածքներից՝ չուգուն, պողպատ, ալյումին, պղինձ, մագնեզիում և այլ համաձուլվածքներ:
Ձուլումը ամենապարզն է և ամենաէժանը, և երբեմն միակ ելքըապրանքների ստացում.
Ձուլման գործընթացը բաղկացած է նրանից, որ հալած մետաղը լցվում է նախապես պատրաստված ձուլման կաղապարի մեջ, որի խոռոչը չափերով և կազմաձևով համապատասխանում է ապագա աշխատանքային մասի ձևին և չափերին: Սառչելուց և պնդացնելուց հետո մշակված մասը (կամ մասը) հանվում է կաղապարից։ Ձուլման արտադրանքը կոչվում է ձուլվածք:
Կաղապարները կարող են լինել միայնակ (մեկ ձուլման արտադրության համար) և մշտական (բազմակի օգտագործման):
Բարձրորակ ձուլվածքներ ստանալու համար ձուլման համաձուլվածքները պետք է ունենան որոշակի հատկություններ՝ լավ հեղուկություն, ցածր կծկվել, ցածր տարանջատում (համաձուլվածքի քիմիական կազմի և կառուցվածքի անհամատեղելիություն ձուլման հաստության երկայնքով):
Կախված նրանից, թե ինչ ձևով (մշտական կամ միանվագ) է լցվում մետաղը և ինչպես է տեղի ունենում լցնելը, կա ձուլման այս կամ այն եղանակը։ Ներկայումս երկաթի և պողպատի ձուլվածքների մինչև 60%-ը արտադրվում է ավազա-կավե կաղապարների մեջ ձուլելով։ Բարձր չափերի ճշգրտության, մակերեսի լավ որակի և ավելի լավ մետաղական կառուցվածքի ձուլվածքներ ստանալու համար օգտագործվում են ձուլման հատուկ մեթոդներ (սառը կաղապարում, ճնշման տակ, կենտրոնախույս մեթոդով, ըստ ներդրումային մոդելների և այլն):
Ավազի կավե միանգամյա օգտագործման կաղապարներում ձուլվածքների ստացման տեխնոլոգիական գործընթացը ներառում է մի շարք երկարատև գործողություններ, որոնք կապված են ձուլման և առանցքային ավազների պատրաստման, նախշային սարքավորումների, միջուկների, դրանց չորացման, ձուլման և այլնի արտադրության հետ: Չնայած այն հանգամանքին, որ ներկայումս այս մեթոդի աշխատատար գործողությունները մեքենայացված և ավտոմատացված են, այն դեռևս մնում է համեմատաբար ցածր արտադրողականության և աշխատատար ձուլման մեթոդ: Հետևաբար, ավազա-կավե կաղապարներում ձուլումը հիմնականում օգտագործվում է միայնակ և փորձնական արտադրության մեջ, ինչպես նաև այն դեպքերում, երբ արտադրանքը անհնար է կամ դժվար է ձեռք բերել այլ մեթոդներով:
Զանգվածային քանակությամբ ձուլվածքներ արտադրող ձեռնարկություններում ստեղծվել են ավտոմատ և կիսաավտոմատ հոսքագծեր։ Ավազա-կավե կաղապարներում ձուլման թերությունը նաև ձուլվածքների չափերի ցածր ճշգրտությունն է և մակերեսի վատ որակը, ինչը պահանջում է պարտադիր հետագա հաստոցներ: Եվ դա հանգեցնում է չիպերի մեջ մետաղի կորստի և երկարացնում է արտադրանքի արտադրության տեխնոլոգիական ցիկլը:
Ձուլումը մետաղական մշտական կաղապարներում ձուլվածքների ստացման ամենատարածված մեթոդներից մեկն է: Սառեցման կաղապարը պատրաստված է չուգունից, պողպատից, ալյումինից։ Դիզայնով սառեցման կաղապարները միաձույլ են և անջատվող:
Առավել տարածված են անջատվող կաղապարները՝ կազմված երկու մասից՝ հորիզոնական կամ ուղղահայաց բաժանման հարթությամբ։ Կաղապարների ձուլման ժամանակ աշխատանքի արտադրողականությունը բարձրացնելու համար օգտագործվում են բազմադիր կարուսելի տիպի մեքենաներ, որոնց որոշակի դիրքում հաջորդաբար կատարվում է գործողություններից մեկը։
Ձուլման առավելություններն են՝ համեմատած ավազակավային ձուլման հետ, հետևյալն են. ավելի լավ մեխանիկական հատկություններ, ինչը կապված է ձուլման հովացման արագության և ավելի նուրբ կառուցվածքի ստացման հետ. ավելի բարձր կատարողականություն:
Ներարկման ձևավորումը բարձր արդյունավետության մեթոդ է գունավոր մետաղների համաձուլվածքներից (ալյումին, ցինկ, պղինձ, մագնեզիում) բարձր չափերի ճշգրտությամբ ձուլվածքներ ստանալու համար: Մեթոդի էությունն այն է, որ մետաղյա կաղապարը մխոցային ճնշման տակ հալած մետաղով լցնելն է։
Ձուլվածքները արտադրվում են կիսաավտոմատ ներարկման ձուլման մեքենաների վրա: Օգտագործվում են տաք սառը (հորիզոնական կամ ուղղահայաց) սեղմող խցիկով մխոցային մեքենաներ։ Մխոցային մեքենաների հետ տաք տեսախցիկմամլիչներն օգտագործվում են մագնեզիումի և ցինկի համաձուլվածքներից փոքր ձուլվածքներ պատրաստելու համար։ Սառը խցիկի մեքենաները հիմնականում օգտագործվում են ալյումինից և պղնձի համաձուլվածքներից մարմնի մասերը ձուլելու համար:
Կենտրոնախույս ձուլումը արտադրողական մեթոդ է հեղափոխության մարմինների մակերևույթներով, կենտրոնական անցքով՝ խողովակներով, թփերով և այլն, ինչպես նաև ձևավորված ձուլման մասերով ձուլվածքների արտադրության համար:
Մեթոդի էությունը պտտվող կաղապարը հալած մետաղով լցնելն է։ Կենտրոնախույս ուժերի ազդեցությամբ հեղուկ մետաղը նետվում է կաղապարի պատերին և ամրանում։ Արդյունքն այն է, որ խիտ ձուլման կառուցվածքը, առանց նեղացող խոռոչների: Ոչ մետաղական ներդիրները հավաքվում են ձուլման ներքին մասում և երկարանում հետագա մշակման ժամանակ:
Չուգունից, պողպատից և գունավոր մետաղներից և համաձուլվածքներից ձուլվածքները կատարվում են կենտրոնախույս մեթոդով հորիզոնական և ուղղահայաց պտտման առանցքով կենտրոնախույս ձուլման մեքենաների վրա: Փոքր բարձրությամբ ձուլվածքները արտադրվում են պտտման ուղղահայաց առանցքով մեքենաների վրա: Պտտման հորիզոնական առանցքով մեքենաների վրա պատրաստվում են թուջե և պողպատե խողովակներ, թփեր և անցք ունեցող այլ մասեր։
Կենտրոնախույս ձուլման առավելություններն են՝ բարձր արտադրողականությունը, ծախսարդյունավետությունը (ձուլման ավազի պատրաստման, միջուկների պատրաստման և այլնի համար ծախսեր չեն պահանջվում) և ստացված ձուլվածքների որակը։
Ներդրումային ձուլումն օգտագործվում է ձուլման ցանկացած համաձուլվածքներից բարձր չափերի ճշգրտության և մակերեսի որակի ձուլվածքներ ստանալու համար: Նրա օգնությամբ հնարավոր է ձեռք բերել բարդ կոնֆիգուրացիայի արտադրանք՝ բարակ հատվածներով։ Այնուամենայնիվ, ձուլման այս մեթոդի տեխնոլոգիական գործընթացը բնութագրվում է աշխատանքի բարձր ինտենսիվությամբ և օգտագործվող նյութերի բարձր արժեքով: Ներդրումների ձուլման գործընթացը ներառում է հետևյալ գործողությունները.
Մոդելի պատրաստում - ձուլման ստանդարտ հեշտությամբ մշակվող համաձուլվածքից (ալյումին);
Մետաղական ստանդարտի համաձայն կաղապարի պատրաստում, որում մոդելը սեղմվում է ցածր հալեցման նյութերից (պարաֆին, ստեարին, պոլիստիրոլ, մոմ և այլն);
Կեղևի արտադրություն՝ մոդելի վրա հրակայուն բաղադրության կրկնակի կիրառմամբ՝ կվարցային ավազով կերամիկական կախոց, որին հաջորդում է չորացում (տաք օդի մշակում) 150 - 200 ° C ջերմաստիճանում՝ հալվող մոդելը հեռացնելու համար.
Ստացված կաղապարի կալցինացիա վառարանում 800-850 °C ջերմաստիճանում; ձևի լրացում.
Ձուլումը մաքրվում է կերամիկական ծածկույթի մնացորդներից տարրալվացման միջոցով, որին հաջորդում է տաք ջրով լվանալը: Այս մեթոդով ձեռք բերված ձուլվածքների բարձր արժեքը հնարավորություն է տալիս օգտագործել այս մեթոդը միայն դժվար մեքենայական և հրակայուն նյութերից առանձնապես բարդ կազմաձևման արտադրանքի արտադրության համար զանգվածային կամ լայնածավալ արտադրության մեջ:
Shell ձուլումը օգտագործվում է զանգվածային և լայնածավալ արտադրության մեջ՝ պողպատից, չուգունից, ալյումինից և պղնձի համաձուլվածքներից ձևավորված ձուլվածքների արտադրության համար:
Մեթոդի էությունն այն է, որ ձուլման ավազը (քվարց ավազ և 6–7% բակելիտ սինթետիկ խեժ) լցվում է մինչև 200°C նախապես տաքացված մետաղական մոդելի մակերեսի վրա, ամրացվում մոդելի ափսեի վրա, այնուհետև դրանք բոլորը միասին կալցինացվում են։ 300°C ջերմաստիճան 1-2 րոպե: Խեժը հալվում և կարծրանում է անդառնալիորեն՝ ձևավորելով ավազա-խեժային պատյան 5 - 8 մմ հաստությամբ։
Կեղևի կիսաձուլվածքները հավաքվում, ամրացվում և լցվում են հեղուկ մետաղով։ Այս կիսաձուլվածքները պատրաստվում են մեկ, երկու և չորս դիրք ունեցող մեքենաների վրա՝ կիսաավտոմատ կամ ստոմատիկ կառավարմամբ։
Կեղևի կաղապարների մեջ ձուլումը ապահովում է ձուլման չափերի բարձր ճշգրտությունը, մակերեսի ցածր կոշտությունը և բարձրորակ մետաղական կառուցվածքը: Բլանկներ ստանալու ժամանակ ձուլման մեթոդ ընտրելու համար անհրաժեշտ է հաշվի առնել բոլոր այն գործոնները, որոնք ազդում են գործընթացի տեխնիկական և տնտեսական ցուցանիշների վրա։
Աշխատանքային մասի վերամշակում Այն իրականացվում է հիմնականում մեխանիկական եղանակով և, անկախ իր տեսակից, բաղկացած է մշակված մակերեսից մետաղի ավելորդ շերտի հեռացումից։
հաստոցներ. Կառուցվածքային նյութերը կտրելու միջոցով մշակելու տեխնոլոգիական գործընթացը բաղկացած է մետաղական շերտը (մշակման թույլտվություն) աշխատանքային մասից կտրող գործիքով հեռացնելուց, որպեսզի դրան (մշակմանը) տրվի պահանջվող չափերի ճշգրտությունը և մակերեսի որակը: Որպես կառուցվածքային նյութեր լայնորեն օգտագործվում են պողպատները, գունավոր մետաղների համաձուլվածքները, պլաստմասսա, կերամիկա, կոմպոզիտային նյութեր, կաուչուկ, փայտ, ապակի և այլն։
Մեքենայի մասերի մշակումը կտրվածքով իրականացվում է մեքենաշինական գործարանների մեխանիկական խանութներում։ Մեքենաների խանութների համար նախատեսված բլանկներն են՝ գլանվածքը (կլոր, քառակուսի, շերտավոր և այլն), դարբնոցները, դրոշմակնիքները և ձուլվածքները։
Աշխատանքային մասի ընտրությունը կախված է մասի նյութից, չափից և ձևից, դրա աշխատանքային պայմաններից, արտադրության տեսակից: Մեքենա նախագծելիս դիզայները որոշում է առավել ռացիոնալ աշխատանքային մասի տեսակը՝ ձևով և չափով հնարավորինս մոտ պատրաստի մասին, քանի որ հետագա մշակման համար նպաստի չափը ազդում է մասի արտադրության աշխատուժի և ֆինանսական ծախսերի վրա: ամբողջ. Մեքենաշինության համար նպաստի չափի կրճատումը մեքենաշինության մեջ աշխատանքի արտադրողականության բարձրացման ամենակարևոր գործոններից մեկն է:
Մեքենաշինության մեջ մասի որակի հիմնական ցուցիչներից են դրա չափերի ճշգրտությունը և մակերևույթի կոշտությունը, քանի որ այդ ցուցանիշները զգալիորեն ազդում են մեքենայի դինամիկ գործընթացների և դրա մեխանիզմների վրա, հատկապես, եթե մեքենան աշխատում է բարձր արագությամբ, մեծ ծանրաբեռնվածությամբ: , ջերմաստիճան և այլն: Ապրանքի հուսալիությունը և ամրությունը կախված են մասերի մակերեսի որակի մշակման ճշգրտությունից:
Մեքենայի մասերի ճշգրտությունը այն աստիճանն է, որով մշակված մակերեսի ձևը, չափերը և դիրքը համապատասխանում են գծագրի և բնութագրերի պահանջներին:
Մասերի մակերևույթի որակը որոշվում է մասերի մակերեսի միկրոկոշտությունների համադրությամբ, ինչպես նաև մասի մակերեսային շերտի ֆիզիկաքիմիական հատկություններով։
Կտրումով նյութերի մշակման հիմնական եղանակներն են՝ պտտելը, սալելը, փորելը, ֆրեզելը և մանրացնելը։
Նախ, աշխատանքային մասը որոշակի ձևով ամրացվում է մեքենայի վրա: Այնուհետև դրան բերվում է կտրող գործիք (հատիչ, գայլիկոն, կտրիչ, հղկող անիվ և այլն), որը նյութի շերտը հանում է աշխատանքային մասից՝ նպաստ։ Ընդ որում, անկախ նրանից, թե ինչ գործիք է օգտագործվում կտրելու համար, գործընթացի էությունը մնում է անփոփոխ, փոխվում են միայն մշակման պայմանները։
Կտրման գործընթացի էությունը կայանում է նրանում, որ կտրող գործիքի ազդեցության տակ առաջանում են առաձգական-պլաստիկ դեֆորմացիաներ, որոնց արդյունքում կտրված մետաղի պլաստիկ դեֆորմացված շերտը չիպսերի տեսքով առանձնանում է:
Այսպիսով, կտրման գործընթացի իրականացման համար անհրաժեշտ է գործիքի և մշակման մասի միջև հարաբերական շարժումներ ունենալ, որոնք կոչվում են կտրող շարժումներ։ Կտրման միջոցով մասերի մշակման գործընթացը բնութագրվում է կտրման ռեժիմի տարրերով, որոնցից հիմնականներն են կտրման արագությունը, սնուցումը և կտրման խորությունը:
Պտտման կտրման ռեժիմի տարրերն են՝ կտրման արագություն V - ուղին, որն անցնում է աշխատանքային մասի մշակված մակերեսը մեկ միավոր ժամանակում.
(մ/րոպե),
որտեղ Դ- աշխատանքային մասի տրամագիծը, մմ;
Պ- աշխատանքային մասի պտույտների քանակը րոպեում.
Սնուցում - կտրիչի կտրող սայրի անցած ուղին աշխատանքային մասի մշակված մակերեսի համեմատ մեկ պտույտով Ս, մմ/շրջ.
Կտրման խորություն - կտրված մետաղական շերտի հաստությունը կտրիչի մեկ անցումով աշխատանքային մասի մշակված մակերեսից, մմ.
որտեղ Դ- աշխատանքային մասի մշակված մակերեսի տրամագիծը, մմ;
դ- աշխատանքային մասի մշակված մակերեսի տրամագիծը, մմ:
Ժամանակը, որի ընթացքում վերամշակման նպաստը հանվում է, կոչվում է մեքենա կամ հիմնական ժամանակ Tm:
որտեղ Լ- գործիքի ուղին կերակրման ուղղությամբ, մմ;
Պ- աշխատանքային մասի պտույտների քանակը րոպեում.
Ս- հաստոցների համար նպաստի չափը, մմ;
տ- կտրման խորություն, մմ;
հ- հաստոցների թույլտվություն, մմ:
Արժեքների կրճատման պատճառով մեքենայի ժամանակի կրճատում Լ, հկամ բարձրացնել կտրման գործընթացի պարամետրերը n, S, tաշխատանքի արտադրողականության բարձրացման կարևոր գործոն է։
Մեկ աշխատանքային մասի Tsht (հատիկի ժամանակ) մշակման համար պահանջվող ժամանակը.
որտեղ Տ մ- մեքենայի ժամանակ;
T in- աշխատանքային մասի տեղադրման և հեռացման, գործիքների մատակարարման և դուրսբերման համար անհրաժեշտ օժանդակ ժամանակ և այլն.
Տ մոտ- աշխատավայրի սարքավորումների պահպանման, գործիքների և սարքերի աշխատանքային վիճակում սպասարկման ժամանակը.
T p- աշխատողի հանգստի համար ընդմիջումների ժամանակը` կապված մեկ աշխատանքային մասի հետ.
անկում Տ մև T wtհանգեցնում է արտադրողականության բարձրացման:
Շրջադարձային- մետաղների մշակման գործընթացը գլանաձև, կոնաձև, գնդաձև և ձևավորված պտույտների մարմինների արտաքին, ներքին և ծայրամասային մակերևույթները կտրելու միջոցով, ինչպես նաև արտաքին թելերի կտրման գործընթացը աշխատանքային կտորների, ձանձրալի անցքերի վրա:
Պտտվող գործիքները շրջադարձային գործիքներ են: Պտտման տեսակները հետևյալն են.
Կոպիտ շրջադարձ - կլեպ, կտրում և կտրում է աշխատանքային մասի ծայրերը. կիսաեզրափակիչ շրջադարձ;
Նուրբ շրջադարձ;
Նուրբ շրջադարձ;
Ձանձրալի.
Պլանավորում- կոպիտ ցածր կատարողականության հաստոցների տեսակ՝ կտրված մետաղի շերտի մեծ հաստությամբ:
Այս մեթոդը հիմնականում մշակում է մեծ ծանրաբեռնված կտորներ և հարթություններ, հորիզոնական և թեք հարթություններ, առանցքային ուղիների ձևավորված և գլանաձև մակերեսներ: Գործիք - պլանավորող կտրիչներ.
հորատումկույր և միջանցքային անցքեր են ստացվում ամուր նյութում, և նախապես ձևավորված անցքերը մշակվում են դրանց չափը մեծացնելու, ճշգրտությունը բարելավելու և մակերեսի կոշտությունը նվազեցնելու համար: Բացի այդ, անցքերի մեջ կատարվում է թելավորում։ Հորատման գործիքներն են.
Ֆրեզերային- բարձր արդյունավետության կտրման մեթոդ, որն իրականացվում է մի քանի սայրերի գործիքով, որը կոչվում է ֆրեզերային կտրիչ: Ֆրեզերացումը օգտագործվում է ինչպես կոպիտ, այնպես էլ նուրբ հաստոցների համար: Այս մեթոդը մշակում է աշխատանքային մասերի հորիզոնական հարթությունները, ուղղահայաց հարթությունները, համակցված մակերեսները, եզրերը և ուղղանկյուն ակոսները, ձևավորված ակոսները և ձևավորված մակերեսները:
մանրացնելըմասերի մակերեսների մշակման գործընթաց է հղկող գործիքներ. Հղկման ընթացքում աշխատանքային մասից նպաստի հեռացումն իրականացվում է մանրանկարչական կտրիչների հսկայական տեսականիով` հղկող հատիկներ, որոնք միացված են կապով (հղկող անիվ), որպեսզի նրանց միջև տեղ լինի չիպսեր տեղադրելու համար:
Հղկման գործընթացը բնութագրվում է բարձր կտրման արագությամբ և կտրված մետաղի շերտի փոքր հաստությամբ: Հղկող անիվի յուրաքանչյուր հատիկ կտրում է շատ բարակ չիպսեր, բայց քանի որ աշխատանքի մեջ միաժամանակ մեծ քանակությամբ հատիկներ են ներգրավված, իսկ կտրման արագությունը մեծ է, մեկ միավոր ժամանակում մեծ քանակությամբ մետաղ է կտրվում:
Կտրող գոտում մեծ քանակությամբ ջերմություն է արտանետվում, իսկ մշակվող նյութի մանր մասնիկները, երբ այրվում են, կայծերի ճառագայթ են կազմում։
Հղկումը մշակման ավարտական մեթոդ է, որը թույլ է տալիս հասնել մասի մեծ չափերի ճշգրտության և մշակված մակերեսի ցածր կոշտության: Շատ դեպքերում հղկումը գործողություն է, որը դժվար է փոխարինել որևէ այլ մշակմամբ:
Օրինակ, կարծրացած պողպատների, երկաթե ձուլվածքների մշակումը, գլանվածքի մաքրումը, մշակման մասերի վերջնական մշակումը նվազագույն չափով, առանց սայրի գործիքով նախնական մշակման, իրականացվում է մանրացման միջոցով:
հավաքման արտադրություն - մեքենաշինության արտադրության վերջնական փուլը, որում կուտակվում են մեքենաների կամ մեխանիզմների ստեղծման համար դիզայներների և տեխնոլոգների կողմից կատարված բոլոր նախորդ աշխատանքների արդյունքները.
Արտադրանքի կատարումը, դրա հուսալիությունը, կատարումը և ամրությունը կախված են հավաքի որակից: Մի շարք դեպքերում հավաքումն ամենաաշխատատար գործընթացն է. շատ մեքենաների, սարքերի և սարքերի համար հավաքման աշխատանքի ինտենսիվությունը կազմում է արտադրության ընդհանուր աշխատանքի ինտենսիվության 40-ից մինչև 60%-ը: Տեխնոլոգիական հավաքման գործընթացը բաղկացած է մասերի համակարգման և հետագա միացման մեջ հավաքման միավորների, մեխանիզմների, մեքենաների մեջ, որպես ամբողջություն, տեխնիկական պահանջներին համապատասխան:
Մանրամասնհավաքման ամենապարզ միավորն է: բնորոշ հատկանիշմասերը որևէ կապի բացակայությունն են. մասը պատրաստված է մեկ համասեռ նյութից: Երկու կամ ավելի մասեր, որոնք ինչ-որ կերպ կապված են միմյանց հետ հանգույց.
Անմիջապես արտադրանքի մեջ ներառված հանգույցը կոչվում է խումբ: Խմբում ընդգրկված հանգույցը կոչվում է առաջին կարգի ենթախումբ, իսկ առաջին կարգի ենթախմբում ընդգրկված հանգույցը կոչվում է երկրորդ կարգի ենթախումբ և այլն։ Արտադրանքը, կախված իր բարդությունից, կարելի է բաժանել ավելի մեծ կամ փոքր թվով հավաքման միավորների:
Հավաքման գործընթացի նախագծման նախնական տվյալները հետևյալ փաստաթղթերն են.
Արտադրանքի հավաքման գծագրեր՝ հավաքման միավորների և հավաքման ժամանող մասերի հստակեցմամբ.
