Noi metode de determinare a proprietăților mecanice ale materialelor compozite. Deformarea neliniară a structurilor compozite cu două matrice
Pentru a înțelege corect ceea ce se discută în acest articol, mai întâi trebuie să definiți corect sintagma - materiale compozite termoplastice (T.K.M.), și în niciun caz să nu fiți confundat cu un compus, deoarece vorbim despre materiale complet diferite. Deci, ce este un material compozit termoplastic (compozit)? este un material multifazic eterogen format din două sau mai multe componente, cu o interfață clară între ele și proprietăți calitativ noi, menținând în același timp individualitatea chimică a fiecărei componente. Se compune dintr-o bază de plastic (matrice), care servește ca liant, și incluziuni de diferite componente sub formă de pulberi, fibre etc. (umplutură). Matricea asigură soliditatea materialului, transferul și distribuția tensiunilor între umplutură, determină etanșeitatea, căldura, umiditatea, rezistența la foc și chimică a compozitului, proprietățile tehnologice, precum și termofizice, electrice și radiotehnice ale acestuia. Combinația optimă de proprietăți operaționale și tehnologice este direcționată pentru a regla proprietățile și conținutul matricei și umpluturii, interacționând între ele la interfață, orientarea umpluturii. Utilizarea mai multor matrice (compozite polimatrice) sau umpluturi de natură diferită (compozite hibride) extinde posibilitățile de reglare a proprietăților compozitelor. Calitățile de bază ale polimerilor sunt utilizate ca matrice de materiale compozite termoplastice. Sortimentul modern de polimeri termoplastici de bază, în funcție de nivelul proprietăților lor de rezistență elastică și rezistență la căldură la deformare, este împărțit în mod convențional în trei grupuri.
După structura lor moleculară, termoplastele sunt împărțite în două grupe - amorfe și cristaline. Datorită caracteristicilor structurale, cel mai mare interes pentru producători îl reprezintă polimerii din a doua grupă, care pot oferi un nivel mai înalt de fizică. proprietăți mecanice si rezistenta chimica mare.
Volumul producției mondiale de materiale termoplastice (în 1990 - 86 de milioane de tone, în 2000 - 150 de milioane de tone, în 2010, conform prognozelor - 258 de milioane de tone) depășește semnificativ volumul producției mondiale de materiale plastice termorigide. Ca materiale de umplutură pot fi utilizate materiale de umplutură solide sub formă de pulberi, fibre de diferite lungimi, structuri țesute și nețesute formate din fibre de natură chimică diferită. În funcție de funcțiile îndeplinite, umpluturile sunt împărțite în trei grupuri:
Inert- barita, dolomita, creta naturala, marmura etc. Utilizarea lor se datorează dorinței de a reduce costul produsului final, atunci când este permisă o anumită deteriorare a proprietăților materialului;
Activ- pe baza in principal de silicati naturali - wollastonit, caolin, mica, talc. Proprietățile lor tehnologice îmbunătățite sunt determinate de „factori naturali: forma particulelor, nivelul anizotropiei acestora, chimia suprafeței particulelor în raport cu polimerii;
Funcționalizat sau modificat superficial. Se știe că modificarea funcțională a suprafeței umpluturii cu compuși organici și/sau anorganici este de mare importanță pentru îmbunătățirea calității și competitivității materialelor compozite, care fac posibilă conferirea de proprietăți suplimentare umpluturii care îmbunătățesc sau optimizează parametri importanți ai umpluturii. termoplastic. Este al treilea grup de materiale de umplutură care este cel mai promițător pentru producția de materiale compozite termoplastice.
În legătură cu cele de mai sus, umplutura devine un purtător de proprietăți speciale, ceea ce face posibilă completarea, înlocuirea sau salvarea aditivilor tehnologici corespunzători. Utilizarea materialelor de umplutură în polimeri vă permite să controlați proprietățile produselor în cea mai largă gamă de aplicații.
Materialele compozite termoplastice pot fi împărțite condiționat în următoarele grupuri, în funcție de calitățile necesare pentru produsul final și domeniul de aplicare:
Umplut - au caracteristici de rezistență sporite datorită introducerii materialelor de umplutură minerale - rigiditate, rezistență, rezistență la contracție;
Ignifuge – au rezistenta crescuta la foc si nu suporta arderea fara o sursa externa de flacara datorita introducerii unor aditivi speciali – ignifuge;
Adeziv - au proprietăți adezive sporite în sistemele polimer-polimer, polimer-metal etc. prin modificarea unor astfel de copolimeri ca: copolimer etilenă acetat de vinil, copolimer etilenă etil acrilat;
Rezistent la îngheț - au rezistență sporită la temperaturi scăzute datorită introducerii de umpluturi minerale și elastomeri;
Reticulate - au rezistență crescută la căldură, rezistență și rigiditate datorită radiației sau reticularii chimice a polimerului;
Polymatrix - au proprietăți suplimentare care sunt diferite de gradele de bază datorită amestecării diferitelor grade de polimeri;
Hibrid - au posibilități extinse de reglare a proprietăților compozitului datorită introducerii de umpluturi de natură variată.
Una dintre problemele principale ale științei materialelor moderne este crearea unei noi generații de materiale compozite termoplastice care să satisfacă cerințele destul de contradictorii ale producătorilor și consumatorilor.
Dicţionar.
Materiale plastice (materiale plastice, materiale plastice)- materiale structurale care conțin un polimer, care se află în stare vâscoasă curgătoare în timpul formării unui produs și în stare sticloasă în timpul funcționării acestuia. În funcție de motivul trecerii de la o stare vâscoasă la o stare sticloasă, care are loc în timpul turnării produselor, materialele plastice sunt împărțite în termorigide și termoplastice.
Polimeri- compuși cu greutate moleculară mare, ale căror molecule (macromolecule) constau dintr-un număr mare de grupuri repetate, sau unități monomerice, legate prin legături chimice.
Termoplastice- materiale polimerice care permit tranziții multiple la o stare de curgere vâscoasă atunci când sunt încălzite.
Reaktoplastice, materiale plastice termorigide- materiale polimerice, care la incalzire sau sub actiunea intaritorilor se transforma intr-o stare infuzabila si insolubila.
Elastomeri- polimeri si materiale pe baza acestora. Posedă proprietăți foarte elastice într-o gamă largă de temperaturi de funcționare. Elastomerii tipici sunt cauciucuri și cauciucuri.
Compuși polimerici- compoziţii pe bază de oligomeri termorigide (răşini epoxidice şi poliesterice, cauciucuri organosilicice lichide) sau monomeri (metacrilat, precursori pentru sinteza poliuretanilor), destinate izolării circuitelor conductoare şi a pieselor din echipamentele electrice, radiotehnice şi electronice. Cerințe de bază pentru compuși: nr materie volatilă; vitalitate suficient de mare; vâscozitate scăzută.
Rezistența la căldură a polimerilor- capacitatea de a menține duritatea (adică de a nu se înmuia) atunci când temperatura crește. Indicatorul cantitativ al rezistenței la căldură în aceste cazuri este temperatura la care deformarea probei în condiții de sarcină constantă nu depășește o anumită valoare.
dx.doi.org/ 10.18577 / 2307-6046-2015-0-6-9-9
UDC 541,6: 539,25
ASPECTE METODOLOGICE DE ANALIZĂ A MORFOLOGIEI DE FAZĂ A MATERIALELOR PE BAZĂ DE RĂȘINI SINTETICE MODIFICATE DE TERMOPLASTE (recenzie)
O modalitate eficientă de a crește rezistența la rupere a materialelor compozite polimerice (PCM) este modificarea rășinilor sintetice cu materiale termoplastice. Formarea structurală în astfel de sisteme este însoțită de separarea microfazelor cu formarea unei morfologie de fază caracteristică. Se ia în considerare de ultimă oră studii microscopice electronice ale morfologiei de fază a sistemelor termoplastice-termoplastice și PCM-uri bazate pe acestea. În studiul morfologiei fazelor sunt luate în considerare următoarele aspecte metodologice: nivelul conținutului de informații al metodei de cercetare, eficiența elementelor caracteristice contrastante ale microstructurii, rațiunea alegerii parametrilor morfologici cheie și metodele de măsurare a acestora.