Ապրանքների ընդունման և փորձարկման բնութագրեր.
Արտադրական ծրագիր.
Հավաքման գործընթացի բոլոր գործողությունները բաժանված են.
Նախապատրաստական - կապված մասերի վերապահպանման, դրանց մաքրման, հավաքման վայր մատակարարելու հետ.
Իրականում հավաքման գործողություններ - մասերի փոխկապակցում միմյանց նկատմամբ, շփում դրանց բազային հարթությունների հետ, միացում հանգույցների, խմբերի, մեխանիզմների, արտադրանքների.
Օժանդակ գործողություններ - տեղադրում, ճշգրտում;
Վերահսկում և փորձարկում:
Մոնտաժային աշխատանքներն իրականացվում են հավաքման վայրերում և գործարանների հավաքման խանութներում: Արտադրված արտադրանքի առանձնահատկությունները, աշխատանքի ինտենսիվությունը, արտադրական ցիկլի տևողությունը, արտադրության ծավալը որոշիչ գործոններ են հավաքման գործընթացի կազմակերպման գործում: Մեկ և փոքր արտադրության մեջ հավաքումն իրականացվում է հավաքման խանութներում, հավաքման վայրերում. զանգվածային արտադրության մեջ՝ արտադրական կամ փոխակրիչ գծերի վրա։ Զանգվածային արտադրության մեջ հավաքումը բնութագրվում է ամբողջական փոխարինելիությամբ, հարդարման աշխատանքների բացակայությամբ և մասերի ընտրությամբ, ինչը պայմաններ է ստեղծում հավաքի ավտոմատացման և դրա արտադրողականության բարձրացման համար:
Հավաքման հիմնական տեսակներն են՝ անշարժ և շարժական:
ժամը ստացիոնար հավաքումարտադրանքը անշարժ է, և հավաքող թիմերը տեղափոխվում են մի ապրանքից մյուսը և կատարում հավաքման գործողություններ: Բոլոր մասերը և բաղադրիչները, համաձայն հավաքման հանդերձանքի, մատակարարվում են աշխատավայր: ժամը բջջայինապրանքների հավաքումը հարկադրաբար տեղափոխվում է մի կետից մյուսը, որոնցից յուրաքանչյուրում կատարվում է հավաքման որոշակի գործողություն: Արտադրանքի շարժումը կարող է լինել շարունակական կամ ընդհատվող: Արտադրանքի շարունակական շարժման դեպքում մոնտաժողը կատարում է գործողությունը փոխակրիչի շարժման ժամանակ, որի արագությունը պետք է ապահովի հավաքման գործողության կատարումը այս աշխատավայրում և համապատասխանի հավաքման (արձակման) ցիկլին. t in \u003d t 0. Պարբերական շարժման դեպքում հավաքման գործողությունը կատարվում է այն ժամանակ, երբ փոխակրիչը կանգ է առնում: Դադարեցման տևողությունը տրպետք է համապատասխանի հավաքման գործողության ժամանակին: Կառուցման ցիկլը այս դեպքում. t B = t p + t n,որտեղ tp- ապրանքը մի աշխատավայրից մյուսը տեղափոխելու ժամանակը.
Տեսանկյունից կազմակերպչական ձևերըժողովը բաժանված է կենտրոնացված և տարբերակված:
Երբ հավաքվում են համակենտրոնացման սկզբունքովգործառնություններ, արտադրանքի հավաքման ամբողջ տեխնոլոգիական գործընթացը իրականացվում է մեկ հավաքողի կամ հավաքողների մեկ թիմի կողմից: Սա ցածր արտադրողականությամբ հավաքման գործընթաց է, որը պահանջում է բարձր որակավորում ունեցող հավաքող, մեծ թվով բարդ գործիքներ և հարմարանքներ: Այն օգտագործվում է միայնակ և փորձնական արտադրության մեջ, եզակի արտադրանքի հավաքման մեջ։
Տարբերակված ժողովբաժանվում են ընդհանուր և հանգուցային։ Գործողությունների տարբերակման սկզբունքով հավաքելիս միավորի կամ մեքենայի հավաքումն իրականացվում է մի քանի աշխատավայրերում, որոնց մատակարարվում են հավաքման միավորներ: Շարժական տարբերակված հավաքույթն օգտագործվում է սերիական և զանգվածային արտադրության մեջ:
Հավաքման գործընթացի տեխնիկական և տնտեսական արդյունավետությունը գնահատելու համար օգտագործվում են հետևյալ ցուցանիշները.
1. Աշխատավայրի արտադրողականություն՝ 1 ժամում հավաքված միավորների կամ ապրանքների քանակը.
որտեղ t նստեց- հավաքման գործողության ժամկետը.
2. Միավորի կամ արտադրանքի հավաքման գործընթացի ծախսերի չափը (խանութի արժեքը Շաբթ):
որտեղ C o- մեկ գործողության կատարման հետ կապված ծախսերը.
մ- հավաքման գործողությունների քանակը.
Մեկ գործողության կատարման արժեքը ներառում է.
Այս գործողության կատարման համար հավաքողների հիմնական աշխատավարձը.
Մեկ գործողության հետ կապված սարքավորումների, հարմարանքների, գործիքների մաշվածության նվազեցումներ.
Խանութի վերին ծախսեր, որոնք նույնպես գանձվում են մեկ գործողության համար:
3. Ժողովի աշխատանքի ինտենսիվության գործակիցը - Շաբթ, որը հավասար է հավաքման բարդության հարաբերակցությանը t նստեցայս ապրանքի մեջ ներառված արտադրական մասերի բարդությանը դուրս:
որտեղ t c6- միավորի կամ արտադրանքի հավաքման վրա ծախսված ժամանակը.
t ed.- այս միավորի կամ արտադրանքի մասերի արտադրության վրա ծախսված ժամանակը բոլոր տեսակի վերամշակման համար՝ սկսած աշխատանքային մասից:
Որքան ցածր է այս ցուցանիշը, այնքան ավելի կատարյալ է հավաքման գործընթացը: Ունեցեք հավաքման ամենաարդյունավետ գործընթացները Շաբթ ≤ 0,2.
Հավաքման տարբեր մեթոդների տեխնիկատնտեսական հիմնավորումը թույլ է տալիս ընտրել առավել տնտեսապես արդյունավետ գործընթացի տարբերակը: Մոնտաժման գործողությունների արդյունավետությունը, արտադրանքի որակը և դրանց արժեքը մեծապես կախված են հավաքված արտադրանքի նախագծման առանձնահատկություններից և հավաքման գործընթացի ավտոմատացման աստիճանից: Արտադրանքի դիզայնի պարզեցումը` միաժամանակ նվազեցնելով դրա ֆունկցիոնալ արժեքը, ունիվերսալ ինքնակարգավորվող ավտոմատ հավաքման մեքենաների օգտագործումը հարմարվողական տեխնոլոգիական սարքավորումներով` կերակրելու, տարբեր միացված մասերի հարաբերական դիրքը գտնելու և հավասարեցնելու համար, նախքան դրանք արտադրանքի մեջ հավաքելը: հավաքման գործընթացները բարելավելու ուղիներ:
Աշխատանքն ավելացվել է կայքի կայքում՝ 2016-06-20Պատվիրեք գրել յուրօրինակ ստեղծագործություն
«> 1. Աշխատանքային մասի հայեցակարգը մեքենաշինության մեջ:
«> Ժամանակակից արտադրության մեջ մեքենաշինության տեխնոլոգիայի զարգացման հիմնական ուղղություններից է կոպիտ մշակման մասերի օգտագործումը տնտեսապես կառուցվածքային ձևերով, որոնք հնարավորություն են տալիս օգտագործել դրանց վերամշակման ամենաօպտիմալ մեթոդները ամենաբարձր արտադրողականությամբ և նվազագույն թափոններով:
«> Աշխատանքային կտորը աշխատանքի առարկա է, որից ձևը, չափը, մակերեսի հատկությունները և/կամ մակերեսային շերտը փոխելով՝ պատրաստվում է պատրաստի մաս։
«> Ամբողջական մասի արտադրության գործընթացը կարող է ընթանալ երկու հիմնարար ուղղություններով.
«\u003e 1) Բլանկների արտադրությունը, որոնք ձևով և չափերով մոտ են պատրաստի մասին, այնուհետև դատարկ խանութներին բաժին է ընկնում աշխատանքի ինտենսիվության զգալի մասը և համեմատաբար ավելի փոքր մասնաբաժինը մեքենայական խանութների համար:
«\u003e 2) ընդհակառակը. աշխատանքային մասը կոպիտ է, հաստոցների խանութները կատարում են վերամշակման հիմնական մասը:
«> Ռացիոնալ աշխատանքային մասի ընտրության վրա ազդող գործոններ.
«> 1. Նյութ. Նյութի տեխնոլոգիական հատկություններ (ճկունություն, դրոշմում, եռակցման, ձուլման հատկություններ):
«> 2. Համագումարի մեջ մասի նպատակը, մեխ-մե և դրա շահագործման պայմանները.
«> 3. Մասի կոնֆիգուրացիաներ:
«> 4. Արտադրության տեսակը.
«> 5. Այդ գործընթացների բարդության ազդեցությունը արտադրության մեջ.
«> 6. Արտադրական կարողությունները կպատրաստեն սեմինարներ։
«> Աշխատանքային մասի ընտրության հաջորդականությունը.
«> 1. Սահմանեք, թե որ գործընթացն է առավել հարմար մասի արտադրության համար, որն էլ իր հերթին որոշում է մշակվող մասի տեսակը:
«> 2. Միաժամանակ անհրաժեշտ է ստուգել այդ պրոցեսների համատեղման հնարավորությունը (ձուլում + եռակցում և այլն)
«> 3. Ընտրեք աշխատանքային մասի ձևավորման եղանակը:
«> 4. Սարքավորումների ընտրություն.
«> 2. Աշխատանքային մասի ընտրությունը որոշող հիմնական գործոնները.
«> Հիմնական գործոնները.
«> 1) նյութը, որից պատրաստված է մասը և դրա հատկությունները (ձուլում, դրոշմում, զոդում).
«> 2) Մեքենայի հավաքման մասի նպատակը, մեխանիզմը և դրա շահագործման պայմանները.
«> 3) Մասի կազմաձևում.
«>4) Արտադրության տեսակը.
«> 5) ՏՊ-ի բարդության ազդեցությունը հետագա հաստոցների վրա.
«> 6) Աշխատանքային մասի և դրա մակերեսի պահանջվող ճշգրտությունը (կարծրացում, կոպտություն).
«> 7) գնումների արտադրամասերի արտադրական կարողությունները.
«> 8) ընդհանուր առմամբ տեխնոլոգիական պատրաստության վրա ծախսված ժամանակը.
«> 9) տեխնոլոգիական սարքավորումների արագ վերակարգավորման հնարավորություն.
«> հանգույցի մանրամասները
«> 1. անիվի ատամ, թռչող անիվներ, բլոկներ, հանգույցներ, պատյաններ և կրող կափարիչներ, թիակներ, գիչագիներ, արտադրության կեսին, նպատակահարմար է պատրաստել ձուլման միջոցով, այն դեպքում, երբ իռացիոնալ է պատրաստել դրոշմելու միջոցով: Փոքր- մասշտաբային արտադրություն և մեկ արտադրություն Նպատակահարմար է պատրաստել ձուլման եղանակով: Անիվների ատամների համար կոպիտ և զանգվածային արտադրության համար նպատակահարմար է կատարել ատամի դաշտային ծռմռոցով դրոշմելու միջոցով:
«> 2. փոքր աստիճանի տարբերությամբ հարթ և աստիճանավոր լիսեռներ (մինչև 10 մմ), ապակիներ, թփեր, օղակներ, ինչպես միավորով, այնպես էլ վերպր-վե, խորհուրդ է տրվում պատրաստել գլանվածքից (բարձր. որակ, թերթ, խողովակ):
«> 3. Ճառագայթները, փակագծերը, սալերը, ինչպես միավորի պր-վե, այնպես էլ վեր-պր-վե, խորհուրդ է տրվում պատրաստել պրոֆիլավորված գլանվածքից:
«> 4. մանր և միջին մասերը նպատակահարմար են պատրաստվում պլաստմասսայից և փոշու մետալուրգիայի մեթոդներից։
«> 5. պողպատե, սնամեջ աստիճանավոր լիսեռներ, մեծ պողպատե թփեր՝ եզրերով, որոնք նպատակահարմար են պատրաստված տաք դարբնագործությամբ կամ խողովակներից.
«> 6. սկավառակներ, ջերմակայուն տիտանի համաձուլվածքներ, նպատակահարմար է կատարել տաք դրոշմում հետագա գլորումով։
«> 3. Բլանկների արտադրություն։
«>TKI «> - ներկայացնում է նախագծային հատկությունների մի շարք, որոնք որոշում են դրա հարմարվողականությունը արտադրության, շահագործման և վերանորոգման մեջ օպտիմալ ծախսերի հասնելու համար՝ ապահովելու համար սահմանված որակի ցուցանիշները, արտադրանքի ծավալը և աշխատանքի կատարման պայմանները: TKI ցուցանիշները բաժանվում են որակական և քանակական.
«>ՈՐԱԿԻ ՑՈՒՑԻՉՆԵՐ«>. գնահատումն իրականացվում է գործնական փորձի հիման վրա՝ գործառնական նախագծման փուլում։
«> ԳՈՒՅՆ-ԼՈՒՅՍ ՑՈՒՑԻՉՆԵՐ«>. դրանք հնարավորություն են տալիս օբյեկտիվ և արդարացիորեն ճշգրիտ գնահատել համեմատվող տարբերակների արտադրելիությունը բլանկների հետ կապված, սա է արտադրության բարդությունը, տեխնոլոգիական արժեքը և մետաղի օգտագործման մակարդակը:
«> Բլանկի արտադրության աշխատասիրությունը«>. ներկայացնում է աշխատանքային մասի արտադրության վրա ծախսված ընդհանուր ժամանակը, աշխատանքի ինտենսիվության մոտավոր գնահատումը կարող է իրականացվել «քաշի մեթոդով»
«>, որտեղ T-ը նախագծված և ստանդարտ աշխատանքային մասի բարդությունն է," xml:lang="en-AM" lang="en-AM">Գ«> - նախագծված և ստանդարտ աշխատանքային մասի զանգվածը:
«> ԲԼԱՆԿԻ ՏԵԽՆՈԼՈԳԻԱԿԱՆ ԱՐԺԵՔԸ«>: Նյութերի արժեքը արտահայտվում է. , որտեղ M-ը հիմնական նյութերի արժեքն է ռուբլով, W-ը աշխատողների աշխատավարձն է ռուբլով մեկ հատի համար,«> - դրանց մաշվածության փոխհատուցման ծախսերը: Սարքավորումը ռուբլով մեկ կտորով, - սարքավորումների շահագործման և օգտագործման հետ կապված ծախսերը` ռուբլով մեկ կտորով:
«> ՆՅՈՒԹԻ ՕԳՏԱԳՈՐԾՄԱՆ ՀԱՐԱԲՈՒՅԹ«>: , որտեղ - մասի զանգվածը, - աշխատանքային մասի ստացման համար ծախսվող նյութերի զանգվածը.
«>Առավելագույնը ապահովում է ավելի թանկ արտադրություն
«> 1) Ցանկալի է, որ աշխատանքային մասի ուրվագծերը լինեն ամենապարզ երկրաչափական ձևերի համադրություն:
«> 2) աշխատանքային մասի առանձին տարրերի ձևերն ու չափերը պետք է միասնական լինեն (այսինքն՝ ընտրված տողերից)
«> 3) Աշխատանքային մասի չափերի ճշգրտությունը և մակերեսի կոշտությունը պետք է տնտեսապես հիմնավորված լինեն:
«> 4) Ցանկալի է առավելագույնի հասցնել բլանկների ստացման մեթոդները՝ առանց չիպերի հետագա հեռացման:
«> 5) Մասի դիզայնը պետք է թույլ տա դրա պատրաստման հնարավորությունը երկու կամ ավելի մասերից.
«> 4. Մեքենաշինական աշխատանքային մասի ընտրության մեթոդներ.
«> 1) փակ տիպի պատյանների մասերը, որոնց վրա ամրացված են աշխատանքային մեխանիզմներ և մեքենաների բաղադրամասեր (շարժիչի պատյաններ, մահճակալներ, բալոններ, հարմարանքների պատյաններ) պետք է պատրաստվեն ձուլման եղանակով).
«> 2) բաց տիպի մարմնի մասեր, որոնց համար աշխատանքային մեխանիզմները (շրջանակներ, պատյաններ) պատրաստվում են զանգվածային արտադրության մեջ ձուլման եղանակով, միայնակ և փոքրածավալ եռակցված.
«>3) Մեքենաների հավաքույթների դետալները՝ շարժակների, բլոկների, թռչող անիվների, հանգույցների, պատյանների և կրող գլխարկների, զանգվածային արտադրության մեջ կատարվում են ճնշման մշակմամբ, մեկ ձուլման եղանակով.
«> - անհրաժեշտ տրամագծի տարբերություններով հարթ աստիճանավոր լիսեռներ (ակնոցներ, թփեր, օղակներ) պետք է պատրաստված լինեն գլանվածքից:
«> - խողովակներից պատրաստված են պողպատե սնամեջ աստիճանավոր լիսեռներ, կցաշուրթերով պողպատե թփեր:
«> - նպատակահարմար է արտադրել տուրբինային սկավառակներ տաք սեղմելով, որին հաջորդում է տաք գլորումը:
«> 5. Հիմնական ձուլման նյութեր.
«>ՍԵՂԱՆԱԿ ՆԵՐԿԱՅԱՑՈՒՑԻՑ
«>Չուգուններ «> - սրանք երկաթի համաձուլվածքներ են ածխածնի հետ, որոնց ածխածնի զանգվածային բաժինը 2%-ից ավելի է, չուգունի բաղադրությունը ներառում է սիլիցիում, մանգան, ֆոսֆոր և այլն։
«>Մոխրագույն չուգուններ «> (sch10,15,20,25): MF - մոխրագույն չուգուն, 10 - առաձգական ուժ:
«> ճկուն երկաթ «> (KCh30-6, KCh33-8): 30-ը առաձգականության վերջնական ուժն է, 6-ը ամենացածր հարաբերական երկարացումն է, ունեն լավ պլաստիկ հատկություններ սառը վիճակում:
«> ճկուն թուջ«> (VCh35,40): 35-առաձգական ուժ, գրաֆիտը (???) ունի գնդաձև ձև, որը մեծացնում է ամրությունը:
«>Հակաշփման թուջեր«> (АЧС-1АЧВ-2, АЧК-2) Աշխատում են շփման բառով, մաշվածության դիմացկուն ունեն քիչ քանակությամբ քրոմ, տիտանի պղնձի հավելումներ, կարող են լինել ճկուն, մոխրագույն, բարձր ամրություն։
«> Ալյումինե չուգուն«\u003e (ChKh1, ChKh16M2, ChKh28g): պարունակում է մեծ քանակությամբ համաձուլվածքային տարրեր՝ X-քրոմ, G-մանգան, Յու-ամոնիում, C-սիլիցիում, H-նիկել, Շ-գնդաձև ...
«> պողպատ «> - երկաթի համաձուլվածքներ ածխածնի հետ ածխածնի զանգվածային բաժնով 2%-ից պակաս, նշված է հարյուրերորդական տոկոսով։
«> Լեգիրված պողպատներ«> (15l, 20l, 30l, 45l) - ունեն լավ ձուլման հատկություններ:
«> Կառուցվածքային լեգիրված պողպատներ«\u003e (15GL, 30KhNML) տառից հետո թիվը ցույց է տալիս համաձուլվածքի տարրերի պարունակությունը, եթե թիվը չկա, ապա դրա պարունակությունը 2-ից ոչ ավելի է:«>%.պղնձի համաձուլվածքներ">. "> փողային «> պղինձ-ցինկի համաձուլվածքներ են։«>Բրոնզ «> - պղնձի համաձուլվածքներ անագով (BrS30, BR016S5)«>Ալյումինե համաձուլվածքներ«> ալյումինի համաձուլվածք է պղնձի, մանգանի, սիլիցիումի և այլնի հետ։
«>Մագնեզիումի համաձուլվածքներ«> (ML5, ML12) - ձուլարանը (առկա է ալյումինը) ունի բարձր տեսակարար ուժ, լավ մշակված է, կարող է թուլացնել թրթռումները, հալվել միայն վակուումում և հակված են տաք ճաքերի առաջացմանը:«>Տիտանի համաձուլվածքներ«> (VT5L, VT6L) - բարձր տեսակարար ուժ, բարձր հեղուկություն, կրճատված եռակցման, քիմիապես ակտիվ, վակուումային եռակցում:
«> 6. համաձուլվածքների ձուլման հատկությունները.
«> 1) Հեղուկությունը հեղուկ վիճակում խառնուրդի կարողությունն է լցնել կաղապարը և վերարտադրել կաղապարի և միջուկի չափերն ու ձևերը: Այն մեծանում է համաձուլվածքի գերտաքացման ջերմաստիճանի բարձրացմամբ: Ածխածինը և ֆոսֆորը բարելավում են հեղուկությունը:
«> 2) Կծկում` հովացման և պնդացման ընթացքում ձուլվածքների ծավալի և չափերի ընդհանուր նվազում, կանխարգելելու համար սահմանվում են շահույթներ, դրա ամրացման ընթացքում մետաղի լրացուցիչ մատակարարման համար.
«> 3) Ներքին ձուլման լարումներ՝ ձուլվող մետաղի սառեցման և պնդացման ժամանակ, կծկման հետևանքով, ներքին կծկման լարումներ առաջանում են, եթե.«>, ապա տեղի է ունենում դեֆորմացիա: Եթե այդ ժամանակ տեղի է ունենում ճեղքվածք, ճեղքի առաջացում: Դա կարելի է կանխել բարձր ջերմաստիճանի տարածաշրջանում համաձուլվածքի դանդաղ սառեցման միջոցով:
«>4) ԼՈՒԾԱՐՈՒՄ (???) «> - սա խառնուրդի տարասեռությունն է քիմիական բաղադրության մեջ, ինչպես ձուլման առանձին մասերում (զոնալ), այնպես էլ բյուրեղների (???) պողպատի, ածխածնի, ֆոսֆորի, ծծմբի վերացվում են՝ առաջացնելով համաձուլվածքի անհամասեռություն։ Դա կանխվում է լցնելու ժամանակ համաձուլվածքի լավ խառնմամբ:
«> 5) Գազերի կլանո՞ւմ. Հալման ժամանակ մետաղները և համաձուլվածքները կարողանում են կլանել գազերը (ջրածին, մեթան) ժանգից, խոնավությունից, վառելիքից և համաձուլվածքի որակը փոխվում է: Գազերի կլանումը նվազեցնելը կարող է բավարար լինել այլ փոխանցելով համաձուլվածքների միջով գազեր, որոնք չեն ներծծվում այդ համաձուլվածքների կողմից, բայց հեռացնում են լուծված գազերը կամ վակուումային վառարաններում հալման օգտագործումը:
«> Ձուլման համաձուլվածքների պահանջներ.
«> 1) Հնարավորության դեպքում դրանք պետք է լավ լցնեն կաղապարը, այսինքն՝ ունենան բարձր հեղուկություն։
«> 2) Նրանք պետք է ունենան ցածր հալման ջերմաստիճան:
«> 3) Սառչելիս դրանք պետք է թեթև կծկվեն:
«> 4) Նրանք պետք է ունենան գազերը կլանելու մի փոքր ունակություն.