Introducere
Îmbunătățirea proprietăților de serviciu ale materialelor plastice termorigide atunci când sunt modificate cu materiale termoplastice este un domeniu important în știința materialelor polimerice. Scopul principal al unei astfel de modificări este de a crește rezistența la rupere a materialelor plastice termorigide și compozite pe baza acestuia. Creșterea rezistenței la impact și la fisuri este deosebit de importantă pentru materialele utilizate în construcția aeronavelor.
Multe lucrări științifice moderne subliniază necesitatea aplicării abordării „compoziție-tehnologie-structură-proprietăți” în dezvoltarea de noi materiale. Această abordare este eficientă și în dezvoltarea materialelor compozite polimerice (PCM) cu rezistență crescută la rupere. Controlul proprietăților fizico-chimice ale componentelor și compoziția amestecului de termoplastic cu rășină sintetică face posibilă crearea de noi materiale structurale și funcționale cu un set predeterminat de proprietăți. Unul dintre parametrii cheie prin care este posibilă reglarea și controlul proprietăților unui material pe baza sistemului „termoplastic-termoplastic” este morfologia sa de fază. În prezent, influența stării de fază structurală a PCM asupra proprietăților lor face obiectul unor cercetări intense. Parte integrantă lucrări științifice pentru a îmbunătăți proprietățile disipative ale matricelor polimerice ale PCM este studiul morfologiei fazelor și influența acesteia asupra proprietăților de serviciu ale materialului.
Sistemele termoplastice-termoplastice diferă semnificativ în morfologia lor de fază. În funcție de concentrația și compatibilitatea termodinamică a componentelor, temperatura de declanșare a reacției chimice de întărire și o serie de alți factori, se formează o structură cu morfologie de fază diferită și aderență interfacială. Dacă amestecul de reacție inițial a fost o soluție omogenă a unui termoplastic într-o rășină sintetică, atunci pe măsură ce reacția de întărire are loc, solubilitatea termoplasticului scade din cauza creșterii greutății moleculare a rășinii. Un alt factor important care afectează compatibilitatea termodinamică a componentelor în timpul reacției de întărire este modificarea structurii chimice a rășinii sintetice în timpul transformării grupurilor funcționale în produși de reacție. În majoritatea sistemelor termoplastice-termoplastice, care sunt interesante din punct de vedere al aplicării practice, o creștere suplimentară a conversiei duce la separarea microfazelor. Morfologia primară se formează preponderent înainte de gelificare în faza α (faza îmbogățită în plastic termorigid). Formarea unei morfologii de fază secundară poate fi observată în faza β (faza îmbogățită în termoplastic) după gelificare în faza α. Parametrii morfologiei fazei secundare sunt sensibili la temperatura de post-întărire a sistemului termo-termoplastic. În funcție de proprietățile sistemului „rășină sintetică-termoplastică” și de parametrii modului de întărire, descompunerea de fază poate avea loc prin mecanismul nucleării și creșterii, prin mecanismul separării spinodale sau printr-un tip mixt. Mecanismul de descompunere a fazei determină parametri morfologici precum dimensiunea, distribuția spațială și distribuția mărimii particulelor din faza dispersată.
Concentrația de termoplastic în amestecul de reacție inițial este unul dintre principalii parametri care determină morfologia de fază a materialului întărit. Odată cu creșterea concentrației de termoplastic, morfologia de fază se schimbă de la morfologia dispersată, mai întâi la co-continuă, iar apoi la morfologia cu inversare de fază (Fig. 1). Este mult mai dificil de generalizat efectul temperaturii de întărire asupra parametrilor morfologici ai microstructurii, deoarece modifică raportul dintre vitezele de separare a fazelor și reacțiile chimice de întărire. Analiza literaturii științifice și tehnice arată că în dezvoltarea materialelor pe bază de rășini sintetice modificate cu materiale termoplastice, atenția principală în studiile microstructurale este acordată influenței concentrației, structurii chimice și greutății moleculare a termoplastului și regimului de temperatură de întărire. asupra morfologiei de fază a materialului. În prezent, se desfășoară cercetări active care vizează reglarea morfologiei fazelor și a aderenței interfațiale folosind compatibilizatori (substanțe care reduc tensiunea superficială interfacială și cresc aderența interfacială la interfața polimer-polimer).
Orez. 1. Tipul morfologiei fazelor:
a - dispersat; b - somn-continuu; c - cu inversare de fază; d - relația sa cu concentrația de termoplastic
Microscopia electronică în combinație cu metode specializate de preparare a probelor este o metodă informativă pentru studiul morfologiei de fază a amestecurilor de polimeri. Principalele probleme metodologice ale studiilor microscopice electronice ale morfologiei fazelor sunt: nivelul conținutului de informații al metodei de cercetare, eficacitatea elementelor caracteristice contrastante ale microstructurii, rațiunea alegerii parametrilor morfologici cheie și metodele de măsurare a acestora. Rezolvarea acestor probleme în combinație cu o înțelegere profundă a proceselor fizico-chimice de formare a structurii materialului polimeric studiat va contribui la dezvoltarea microscopiei electronice ca una dintre metodele care oferă informații despre relația „compoziție-tehnologie-structură. -proprietati" in materiale bazate pe sistemele "termoplastic-termoplastic"... Acest articol discută stadiul actual al studiilor microscopice electronice a morfologiei de fază a materialelor pe bază de rășini sintetice modificate cu materiale termoplastice și aplicarea rezultatelor acestor studii. Toate micrografiile prezentate în lucrare au fost obținute de autorii articolului în timpul studiilor microscopice electronice ale sistemelor termosecuri-termoplastice (deoarece articolul tratează probleme metodologice generale, informații despre mărci specifice de materiale nu sunt furnizate).
Valoarea informativă a studiului structurii materialelor
bazat pe sistemele „termorigid-termoplastic” prin metoda microscopiei electronice
Principalele informații furnizate de studiul microscopic electronic al sistemelor termosecuri-termoplastice este tipul morfologiei fazelor, caracteristicile geometrice ale fazelor și distribuția lor spațială. Morfologia fazei primare (degradarea în faze α și β) este investigată prin microscopia electronică cu scanare (SEM). Pentru acest nivel de organizare a structurii materialelor sunt cunoscute unele dependențe de corelare a proprietăților față de parametrii morfologiei fazelor. O caracteristică interesantă Formarea structurii prezisă pe baza analizei termodinamice a separării fazelor folosind modelul de câmp mediu Flory-Huggins este formarea unei morfologie de fază secundară în timpul dezintegrarii fazei β. În timpul descompunerii fazei β, se formează în fază continuă o dispersie de domenii bogate în termorigide (fază γ), îmbogățite cu termoplastic (fază δ). Morfologia fazei secundare este investigată utilizând microscopia electronică cu transmisie (TEM) pe secțiuni de grosime submicroanică pregătite pe un microtom. În literatura științifică, există doar câteva lucrări dedicate studiului acestui nivel de organizare a structurii; prin urmare, nu există informații despre influența parametrilor morfologiei fazei secundare asupra proprietăților materialelor. În fig. 2 prezintă microfotografii ale morfologiei de fază a unui material plastic epoxidic termorigid modificat cu polisulfonă.
Orez. 2. Primar ( A) și secundar ( b) morfologia de fază a sistemului „termorigid-termoplastic”.
Conținutul informațional al studiilor cu microscopul electronic a crescut acum semnificativ datorită utilizării microscopiei electronice analitice, care este un set de metode unite printr-o sarcină comună - obținerea de informații despre compoziția elementară și structura chimică a fazelor. Utilizarea microanalizei spectrale cu raze X face posibilă dezvăluirea distribuției spațiale a unui polimer într-un amestec dacă acesta conține atomi contrastanți. De exemplu, dacă componenta termoplastică a sistemului termoplastic-termoplastic este polisulfona (conține atomi de sulf), atunci cercetătorul va putea trage o concluzie despre distribuția polisulfonei din intensitatea radiației caracteristice cu raze X a atomilor de sulf. În Fig. 3. Se arată că formațiunile de fază caracteristice corespund modificării concentrației de sulf de-a lungul coordonatei, ceea ce face posibilă determinarea naturii elementelor structurale identificate. Rezoluția spațială în timpul microanalizei elementare a sistemului „termoplastic-termoplastic” este semnificativ crescută atunci când se utilizează metodele de microscopie electronică analitică cu transmisie. Microscopia electronică analitică cu scanare este mai versatilă și oferă informații despre compoziția elementară nu numai pentru studii microstructurale, ci și pentru studii fractografice.