«>5) Նրանք պետք է լավ կառուցվածք ունենան։
«> 6) Նրանք պետք է ունենան թեթև սեգրեգացիոն հատկություն, որը տեղ-տեղ համաձուլվածք է։
«> 7) Նրանք պետք է ունենան նվազագույն արժեքը:
«> 8) Նրանք պետք է հեշտությամբ մշակվեն, ունենան բավականին լավ եռակցվածություն:
«> 7-8. Ձուլում ավազակավային կաղապարներում. տեխնոլոգիական գործընթացի էությունը, տեխնոլոգիական հնարավորությունները, շրջանակը և սարքավորումները:
«>1,2 - կողիկներ; " xml:lang="-none-" lang="-none-">
«>3 – մոդել;
«>4 - ձող;
«> 5 - ձև;
«> 6 - բարձրացնող;
Այս մեթոդը կազմում է նյութերի ձուլման մինչև 70%-ը.
«> 1) Ցելյուլոզիայի և թղթի արդյունաբերության թափոնները թույլ չեն տալիս փշրվել. 2) ածխի փոշին թույլ չի տալիս խառնուրդներին այրել. 3) մազութի թափոնները թույլ չեն տալիս այրել գունավոր մետաղների խառնուրդները.«>Տեխնոլոգիական գործընթաց.
«>1) Կաղապարման ավազի պատրաստում.- ավազի և կավի չորացում ջեռոցներում
«>- կավի հղկում ջրաղացներում և վազողներում մինչև նուրբ ցրված վիճակ
«> - խառնուրդի խառնում - խառնուրդի ծերացում - ձուլման մատակարարում
«\u003e 2) Ձևավորում (ապահովում է կաղապարի ստացում) Այն ապահովելու համար անհրաժեշտ են հետևյալը՝ կոլբայներ, ձուլման մոդելներ և ձողեր։ Ձուլման մոդելը ձուլածո մասի ուրվագծերի պատճենն է՝ հաշվի առնելով. Կաղապարների պատրաստման նյութը փայտն է (ընկույզ, հաճարենու, կեչի, լորենի, սոճի, եղևնի): Մոդելը հաճախ սոսնձվում է առանձին կտորներից՝ տարբեր ուղղություններով մանրաթելերով (ավելի մեծ ամրության համար) Դիմանում է 5-500 Ձուլվածքներ: Երբեմն այն պատրաստված է չուգունից, արույրից:
«> Խոռոչներ և անցքեր ստանալու համար ձողեր են պատրաստում։
«> Կաղապարները տուփեր են, որոնք ունեն միայն պատեր (FIG)
«> 3) Թափում - կաղապարում հալվածքը մատակարարելու եղանակը կախված է կոնֆիգուրացիայից, պատի հաստությունից և մետաղից։ Չուգուն լցնելիս մետաղը մատակարարվում է բարակ պատերին՝ միատեսակ սառեցում ապահովելու համար։ Պողպատը լցնելիս մետաղը մատակարարվում է խտացրած։ տարրերը, այսինքն՝ մեծ նեղացումը բնորոշ է։
«> Ձուլման ճշգրտության դասեր.
«>-չափ մինչև 100 կգ 7-13 դասեր (7 զանգվածային արտադրության փոքր ձուլվածքների համար, 13 խոշոր ձուլվածքների համար մեկ արտադրության համար)
«> - հանդուրժողականություն 9-14 որակավորում - կոշտություն 0,2 -40 մկմ - թույլտվություններ 2,5 - 10 մկմ մեկ կողմում
«> Առավելությունները. «> - կատարում տարբեր արտադրական պայմանների համար
«> - կոնֆիգուրացիայի բարդությունը՝ տարբեր կշիռներ և չափսեր
«> Թերությունները. «>-աշխատանքի բարձր ինտենսիվություն-տեւողություն-ցածր արտադրողականություն ձեռքով ձուլման ժամանակ-ցածր որակ-բարձր նպաստներ-բացասական ազդեցություն շրջակա միջավայրի վրա
«>9. Կեղևի կաղապարներում ձուլում. տեխնոլոգիական գործընթացի էությունը, տեխնոլոգիական հնարավորությունները, շրջանակը և գործիքավորումը:
«> Քանի որ ավազակավային կաղապարներում կաղապարի ուժը ցածր է, դրա համար անհրաժեշտ է մեծ քանակությամբ կաղապարման ավազ (1 տոննա ձուլման համար օգտագործվում է 4-12 տոննա ավազ): ավազակավային ձևը փոխարինելու ունակություն. պատյանը։
"> Նյութեր: «>-քվարց ավազ-ջերմակայուն խեժ
«> Նման խառնուրդի առաձգական ուժը մեծանում է 15-20 անգամ և կազմում է 5 ՄՊա
«>Ձուլման գործընթաց «>՝ սկսվում է նրանից, որ ինքնաշեն վահանի վրա
«> մոդելը տեղադրվում է (մետաղական են), տաքացնում են 200-300 աստիճան, քսում են սահմանազատող քսանյութով և պահում 10-30 վայրկյան։ Կաղապարման ավազը լցվում է, խեժը տաքանում է և կապում ավազահատիկները։ , կազմելով 6-15 մմ պատյան։Խառնուրդը հանելուց հետո կեղևը նախշի ափսեի հետ միասին դնում են ջեռոցում, որտեղ պահում են 3 րոպե 600-700 ջերմաստիճանում, մինչ խեժը դառնում է պինդ։ որ կեղևը դուրս է մղվում, եթե կաղապարը երկուսից է, ապա դրանք սոսնձում են, անհրաժեշտության դեպքում տեղադրում են ձող և լցնում մետաղը։ Ձուլվածքը սառչելուց հետո պատյանը հեշտությամբ քայքայվում է, քանի որ խեժի մի մասը այրվում է։ .Խառնուրդը վերականգնվում է (՞), այսինքն՝ հրակայուն լցոնիչը կարող է կրկին օգտագործվել:
"> Առանձնահատկություններ.
«>-Կեղևի կաղապարները կարող են պատրաստվել տաք մետաղական սարքավորումների միջոցով:
«>-ավազ-խեժ խառնուրդներն ունեն բարձր հոսքունակություն, այսինքն՝ չափերի ճշգրտությունը մեծանում է (8 որակ." xml:lang="en-AM" lang="en-AM">Rz«> = 40-80 միկրոն) - ձուլվածքների զանգվածը 0,5-50 կգ:
«> - մեթոդի արդյունավետությունը, նպաստները կրճատվում են 2 անգամ։
«> - հաստոցների քանակը կրճատվում է:
«> - Ավազի ծավալը կրճատվում է.
«> - ժամանակատար նոկաուտ գործողությունները վերացված են։
«> Այս մեթոդը առավել ռացիոնալ օգտագործվում է զանգվածային արտադրության մեջ (տարեկան առնվազն 200 ձուլում)
«> Թերությունները. «> - աշխատանք տաք սարքավորումների վրա. - ձուլման կաղապարի ճշգրտության կորուստ ծանր աշխատանքային մասերի արտադրության մեջ:
«>10. Ներդրումային ձուլում. տեխնոլոգիական գործընթացի էությունը, տեխնոլոգիական հնարավորությունները, շրջանակը և գործիքակազմը:
«> Մեթոդի էությունը կայանում է ինտեգրալ մեկանգամյա մոդելի օգտագործման մեջ:
«> Միևնույն ժամանակ, մինչև հալոցքը լցնելը, մոդելը հանվում է դրանց ձևերից՝ ձուլելով, սեղմելով, լուծարելով։
«> Տեխնոլոգիական գործընթաց.
«> Մոդելի կամ մոդելի օղակը պատրաստվում է կաղապարի մեջ, որի աշխատանքային հարթությունն ունի ձուլման կոնֆիգուրացիա՝ թույլատրելիով, մշակման համար մոդելը պատրաստված է ցածր հալման ջերմաստիճան ունեցող նյութերից (մոմ, պարաֆին) , լուծարվելու բարձր ունակություն (կարբոնիտ), առանց բլոկների ձևավորելու կարողություն: Հավաքեք բլոկների դարպասների համակարգի և բարձրացնողների մոդելներով: Ավելին, խալերի բլոկը հեղուկ ձուլման ավազով (կախոց) պատյան կաղապարների համար կազմում է շերտ: Մակերեւույթի վրա 1 մմ-ից պակաս, կեղևը կառուցվում է 3-10 շերտով փոշոտման միջոցով, յուրաքանչյուր շերտը չորանում է օդում կամ ամոնիակով: Դրանից հետո մոդելի բաղադրությունը հալեցնում են 100 աստիճանով, լրացուցիչ կալցինացնում: Սառչելուց և կարծրացում, կերամիկական կաղապարը քայքայվում է: Գործընթացը ապահովում է հարթ մաքուր մակերես (8-11 որակ) թույլատրելի 1,4 մմ-ից: Այս գործընթացը ապահովում է առավելագույն CIM (85-95%) Ձևի բարելավման շնորհիվ ձուլվածքները 0,8-2 մմ: կարելի է ձեռք բերել:
«> Առավելությունները. «> - ցանկացած համաձուլվածքի, ցանկացած կոնֆիգուրացիայի, բարակ պատերով ձուլվածքներ ստանալու հնարավորություն: - մի քանի մասեր միավորող բարդ կառուցվածքներ ստեղծելու ունակություն. - ինչպես առանձին, այնպես էլ զանգվածային արտադրության մեջ կազմակերպելու հնարավորություն: - ձուլման ծախսերի նվազեցում նյութեր - նվազեցնելով վնասակար ազդեցությունները.
«> Թերությունները. «> - Աշխատանքի ինտենսիվությունը և տևողությունը. - Ձուլման որակի վրա ազդող մեծ թվով գործոններ. - Կաղապար ստանալու համար նյութերի մեծ տեսականի. Սփրյուների համար մետաղի սպառման ավելացում:
«> 11. Ձուլում մետաղական կաղապարների մեջ (սառեցված կաղապարներ). տեխնոլոգիական գործընթացի էությունը, տեխնոլոգիական հնարավորությունները, շրջանակը և սարքավորումները:
«> Սառեցված կաղապարը մետաղյա կաղապար է, որը լցված է հալոցքով, այն բազմիցս օգտագործվում է: Այն բաղկացած է երկու կիսաձուլությունից, ափսեից և ներդիրներից: Կիսաձուլվածքները փոխադարձաբար կենտրոնացած են կապումներով և միացված են կողպեքներով: Պարամետրերը կաղապարը գերազանցում է ձուլման արժեքը համաձուլվածքի կծկման և սառեցման միջոցով: Հալոցքը լցվում է դարպասային համակարգով, իսկ սնուցումն իրականացվում է բարձրացնողների միջոցով: Գազերի հեռացումն իրականացվում է կաղապարի պատերի միջով: Կաղապարի ձևավորումը կարող է լինել բարդ (մեկ կտոր, հորիզոնական, ուղղահայաց և մի քանի հարթ միակցիչներով)
«>Տեխնոլոգիական գործընթաց.«> 1) Կաղապարի պատրաստում աշխատանքի համար. միակցիչի մակերեսը մանրակրկիտ մաքրվում է, ստուգվում է մասերի շարժման հեշտությունը, կենտրոնացման ճշգրտությունը, կաղապարի մակերեսին քսվում է հրակայուն ծածկույթի և ներկի շերտ. կաղապարը տաքացվում է մինչև աշխատանքային ջերմաստիճանը (473-623)
«>2) հալեցնելը
«> Ձուլման մետաղի հետ կաղապարի փոխազդեցության առանձնահատկությունները.
«> Մետաղական կաղապարն ունի ավելի բարձր ջերմահաղորդություն, ջերմային հզորություն, գրեթե զրոյական գազի թափանցելիություն: 1) Ձուլման նյութի սառեցման գործընթացը ավելի ինտենսիվ է (ստացվում է ավելի նուրբ և ավելի խիտ կառուցվածք)
«\u003e 2) Նյութի հիդրահեղուկությունը նվազում է, այսինքն՝ կաղապարի լցոնումը ավելի վատ է (ավելի բարակ պատերով ձուլվածքներ չեն ստացվում) 3) Կաղապարը գործնականում չզիջող է, հետևաբար հնարավոր է ապահովել ավելի բարձր ճշգրտություն (12-15 աստիճան. ) բայց միևնույն ժամանակ դա նպաստում է զգալի ներքին սթրեսների առաջացմանը (ճաքեր, նավաշինություն) 4) կաղապարի ներքին մակերեսը ծածկված է երեսպատման խառնուրդով, ուստի մակերեսի կոշտությունը ցածր է (8-10 մկմ)
"> Առավելությունները. «\u003e - աշխատանքի արտադրողականության բարձրացում (2-3 անգամ):
«> -կապիտալ ներդրումների արժեքի նվազեցում (ձուլվածքների հեռացման ավելացում 1) - ձուլվածքների որակի բարելավում - սանիտարահիգիենիկ պայմանների բարելավում - լիարժեք ավտոմատացման և մեքենայացման հնարավորություն.
«> Թերությունները. «> - կաղապարի բարձր արժեքը, դրա արտադրության բարդությունը:
«> - ներքին լարումների ձևավորում. - բարդ կոնֆիգուրացիայի ձուլվածքների ստացման դժվարություն: Դրանք օգտագործվում են սերիական և զանգվածային արտադրության մեջ. տարեկան 20-ից ավելի մեծ և 400 փոքր ձուլվածքների նվազագույն խմբաքանակ (չուգուն) 400-700 ձուլվածքներ: տարեկան (ալյումին):
«> 12. Կենտրոնախույս ձուլում. տեխնոլոգիական գործընթացի էությունը, տեխնոլոգիական հնարավորությունները, շրջանակը և սարքավորումները:
Սա ձուլվածքների արտադրության մեթոդ է, որի դեպքում կաղապարի մեջ լցված մետաղը ենթարկվում է կենտրոնական ուժերին: Օգտագործվում են պտտվող կաղապարներ, այսինքն՝ ձուլվածքներ, միայն պտտվող մարմիններ: Կաղապարի նյութի վրա սահմանափակումներ չկան: Քանի որ կաղապարը պտտվում է, օգտագործվում են շարժիչներ (ավելի հաճախ՝ բոլոր էլեկտրական) նման մեքենաները կոչվում են կենտրոնախույս՝ պտտման հորիզոնական և ուղղահայաց առանցքով։
«> Հորիզոնական առանցքով մեքենաներում հիմնականում արտադրվում են խողովակներ՝ ուղղահայաց առանցքով, ցածր ձուլվածքներով (տրամագիծը շատ է. ավելի շատ բարձրություն)
«> Ա) դարբնագործություն Բ) ED spindle-ով կաղապար: Կենտրոնական ուժերի ազդեցությամբ հալոցքը (3) նետվում է կաղապարների պատերին և կարծրանում: Ապահովում է 100% ջրի արտադրանք: Ձուլման ձևավորման պայմանները. որոշվում են ձուլման նյութով, կարող է լինել ավելի քիչ, բայց ներսից ավելի շատ:
"> Առավելությունները. «>-ձուլվածքներն ունեն բարձր խտություն՝ կապված դատարկությունների փոքր առկայության հետ։—Մետաղների պակաս սպառում՝ դարպասային համակարգի բացակայության պատճառով։—միջուկների արտադրության ծախսերի վերացում։—Հեղուկության ազդեցության վերացում լցոնման վրա։ կաղապարը.-երկու տարբեր համաձուլվածքներից ձուլվածքների արտադրության հնարավորությունը` ամրացված, հալոցքային եռակցում, տարբեր համաձուլվածքների հաջորդական թափում:
«> Թերությունները. «> ազատ մակերևույթի կողմից տրամագծի անճշտություն (բարձրության տարբերություն) Ամրապնդելիս ամրացումը նախ տեղադրվում է կաղապարի մեջ, որը լցվում է այլ բաղադրության համաձուլվածքով, ինչը նվազեցնում է մաշվածությունը: Եռակցման ժամանակ մետաղական թևն է. սկզբում տեղադրվում է, այնուհետև լցնում են համաձուլվածքը։Հաջորդական լցնելու ժամանակ սկզբում լցնում են մեկ մետաղ, այնուհետև երբ այն կարծրանում է, մնում է ոչ միայն ներքին մակերեսների վրա, լցնում են մեկ այլ մետաղ։
«> Գորշ չուգունի համար սահմանվում են ձուլվածքների նվազագույն նպաստները, հետո ավելանում են նպաստները։
«> 13. Ներարկման համաձուլվածքներ.
«> Հալած մետաղը լցվում է հատուկ մանինայի խցիկի մեջ, այնուհետև ճնշման տակ շարժվում է այս խցիկում: Այն մեծ արագությամբ լցնում է կաղապարի խոռոչը ցողունի միջով, ավելորդ ճնշման տակ ամրանում է, ձուլումը բացելուց հետո ձևավորում է ձուլվածք: բորբոս, ձուլումը հանվում է:
"> Առանձնահատկություններ.
«> Մետաղական լոգարիթմական կաղապարները և հեղուկ մետաղի վրա ավելորդ ճնշումը թույլ են տալիս ստանալ ձուլվածքներ Բարձրորակ, ճշգրտություն և ցածր կոշտություն Մեքենայի աշխատանքի սխեման սեղմման ուղղահայաց սառը խցիկով.
«> Հալվածքը սնվում է սեղմման խցիկի մեջ (2) և մխոցով (1) միջով!!! ... շարժական կեսից (7) և շարժական կեսից (6) կազմված կաղապարի մեջ, մնացածը. մետաղը խցիկից (2) դուրս է մղվում մխոցով (3) զսպանակով (4) Ավարտված ձուլվածքը (8) ցողունների հետ միասին հանվում է կաղապարի շարժական կեսից (7):
«> Ճնշումը 30-177 ՄՊա է: Հեղուկ մետաղի կաղապարի մեջ արտանետման արագությունը 0,5-120 մ/վ է:
«> Ձուլման կաղապարը լցվում է 0,1-0,01 վրկ.
«> Մետաղի շարժման բարձր պլաստիկ էներգիան հնարավորություն է տալիս նաև լավ մակերևութային հաճախականություն ստանալ: Ձուլման կաղապարների օգտագործումը, ինչպես նաև ձուլման ամրացման ժամանակ ճնշման ազդեցությունը նպաստում է 7-9 ճշգրտության ստացմանը: գնահատականներ." xml:lang="en-AM" lang="en-AM">Rz«> 20-10 միկրոն " xml:lang="en-AM" lang="en-AM">Ra"> 1,25-0,63
«>Ստացեք քասթինգներ" xml:lang="en-AM" lang="en-AM">Ալ">, " xml:lang="en-AM" lang="en-AM">Cu">, " xml:lang="en-AM" lang="en-AM">Zn«>-համաձուլվածքներ.
«> Ներարկման ձուլման ընթացքում ձուլման զանգվածը կախված է մեքենայի հզորությունից և իրականում կարող է տատանվել մի քանի գրամից մինչև կգ:
«> Հողի մեջ ձուլման արդյունքում ստացված ձուլվածքների ամրությունը մեծանում է 10-15%-ով։
«> Կառուցվածքը քայքայվում է, քանի որ կաղապարը լցնելու ընթացքում քսայուղի այրումից առաջանում են օդ և գազեր և ձևավորում գազ-օդ ծակոտկենություն։
"> «+» «> 1. 1 մմ-ից պակաս պատի փոքր հաստությամբ և մեծ տարածքի զարգացած մակերեսով ձուլվածքների ձեռքբերում. 2. որակի բարելավում. մետաղական կաղապարն օգտագործվում է բազմիցս, արդյունահանման գործընթացը 4. Սանիտարահիգիենիկ աշխատանքային պայմանների զգալի բարելավում.
"> «-» «> 1. Ձուլվածքների սահմանափակումներ չափերի և քաշի առումով, 2. կաղապարի բարձր արժեքը, 3. աշխատատար արտադրություն, կաղապարի սահմանափակ ամրություն, հատկապես գունավոր մետաղներ ձուլելու ժամանակ. 4. Գազի նեղացում և ծակոտկենություն:
«> 14. Էլեկտրասլագ ձուլում. ՆԿ.
«> Հալման և սառեցման գործընթացը տեղի է ունենում միաժամանակ։
«> Գործընթացի սկզբում ջրով հովացվող պղնձի կաղապարը 6 լցվում է նախնական հալած խարամով 4: Էլեկտրական հոսանք է մատակարարվում վերահալված էլեկտրոդներին 7 և սերմ 1, որը գտնվում է բյուրեղացման ստորին հատվածում: Խարամը լոգանքն ունի ցածր էլեկտրական հաղորդունակություն, հետևաբար, երբ դրա միջով էլեկտրական հոսանք է անցնում, մեծ քանակությամբ խարամի բաղնիքը տաքացվում է մինչև 1973 C ջերմաստիճան, որի պատճառով էլեկտրոդների ծայրերը ընկղմվում են դրա մեջ: սպառվող էլեկտրոդներ և հաջորդաբար կարծրանում են: կաղապարի ստորին հատվածում։
«> Ձուլման 2-ը ստանալուց հետո 7-րդ էլեկտրոդները բարձրացվում են, քանի որ դրանք հալվում են: Ձուլման մեջ ներքին խոռոչ ձևավորելու համար տեղադրվում է մետաղյա ձող 5, որը բարձրանում է: Գործընթացի էությունը կայանում է նրանում, որ հալվելը ժամանակը և տեղը միավորվում են կաղապարը լցնելով։ Ձուլումը աստիճանաբար ուղղվում է դեպի կաղապար։ Կաղապարը կատարում է 2 ֆունկցիա, ծառայում է ձուլման ձևավորմանը։ Օգտագործվում է հատուկ պողպատներից և համաձուլվածքներից և կրիտիկական նպատակների համար ձուլվածքներ ստանալու համար. ենթակա են տեխնոլոգիական հատկությունների և որակի բարձր պահանջների:
«> Ձուլվածքներ, ինչպիսիք են բալոնները, կլոր և օվալաձև խողովակները, փականների մարմինները, ջերմային և ատոմային էլեկտրակայանները: Գերբարձր ճնշման անոթներ, միացնող ձողեր և այլն:
«> 15. Շարունակական ձուլում
«> Հեղուկ մետաղը մի ծայրից հավասարաչափ և շարունակաբար քաշվում է սառեցված կաղապարի մեջ (2), իսկ մյուս ծայրից կարծրացած ձողի տեսքով հատուկ մեխանիզմով դուրս է քաշվում, ինչի արդյունքում պայմաններ են ստեղծվում շարունակական պնդացման համար։ ձուլման ձուլվածքները խիտ են, առանց կծկվող խոռոչների, բարձր մեխանիկական ամրությամբ:
«> Սկուտեղ (4) կաղապարի ստորին հատվածում տեղադրված սերմով (5):
«> Մատուցվում է շերեփից (1) ձուլման խոռոչի մեջ (6):
«> Հաստությունը 10-16 մմ Արագություն 0,75-1 մ/ր.
«> Ձուլման գործընթացում - խողովակի շարունակական դուրսբերում կաղապարից, որն ապահովում է բարձր ամրություն։ Ձուլման որակը համապատասխանում է մետաղական կաղապարների մեջ ձուլմանը։ Խողովակներ Ф մինչև 0,8 մ և մինչև" xml:lang="en-AM" lang="en-AM">l«>=10 մ.
«>»+» 1. Անսահմանափակ երկարությամբ տարբեր խաչմերուկների ձուլվածքների ձեռքբերում, բերքատվության ավելացում, ձուլման կաղապարների արտադրության ավելի ցածր ծախսեր 2. Մետաղների ձուլման գործընթացների ավտոմատացում, աշխատանքի ինտենսիվության ամբողջական վերացում Սանիտարական ստանդարտներ.
«>»-» Հալվածքի սառեցման ինտենսիվությունը մեծանում է, ինչը հանգեցնում է ներքին լարումների։
«>16.Քամել ձուլում
«> Էությունը կայանում է նրանում, որ կաղապարի լցունակությունը բարելավելու և ձուլման որակը բարելավելու համար գործընթացն իրականացվում է այնպես, որ ձուլման երկրաչափական չափերը և ձևը փոխվում են, քանի որ կաղապարը լցվում է հալվածքով: Սա նվազեցնում է ջերմության կորուստը հալման միջոցով և լավագույնս լցնում կաղապարը բարակ պատերով և մեծ չափերի ձուլման համար:
«> Գործընթացը կարող է իրականացվել 2 եղանակով.
«> 1. Կաղապարի կեսը պտտել ֆիքսված առանցքի շուրջ։
«> 2. 2 կիսաձևերից մեկի հարթ-զուգահեռ շարժումը.
«> Կաղապարը պատրաստելուց և հավաքելուց հետո հալոցքը լցվում է ձուլարանի տեղադրման 1-ին փուլի մետաղական ընդունիչի ստորին մասում, այնուհետև այս ձևը վերածվում է 2-րդ փուլի և հալոցքը բարձրանում է տեղադրման մեջ՝ լրացնելով խոռոչը կիսակառույցի միջև։ կաղապարները և կողային պատերը, որոնք փակում են տեղադրումը ծայրերից: Հալման ծավալի կիսաձուլվածքի կազմաձևումն այնպիսին է, որ դրանց ջերմության կորուստը նվազագույնի ձևով է: Կիսաձուլվածքների մոտեցման վերջում, փուլ 3, նրանց միջև հեռավորությունը համապատասխանում է ձուլման պատի հաստությանը, իսկ ավելցուկային մետաղը միաձուլվում է ընդունիչ կարասի մեջ: ձուլվածքը հանվում է տեղադրումից, այդպիսով ձուլվածքներ են ստացվում մինչև 2 մմ պատի փոքր հաստությամբ և զգալի մակերեսով: 1000x3000 (վահանակներ, արբանյակային մասեր) (" xml:lang="en-AM" lang="en-AM">Ալ"> 2, " xml:lang="en-AM" lang="en-AM">Ալ">4, " xml:lang="en-AM" lang="en-AM">Ալ"> 6, " xml:lang="en-AM" lang = "en-AM">Mn«> 5).Ձուլվածքներն ունեն լավ կառուցվածք, մեխանիկական հատկություններ. Շնորհիվ այն բանի, որ ձուլման գործընթացի ձևավորումը ձուլման լցման հետ միաժամանակ: ձևավորվում և ավարտվում է այն ավարտվելուց հետո: Բերքատվությունը մեծ չէ 8-10%: Գործընթացը ցածր աշխատատար է: Թույլ է տալիս փոխարինել գամված և եռակցված արտադրանքները:
«> 17. Հեղուկ մետաղի դրոշմում
«> Հեղուկ մետաղի դրոշմումը առաջադեմ տեխնոլոգիական գործընթացներից մեկն է, որը հնարավորություն է տալիս ձեռք բերել հաստ բլանկներ՝ կրճատված հաստոցային բացերով, բարձր ֆիզիկական, մեխանիկական և գործառնական հատկություններով։
«> Հեղուկ մետաղի դրոշմման գործընթացը համատեղում է ձուլման և տաք դարբնման գործընթացները։
Գործընթացը բաղկացած է նրանից, որ հալոցքը, լցված կաղապարի մատրիցայի մեջ, սեղմվում է հիդրավլիկ մամլիչի սլայդի վրա ամրացված դակիչով մինչև պնդացման ավարտը:
Դակիչի և մատրիցայի զուգավորումը ձևավորում է փակ ձևավորված խոռոչ: Աշխատանքային մասի արտաքին եզրագծերը ստացվում են բաժանված ձևով, եթե մասն ունի արտաքին ելուստներ, կամ միաձույլ ձևով` ելուստների բացակայության դեպքում: Ներքին խոռոչները ձևավորվում են հեղուկ մետաղի մեջ դակիչ մտցնելով:
«> Կաղապարից հանվելուց հետո մշակման կտորը ենթարկվում է տարբեր տեսակի մշակման կամ օգտագործվում է առանց հետագա մշակման։
«> Բարձր ճնշման և արագ սառեցման ազդեցության տակ հալոցքում լուծված գազերը մնում են պինդ լուծույթում: Բոլոր կծկվող բացերը լցվում են չպինդ հալվածքով, ինչի արդյունքում մշակվող մասերը խիտ են, մանրահատիկ կառուցվածքով: , ինչը հնարավորություն է տալիս արտադրել հիդրավլիկ ճնշման տակ աշխատող մասեր։
«> Այսպիսով, արտաքին մակերեսի վրա տարբեր ձևավորված մակընթացություններով կարելի է ձեռք բերել բարդ բլանկներ, որոնք շատ են դուրս գալիս մասի հիմնական ընդհանուր չափերից: Բլանկներում կարող են անցքեր ստանալ, որոնք գտնվում են ոչ միայն դակիչի շարժման երկայնքով, այլև նաև ուղղահայաց ուղղությամբ։
«> Հնարավոր է սեղմել մետաղական և ոչ մետաղական կցամասերը բլանկների մեջ:
«> Գործընթացն օգտագործվում է մաքուր մետաղներից և համաձուլվածքներից ձևավորված բլանկներ ստանալու համար, որոնք հիմնված են մագնեզիումի, ալյումինի, պղնձի, ցինկի, ինչպես նաև գունավոր մետաղներից:
«> 18. Ձուլված պատյանների ձևավորում
«> Ձուլվածքների նախագծման պահանջներ.
«> Հետևյալ պահանջները պետք է բավարարվեն.
«> 1) Ձուլվածքները, հնարավորության դեպքում, պետք է ունենան պարզ արտաքին ուրվագիծ՝ նվազագույն թվով կողերով, ելուստներով և ներքին խոռոչներով։ 3) Ձուլման նախագծման մեջ պետք է հաշվի առնել դրա փոխազդեցությունը ձուլման ձևի հետ.4) Ձուլման դիզայնը պետք է լինի բավականաչափ արտադրական՝ ընտրված ձուլման առումով.
«\u003e 5) Ձուլման հիմքի մակերեսները պետք է ունենան հաստոցների համար հարմար դասավորություն." xml:lang="en-AM" lang="en-AM">min«> նյութի սպառում. 7) Ձուլումը պետք է լինի կոմպակտ, խոշոր արտադրանքները պետք է բաժանվեն մի քանի մասի.«> Ձուլման գծագրի մշակում.«> Նախնական տվյալներ՝ 1. Մասի գծանկար 2. Տեղեկություն թողարկման ծրագրի մասին 3. Նյութ 4. Մասի նշանակում հավաքում։«> Սկզբում «> ձուլվածք մշակելիս նախ անհրաժեշտ է գնահատել դրա արտադրական լինելը: Զգուշորեն ուսումնասիրել մասի դիզայնը և հնարավորության դեպքում առաձգականությունը: Պետք է գնահատել ներքին մակերեսների, անցքերի ստացման հնարավորությունը՝ հիշելով, որ ձողերի քանակը զգալիորեն մեծացնում է կաղապարի պատրաստման և հավաքման բարդությունը, դրանք մեծացնում են ամուսնության հավանականությունը:«> Ձուլման ձուլման հարմարավետության ապահովում.«> Ձուլվածքների արտադրության տեխնոլոգիական գործընթացի զարգացումը սկսվում է կաղապարում դրա տեղակայման հնարավոր տարբերակների դիտարկմամբ: 1. Բաժանման մակերեսի ընտրություն.
«> Այն մակերեսը, որի երկայնքով կաղապարը հավաքելիս, նրա ստորին և վերին մասերը միացված են, կոչվում է բաժանման մակերես: Կաղապարի երկու մասերը, ապա բաժանման մակերեսը պետք է համընկնի մոդելի բաժանման մակերեսի հետ: Որոշելու հնարավորությունը. Կաղապարից մոդելների ազատ հեռացում, օգտագործվում է ստվերային մեթոդը: Երբ ձուլման լոգանքը երևում է զուգահեռ ճառագայթների միջով, մուգ հատվածները ոչ մի տեղ չեն երևում բոլոր հատվածներում: գ) Ձուլման ներքին մակերեսները պետք է ունենան բավարար քանակ պատուհաններ կամ բացվածքներ, որոնց չափերը և գտնվելու վայրը պետք է ապահովեն մասերի ճիշտ և կայուն դասավորությունը կաղապարում:«> Ձուլման որակի ապահովում«> Ձուլման շերտերի որակը կաղապարի տարբեր մասերում նույնը չի լինի, երբ կաղապարը հեղուկ մետաղով լցնելիս, հալվելը, մետաղի աղտոտումը ինքնին հնարավոր է և հավաքվում և բարձրանում է: Մետաղում լուծված գազերը բարձրանում են մինչև Ձուլման վերին մասերը, ստեղծվում են նաև նստվածքային թաղանթներ, ձուլման լավագույն որակը ձևավորվում է կաղապարի հատակում։
«>Ձուլվածքների պատի հաստության նշանակումը«> Պատի նվազագույն հաստության նշանակում: Եթե պատի հաստությունը չափազանց բարձր է, ապա դա կարող է հանգեցնել նստվածքային թաղանթների, ծակոտկենության և այլնի տեսքին: Ի վերջո, պատերի ամրությունը նվազում է և մետաղի սպառումը մեծանում է: Եթե պատի հաստությունը թերագնահատված է, ապա այս դեպքում դժվար է ձեռք բերել արտադրական ձուլվածք՝ անավարտ մետաղական կաղապարներ, դատարկություններ, ճաքեր:
«> Նվազագույն հաստությունը կարող է ընտրվել կախված մասի չափսերից՝ N \u003d (2 * l + b + h) / 3: Ավազի ձուլման համար կան հատուկ գրաֆիկներ, ըստ որոնց ընտրվում է այս հաստությունը: Եթե N> 8, ապա պողպատե և չուգուն ձուլվածքների պատի հաստությունը վերցվում է 40-30 մմ-ից ոչ պակաս։<0,1 для алюминиевых сплавов минимальная толщина стенки 2мм, медь, олово - 2.5 мм. -4 мм.
«\u003e Եթե ստացված նվազագույն պատի հաստությունը պարզվում է\u003e նշված է գծագրում, ապա անհրաժեշտ է ճշգրտումներ կատարել դիզայների հետ համաձայնությամբ: Ձուլվածքների վրա ծածկույթների նշանակում
«> Լապը կոչվում է ձուլման տեխնոլոգիական հատված, որտեղ ձուլման մեթոդներով դժվար կամ անհնար է ձեռք բերել անցքեր, խոռոչի խոռոչներ։
«> 19. Հիմքերի և չափերի ընտրության կանոնը
«> Հիմք - մակերես, մակերևույթների համադրություն, առանցք, կետ = մշակման կտորներ: Օգտագործվում է հաստոցների մշակման ժամանակ: Հիմքերը՝ հարդարման, կոպիտ մշակման: Կոպիտ հիմքեր ընտրելիս պետք է հաշվի առնել հետևյալ առաջարկությունները. 1. Կոպիտի չափերը. հիմքը, հնարավորության դեպքում, պետք է լինի նվազագույն, այս դեպքում դրա ծռվելն ու շեղումները կլինեն նվազագույն: մոդելը և ոչ թե միջուկները:3. Ցանկալի չէ օգտագործել հիմքի մակերևույթների հետ մետաղական կաղապարի միակցիչ կամ հատող մակերեսներ:
«>Ձուլված մասերի չափագրման հիմնական կանոնները.
«>1. Կոպիտ մակերեսները պետք է կապվեն կոպիտ ձուլման հիմքի հետ ուղղակիորեն կամ օգտագործելով ծավալային հավասարումներ:
«> Գ- չբռնված, կապված Վ
«> 2. Նախնական հարդարման հիմքը պետք է կապել նախագիծ Ա-ի հիմքին:
«>3. Մակերեւութային մշակման բոլոր այլ չափերը պետք է կապված լինեն մշակման հիմքի B-ին:
«> 20. Ձուլված բիլետի գծագրի նախագծում
«\u003e Գծագրերը կազմվում են USKD-ի կանոններին համապատասխան: Չուգունի ձուլվածքները պետք է պարունակեն բոլոր անհրաժեշտ տվյալները արտադրության, վերահսկման և ընդունման համար: Աղբյուր փաստաթուղթը մի մասի գծագիրն է: Սկզբում` մասի գծագիրը: բարակ գծերով, այնուհետև բոլոր մշակված մակերևույթների վրա, որոնք կոչվում են հավելումներ, պտույտներ: Կաղապարի մեջ ձուլման դիրքերը և կաղապարի բաժանման գծերը որոշելուց հետո սահմանում են ձուլման թեքություններ և նշանակում կլորացման շառավիղներ: Հաշվի առնելով ձողերի չափերն ու դիրքը. որոշվում են ներքին մակերեսների, անցքերի դիզայնը և չափերը, որից հետո տեղադրվում է չափագրման համակարգը։
«> Տեխնիկական պայմանների նշանակում«> 1. Նշեք ջերմային մշակման տեսակը, կարծրության սահմանված սահմանները,
Մակերեւույթի չափման մեթոդները և տեղը: 2. Նշված են չափերի, զանգվածների ճշգրտության դասը, շեղման աստիճանը և հաստոցների մի շարք թույլտվություններ՝ համաձայն ԳՕՍՏ 26845-85-ի: Նույն ձուլման տարբեր չափերի համար. թույլատրվում է օգտագործել տարբեր ճշտության դասեր 3. Գծագրի վրա չնշված կորության շառավիղները և կաղապարման թեքությունները 4. Կոլբայի թույլատրելի տեղաշարժերը.
«> 5. Տեղեկություններ ԳՕՍՏ 6-ը ցույց տվող նյութի մասին. Տեղեկություններ ձուլման թույլատրելի թերությունների տեսակի, քանակի և տեղակայման մասին (ծակոտկենություն, պատյաններ, ճաքեր):
«> 21. Մետաղների ձևավորման տեխնոլոգիական հնարավորությունները
«> Մեքենաշինության և մետալուրգիական արդյունաբերության ձեռնարկություններում օգտագործվում են մետաղների ձևավորման տարբեր մեթոդներ, օրինակ՝ ժ. մեքենաշինական ձեռնարկություններԼայնորեն կիրառվում են ազատ դարբնոցը, ծավալային և թիթեղային դրոշմումը, մետալուրգիական գործարաններում՝ գլանվածք, քաշում և մամլում (մամլում)։«> Անվճար դարբնոց«> իրականացվում է մուրճերի կամ մամլիչների վրա: Ազատ դարբնագործության արդյունքում ստացված դարբնոցների մի շարք ձևեր ձեռք են բերվում նույն ունիվերսալ գործիքի միջոցով՝ հարվածներ, ծակոցներ, գլորում և այլն: մետաղի բարձրությունը՝ դրա չափերի մեծացմամբ: երկարությունը և լայնությունը: Այսպիսով, արտադրանքի ձևը ձևավորվում է աշխատանքային մասի սեղմման և տարբեր ուղղություններով անհավասար դեֆորմացիայի պատճառով:«> 3D դրոշմում«> դարբնագործության տեսակ է և տեխնոլոգիական պրոցես է, որի ժամանակ դրոշմավորված դարբնոց է ստացվում՝ ձուլվածքի խոռոչը բռնի մետաղով լցնելով։ Դարբնագործության ժամանակ մետաղի դեֆորմացիան իրականացվում է հատուկ գործիքի՝ դրոշմակնիքի միջոցով, որի աշխատանքային խոռոչը հանդիսանում է. Արտադրանքի ձևի դրոշմը, որը պետք է ձեռք բերվի: Հետևաբար, մեմբրանի խոռոչի ձևն ու չափերը պետք է համապատասխանեն պահանջվող արտադրանքի տեսակին: սառը դրոշմում, դուք կարող եք ձեռք բերել հաստոցների մասեր, որոնք չեն պահանջում հետագա մշակում, կտրելով:
«>Գլորում «> մետաղի ճնշմամբ մշակման տարածված մեթոդներից է: Սկզբում թիթեղը գլորվել է սպասք պատրաստելու համար, ոսկի և արծաթ` մետաղադրամներ հատելու համար, կապարի թիթեղներ` խողովակների համար: Ներկայումս մետաղի գլանման մեթոդները լայնորեն կիրառվում են արտադրության մեջ: տարբեր տեսակի արտադրատեսակներ: Կախված գլանափաթեթների տեղակայությունից և դրանց հարաբերական տեղաշարժից, գլանման մեթոդներն են՝ երկայնական, լայնակի և պտուտակաձև (ուղղաձիգ): Մետաղների ձևավորման բոլոր գործընթացները հիմնված են պինդ վիճակում գտնվող մետաղական նյութերի ձևը փոխելու ունակության վրա: չափը արտաքին ուժերի ազդեցության տակ, այսինքն՝ պլաստիկ դեֆորմացվող ձևավորման գործընթացների լայն տեսականիով, դրանք կարող են համակցվել«> երկու հիմնական խմբի«> - մետալուրգիական և մեքենաշինական արտադրության գործընթացներ։ Առաջին խումբը ներառում է՝ գլանվածք, սեղմում և գծում, այսինքն՝ տեխնոլոգիական գործընթացի շարունակականության սկզբունքի վրա հիմնված գործընթացներ։ գլանվածք, խողովակներ, պրոֆիլներ, մետաղալար և այլն) օգտագործվում են որպես դարբնոցներ, դրոշմման և հաստոցների խանութներում և որպես պատրաստի արտադրանք տարբեր տեսակի կառույցներ ստեղծելու համար: Երկրորդ խումբը ներառում է այնպիսի գործընթացներ, ինչպիսիք են դարբնոցը, դարբնոցը (տաք և սառը) , թերթի դրոշմավորում Այս գործընթացները ապահովում են արտադրանքի (մասերի) և պատրաստի մասերի բլանկներ, որոնք չեն պահանջում հետագա մշակում:«> Մշակվում է «> ճնշումը կարող է կիրառվել այն մետաղների և համաձուլվածքների վրա, որոնք ունեն պլաստիկության անհրաժեշտ սահմանը, որն ապահովում է դեֆորմացիա՝ չխախտելով նյութի շարունակականությունը, այսինքն՝ առանց այն ոչնչացնելու: Պլաստիկությունը նյութի հաստատուն, կանխորոշված հատկություն չէ, դրա վրա ազդում է. մի շարք գործոններով՝ քիմիական կազմի նյութ, ջերմաստիճան և լարման արագություն, դեֆորմացիայի գոտու ձև և այլն։ Ստեղծելով համապատասխան դեֆորմացիոն պայմաններ՝ հնարավոր է ստանալ անհրաժեշտ տեխնոլոգիական պլաստիկություն։«>Կ «> կախված ջերմաստիճանից և լարվածության արագությունից«> Տարբերակել սառը և տաք դեֆորմացիան:
«>Սառը դեֆորմացիա«> տեղի է ունենում այնպիսի ջերմաստիճանի և արագության պայմաններում, երբ նյութում տեղի է ունենում միայն մեկ գործընթաց՝ մետաղի կարծրացում (կամ կարծրացում):«>Տաք դեֆորմացիա«> իրականացվում է այնպիսի ջերմաստիճանի արագության մշակման պայմաններում, երբ նյութում միաժամանակ տեղի են ունենում երկու պրոցեսներ՝ կարծրացում և վերաբյուրեղացում (կարծրացում և փափկացում), և փափկման արագությունը հավասար է կամ ավելի բարձր, քան կարծրացման արագությունը: Տաք դեֆորմացիայի ժամանակ բոլոր մեխանիկական նյութի հատկությունները բարելավվում են. և՛ ամրությունը, և՛ պլաստիկը, հարվածի ուժը հատկապես մեծանում է տաք դեֆորմացիայից հետո, որպես կանոն, միկրոկառուցվածք, մանրահատիկ, մանրաթելային մակրոկառուցվածք Տաք դեֆորմացիայի ժամանակ մանրաթելային մակրոկառուցվածքի ձևավորումը օգտակար երևույթ է, հատկապես կրիտիկական մասերի արտադրության մեջ։ (տուրբինային սկավառակներ, լիսեռներ, ռոտորներ և այլն): Մետաղների ձևավորման տեխնոլոգիական գործընթաց ընտրելիս պետք է հաշվի առնել համաձուլվածքների տեխնոլոգիական հատկությունները: Որքան ցածր է նյութի պլաստիկությունը, այնքան ավելի դժվար է ստանալ բարձր որակյալ աշխատանքային կտոր, այնքան ավելի բարդ է տեխնոլոգիական գործընթացը և այնքան բարձր է մասի արժեքը:
«> 22. Պլաստիկ դեֆորմացիայով բլանկներ ստանալու հիմնական մեթոդները
«> Մակերեւութային պլաստիկի դեֆորմացիան (SPD) աշխատանքային մասերի մշակումն է ճնշման միջոցով, որի դեպքում միայն նյութի մակերեսային շերտն է պլաստիկ դեֆորմացվում։
«> PPD մեթոդներով հաստոցավորումն իրականացվում է մետաղահատ մեքենաների վրա հատուկ գործիքներով։ Աշխատանքային մասի մշակման այս եղանակները բաղկացած են դրանց նյութի պլաստիկ դեֆորմացմամբ՝ առանց չիպերի առաջացման։
«> PPD-ի երկու տեսակ կա.«> - Ծավալային պլաստիկ դեֆորմացիա (OPD), որն օգտագործվում է աշխատանքային մասի նոր տարրեր ձևավորելու համար. աշխատանքային մասի շերտը՝ գլանափաթեթներով և գնդիկներով գլորում, ադամանդի երեսպատում, գնդիկով անցքերի երեսպատում և չափաբերում, մետաղական խոզանակներով մշակում, կրակոցով փչում, դաջում և այլն։
«> PPD մեթոդները արդյունավետ են և ապահովում են մակերեսի բարձր որակ (ավելացված կարծրություն, մնացորդային սեղմման լարումներ, մակերեսի ցածր կոշտություն) և անհրաժեշտ ճշգրտություն: Սովորաբար PPD-ն իրականացվում է ունիվերսալ սարքավորումների վրա և հեշտությամբ ավտոմատացվում է: Դրան նախորդում է հարդարումը (վերջատում և ձանձրալի, ռեամինգ և այլն):
«>Այս մեթոդներն են«>. խանգարում, սեղմում, ընդլայնում, խորշում, գծում, ձգում, ուղղում, ծռում: Մասերի չափերի վերականգնումն իրականացվում է մետաղի մի մասը իր ոչ աշխատանքային տարածքներից մաշված մակերեսներ տեղափոխելու միջոցով: Հատուկ արտադրության անհրաժեշտություն. հարմարանքները և ձողերը այս տեսակի վերանորոգման մեթոդների մեծ մասը տնտեսապես արդարացնում են միայն բազմաթիվ նմանատիպ մասերի վերականգնման դեպքում:«>Նախագիծ «> օգտագործվում է պինդ մասերի արտաքին տրամագիծը մեծացնելու կամ սնամեջ մասերի ներքին և արտաքին տրամագիծը փոքրացնելու համար՝ նվազեցնելով դրանց բարձրությունը: Այս կերպ վերականգնվում են տարբեր թփեր, երբ մաշվում են ներքին կամ արտաքին տրամագծի երկայնքով, լիսեռների կոճղերը: և առանցքները, հանդերձանքի ատամները և այլ մասեր:«> Սեղմում «> օգտագործվում է սնամեջ մասերի ներքին տրամագիծը նվազեցնելու համար արտաքինը կրճատելու միջոցով: Այս մեթոդը վերականգնում է գունավոր մետաղներից պատրաստված թփերը, հարթ կամ ճեղքավոր անցքերով լծակների ծակերը, հիդրավլիկ պոմպի պատյանները, գլանակիր վանդակները և այլն: Սեղմումից հետո: , մասը մեծացվում է արտաքին տրամագծով (օրինակ՝ էլեկտրոլիտիկ մեթոդով) և բացվում ներքին տրամագծի երկայնքով մինչև պահանջվող չափը։«> Բաշխում «> օգտագործվում է արտաքին տրամագիծը մեծացնելու համար՝ մեծացնելով ներքինը։ Այս կերպ վերականգնվում են քորոցները, թփերը (ներառյալ ցցվածները), խոռոչ լիսեռները և պտտման այլ մարմինները։ Բաշխումը հաճախ իրականացվում է մասերի սառը վիճակում։ կարծրացած մասերը սկզբում ենթարկվում են կոփման կամ եռացման, փոխարենը դակիչով երբեմն օգտագործվում են ցանկալի տրամագծով պողպատե գնդիկներ: Սեղմումից հետո արտաքին տրամագծի վրա գտնվող մասը, որպես կանոն, մշակվում է:«>Նորք «> օգտագործվում է մասի մաշված մասերի չափերը մեծացնելու համար՝ մետաղը չաշխատող մակերևույթներից վերաբաշխելով: Այս մեթոդը վերականգնում է ցայտերի, շարժակների ատամների, գնդիկավոր քորոցների և այլնի մաշված կողային մակերեսները: Կարծրացած մասերը նախ ենթարկվում են կոփման: մանրացնելը.«> արտանետում «> օգտագործվում է մասերի (լծակներ, ձողեր, ձողեր, ձողեր և այլն) երկարությունը մեծացնելու համար փոքր տարածքում դրանց խաչմերուկի տեղային նեղացման պատճառով՝ երկարացման ուղղությամբ ուղղահայաց ուժի կիրառմամբ: Կափարիչը կատարվում է. մինչև 800-850 °C տեղային ջեռուցմամբ մասի տաք վիճակում։«> Ձգվելը, ինչպես ձգվելը«>, ծառայում է մասի երկարության մեծացմանը, սակայն երկարացման ուղղությունը համընկնում է գործող ուժի ուղղության հետ: Խմբագրումն օգտագործվում է մասերի ճկումը, ոլորումը և ոլորումը վերացնելու համար: Այս մեթոդը վերականգնում է լիսեռները, կապարի պտուտակները, առանցքները, միացնողը: ձողեր, ձողեր, փակագծեր, ճառագայթներ, շրջանակներ և պատյաններ:«>Խմբագրել «> կատարվում է մամլիչներով, խցիկներով, փակագծերով, հատուկ սարքերով, մուրճերով և մուրճերով։ Կախված դեֆորմացիայի աստիճանից և մասի չափսերից՝ մոնտաժը կատարվում է մասի սառը վիճակում կամ դրա նախնական տաքացմամբ։«> Խռռոց «> օգտագործվում է լիսեռի մատյանների վրա ամրացված ամրացումները վերականգնելու համար: Կենտրոններում ամրացված մաս խառատահաստոց, ներս վազում է U12A կամ ShKh15 պողպատից պատրաստված կտրվածքով 60-70 ° կոնաձև անկյունով և HRC 55-58 կարծրությամբ, ամրացված տրամաչափի մեջ: Այս կերպ մասի տրամագիծը կարելի է հասցնել մինչև 0,4 մմ։ Մասի կարծրությամբ HRC<30 накатку производят в холодном состоянии при обильном охлаждении машинным маслом. После накатки деталь шлифуют или накатывают гладким роликом до получения требуемого размера.
«>23. Դարբնագործության հիմնական գործառնություններ
«> Սևագիր, վայրէջք, բրոշ, որոնված, գլորում և այլն:
«> Նախագիծ - դարբնագործություն, որը կապված է սկզբնական աշխատանքային մասի խաչմերուկի մեծացման և դրա բարձրության նվազման հետ
«> Գործակից
«>Իջնում «> - վիրահատություն, որն իրականացվում է խանգարելով, բայց կատարվում է զագի ինչ-որ մասի վրա։«>Բրոշ «> ա - դարբնագործություն, որը կապված է զագ-կի խաչմերուկի նվազման և դրա երկարության ավելացման հետ:«> Որոնվածը «> - դարբնոցում անցքեր ստանալը (սովորաբար կլոր)«> պտտվել մանդրելի վրա«> - դարբին
«> Գործողություն, որը կապված է օղակաձև բլանկի արտաքին և ներքին տրամագծերի մեծացման և դրա պատի հաստության նվազման հետ:
«> Սարքավորումներ դարբնագործության համար.«> Դարբնագործությունը կատարվում է դարբնոցային մուրճերի վրա, մուրճի սարքը հիմնված է հարվածի գործողության սկզբունքի վրա, մուրճի հարվածի էներգիան որոշվում է ընկնող մասերի զանգվածով և«> նրանց անկումը, երբ նրանք հարվածեցին զագ-կուին:
«> Ըստ օգտագործվող մուրճերի տեսակի.«> - գոլորշու-օդ (1); - օդաճնշական (2); - մեխանիկական: (1) կարող է աշխատել գոլորշու կամ սեղմված օդի վրա: Գոլորշի ջերմությունը և սեղմված օդի էներգիան մուրճում վերածվում են շարժման աշխատանքի: ընկնող մասեր: Դրանք բաժանվում են՝ մեկ գործողության(ներ), կրկնակի գործողության
«> (ա) էներգիայի կրիչը օգտագործվում է միայն ընկնող մասերը բարձրացնելու համար
«> բ) մուրճի մխոցի վրա գործարկվող հարվածի ընթացքում վերևից օգտագործվող էներգիան և ճնշումը (2) էներգիայի կրիչը օդն է: Ընկնող մասերի զանգվածը մինչև 75 կգ (մեկ գործողության), մինչև 1000 կգ. (2-րդ գործողություն) Օգտագործում- Բոլոր դարբնոցային մամլիչները ոչ հարվածային սարքավորումներ են (մեծ չափերի փաթեթների համար), դրանք կարող են լինել պարահիդրավլիկ և հիդրավլիկ:
«> Ուժեր 5-ից մինչև 150 մՆ«> Դարբնագործության թերություններ. «\u003e Կարող է առաջանալ տեխնիկական գործընթացի տարբեր փուլերում: Երբ փաթեթը տաքացվում է սառեցման ընթացքում ձևավորվելու ընթացքում" xml:lang="en-AM" lang="en-AM">տ"> ↓ " xml:lang="en-AM" lang="en-AM">տ«> դարբնոց կամ անբավարար բացահայտում դարբնոցի ժամանակ" xml:lang="en-AM" lang="en-AM">տ«>. Հոդում առաջանում են արտաքին կամ ներքին ճաքեր (պլաստիկության բացակայություն) բ) Արատների գերտաքացումն առաջանում է, երբ հոդը տաքացվում է." xml:lang="en-AM" lang="en-AM">տ«> ընդունելի է որոշակի տեսակի պողպատի համար կամ երկարատև ծերացման դեպքում: Արդյունքն այն է, որ հացահատիկի արտասովոր աճն է և ուժի նվազումը, գ) Գերայրումը մետաղական հատիկների սահմանի երկայնքով օքսիդացման կամ հալման գործընթացն է՝ երկարատև օքսիդացված տաքացման արդյունքում: բարձր" xml:lang="en-AM" lang="en-AM">տ«>. Մետաղը կորցնում է ուժն ու ճկունությունը, ինչը հանգեցնում է կործանման։ Բնորոշ է կոպիտ կոտրվածք։ Նշանը՝ փլուզվող կայծերի առատ արձակում, կոր ուրվագծով արցունքների առաջացում։
«>24. Հումք՝ դարբնոցների արտադրության համար
Դարբնագործության պրոցեսների համար ելակետ են ձուլակտորները, որոնց զանգվածը կարող է տատանվել մի քանի կիլոգրամից մինչև 250 ... 350 տոննա, և գլանափաթեթներ: Տաք դրոշմման համար դարբնոցները, գլանվածքը, սեղմված բլանկները և գծագրությամբ ստացված բլանկները, ինչպես. օգտագործվում են նաև հեղուկ մետաղներ Թերթային դրոշմման ժամանակ սկզբնական նյութը տաք և սառը գլորված թիթեղներն ու շերտերն են՝ պատրաստված տարբեր պողպատներից, ալյումինի, պղնձի, նիկելի, տիտանի, թանկարժեք մետաղների և այլ նյութերի հիման վրա համաձուլվածքներ:
«> Դարբնագործության և դրոշմման համար մեկնարկային նյութի (ձուլակտոր, ձող կամ թիթեղ) պատրաստելը ներառում է այնպիսի գործողություններ, ինչպիսիք են տեսակավորումը, երկարությամբ կտրումը, մակերեսի թերությունների վերացումը, անհրաժեշտության դեպքում ջերմային մշակումը և այլն: Եթե դեֆորմացիան կատարվում է տաք վիճակում: Դարբնագործության և դրոշմման արտադրության մեջ առկա տեխնոլոգիական գործողությունների բազմազանությունը պահանջում է տեխնոլոգիական գործընթաց ընտրելիս պահպանել հետևյալ հիմնական դրույթները. ընդունված տեխնոլոգիական գործընթացը պետք է ապահովի արտադրանքի արտադրությունը դրանց երկրաչափական որոշակի ճշգրտությամբ: ձևը և չափը, մեխանիկական հատկությունները, կառուցվածքը և մակերեսային և ներքին թերությունների բացակայությունը: Տեխնոլոգիական գործընթացի նախագծման ժամանակ իրականացվում է արտադրանքի որակի պարբերական հսկողություն, որը ոչ միայն պետք է հայտնաբերի, այլ նաև կանխի թերությունների առաջացումը: Հարդարման աշխատանքները ներառում են այդպիսի տեսակներ. վերամշակումը որպես հարդարում (փորկապ) կամ այլ թափոններ, չափաբերում` արտադրանքի չափերի և ձևի ճշգրտությունը բարելավելու և մակերեսի որակը բարելավելու համար, ջերմային մշակում, ուղղում, մաքրում և փորագրում, գալվանական և ներկերի ծածկույթներ, օքսիդացում, անոդացում և այլն:
«> 26. Մետաղների պլաստիկ մշակման ժամանակ դեֆորմացիաների տեսակները
«> Պլաստիկ դեֆորմացիայի բնույթը կարող է տարբեր լինել՝ կախված ջերմաստիճանից, բեռի տևողությունից կամ լարման արագությունից: Մարմնի վրա կիրառվող մշտական բեռի դեպքում դեֆորմացիան փոխվում է ժամանակի հետ: Այս երևույթը կոչվում է սողանք: Ջերմաստիճանի բարձրացման դեպքում, Սողանքի արագությունը մեծանում է Սողանքի առանձին դեպքեր են թուլացումը և առաձգական հետևանքները Պլաստիկ դեֆորմացիայի մեխանիզմը բացատրող տեսություններից մեկը բյուրեղներում տեղաշարժերի տեսությունն է:
«> Հիմնական հատկանիշը, որով պլաստիկ դեֆորմացիան MMD-ի տեսության մեջ բաժանվում է տեսակների, ջերմաստիճանն է: Այն որոշում է դեֆորմացվող մարմնում զուգահեռ տեղի ունեցող կարծրացման և փափկացման գործընթացների հարաբերակցությունը:
«> Պլաստիկ դեֆորմացիայի գործընթացում մետաղների ամրության հատկությունների բարձրացման հետ կապված երևույթների ամբողջությունը կոչվում է լարային կարծրացում կամ աշխատանքային կարծրացում։
«> Եթե պլաստիկ դեֆորմացիայի ընթացքում մետաղի ամրության բնութագրիչները նվազում են, ապա խոսքը մետաղի այսպես կոչված փափկացման մասին է։
«> Ամրապնդման և փափկեցման գործընթացները ժամանակին ընթանում են որոշակի արագությամբ՝ պայմանավորված դեֆորմացիոն պայմաններով և դեֆորմացվող մետաղի բնույթով: Կախված նրանից, թե պրոցեսներից որն է գերակշռում, դեֆորմացիայի արդյունքները տարբեր կլինեն:
«> Պլաստիկ դեֆորմացիան տեսակների բաժանելու մի քանի տարբերակ կա, որոնցից գործնականում ամենաշատ կիրառվողն է, ըստ որի առանձնանում են միայն տաք և սառը դեֆորմացիաները։
Մետաղների պլաստիկ դեֆորմացիան կոչվում է տաք, եթե այն իրականացվում է վերաբյուրեղացման սկզբի ջերմաստիճանից հավասար կամ ավելի բարձր ջերմաստիճանում ("> Տ "> "> Տ ">reCR).Ջերմաստիճան«>Տ «> վերցված է Քելվինում: Վերաբյուրեղացում ("> T "> recr \u003d 0.4 "> T «>pl), այսինքն՝ նոր չդեֆորմացված հատիկների աճի գործընթացը, որն առաջացնում է մետաղի բոլոր սկզբնական ֆիզիկական և մեխանիկական բնութագրերի վերականգնումը, ժամանակ ունի ավարտելու, բյուրեղային ցանցի աղավաղումներ չկան:
«> Սառը դեֆորմացիայի դեպքում վերաբյուրեղացումը և վերադարձը իսպառ բացակայում են, և դեֆորմացված մետաղն ունի կարծրացման բոլոր նշանները: Սառը դեֆորմացիայի ջերմաստիճանի միջակայքը գտնվում է վերաբյուրեղացման սկզբի ջերմաստիճանից ցածր («>Տ»>< ">Տ «> Rekr): Սառը դեֆորմացիայի արդյունքում մետաղի դիմադրությունը դեֆորմացմանը մեծանում է, պլաստիկությունը նվազում է: Սովորաբար այն օգտագործվում է արտադրանքի ստացման վերջին փուլերում՝ ապահովելու չափերի ճշգրտությունը, հատկությունների պահանջվող մակարդակը և մակերեսի բարձր որակը:
«> Համաձայն վերը նշված դասակարգման, սառը և տաք դեֆորմացիաները կապված չեն տաքացման հատուկ ջերմաստիճանների հետ, այլ կախված են միայն կարծրացման և փափկացման գործընթացներից: Դեֆորմացիայի տեսակը կարող է որոշվել մետաղի մշակման տվյալ ջերմաստիճանով:
«>27. Դարբնոցային պողպատների և համաձուլվածքների մեխանիկական բնութագրերը
«> Լեգիրված պողպատներ սառը ձևավորման համար.
«\u003e Այս պողպատները պետք է ունենան ավելի կարծրություն և ամրություն, քան դեֆորմացվող մետաղի կարծրությունն ու ուժը, բարձր մաշվածության դիմադրություն; բավարար ամրություն; համապատասխան կարծրություն; կարծրացման ընթացքում աննշան ծավալային փոփոխություններ:
«> Բարձր քրոմով պողպատներն օգտագործվում են բարդ ձևի մեծ ձուլվածքների համար, որոնք աշխատում են ավելացած բեռների և մաշվածության պայմաններում: X12 պողպատը, որն ունի ավելի ցածր մեխանիկական հատկություններ, հազվադեպ է օգտագործվում: X12F1 պողպատը գերազանցում է X12M պողպատին ճկունությամբ, ամրությամբ և կոփման նկատմամբ դիմադրությամբ: X12M C-ի բարձր պարունակությամբ պողպատը մարելուց հետո ձեռք է բերում ավելի բարձր կարծրություն: Kh6VF պողպատն օգտագործվում է համեմատաբար փոքր չափերի դրոշմանիշների համար:
«> Պլաստիկ դեֆորմացվող համաձուլվածքներն ունեն բարձր մեխանիկական հատկություններ, լավ դրոշմված են, կտրված են մկրատով, մշակվում են հաստոցներով։
«> Պլաստիկ դեֆորմացվող համաձուլվածքների օգտագործումը սահմանափակվում է դրանց բարձր գնով:
«> Duralumins-ը ներառում է պլաստիկ դեֆորմացվող ալյումինի վրա հիմնված համաձուլվածքների խումբ:
«> Որոշվում են մեխանիկական բնութագրերը հետեւյալ գործոնները:
«>-նյութ, նրա կառուցվածքը և հատկությունները;
«> - տարրի նախագծման առանձնահատկությունները, այսինքն՝ չափը, ձևը, կոնցենտրատորների առկայությունը, մակերեսի վիճակը.
«> - բեռնման տակ գտնվող պայմանները. ջերմաստիճան, արագություն, բեռնվածության կրկնելիություն և այլն:
«> Կառուցվածքային նյութերը դեֆորմացման գործընթացում մինչև խափանումը տարբեր կերպ են վարվում: Պլաստիկ վարքագիծը բնութագրվում է ձևի և չափի զգալի փոփոխությամբ, մինչդեռ խափանման ժամանակ զարգանում են զգալի դեֆորմացիաներ, որոնք չեն անհետանում բեռը հեռացնելուց հետո: Նման նյութերը. կոչվում է պլաստիկ: Փխրուն վարքի դեպքում ձախողումը տեղի է ունենում, երբ շատ փոքր դեֆորմացիաներ են տեղի ունենում, և նման հատկություններով նյութերը կոչվում են փխրուն: Այնուամենայնիվ, նույն կառուցվածքային նյութերը, որոնք գտնվում են. տարբեր պայմաններդեֆորմացիաները, այլ կերպ են վարվում՝ որոշ պայմաններում դրսևորվում են որպես ճկուն նյութեր, մյուսների դեպքում՝ փխրուն։ Այս առումով նյութերի հիմնական մակրոմեխանիկական բնութագրերը՝ առաձգականություն, պլաստիկություն, մածուցիկություն և այլն, ավելի ճիշտ են վերագրվում ոչ թե դրանց հատկություններին, այլ նյութի վիճակներին։
«>28. Տաք ձևավորման ջերմաստիճանի միջակայք
«> Ճնշմամբ տաք աշխատելու համար մետաղը տաքացվում է մինչև որոշակի ջերմաստիճան և դեֆորմացվում, մինչև նրա ջերմաստիճանը իջնի այնքան, որ հետագա դեֆորմացիան անհնար է: Այսպիսով, մետաղը կարող է դեֆորմացվել խիստ սահմանված ջերմաստիճանի միջակայքում: Առավելագույն t-raայն կոչվում է վերին սահման, իսկ նվազագույնը` ստորին: Յուրաքանչյուր մետաղ ունի իր խիստ սահմանված tr-րդ ինտերվալը տաք աշխատանքի ճնշման տակ: t-r միջակայքի tv.p վերին սահմանն ընտրված է այնպես, որ չլինի գերայրում, ինտենսիվ օքսիդացում և դեկարբյուրացում, ինչպես նաև գերտաքացում։ Բարձր ածխածնային և լեգիրված պողպատների համար t-rnogo միջակայքի վերին սահմանն ընտրելիս անհրաժեշտ է նկատի ունենալ դրանց գերտաքացման ավելի մեծ հակումը: Ստորին սահմանի tn.p ջերմաստիճանը պետք է լինի այնպիսին, որ այս ջերմաստիճանում դեֆորմացիայից հետո մետաղը չստանա կարծրացում (աշխատանքային կարծրացում) և ունենա պահանջվող հատիկավորություն: Ներքևի սահմանի ընտրությունը առանձնահատուկ նշանակություն ունի լեգիրված պողպատների և համաձուլվածքների համար, որոնք չունեն փուլային և ալոտրոպ փոխակերպումներ, օրինակ՝ ավստենիտիկ և ֆերիտիկ պողպատների համար: Այս պողպատների վերջնական հատկությունները որոշվում են հիմնականում ջերմաստիճանի տիրույթի ստորին սահմանով (քանի որ դրանք ջերմային մշակման չեն ենթարկվում):
«\u003e Ճնշմամբ տաք աշխատանքի ջերմաստիճանի տիրույթը 1150 - 850 է, օդում հովացումը, կնիքը լավ է, թույլատրվում է խորը նկարել: Ջերմային մշակված վիճակում պողպատները շատ ճկուն են: Տաք աշխատանքի ջերմաստիճանի միջակայքը 1180 - 900 է: Գ, հովացումը դանդաղ է, Եռակցման տեսակները.
«> Յուրաքանչյուր մետաղ և համաձուլվածք ունի իր խիստ սահմանված ջերմաստիճանի տիրույթը տաք ճնշման տակ աշխատելու համար: Օրինակ, ալյումինե խառնուրդ AK4 470 - 350 C; պղնձի համաձուլվածք BrAZhMts 900 - 750 C; տիտանի համաձուլվածք VT8 1100 - 900 C: Ածխածնային պողպատների համար ջեռուցման ջերմաստիճանի միջակայքը կարող է որոշվել վիճակի գծապատկերից (տե՛ս Բաժ. Օրինակ, պողպատի 45 ջերմաստիճանի միջակայքը 1200 - 750 C է, իսկ պողպատի U10 1100 - 850 C: .
«>29. Անվճար դարբնոց
«> Բլանկներ, որոնք ձեռք են բերվել սբ. դարբնագործությամբ և դրոշմումով - փաթեթավորումով:
«> Սվ.կ.-ն նախատեսված է դարբնոցների արտադրության համար" xml:lang="en-AM" lang="en-AM">մ«>= 0.3կգ-10տ.
«> Անհատական և փոքրածավալ արտադրության պայմաններում ճշգրտությունը կարգավորվում է ԳՕՍՏ 7505-89 ստանդարտով.
«> Օգտագործված է սարքավորում՝ մեկ և կրկնակի գործողության գոլորշու-օդային մուրճեր, օդաճնշական մուրճեր։
«> Դարբնոցը տաք դեֆորմացիա է, ուստի օգտագործվում են բոլոր պողպատները և ձուլվածքները:
«> Բուրդ պով-թյ " xml:lang="en-AM" lang="en-AM">Rz">=320-160
«>Պտղի կնիքների օգտագործումը" xml:lang="en-AM" lang="en-AM">Rz«>=80, համախառն ճշտության գործակիցը 0,4-0,5 է, որը կհանգեցնի միջինի." xml:lang="en-AM" lang="en-AM">Վ«> մորթի մշակում.
«> «+» 1. Մեխանիկական հատկություններով մետաղի որակի ստացման հնարավորություն (հատկապես պլաստիկություն) 2. մեծ չափերի զագեր ստանալու հնարավորություն.
«> 3. Ցածր հզորության սարքավորում. «-» 1. Ցածր արտադրողականություն, 2. Աշխատանքի զգալի ինտենսիվություն, 3. Մեծ չափաբաժիններ, շրջաններ և հանդուրժողականություններ, ինչը նշանակում է. Մետաղի կորուստ մեխանիկական մշակման ժամանակ:«> Տեխ. Փաթեթների ստացման գործընթացը ներառում է հետևյալ գործողությունները.«\u003e 1. Նախապատրաստական գործողություններ (ձուլակտորների պատրաստում դարբնոցների կամ ձուլակտորների կտրման համար ծավալային կտրվածքների համար) 2. Դարբնագործություն կամ դրոշմման գործողություններ: Բոլոր տեխնիկական գործողությունները, որոնք հանգեցնում են կտրվածքների ձևի փոփոխությանը 3. Վերջնական տեխնիկական գործողություններ. և անցքերի փորում .4 Հարդարման հարդարում, կեղևազրկում, չափաբերում, ջերմային մշակում:
«> 30. Ազատ դարբնագործության հիմնական թերությունները
«> Արատների տեսակներն ու պատճառները
«> Դարբնոցներ, որոնք պատրաստված են տեխնիկական բնութագրերից շեղումներով և պահանջում են լրացուցիչ աշխատանքդրանցում հայտնաբերված թերությունները վերացնելու համար կոչվում են թերի:
«> Դարբնագործության թերությունների հիմնական պատճառներն են.«> ձուլակտորի կամ թմբուկի ցածրորակ աղբյուրի մետաղ; ձուլակտորի կամ թմբուկի տաքացման սխալ եղանակներ; սխալ դարբնագործության տեխնիկա; դարբնոցից հետո դարբնոցի սառեցման ռեժիմի չհամապատասխանելը; անսարք գործիքի հետ աշխատելը:
Դարբնոցների հիմնական թերություններն են արտաքին ճաքերը կամ թերությունները, մազերի գծերը, ներքին պատռվածքները կամ ֆիստուլները և շերտազատումները, ճնշումներն ու ծալքերը, փորվածքները, հոտերը, ոչ մետաղական ներդիրները և կծկվող փխրունության հետքերը:
«\u003e Դարբնոցների ճաքերի պատճառը կարող է լինել՝ բիլիթի կամ ձուլակտորի անորակ մեկնարկային նյութը, ցածր ջերմաստիճանում դարբնոցը, դարբնոցի անհավասար սառեցումը, սխալ տեխնիկայի օգտագործումը և դարբնոցի ժամանակ շատ մեծ կրճատումները: Դարբնագործության ժամանակ հայտնաբերված ճաքեր հեռացվում են տաք վիճակում՝ բռունցքով հարվածելով հատուկ կացիններով, իսկ սառը վիճակում՝ հղկող անիվներով մաքրելով, օդաճնշական սայրերով կտրելով և այլ եղանակներով։
«>Վոլոսովին «\u003e դրանք շատ բարակ և փոքր ճաքեր են (տեսանելի անզեն աչքով թթու դնելուց հետո), որոնք կարող են ձևավորվել ձուլակտորների դարբնման կամ գլորման ժամանակ, որոնք ունեն փոքր գազային ենթակեղևային պղպջակներ, և դարբնոցների չափազանց արագ սառեցումից: .
«> Թերություններ Ցածր ջերմաստիճաններում դարբնոցների ժամանակ ձուլակտորի առաջին կրճատման գործընթացում; մշակված մասի ոչ պատշաճ տաքացման դեպքում (մետաղների այրումը):
«> Ֆիստուլները (դատարկություններ կամ թռչնատներ) ստացվում են առանցքային գոտում՝ հարթ ձուլակտորների տակ գտնվող կլոր դարբնոցների սխալ դարբնագործման տեխնիկայով, երբ ճեղքվածքն իրականացվում է մի փոքր սեղմումով շրջանից շրջան՝ առանց քառակուսի հատվածի անցնելու, որին հաջորդում է անկյունները տապալելու միջոցով:
«>Ճնշումներ «> (նկարը ցույց է տալիս ձևավորման հաջորդականությունը) հայտնվում են ճաքճքման ժամանակ ցածր սնուցման արդյունքում՝ մշակման մասի խորը կրճատումներով կամ անսարք ձողերի վրա դարբնոցից: Խափանման ժամանակ մշակվող մասի եզրային մակերևույթից ծալքեր են ստացվում, որոնք երևում են որպես աշխատանքային մասի անորակ ճաքճքման հետևանք՝ նախքան դրա խաթարումը:
«> Խորքերը առաջանում են, երբ մշակման կտորը և հարվածող մասերը անզգուշորեն մաքրվում են կշեռքից, որը ձևավորման գործընթացում կեղծվում է դարբնոցի մարմնի մեջ:
«>Flockens «> - ներքին ճաքեր, որոնք առաջանում են հալման ժամանակ հեղուկ պողպատի կողմից ներծծված ջրածնի արտազատումից: Հոտերը ձևավորվում են դարբնոցների արագ սառեցման արդյունքում դարբնոցից հետո և ավելի մեծ չափով, որքան մեծ է դարբնագործության խաչմերուկը:
«\u003e Ոչ մետաղական ներդիրները (խարամ, ավազ) և դարբնոցներում կծկվող փխրունության հետքերը սովորաբար հայտնաբերվում են հաստոցների մշակման ժամանակ: Եթե դարբնագործության ժամանակ շահութաբեր մասը ամբողջությամբ չի հանվում, ապա բացահայտվում են կծկվող խոռոչի մնացորդները փխրունության տեսքով: դարբնագործության ժամանակ։
Դարբնոցների անուղղելի թերությունները ներառում են՝ խորը երկայնական և լայնակի ճաքեր, թերություններ, թուլություն և ոչ մետաղական ներդիրներ, այրվածք։ Անուղղելի արատներով դարբնոցները անօգտագործելի են և մերժվում են։
Դարբնոցների ուղղելի թերությունները ներառում են` մանր ճաքեր, մետաղի գերտաքացում, ճնշումներ և ծալքեր, եթե դրանք ներառված չեն մասի ուրվագծի մեջ: Փոքր ճաքերը կտրվում են սառը վիճակում օդաճնշական սայրերով և տաք դարբնոցի ժամանակ: Հատուկ առանցքներով: Ճնշումները և ծալքերը, եթե դրանք ներառված չեն մասի ուրվագծի մեջ, դրանք հանվում են զմրուխտ անիվով մանրացնելու կամ կտրելու միջոցով: Մետաղի մեխանիկական հատկությունները բարելավելու համար գերտաքացման և գերտաքացման ազդեցությունը վերացնելու համար: նվազեցնել ներքին սթրեսները, դարբնոցները ենթարկվում են առաջնային ջերմային մշակման՝ կռում, նորմալացում և բարելավում
Պատվիրեք գրել յուրահատուկ աշխատանքային բաժին
«Գազային տուրբինային տեխնոլոգիաներ»
2018-2019 ուսումնական տարի
Ուսուցիչ՝ Յուրի Նոսով
2018
Թեմա՝ Բլանկ արտադրություն մեքենաշինության մեջ
Ծավալը՝ դասախոսություն - 2 ժամ; SRS - 2 ժամ:
Գրականություն:
S. G. Յարուշին. Տեխնոլոգիական գործընթացները մեքենաշինության մեջ. Մոսկվա, Յուրայթ, 2015 թ
Գարկուշին Ի.Կ. Կառուցվածքային նյութեր՝ բաղադրություն, հատկություններ, կիրառություն՝ դասագիրք։ նպաստ Սամար.
պետություն տեխ. un-t, 2015. - 239 p.
Ռոգով Վ.Ա., Սոլովյով Վ.Վ., Կոպիլով Վ.Վ. Նոր նյութեր մեքենաշինության մեջ. Պրոց. նպաստ. -
M.: RUDN, 2008. - 324 p.
Բ.Ս.Բալակշին. Մեքենաշինության տեխնոլոգիայի հիմունքներ, դասագիրք. մեքենաշինության համար։ համալսարանները
Տկաչև, Ա.Գ. Մեքենայի մասերի արտադրության տեխնոլոգիական գործընթացի նախագծում. Հրատարակչություն
Տամբ. պետություն դրանք. un-ta, 2007. - 48 p.
Ուսուցիչ՝ Յուրի Նոսով
2
Բլանկ արտադրություն մեքենաշինության մեջ
ՍահմանումԱշխատանքային մասի դասակարգում
Բլանկներ ստանալու մեթոդներ
Բլանկներ ստանալու մեթոդի և մեթոդի ընտրության վրա ազդող գործոններ
--
-- Ռումբերի ձուլում
-- Ներդրումային ձուլում
-- Ձուլում մետաղական կաղապարների մեջ
-- Ներարկման համաձուլվածքներ
-- Կենտրոնախույս ձուլում
Բլանկների արտադրություն պլաստիկ դեֆորմացիայով
-- Սառը դրոշմում
-- Իմպուլսային դրոշմում
-- Սառը դարբնոց
-- Տաք դրոշմում
-- Նկարչություն
-- Գլորում
Աշխատանքային մասերի ստացում փոշու մետալուրգիայով
Ուսուցիչ՝ Յուրի Նոսով
3
Բլանկ արտադրություն մեքենաշինության մեջ
ՍահմանումներԱշխատանքային մասը արտադրության օբյեկտ է, որից տարբեր մեթոդներ
փոխելով ձևը, չափերը, ֆիզիկական և մեխանիկական հատկությունները
նյութը, մակերեսի որակը ստանալ մանրամասն.
Մեքենաշինության մեջ աշխատանքային մասը սովորաբար հասկացվում է որպես կիսաֆաբրիկատ,
մտնելով մեխանիկական մշակման մեջ, որի արդյունքում այն
վերածվում է հավաքման համար հարմար մասի.
Կիսաֆաբրիկատ - կառուցվածքային նյութ, որն անցել է մեկ կամ
մշակման մի քանի փուլ (թերթ, խողովակ, ձող, պրոֆիլ և այլն),
նախատեսված է բլանկների և մասերի արտադրության համար:
Կիսաֆաբրիկատը նյութերի շղթայի միջանկյալ օղակն է,
պատրաստի արտադրանքներին
Ուսուցիչ՝ Յուրի Նոսով
4
Բլանկ արտադրություն մեքենաշինության մեջ
ՍահմանումներՄեքենաշինության նպաստը նյութի շերտն է, որից հեռացվում է
աշխատանքային մասի մակերեսը՝ գծագրի համաձայն պահանջվող ձևը ստանալու համար և
մասերի չափերը.
Նպաստները նշանակվում են միայն այն մակերեսներին, որոնք պահանջվում են ձևի և չափերի ճշգրտությամբ
որը հնարավոր չէ հասնել աշխատանքային մասի ստացման ընդունված եղանակով։
Նպաստները բաժանվում են ընդհանուր և գործառնական:
Մեքենաների ընդհանուր չափը լրացման համար պահանջվող նյութի շերտն է
բոլոր տեխնոլոգիական գործողությունները, որոնք կատարվում են տվյալ մակերեսի վրա:
Մեկ կրակոցի նպաստը նյութի շերտ է, որը հեռացվում է այն կատարելիս
տեխնոլոգիական շահագործում.
Համընկնումը նյութի ավելցուկն է աշխատանքային մասի մակերեսի վրա՝ չափից ավելի,
Տեխնոլոգիական պահանջներով պայմանավորված՝ հեշտացնում է կազմաձևումը
բլանկներ՝ դրա արտադրության պայմանները հեշտացնելու համար:
Շատ դեպքերում այն հեռացվում է հետագա մեխանիկական մշակմամբ, ավելի քիչ հաճախ այն մնում է ներսում
մանրամասները, օրինակ, դրոշմելու լանջերի տեսքով, կլորացման շառավիղների ավելացում և այլն:
Ուսուցիչ՝ Յուրի Նոսով
5
Բլանկ արտադրություն մեքենաշինության մեջ
Աշխատանքային մասի դասակարգումՄեքենաշինության մեջ կան չորս տեսակի բլանկներ.
-- ապստամբ - մետաղալար կամ ժապավեն գլորվել է խռովության մեջ.
-- բար - բարեր, շերտեր, ձողեր;
-- կտոր - ձուլվածքներ, դարբնոցներ, ձողերի կտոր;
-- փոշի - մամլիչ փոշիներ, հատիկներ, հաբեր
-- մեծ երկարությամբ ոլորված բլանկներից դուք կարող եք շատ մեծ ստանալ
մասերի քանակը;
-- գծերի բլանկներից - ավելի փոքր թիվ;
- մի կտոր դատարկից - մեկ կամ մի քանի մասեր:
Ուսուցիչ՝ Յուրի Նոսով
6
Բլանկ արտադրություն մեքենաշինության մեջ
Աշխատանքային մասի դասակարգումՈւսուցիչ՝ Յուրի Նոսով
7
Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկ արտադրության արտադրությունԱրտադրելիությունը բարդ բնութագրիչներից մեկն է
տեխնիկական սարք (ապրանք, սարք, սարք, ապարատ), որը
արտահայտում է դրա արտադրության հարմարավետությունը, պահպանման և
կատարումը։
Արտադրանքի դիզայնի արտադրելիության ներքո հասկանալ ամբողջությունը
նախագծման հատկություններ, որոնք որոշում են դրա պիտանիությունը հասնելու համար
օպտիմալ ծախսեր արտադրության, շահագործման և վերանորոգման համար
որակի, արտադրանքի ծավալի և աշխատանքի կատարման պայմանների ցուցանիշները.
Արտադրականությունը արտահայտում է ոչ թե արտադրանքի ֆունկցիոնալ հատկությունները, այլ դրա
նախագծման առանձնահատկությունները `հանգույցների կազմը և փոխադարձ դասավորությունը;
մասերի և միացումների մակերևույթների ձևը և գտնվելու վայրը, դրանց վիճակը,
չափերը, օգտագործվող նյութերի տեսակը; մեքենայի մասերի քանակը կամ
հանգույցը, դրանց կատարման որակը և այլն։
Արտադրանքի դիզայնի արտադրունակության հիմնական չափանիշը դա է
տնտեսական իրագործելիությունը արտադրության ընդունված պայմաններում, դրա
աշխատանքի ինտենսիվությունը, նյութական ինտենսիվությունը և արժեքը, ինչպես նաև ծախսերը
արտադրանքի շահագործման ընթացքում
Ուսուցիչ՝ Յուրի Նոսով
8
Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկ արտադրության արտադրությունԱշխատանքային մասի արտադրելիության ներքո սովորական է հասկանալ, թե որքան է սա
աշխատանքային մասը համապատասխանում է արտադրության պահանջներին և ապահովում
շահագործման ընթացքում մասի ամրությունը և հուսալիությունը.
Տեխնոլոգիական բլանկի արտադրություն արտադրության տվյալ մասշտաբով
ապահովում է արտադրության նվազագույն ծախսերը, ինքնարժեքը,
աշխատանքի ինտենսիվությունը և նյութական սպառումը.
Բլանկ արտադրությունը ձեռք բերելու խնդիր է դրված
պատրաստի ձևի և չափսերի առավելագույն մոտավորությամբ բլանկներ
մասեր, առավելագույնի հասցնել մետաղի օգտագործումը,
դրանք. մեկնել՝ կրճատելու համար անհրաժեշտ նվազագույն նպաստները և
նվազեցնել չիպսերի վերածված մետաղի քանակը.
Աշխատանքային մասերի ընտրության ժամանակ օպտիմալ լուծումը կարելի է գտնել
միայն պայմանով համալիր վերլուծությունազդեցություն բոլորի արժեքի վրա
գործոններ, ներառյալ աշխատանքային մասի ձեռքբերման եղանակը.
Ուսուցիչ՝ Յուրի Նոսով
9
10. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկ արտադրության արտադրությունՆպատակահարմարորեն պատրաստվում են փոքր չափերով և քաշով մասեր
կծիկ և բարերի բլանկներ:
Նյութերի բարձր օգտագործման համար
անհրաժեշտ է օգտագործել կտոր բլանկներ՝ մոտ ձևով և չափով
ավարտված մասը.
Փոշուց և հատիկներից ստացվում են բլանկներ կամ պատրաստի մասեր,
որի հետագա մշակումը գրեթե չի պահանջվում։
Աշխատանքային մաս ստանալու համար ճիշտ մեթոդ ընտրելը նշանակում է որոշել
դրա ստացման ռացիոնալ տեխնոլոգիական գործընթացը՝ հաշվի առնելով նյութը
մանրամասներ, դրա արտադրության ճշգրտության պահանջներ, տեխնիկական պայմաններ,
գործառնական բնութագրերը և սերիական արտադրությունը:
Ուսուցիչ՝ Յուրի Նոսով
10
11. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկ արտադրության արտադրությունԳնումների մեթոդի ընտրություն
Բլանկների ռացիոնալ տեսակի ընտրությունը որոշվում է հետևյալով.
- մասի ֆունկցիոնալ պահանջներ,
- արտադրության բնույթը,
- տնտեսական նպատակահարմարությունը.
Դիզայնի ձևերի, ընդհանուր չափերի, նյութի դասի և
արտադրված մասերի պահանջվող քանակությունը մեկ միավորի համար
որոշել աշխատանքային մասի ձեռքբերման եղանակը. Այն հիմնված է միայն
այս նյութի տեխնոլոգիական հատկությունները, ինչպիսիք են ձուլման հնարավորությունը,
դրոշմելիություն, սեղմելիություն, եռակցվածություն, մեքենայականություն:
Ուսուցիչ՝ Յուրի Նոսով
11
12. Բլանկ արտադրություն մեքենաշինության մեջ
Աշխատանքային մասի ձեռքբերման մեթոդի ընտրության սխեմաՈւսուցիչ՝ Յուրի Նոսով
12
13. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկներ ստանալու մեթոդներՁուլում - բլանկների ստացում հալած մետաղը լցնելով
աշխատանքային մասի կոնֆիգուրացիա:
Մշակումը պլաստիկ դեֆորմացիայով՝ տեխնոլոգիական
գործընթացներ, որոնք հիմնված են մետաղի պլաստիկ ձևավորման վրա:
Եռակցումը մշտական հոդերի ստացման տեխնոլոգիական գործընթաց է
մետաղներ և համաձուլվածքներ ատոմային-մոլեկուլային ձևավորման արդյունքում
կապեր միացված աշխատանքային մասերի մասնիկների միջև:
Կտրում - պլաստմասսայից ստացված գլանվածքից աշխատանքային մասի ստացում
դեֆորմացիա, կտրում կամ կտրում:
ա - վարձակալությունից;
բ - դարբնոցներ;
գ - ձուլվածքներ
Դատարկ օրինակներ
Ուսուցիչ՝ Յուրի Նոսով
13
14. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկներ ստանալու մեթոդներձուլման կաղապար:
Ձուլվածքները կարող են պատրաստվել գրեթե բոլոր մետաղական նյութերից:
Ձուլման մեթոդները կազմաձևման առումով արտադրում են ամենաբարդ բլանկները:
Դարբնոցները արտադրվում են դարբնոցային կամ տաք դարբնագործությամբ
դրոշմում (GOSH) գլանվածքից կամ ձուլակտորներից, որոնք տաքացվում են մինչև «դարբնոց
ջերմաստիճանները»: Դարբնոցները կարող են լինել ցանկացած մետաղական նյութերից,
բավարար պլաստիկությամբ։
Եռակցված բլանկները արտադրվում են եռակցման տարբեր մեթոդներով
երկար, ձևավորված և թիթեղային ապրանքներ, ձուլվածքներ, դարբնոցներ կամ դրանցից որևէ մեկը
համակցություններ. Դրանք օգտագործվում են այն դեպքերում, երբ անհրաժեշտ է ռացիոնալ
բաշխել նյութը կառուցվածքում.
Ուսուցիչ՝ Յուրի Նոսով
14
15. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկներ ստանալու մեթոդի և մեթոդի ընտրության վրա ազդող գործոններՄեքենաշինության մեջ արտադրության արժեքի վրա ազդող գործոններ,
բաժանվում են երեք խմբի.
Խումբ 1 - կառուցողական գործոններ, այսինքն. կառուցողական լուծում
մասը ինքնին, ապահովելով դրա ընդունելիությունը արտադրության համար
ճնշման բուժում, ձուլում, եռակցում; նյութի ապրանքանիշի ընտրություն և
տեխնոլոգիական պայմաններ;
2-րդ խումբ - արտադրական գործոններ, այսինքն. բնավորությունը և մշակույթը
արտադրական, տեխնոլոգիական սարքավորումների, կազմակերպչական եւ
արտադրության տեխնոլոգիական մակարդակներ;
3-րդ խումբ՝ մեթոդը բնութագրող տեխնոլոգիական գործոններ
դատարկ ձևավորում, բլանկի ընտրություն, սարքավորում և
մասի ստացման տեխնոլոգիական գործընթացը.
Ուսուցիչ՝ Յուրի Նոսով
15
16. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկների արտադրություն ձուլման մեթոդներովՁուլումը բլանկներ ստանալու ամենահին եղանակներից մեկն է (որոշ դեպքերում.
պատրաստի մասեր):
Ռուսաստանում առաջին ձուլարանը եղել է թնդանոթի ձուլարանը
«Թնդանոթի խրճիթ», կառուցված Մոսկվայում 1479 թ
Ձուլում - հեղուկ (հալած) մետաղից ձևավորում
դրանք լցնելով տրված ձևի և չափի խոռոչով, որին հաջորդում է
բյուրեղացում.
Ձուլում - հալած մետաղը լցնելու արդյունքում բլանկների ձեռքբերում
տվյալ քիմիական բաղադրության մեջ կաղապարի մեջ, որի խոռոչն ունի
արտադրանքի կոնֆիգուրացիա:
Ձուլման արտադրանքը կոչվում է ձուլվածք:
Ձուլման էությունը ցանկալի քիմիական կազմի հեղուկ մետաղ ստանալն է և
լցնելով այն նախապես պատրաստված կաղապարի մեջ։
Լցված մետաղի բյուրեղացման և սառեցման գործընթացում հիմնական
ձուլման մեխանիկական հատկությունները, որոնք որոշվում են համաձուլվածքի մակրո և միկրոկառուցվածքով, դրա
խտությունը, ոչ մետաղական ներդիրների առկայությունը, ներքին լարումները և այլն։
Ձուլումը կարող է արտադրել գրեթե ցանկացած կոնֆիգուրացիայի բլանկներ
գրամի կոտորակներից մինչև հարյուրավոր տոննա զանգվածով։
Ուսուցիչ՝ Յուրի Նոսով
16
17. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկների արտադրություն ձուլման մեթոդներովՁուլվածքները պատրաստվում են հեղուկ մետաղ լցնելով պատրաստված նյութի մեջ
ձուլման կաղապար:
Ձուլման սխեմա
Ուսուցիչ՝ Յուրի Նոսով
17
18. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներԱվազի ձուլում (գետնի մեջ ձուլում) - ձուլվածքների ստացման գործընթաց
հալած մետաղն ազատորեն լցնելով պատրաստված կաղապարի մեջ
ավազ կավի, ջրի և փոքր քանակությամբ հատուկի հավելումով
հավելումներ.
1 - ձող;
2, 4 - վերին և ստորին կոլբաներ;
3 - քորոց; 5 - extrusion;
6 - գազերի հեռացման ալիք;
7 - ցողունային գունդ;
8 - բարձրացնող; 9 - խարամ թակարդ;
10 - սնուցող
Կաղապարի հավաքում
Ուսուցիչ՝ Յուրի Նոսով
18
19. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներԿեղևի ձուլումը 6 ... 15 մմ հաստությամբ բարակ պատերով կաղապարների և խեցիների մասի ստացման մեթոդ է՝ պատրաստված բարձր ամրության ավազի և խեժի խառնուրդներից։
Կաղապարը բաղկացած է երկու կեղևի կեսերից, որոնք միացված են ուղղահայաց:
կամ հորիզոնական բաժանման գծի երկայնքով՝ սոսնձելով կամ օգտագործելով կեռեր
կամ սեղմակներ: Հավաքման ընթացքում ձուլվածքներում ներքին խոռոչներ ձեռք բերելու համար
դրա մեջ տեղադրվում են պինդ կամ խոռոչ ձողեր։
Ռումբերն պատրաստվում են ավազ-խեժի խառնուրդներից՝ տաք ամրացման համար
Կեղևի արտադրության տեխնոլոգիական գործընթացի սխեման
ձևերը
1 - մասի մոդել; 2 - մոդելի տակ ափսե; 3-
կաղապարման ավազ; 4 - պատյան
Ուսուցիչ՝ Յուրի Նոսով
19
20. Բլանկ արտադրություն մեքենաշինության մեջ
պատյանների ձուլումԿեղևի ձուլման առավելությունները հողային ձուլման համեմատությամբ.
- ավելի բարձր ճշգրտություն (12…14 աստիճան) և մակերեսի որակ (Rz 160…40);
- պատյանների բարձր գազի թափանցելիություն, ինչը զգալիորեն նվազեցնում է գազի մերժումը
փուչիկներ և պատյաններ;
- ավելի քիչ ձուլման ավազի սպառում (20…30 անգամ);
- գործընթացը հեշտ է մեքենայացնել և ավտոմատացնել.
- ձուլման բարձր արտադրողականություն (ժամում մինչև 500 պարկուճ):
Թերությունները:
ձուլվածքների սահմանափակ զանգված (մինչև 300 կգ, տնտեսապես մինչև 50…80 կգ);
ձուլման նյութերի բարձր արժեքը խեժի բարձր արժեքի պատճառով:
Ուսուցիչ՝ Յուրի Նոսով
20
21. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներԿորցրած մոմ ձուլումը մեջը լցնելու միջոցով մաս ստանալու մեթոդ է
մի կտոր, բարակ պատերով կերամիկական կաղապարներ պատրաստված
օգտագործելով մոդելներ ցածր հալեցման կոմպոզիցիաներից:
Նման կաղապարների օգտագործումը հնարավորություն է տալիս ցանկացածից ստանալ բարդ ձևի ձուլվածքներ
համաձուլվածքներ՝ մեծացած չափերի ճշգրտությամբ և մակերեսային հարդարումով: Այս կերպ
հաճախ կոչվում է ճշգրիտ ձուլման գործընթաց:
ա – մոդելների բլոկ;
բ - շերտով ծածկված բլոկ
հրակայուն նյութ
(կեղև);
գ - կաղապարված մոդելներ
Ներդրումային կաղապարների պատրաստում
Ուսուցիչ՝ Յուրի Նոսով
21
22. Բլանկ արտադրություն մեքենաշինության մեջ
Ներդրումային ձուլումՄեթոդի և շրջանակի առանձնահատկությունները. Ներդրումային ձուլում
մոդելները ապահովում են բարդ ձևի ձուլված մասերի արտադրությունը ցանկացածից
համաձուլվածքներ բարձր ճշգրտությամբ և մակերեսային հարդարումով:
Երբ այն օգտագործվում է, այն զգալիորեն նվազում է, իսկ որոշ դեպքերում
մասերի մեխանիկական մշակումը բացառվում է։ Դրա հետ միասին
տեխնոլոգիական գործընթացը երկար է և տեխնիկապես բարդ,
պահանջում է թանկարժեք նյութեր.
1 տոննա ձուլման արժեքը մի քանի անգամ ավելի բարձր է, քան մյուս մեթոդներով
ձուլման. Ամենից հաճախ այս կերպ ձեռք են բերվում փոքր ձուլվածքներ:
Ներդրումային ձուլումն օգտագործվում է զանգվածային արտադրության մեջ
փոքր, բարդ, բարակ պատերով ձուլվածքներ.
Որոշ դժվար մեքենայական ջերմակայուն, մագնիսական և այլ համաձուլվածքների համար
Ճշգրիտ ներդրումային ձուլվածքների ստացման հատուկ հատկություններն են
արտադրանք պատրաստելու միակ միջոցը։ Զարգացման ուղղություններից մեկը
ճշգրիտ ձուլումը հեշտ ձուլվող մոդելների փոխարեն օգտագործում է
լուծվող և գազաֆիկացված մոդելներ:
Ուսուցիչ՝ Յուրի Նոսով
22
23. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներՁուլում մետաղական կաղապարներում (սառեցման կաղապարներ) - ձուլածո մասերի ստացում
հալոցքը մետաղական կաղապարների մեջ ազատ լցնելով։
Մեթոդը լայն տարածում է գտել։ Այս կերպ դուք ավելի շատ եք ստանում
40% բոլոր ալյումինի և մագնեզիումի համաձուլվածքների, երկաթի ձուլվածքների,
պողպատ և այլ համաձուլվածքներ:
Կաղապարների ձևավորումները չափազանց բազմազան են, դրանք կարող են լինել միաձույլ
(թափահարել) և անջատելի։ Ստանալու համար օգտագործվում են մի կտոր կաղապարներ
պարզ կոնֆիգուրացիայի փոքր ձուլվածքներ, որոնք կարող են հեռացվել առանց կաղապարի պառակտման:
Մեթոդի և շրջանակի առանձնահատկությունները.
Մետաղական կաղապարներում ձուլումը արտադրության առաջադեմ մեթոդներից է
ձուլվածքներ. Chill mold - բազմակի օգտագործման ձև; դրա մեջ դուք կարող եք ստանալ
300 ... 500 պողպատե ձուլվածքներ 100 ... 150 կգ քաշով, մոտ 5000 չուգուն փոքր ձուլվածքներ,
մի քանի տասնյակ հազար ալյումինե խառնուրդի ձուլվածքներ:
Մեթոդն ապահովում է բարձր ճշգրտություն (11…12 աստիճան) և մակերեսի որակ (Rz
40) ձուլվածքներ. մետաղի կառուցվածքը մանրահատիկ է՝ պայմանավորված ավելացած
ձևավորել ջերմատախտակ, ինչը հանգեցնում է մեխանիկական հատկությունների զգալի աճի:
Մեթոդի թերությունները կաղապարների բարձր արժեքն են, աշխատասիրությունը
կոմպլեքս կոնֆիգուրացիայի և բարակ պատերով ձուլվածքների արտադրություն, համեմատաբար
կաղապարի ցածր դիմադրություն հրակայուն համաձուլվածքներից ձուլման ժամանակ:
Ուսուցիչ՝ Յուրի Նոսով
23
24. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման տեխնոլոգիական գործընթացը1. Կաղապարը լցնելու պատրաստում (սեղմված օդով փչում, քսում
երեսպատման և ներկի շերտերի ձևի աշխատանքային մակերեսը): Հրակայուն
0,3 ... 0,8 մմ շերտով երեսպատումը կիրառվում է յուրաքանչյուր 50 ... 100 լցնում; բարակ
մի շերտ կավիճ ներկ - յուրաքանչյուր լցնելուց առաջ (երկարակեցությունը բարձրացնելու համար
ձևեր):
2. Կաղապարի հավաքում ձողերի տեղադրմամբ։
3. Տաքացնելով կաղապարը մինչև 100…500°C՝ կանխելու համար
լցված խառնուրդի հեղուկությունը: Գրեթե աշխատանքային ձևի ընթացքում
անընդհատ տաք է պահվում:
4. Մետաղ լցնել կաղապարի մեջ։
5. Ձուլման արդյունահանումը տաք վիճակում՝ օգտագործելով էժեկտորներ կամ
թափահարում.
6. Ձուլվածքների կտրում և մաքրում:
Ձուլման բոլոր գործողությունները կարող են մեքենայացված լինել: Սովորականի մեջ
ձուլման մեքենաներ կաղապարների մեխանիկական բացում և փակում,
ձողերի տեղադրում, ձուլվածքների փորում (նոկաուտ):
Ուսուցիչ՝ Յուրի Նոսով
24
25. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներՁուլումը մետաղի մեջ ձուլվածքների ստացման գործընթացն է
ձևեր (կաղապարներ), որոնցում մետաղի հորդառատությունը և առաջացումը
ձուլվածքներն իրականացվում են օդի կամ մխոցի ճնշման տակ:
Գործընթացի էությունը հալած մետաղի մեջ լցնելն է
ձուլման մեքենայի սեղմման պալատը և դրա հետագա մատակարարումը
մուտքային համակարգ կաղապարի խոռոչի մեջ: Ձևաթուղթը լրացվում է
հոսքի բարձր արագություն (շիթերի բարձր կինետիկ էներգիա), որը
նպաստում է ամենաբարդ ձուլվածքների մակերեսների հստակ ձևավորմանը
կոնֆիգուրացիա.
Ներարկման ձևավորումն օգտագործվում է հիդրավլիկ շարժիչների, էլեկտրական սարքավորումների մասեր ստանալու համար,
միացման տուփեր, գործիքների տախտակներ և այլն: Մեթոդն ունի հետևյալը
առավելությունները՝ բարդ (այդ թվում՝ ամրացված) ձուլվածքներ ստանալու հնարավորություն
բարակ պատեր (0,8 մմ-ից), նախապես փորված անցքերով, նուրբ փորագրություններով և մակագրություններով;
չափի բարձր ճշգրտություն (8…12 աստիճան) և մակերեսի որակ (Rz=l2,5…2 մկմ);
բարձր կատարողական; գործընթացի ավտոմատացման հնարավորությունը; բարձր
ձուլվածքների մեխանիկական հատկությունները.
Թերությունները:
- տեխնոլոգիական սարքավորումների բարձր արժեքը.
- զանգվածային ձուլվածքներում ծակոտկենության ձևավորումը հեղուկի խառնման պատճառով
մետաղ օդով բարձր արագություններլցնում է.
Ուսուցիչ՝ Յուրի Նոսով
25
26. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներՆերարկման համաձուլվածքներ
Սառը ուղղահայաց սեղմման պալատի սխեման
ա - լցնում; բ սեղմում; գ - ձևի բացում
Մխոցային մեքենայի դիագրամ
տաք խցիկով
Ուսուցիչ՝ Յուրի Նոսով
Սառը հորիզոնական սեղմման պալատի սխեման
ա - լցնում; բ սեղմում;
գ - ձևի բացում; դ - ձուլման հեռացում
26
27. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներԿենտրոնախույս ձուլում - ձուլման միջոցով ձուլման ստացման գործընթաց
հալած մետաղը վերածվում է պտտվող կաղապարի, որի մեջ
ձուլումը ձևավորվում է կենտրոնախույսի ազդեցության ներքո
(իներցիոն ուժեր): Ձուլման արտաքին մակերեսը ձևավորվում է կաղապարով (այն
կոչվում է կաղապար), իսկ ներքինը ստացվում է ազդեցության տակ
կենտրոնախույս ուժեր.
Կենտրոնախույս ձուլման սխեմա
1 - էլեկտրական շարժիչ; 2 - կրճատիչ; 3 - գլան;
4 - բորբոս-բորբոս; 5 - հեղեղատար
Ուսուցիչ՝ Յուրի Նոսով
Երբ ձևը պտտվում է շուրջը
հորիզոնական առանցքի ձուլում
պարզվում է, որ ցանկացածի համար համարժեք է
երկարությունը (բավարար արագությամբ
ռոտացիա), ուստի այս սխեմայի համաձայն
ստանալ երկար խողովակներ. Ըստ
համեմատած այլ մեթոդների հետ
բլանկների ստացում (կեղծում և
գլորում) հասնում է մեծ
խնայողություն թանկարժեք պողպատ, բարձր
կատարում և կրճատում
հաստոցների քանակը
միանգամայն գոհացուցիչ
մեխանիկական հատկություններ.
27
28. Բլանկ արտադրություն մեքենաշինության մեջ
Ձուլման մեթոդներով բլանկներ ստանալու մեթոդներկենտրոնախույս ձուլում
Մեթոդի առավելությունները.
- ձուլվածքների մանրահատիկ կառուցվածքը;
- ավելի քիչ աղտոտվածություն ոչ մետաղական ներդիրներով և գազերով, ուստի
ինչպես են վերջիններս մղվում դեպի պտտման կենտրոն և հետագայում հանվում
մեխանիկական մշակում;
- բացվածքների ձևավորման համար միջուկներ չեն պահանջվում.
- մետաղը խնայվում է դարպասային համակարգերի, օդանցքների բացակայության պատճառով,
շահույթ և այլն:
Մեթոդի թերությունները.
- անցքի ճշգրիտ չափը ստանալու դժվարությունը.
- համաձուլվածքի տարանջատման ավելացում (վերացվում է դիֆուզիոն հալման միջոցով):
Կենտրոնախույս ձուլումը օգտագործվում է նաև բիմետալային արտադրանք արտադրելու համար։
տիպի կոմպոզիցիաներից՝ պողպատ-բրոնզ, չուգուն-բրոնզ, պողպատ-չուգուն, պողպատ-պողպատ (տարբեր
գնահատականներ) և այլն: Դա ձեռք է բերվում տարբեր համաձուլվածքների կաղապարի մեջ հերթափոխով լցնելով:
Ուսուցիչ՝ Յուրի Նոսով
28
29. Բլանկ արտադրություն մեքենաշինության մեջ
Բլանկների արտադրություն պլաստիկ դեֆորմացիայովՊլաստիկ դեֆորմացիայով բլանկների արտադրության մեթոդներ,
խմբավորված ընդհանուր անվան տակ ճնշման բուժում.
- դրոշմում ցուրտ և տաք պայմաններում;
- սեղմում;
- նկարչություն;
- գլանվածք;
- ծռմռոց;
- դարբնոց և այլն:
Այս գործընթացների էությունը կայանում է նրանում, որ մետաղը սառը վիճակում է
կամ տաք վիճակը փոխում է իր ձևը (դեֆորմացվում) ազդեցության տակ
ճնշումը հավասար է մետաղի ելքի ուժին:
Սառը վիճակում գտնվող շատ մետաղներ ունեն բարձր զիջման ուժ:
Հետեւաբար, մետաղը դեֆորմացնելու համար մեծ ջանք է պահանջվում:
Հնարավոր է նվազեցնել զիջման ուժը, եթե մշակվեն աշխատանքային մասերը
տաքացնել. Մետաղի մշակումը ճնշման միջոցով իրականացվում է այն ջերմաստիճաններում, որոնցում
մետաղը դառնում է ճկուն և անընդունակ վերաբյուրեղացման:
Ուսուցիչ՝ Յուրի Նոսով
29
30. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումՍառը դրոշմումը մետաղի ձևավորման տեսակներից մեկն է
որի դեպքում մետաղը սառը վիճակում պլաստիկ դեֆորմացվում է: AT
կախված սկզբնական նյութի տեսակից և արտադրանքի տեսակից՝ սառը
դրոշմումը կարող է լինել թերթիկ կամ ծավալային
Թերթային մետաղական դրոշմումը օգտագործվում է թիթեղից մասեր արտադրելու համար:
նյութեր, ինչպիսիք են ավտոմեքենայի մասերը (տանիքը, փեղկերը, հանգույցները և այլն),
ինքնաթիռներ, վագոններ, քիմիական ապարատներ, էլեկտրական տեխնիկա, բազմաթիվ ապրանքներ
սպառողական ապրանքներ (բանկա, գդալներ, կաթսաներ և այլն):
Սառը ծավալային դրոշմումը արտադրում է արտադրանք ծավալայինից
workpieces - հիմնականում բար նյութից: Սառը զանգված
ամրացումներ (պտուտակներ, ընկույզներ, գամեր), գնդիկներ,
գլանափաթեթներ, կրող օղակներ, մեքենաների շատ մասեր, ինքնաթիռներ,
տրակտորներ և այլ մեքենաներ:
Մեքենաների համեմատությամբ՝ սառը ձևավորումը նվազեցնում է մետաղի սպառումը,
քանի որ մետաղը չի բաժանվում չիպսերի, նվազեցնել արտադրանքի արտադրության բարդությունը և մեծացնել
աշխատանքի արտադրողականությունը։ Միաժամանակ սառը աշխատանքն ապահովում է
մշակվող մետաղի կարծրացում, ինչը հնարավորություն է տալիս մասերը դարձնել ավելի թեթև, ավելի քիչ
մետաղական ինտենսիվ և ավելի մաշվածության դիմացկուն:
Ուսուցիչ՝ Յուրի Նոսով
30
31. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումՍառը դրոշմման գործողությունները համակցված են երկու խմբի.
- բաժանում;
-- ձեւավորում
Տարանջատումը ներառում է գործողություններ, որոնք հանգեցնում են
նյութի մի մասի լրիվ կամ մասնակի բաժանումը մյուսից
փակ կամ բաց օղակ:
Ձևափոխել - գործողություններ, որոնց արդյունքում կա
փոխելով աշխատանքային մասի ձևը և չափերը, վերաբաշխված և կանխորոշված
մետաղական ծավալների շարժում.
Ուսուցիչ՝ Յուրի Նոսով
31
32. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումԿտրեք նյութը:
Կտրման երեք տեսակ կա.
Թափոններով կտրումը օգտագործվում է պարզ ձևով մասեր ստանալու համար
բարձրացված ճշգրտություն (10 ... 12 որակ):
Կտրում մասնակի թափոններով
Առանց թափոնների կտրումը օգտագործվում է ցածր ճշգրտության, պարզ ձևի մասերի համար
(12 ... 14 որակավորում).
Կտրող թերթիկի նյութերի տեսակները
a, b, c, i - մեկ տող;
e, f, g, h - բազմաշերտ;
a, b, c, d, e, f, h, i - թափոններով;
w - ոչ մի թափոն
Ուսուցիչ՝ Յուրի Նոսով
32
33. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումՏարանջատման գործողություններ
Հատված (ա) - նյութի մի մասի բաժանումը մյուսից բաց երկայնքով
ուրվագիծը կատարվում է մկրատով կամ դրոշմակնիքներով
Դակիչ (բ) - շերտից կամ թերթիկից մի մասի բաժանում արտաքին փակի երկայնքով
եզրագիծը
Դակիչ (մեջ) - թերթի բլանկներում անցքեր անելը
Հարդարում (դ) - տարանջատում տեխնոլոգիական թափոնների մասից
Խորշում (դ) - աշխատանքային մասի թերի բաժանում
Ծակել (ե) - առանց թերթիկի դատարկի մեջ անցքերի ձևավորում
նյութի հեռացում
Մամլիչներում դակիչները, ծակելը, քերթելը, կտրելը և կտրելը կատարվում են մամլիչներում:
Ուսուցիչ՝ Յուրի Նոսով
33
34. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումՏարանջատման գործողություններ
Թիթեղի նյութը կտրելու համար մկրատները զուգահեռ են,
գիլյոտին, գլանափաթեթ և թրթռիչ
Մկրատների սխեմաներ
ա - գիլյոտին; բ - սկավառակ ուղղակիորեն տեղադրված դանակներով;
in - սկավառակ՝ թեք դրված դանակներով; g - թրթռում
Ուսուցիչ՝ Յուրի Նոսով
34
35. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումԹերթի դրոշմավորման ձևափոխման գործողություններ.
- կռում (ա);
- գլխարկ (բ);
- ֆլանգինգ (in);
-- seaming (g);
-- ոլորում (դ);
- բաշխում (e);
- ծալքավոր (g);
- կաղապարում (h);
-- խմբագրել(ներ);
-- հետապնդում (k);
-- calibration (l);
- բռունցք (մ)
Ուսուցիչ՝ Յուրի Նոսով
35
36. Բլանկ արտադրություն մեքենաշինության մեջ
սառը դրոշմումԿռում - աշխատանքային մասի մասերի միջև անկյունների ձևավորում կամ փոփոխություն կամ
տալով այն կորագիծ:
Երբ կռում են մետաղական շերտերը, որոնք գտնվում են ներքին մակերեսի մոտ, թեքում
սեղմվում են, իսկ դրսում գտնվող շերտերը ձգվում են մեջ
երկայնական ուղղություն. Լայնակի ուղղությամբ՝ հակառակը
Նկարչություն. Հետեւաբար, նեղ եւ բավականին հաստ շերտերի խաչմերուկի ձեւը
երբ թեքում է ոլորանում, այն աղավաղված է: Աշխատանքային մասի շերտը, որը ծալելիս չի լինում
ոչ լարվածություն, ոչ սեղմում ապրելը կոչվում է չեզոք:
Ճշգրիտ չափսեր ստանալու համար ճկումն ավարտվում է չափաբերող հարվածով,
ապահովելով աշխատանքային մասի ամբողջական տեղավորումը դակիչին
Արդյունահանում - սնամեջ մասի (ինչպես ապակու) ձևավորումը հարթից կամ խոռոչից
բլանկներ.
Ուսուցիչ՝ Յուրի Նոսով
36
37. Բլանկ արտադրություն մեքենաշինության մեջ
Իմպուլսային դրոշմումԻմպուլսային դրոշմում. Դրոշմում (գծագրություն, դակիչ, կռում, դակիչ և
և այլն) այս դեպքում իրականացվում է ակնթարթային ազդակի ազդեցության ներքո
ճնշում.
Նման իմպուլս է առաջանում պայթյունից (պայթյունի դրոշմում), ներս էլեկտրական լիցքաթափումից
հեղուկ միջավայր (էլեկտրոհիդրավլիկ դրոշմում) կամ մագնիսական դաշտի ազդեցությամբ
(էլեկտրամագնիսական դրոշմում):
Պայթյունի դրոշմավորումն իրականացվում է հարվածային ալիքով գազային, հեղուկ կամ
չամրացված միջավայր.
Պայթյունով դրոշմելու դեպքում հեղուկ միջավայրում կամ էլեկտրահիդրավլիկով
Դրոշմման մատրիցը տեղադրվում է հատուկ տանկի մեջ, որը լցված է
ջուր. Հեղուկի մեջ պայթյունը կամ էլեկտրական իմպուլսը ստեղծում է հարվածային ալիք, որը
կատարում է դրոշմավորում.
Պայթյունի դրոշմման սարքերը տեղադրվում են բետոնե խցիկներում կամ հորերում: Այսպիսով
գործընթացի անվտանգությունն ապահովված է. Օդը մշակման մասի տակ գտնվող ձողի խոռոչից
մղել դուրս.
Ուսուցիչ՝ Յուրի Նոսով
37
38. Բլանկ արտադրություն մեքենաշինության մեջ
Իմպուլսային դակման սխեմաների օրինակներՊայթյունի դակիչ սխեմա
1 - շրջանակ;
2 - լիցքավորում;
3 - պայթուցիկ պալատի մարմին;
4 - դատարկ;
5 - մատրիցա;
6 - օդը մղելու ալիք
Ուսուցիչ՝ Յուրի Նոսով
Էլեկտրական լիցքաթափման միջոցով դրոշմելու սխեման
1 - սեղմիչ;
2 - տանկ,
3 - դեֆորմացված աշխատանքային մաս,
4 - մատրիցա,
5 - օդը մղելու ալիք
38
39. Բլանկ արտադրություն մեքենաշինության մեջ
Իմպուլսային դարբնոցային տեխնոլոգիայով ստացված մասերի օրինակներՈւսուցիչ՝ Յուրի Նոսով
39
40. Բլանկ արտադրություն մեքենաշինության մեջ
Սառը դարբնոցՍառը դարբնոցը ամենաարդյունավետներից մեկն է
Պողպատներից, գունավոր մետաղներից և դրանց համաձուլվածքներից մասերի արտադրության մեթոդներ.
Այն լայնորեն կիրառվում է մեքենաշինության, գործիքաշինության և այլնի մեջ
մետաղամշակման արդյունաբերություններ.
Սառը դարբնոցով ստացված մասերի օրինակներ
Ուսուցիչ՝ Յուրի Նոսով
40
41. Բլանկ արտադրություն մեքենաշինության մեջ
Ձևափոխման գործողություններՁևը փոխելու գործողությունների օրինակներ
բ - բաց նախագիծ;
գ - նախագիծը փակ է;
դ - ռելիեֆի հետապնդում;
դ - վայրէջք;
e - calibration;
g - ուղղակի արտամղում;
h - հակադարձ extrusion;
և - խոռոչների արտամղում
Ուսուցիչ՝ Յուրի Նոսով
41
42. Բլանկ արտադրություն մեքենաշինության մեջ
Ձևափոխման գործողություններԽափանումը գործողություն է, որի ժամանակ աշխատանքային մասի մի մասը խափանում է:
Կիրառեք այս գործողությունը տեղական խտացում ստանալու համար: Հատկապես
վերնագիրը լայնորեն օգտագործվում է պտուտակների, պտուտակների գլուխներ ստանալու համար,
գամեր՝ ավտոմատ սառը մամլիչների վրա:
Նման մեքենաների արտադրողականությունը հասնում է մի քանի հարյուր մասերի
րոպե, որը տասնյակ անգամ գերազանցում է պտույտի արտադրողականությունը
մեքենաներ.
Էքստրուզիոն դրոշմում. Երբ extruded deformable մետաղ
Դակիչի գործողության տակ դրվում է մատրիցայի անցքը կամ միջև ընկած բացը
բռունցքով հարվածել և մեռնել:
Ուղիղ գծով մետաղը հոսում է բռունցքի աշխատանքային հարվածի ուղղությամբ և քամվում դեպի
անցքի մատրիցով: Երկուսն էլ ստանալու համար օգտագործվում է ուղղակի էքստրուզիա
պինդ և խոռոչ մասեր:
Հակադարձ արտամղման դեպքում մետաղը հոսում է հակառակ ուղղությամբ
դակիչի շարժումը և սեղմվում է դակիչի և մատրիցայի միջև ընկած բացվածքի մեջ:
Համակցված - մետաղը հոսում է այնպես, ինչպես աշխատանքային շարժման ուղղությամբ
դակիչ, և հակառակը:
Ուսուցիչ՝ Յուրի Նոսով
42
43. Բլանկ արտադրություն մեքենաշինության մեջ
Ձևափոխման գործողություններԿալիբրացիան օգտագործվում է ճշգրիտ չափսեր և բարձր մաքրություն ստանալու համար:
դրոշմված մասերի մակերեսները.
Չափորոշումը (Նկար 5.23, ե) ճնշման բուժման վերջնական գործողությունն է
կիսաֆաբրիկատներ, որոնք նախկինում ստացվել են տաք կամ սառը զանգվածով
դրոշմում, որոնք ենթակա են չափերի ճշգրտության պահանջների և
մակերեսի կոշտություն. Օրինակ, ավտոմոբիլային շարժիչների տաք դարբնոցային միացնող ձողեր, տարբեր դրոշմված լծակներ,
ավտոմեքենաների, գործիքների, ժամացույցների և այլնի սառը ձևավորված մասեր:
Չափորոշումն իրականացվում է կեռների վրա, դաջված և
հիդրավլիկ մամլիչներ.
Ռելիեֆ դրոշմում. Ռելիեֆի հետապնդումը (Նկար 5.23, դ) ստացվում է մակերեսի վրա
դեֆորմացվող մասի, ճշգրիտ ելուստների, խորշերի, մակագրությունների, գծագրերի և այլն։
օգտագործվում է մանր դետալների (օրինակ՝ ժամացույցների), մետաղադրամների, պատվերների արտադրության համար
և այլն մասի մակերեսի ռելիեֆը ստացվում է նյութի վերաբաշխմամբ
մեծ ջանքերի գործողության ներքո և լրացնելով դրոշմանիշի աշխատանքային խոռոչները։ Ճնշում ժամը
հետապնդելով, օրինակ, փողային հավաքատեղիներ և ապրանքներ չժանգոտվող պողպատիցհասնում է
2500…3000 ՄՊա:
Դաղձահատումն իրականացվում է դաջող մամլիչների վրա փակ ձողերով։
Ուսուցիչ՝ Յուրի Նոսով
43
44. Բլանկ արտադրություն մեքենաշինության մեջ
տաք դրոշմումՏաք դրոշմումը օգտագործվում է այն դեպքերում, երբ սառը է
դեֆորմացիան հնարավոր չէ.
Երբ տաքացվում է, մետաղի պլաստիկ հատկությունները կտրուկ աճում են, և
մետաղի դիմադրությունը դեֆորմացմանը մի քանի անգամ նվազում է:
Դարբնոցները արտադրվում են տաք դարբնագործությամբ տարբեր ձևերև չափսերը՝ պողպատից, գունավոր
մետաղներ և համաձուլվածքներ.
Դարբնոցների օրինակներ են միացնող ձողերը, աստիճանավոր լիսեռները, շարժակների,
տարբեր լծակներ և շատ ուրիշներ:
Դարբնոցների ստացման տեխնոլոգիական գործընթացը ապահովում է
բերքահավաքի, դեֆորմացման և հարդարման աշխատանքներ:
Տաք դրոշմման սկզբնական նյութը գլանվածքն է, մամլված ձողերը,
ձուլակտորներ և ձուլածո պրոֆիլի բլանկներ:
Արտադրամասի գնումների բաժնում սկզբնական նյութը բաժանվում է չափվածի
բլանկներ.
Տաք դրոշմման ձողերը բաժանվում են ըստ կիրառվող տեսակների
սարքավորում մուրճի, մամլիչի, գլխիկի համար (հորիզոնական դարբնագործության համար
մեքենաներ և տաք վերնագրի մեքենաներ) և գլանվածք (կեղծման գլանափաթեթների վրա):
Ուսուցիչ՝ Յուրի Նոսով
44
45. Բլանկ արտադրություն մեքենաշինության մեջ
տաք դրոշմումՄուրճի վրա տաք դրոշմելու օրինակներ
ա - փակ;
բ - բաց միաշերտ;
գ - ֆլեշ ակոս;
դ - բաց հատվածի ստորին կեսը
բազմաշերտ կնիք;
բերքահավաքի հոսքեր.
2 - ձգձգվող;
3 - գլանվածք;
4 - կռում;
դրոշմելու հոսքեր.
5 - նախնական;
6 - եզրափակիչ;
7 - ֆլեշ ակոս;
e - դրոշմակնիքների անցումներ;
1 - դարբնոց;
8 - օրիգինալ աշխատանքային մաս;
9 - բրոշյուր;
10 - գլանվածք;
11 - կռում;
12 - նախնական դրոշմում;
13 - վերջնական դրոշմում
Ուսուցիչ՝ Յուրի Նոսով
45
46. Բլանկ արտադրություն մեքենաշինության մեջ
տաք դրոշմումՖլեշ կտրումը և անցքերի փորագրումը կատարվում են հատուկ
մեռնում է կտրված կռունկի կամ հիդրավլիկ մամլիչների վրա:
Այնուհետև դարբնոցները ենթարկվում են ջերմային մշակման՝ բարելավելու համար
մետաղի մեխանիկական բնութագրերը. Օգտագործվում են հետևյալ տեսակները
ջերմային պրոցեդուրաներ՝ նորմալացնող, եռացող, մարող և կոփում:
Դարբնոցների մակերեսին մնացած մասշտաբները մաքրվում են կրակոցներով։
մաքրում, թթվայնացում կամ թթու թթունացում:
Խեղաթյուրումները վերացնելու համար դարբնոցները ուղղում են տաք կամ
սառը վիճակ և բարելավել ձևի և չափի ճշգրտությունը.
calibration.
Կալիբրացիայի և խմբագրման միջև տարբերությունն այն է, որ չափաբերման ժամանակ,
դարբնոցների չափերը, իսկ ուղղելիս աղավաղումները վերացվում են առանց փոխելու
դարբնոցի հիմնական չափերը.
Ուսուցիչ՝ Յուրի Նոսով
46
47. Բլանկ արտադրություն մեքենաշինության մեջ
ՆկարչությունՆկարչությունն օգտագործվում է պինդ կամ խոռոչ աշխատանքային կտորներ ստանալու համար:
մասեր, որոնց խաչմերուկը հաստատուն է ամբողջ երկարությամբ։
Ենթարկվում են մետաղագործական գործարաններում ձեռք բերված բիլլետները
հետագա գծագրություն՝ աշխատանքային մասի հատվածը հատվածին մոտեցնելու համար
պատրաստի մաս, նվազագույնի հասցնելով կամ վերացնելով
հաստոցներ կտրելու միջոցով.
Մետաղագործական գործարաններում ձողեր և խողովակներ գծելու համար օգտագործում են
երկայնական գծագրման գործարաններ և մետաղալարեր գծելու համար և այլն
պրոֆիլները խռովության մեջ են խոցվել - թմբուկային գործարաններ:
Նկարչությամբ ստացված պրոֆիլների օրինակներ
Ուսուցիչ՝ Յուրի Նոսով
47
48. Բլանկ արտադրություն մեքենաշինության մեջ
ԳլանվածքԳլանվածք՝ առևտրային բլանկներ, ընդհանուր հատվածային և ձևավորված պրոֆիլներ,
արդյունաբերություն և հատուկ նշանակության, խողովակներ, թեքված և պարբերական
պրոֆիլներ.
Վարձակալության տեսակները.
ա) բարը գլանվածք է, տարբեր տրամագծերի կլոր հատվածով. բարի տրամագիծը դ
կարգավորվում է, մատակարարվող ձողերի երկարությունը կարգավորված չէ և կարող է լինել
տարբեր՝ 4 մետր, 6 մետր և ավելի։
բ) գլորված վեցանկյուն հատված;
վեցանկյուն S-ի չափը կարգավորվում է,
շրջագծված շրջանագծի տրամագիծը D է
հղման չափը.
գ) խողովակի գլանվածք; կարգավորվում է բացօթյա
տրամագիծը D և ներքին տրամագիծը d.
դ) գլորված քառակուսի կամ ուղղանկյուն
հատվածներ; կարգավորվող չափս ա.
ե) մետաղական թերթ; հաստությունը կարգավորվում է
թերթ S, թերթի երկարությունը a և b լայնությունը կարող են լինել
տարբեր, սովորաբար ոչ պակաս, քան 1500 մմ:
Ուսուցիչ՝ Յուրի Նոսով
48
49. Բլանկ արտադրություն մեքենաշինության մեջ
Վարձակալության պրոֆիլների օրինակներՈւսուցիչ՝ Յուրի Նոսով
49
50. Բլանկ արտադրություն մեքենաշինության մեջ
Ըստ դեֆորմացման գոտում մետաղի շարժման բնույթի՝ գլանափաթեթ
բաժանել հետևյալ տեսակների.
ա - երկայնական;
բ - լայնակի;
գ - լայնակի պտուտակավոր
Շարժման սխեմաներ
Ուսուցիչ՝ Յուրի Նոսով
Պտուտակավոր գլորման ժամանակ գլանափաթեթներ, ինչպես նաև
լայնակի գլորման ժամանակ պտտել հետ
նույն արագությունը մեկ ուղղությամբ. Որտեղ
գլանափաթեթների առանցքները թեքված են միմյանց նկատմամբ,
կոորդինատներից առնվազն մեկում
ինքնաթիռներ. Բիլետը սնվում է գլանափաթեթների մեջ
կողմից ձևավորված անկյան բիսեկտորի ուղղությունը
roll axes. Գլանափաթեթների առանցքների սխալ դասավորվածության պատճառով
աշխատանքային մասը ստանում է պտտվող-թարգմանական
շարժում, որն ապահովում է շարունակականություն
վերամշակման գործընթաց: Ընթացքում գլորում, workpiece
տրամագծով ծալքավոր է և կարող է ավելի շատ լինել
բարենպաստ պայմաններ դեֆորմացման համար
առանցքային ուղղությունը առանցքի ազդեցության տակ
գլանափաթեթների շրջագծային արագության բաղադրիչ.
50
51. Բլանկ արտադրություն մեքենաշինության մեջ
Աշխատանքային մասերի ստացում փոշու մետալուրգիայովՓոշի մետալուրգիան տեխնոլոգիայի ոլորտ է, որն ընդգրկում է
մետաղական փոշիների և դրանցից արտադրանքի արտադրության մեթոդների մի շարք
կամ դրանց խառնուրդները ոչ մետաղական փոշիներով՝ առանց հիմնականը հալեցնելու
բաղադրիչ.
Փոշի մետալուրգիայի արդյունքում ստացված աշխատանքային մասերի օրինակներ
Տիպիկ արտադրության տեխնոլոգիա
մասեր փոշու միջոցով
մետալուրգիան ներառում է չորս
հիմնական գործողություններ.
- օրիգինալ փոշի ստանալը
նյութական;
- ձուլման բլանկներ;
- սինթինգ;
- վերջնական մշակում.
Մետաղ ստանալու մեթոդներ
փոշիներ՝ մեխանիկական և ֆիզիկաքիմիական, հնարավորություն տալով
ստացեք շատ մաքուր խառնուրդ
նյութեր.
Ուսուցիչ՝ Յուրի Նոսով
51
52. Բլանկ արտադրություն մեքենաշինության մեջ
Պլաստմասսայից մասեր ստանալըՊլաստիկները (պլաստմասսաները) ամուր են կամ
առաձգական նյութեր, որոնք ստացվում են պոլիմերային միացություններից և ձուլվում են
արտադրանքը պլաստիկի օգտագործման վրա հիմնված մեթոդներով
դեֆորմացիաներ.
Ֆիզիկական և մեխանիկական հատկությունների բազմազանությունը պլաստիկը դարձնում է արժեքավոր
կառուցվածքային նյութ. Նրանք ունեն ցածր տեսակարար կշիռ, լավ
դիմակայել կոռոզիային, ունեն շփման գործակիցների լայն շրջանակ և
բարձր քայքայում դիմադրություն, լավ օպտիկական հատկություններ և
թափանցիկություն և այլն:
Հիմնական անբաժանելի մասն էպլաստմասսաները պոլիմերներ են -
սինթետիկ օրգանական միացություններ.
Երբեմն պլաստիկն ամբողջությամբ պատրաստված է պոլիմերից, բայց ամենից հաճախ այդպես է լինում
պոլիմերի, պլաստիկացնողի, լցանյութի և
ներկանյութ.
Ուսուցիչ՝ Յուրի Նոսով
52
53. Բլանկ արտադրություն մեքենաշինության մեջ
Պլաստմասսայից մասեր ստանալըՊլաստմասսաների տեսակները
Կախված կարծրացման պայմաններից, հատկապես տաքացման վարքագծից, պոլիմերներից և
Դրանց համապատասխան պլաստմասսաները բաժանվում են ջերմակայուն և
ջերմապլաստիկ.
Ջերմակայուն պլաստմասսա (պոլիմերներ) - ջերմապլաստիկներ, երբ բուժվում են,
ենթարկվում են անդառնալի փոփոխությունների և դառնում ամուր, անթափանցելի և
անլուծելի վիճակ. Բուժումը կարող է առաջանալ, երբ տաքացվում է մինչև 150 ... 300 ° C
որոշակի ժամանակ, ճնշման տակ կամ առանց ճնշման, ցածր
տաքացում մինչև 60…70°С կամ առանց տաքացման՝ կարծրացուցիչ հավելումների առկայության դեպքում։
Ամենատարածված ջերմակայուն պոլիմերներն են ֆենոլ-ֆորմալդեհիդը,
epoxy, organosilicon, պոլիեսթեր.
Թերմոպլաստիկ պլաստմասսա (պոլիմերներ) - ջերմապլաստիկներ, երբ տաքանում են, դրանք փոխանցվում են
պլաստիկ կամ մածուցիկ հեղուկ վիճակում: Այս պլաստիկները բուժվում են
սառեցում. Կրկին տաքացնելիս նորից փափկացնում են և այլն՝ թույլ տալով
արտադրանքի կրկնակի կաղապարման հնարավորությունը.
Ամենակարևոր ջերմապլաստիկները՝ պոլիէթիլեն, պոլիստիրոլ, պոլիամիդներ, ֆտորոպլաստներ,
պոլիվինիլքլորիդ, օրգանական ապակի։
Ուսուցիչ՝ Յուրի Նոսով
53
54. Բլանկ արտադրություն մեքենաշինության մեջ
Վարձակալությունից բլանկներ ստանալըԳլանվածքից բլանկներ ստանալու գործողություններ.
- բարերի ուղղում;
-- առանց կենտրոնական պիլինգ (տաք գլորված ձողերի համար) կամ պիլինգ
grinding;
- կտոր կտորների կտրում;
- ֆրեզերային ծայրեր և կենտրոնացում;
-- հսկողություն.
Ուսուցիչ՝ Յուրի Նոսով
54
55. Բլանկ արտադրություն մեքենաշինության մեջ
Վարձակալությունից բլանկներ ստանալըԽմբագրել.
Մետաղագործական ձեռնարկություններից գործարանին մատակարարվող գլանվածքային արտադրանքները տեսքով
ձողեր և սավաններ, ենթարկվում է վիրակապման (բացառությամբ սառը գլանվածքի
նյութ բարձր ճշգրտության աշխատանքային մասերի համար):
Անիների համար ձողերի և բլանկների ուղղում կարող է
իրականացվում է ձեռքով, պտուտակով,
էքսցենտրիկ, հիդրավլիկ,
օդաճնշական և շփման մամլիչներ
սառը վիճակ.
Ուղղող մեքենայի վրա բարը ուղղելու սխեմա
Ձողերի մերկացում. Խմբագրելուց հետո
ձողը ենթարկվում է թեփոտման
բարձր կատարողական
առանց կենտրոնական պիլինգի մեքենաներ
Անկենտրոն կլեպ մեքենայի սխեման
Ուսուցիչ՝ Յուրի Նոսով
55
56. Բլանկ արտադրություն մեքենաշինության մեջ
Վարձակալությունից բլանկներ ստանալըԿատարվում է բարի կտրում
մեխանիկական սղոցների վրա, վրա
սղոցող մեքենաներ, մեքենաների վրա
էլեկտրական կայծային կտրում,
ուլտրաձայնային մեքենաներ,
պտտվող և կտրող մեքենաներ,
կտրող մեքենաներ,
ֆրեզերային հաստոցներ.
Գլանափաթեթներ կտրելը շրջանաձև սղոցով
Երեսապատում և կենտրոնացում
ֆրեզերային մեքենայի վրա
Ուսուցիչ՝ Յուրի Նոսով
Գլանափաթեթի կտրում ժապավենային սղոցով
56
57. Բլանկների տեսակի ընտրություն.
Աշխատանքային մասի ընտրությունը ee մեթոդի հաստատումն էարտադրություն, հաշվարկ կամ ընտրություն հաստոցների համար և
նախնական աշխատանքային մասի չափերի որոշում.
Աշխատանքային մասի նախագծման փուլերը
1. Աշխատանքային մասի ստացման մեթոդի որոշում.
- սահմանված է կառուցողի կողմից
- որոշում է մեխանիկական խանութի տեխնոլոգը
2. Աշխատանքային մասի տեսակի որոշում.
Աշխատանքային մասի տեսակի ընտրության վրա ազդող գործոններ.
- կառուցողական (ֆիզիկական և քիմիական բնութագրերը և մեխանիկական հատկությունները, որոնք որոշում են
արտադրանքի կատարում; մասի ձևը, չափը և քաշը)
- արտադրության տեսակը (զանգվածային, մեծածավալ, սերիական, փոքրածավալ, մեկ)
- բլանկների արտադրության համար սարքավորումների (ձուլարան, դարբնագործություն և մամլում և այլն) առկայություն.
- կողմում բլանկների արտադրության հնարավորությունը
- նախնական արտադրության և աշխատանքային մասի արտադրության արժեքը
3. Մշակման երթուղու նախագծում (մշակում).
- մշակման սխեմայի (հաջորդականության) մշակում
- տեխնոլոգիական սարքավորումների հավաքածուի որոշում (ընտրություն).
4. Մեքենաների համար նպաստների նշանակում.
5. Աշխատանքային մասի գծագրի նախագծում / հաստատում:
6. Ստուգեք նպաստների հաշվարկը
Ուսուցիչ՝ Յուրի Նոսով
57
58. Բլանկների տեսակի ընտրություն.
Բլանկների արտադրության տեսակներն ու մեթոդները1. Ձուլվածքներ
- ձուլում ավազի կաղապարներում,
- ձուլում կաղապարների մեջ
- ներարկման համաձուլվածքներ,
- ձուլման,
- կենտրոնախույս ձուլում,
- ներդրումային ձուլում.
2. Դարբնոցներ
5. Թերթի բլանկներ
6. Հավաքովի եռակցված բլանկներ
7. Աշխատանքային կտորները շրջվել են արտադրողի մոտ
8. Փոշի մետալուրգիա
- անվճար դարբնոց,
- դրոշմում.
3. Վարձակալություն
- կլոր ձողեր (չկալիբրացված),
- կլոր ձողեր (կալիբրացված),
- ձևավորված ձողեր (չկալիբրացված),
- ձևավորված ձողեր (կալիբրացված),
- պրոֆիլներ,
- «վարձույթից կտրում»
4. Մատանու բլանկներ
- պտտվող օղակներ
- եռակցված օղակներ
Ուսուցիչ՝ Յուրի Նոսով
58
59. Բլանկների տեսակի ընտրություն.
Գազի տուրբինային շարժիչներում տարբեր տեսակի բլանկների օգտագործման օրինակներԴրոշմում
(շեղբեր
կոմպրեսոր)
Շրջվել
բլանկներ
(դրոշմում)
HPC սկավառակներ
Փոշի
սկավառակի դատարկ
տուրբիններ և HPC
Ձուլված բլանկներ
տուրբինի շեղբեր:
Դարբնագործություն (լիսեռ
օդափոխիչ, HPC լիսեռ,
տուրբինի լիսեռներ
Ուսուցիչ՝ Յուրի Նոսով
Փաթաթված և եռակցված
օղակներ (աշխատանքային
օղակները և օղակները միացված են)
Հավաքովի-եռակցված
կորպուսի բլանկներ
Թերթի բլանկներ
Ֆլեյմի խողովակ KS
59
60. Բլանկների տեսակի ընտրություն.
Դատարկ օրինակներԿորպուսի KVD
ձուլվածքներ
Տուրբինի շեղբեր
մեկնարկային ռոտոր
Ուսուցիչ՝ Յուրի Նոսով
60
61. Բլանկների տեսակի ընտրություն.
Դատարկ օրինակներԴարբնոցներ
Ուսուցիչ՝ Յուրի Նոսով
61
62.
Դատարկ օրինակներԴրոշմում
Ուսուցիչ՝ Յուրի Նոսով
62 Ուսուցիչ՝ Յուրի Նոսով
67
68. Բլանկների տեսակի ընտրություն.
Դատարկ օրինակներՆախապատրաստված եռակցված բլանկներից պատրաստված մասեր
Ուսուցիչ՝ Յուրի Նոսով

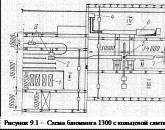

Հանրաճանաչ
- Փաստաթղթերի արժեքի քննության սկզբունքներն ու չափանիշները
- Երեք Siemens NX Success Stories Ինտեգրված համակարգը իդեալական լուծում է
- Անձնակազմի կառավարման հիմնական տարրերը Անձնակազմի կառավարման հիմնական տարրերը
- Որակի կառավարում ձեռնարկությունում. ստանդարտներ, իրականացման փուլեր, խորհուրդներ
- Ինչպե՞ս է հաշվարկվում եռամսյակային բոնուսը և ինչպես է այն վճարվում:
- Անգլիայի Abbey Road-ի առեղծվածային անցումը Ջոն Լենոնն ի սկզբանե խմբին այլ կերպ էր անվանում
- «Abbey Road» շապիկը որպես դավադրության լեգենդի հիմք
- Ինչպե՞ս գրել երաշխիքային նամակ:
- Մերչենդայզինգը, դրա տեսակներն ու սկզբունքները Տեքստիլ արդյունաբերության մեջ մերչենդայզինգի հիմունքները
- Շուկայավարման գործունեություն մեծածախ և մանրածախ առևտրում