Orez. 3. Profilul concentrației sulfului în plastic epoxidic termorigid modificat cu polisulfonă
Aplicabilitatea limitată a microanalizei spectrale cu raze X pentru studiul materialelor polimerice se datorează sensibilității scăzute a acestei metode la elementele cu numere atomice scăzute (C, O, N etc.), conductivității electrice scăzute și stabilității termice insuficiente ale radiațiilor. majoritatea polimerilor. Un alt dezavantaj al acestei metode este că oferă doar informații despre compoziția elementară. O metodă promițătoare, lipsită de multe dintre dezavantajele descrise mai sus, este formarea unei imagini microscopice electronice pe baza datelor spectroscopice ale pierderilor de energie caracteristice de către electroni (EELE). Aplicarea acestei metode oferă informații despre structura chimică a fazelor, face posibilă, fără pregătirea specială a probelor contrastante, să dezvăluie formațiuni de fază în amestecuri de polimeri constând numai din elemente cu număr atomic scăzut și, de asemenea, crește semnificativ acuratețea analizei elementare cantitative a astfel de sisteme. În lucrarea care a utilizat această metodă, s-au evidențiat semne de stratificare a microfazelor în sistemul „bis (vinilfinil) etan-polifenilen oxid” și s-au construit hărți ale distribuției oxigenului (și, în consecință, ale fazei îmbogățite în polifenilenoxid) cu un spațial rezoluție de până la 10 nm.
Metode speciale de preparare a probelor
pentru examinarea microscopică electronică
Sarcina principală a pregătirii probei este de a obține cel mai bun contrast între neomogenitățile studiate ale microstructurii materialului. În funcție de metoda de microscopie electronică și de informațiile necesare privind starea de fază structurală a sistemului, metode diferite contrastante. Probele pentru studiile TEM sunt preparate folosind microtomie. Cele mai eficiente mijloace de colorare cu contrast a secțiunilor de microtom sunt tetroxidul de osmiu OsO4 și tetroxidul de ruteniu RuO4. Tetroxidul de osmiu este utilizat pentru a colora fazele care conțin componente cu legături nesaturate. Pentru contrastarea morfologiei de fază a sistemelor termosecurizate-termoplastice, RuO 4 este mai eficient, deoarece colorează intens componentele care conțin eter, alcool, amine și grupări aromatice.
Adâncimea de câmp SEM permite ca această metodă să fie utilizată pentru a studia mostre cu un relief de suprafață dezvoltat. În acest sens, pentru a studia morfologia fazelor prin metoda SEM, cipurile matricei polimerice sunt realizate la o temperatură nitrogen lichid... Probele obținute sunt potrivite pentru estimarea brută a adeziunii interfațale și distribuția dimensiunii particulelor fazei dispersate. În multe lucrări de analiză cantitativă a morfologiei fazelor se folosește gravarea selectivă cu solvenți. Gravarea cu solvenți organici duce la îndepărtarea completă a fazei termoplastice și permite obținerea unei imagini microscopice electronice adecvate analizei cantitative stereometrice directe. O altă metodă populară de pregătire a probelor pentru SEM este fabricarea secțiunilor subțiri. În acest caz, ca și în microtomare, studiul morfologiei fazelor se efectuează pe o secțiune bidimensională a materialului, iar pentru a determina adevărații parametri morfologici spațiali, este necesar să se efectueze o anumită prelucrare matematică a datelor. .
Parametri determinați prin analiză calitativă și cantitativă
morfologia fazelor și relația lor cu proprietățile macroscopice ale materialului
Un parametru calitativ al morfologiei de fază, asupra căruia proprietățile sistemului „rășină sintetică-termoplastică” și parametrii de întărire ai acestui sistem au cea mai mare influență, este tipul morfologiei de fază. Acest parametru oferă informații importante despre proprietățile disipative ale materialului. Se arată că, în cazul general, duritatea la rupere crește odată cu trecerea de la morfologia dispersată la morfologia cu inversarea de fază. În același timp, datele privind tipul optim de morfologie de fază, la care se realizează simultan o creștere semnificativă a tenacității la rupere și se păstrează proprietățile valoroase ale termostabilelor (modul ridicat, rezistența la căldură, rezistența la solvenți organici etc.). În lucrare se indică faptul că combinația optimă de proprietăți se realizează atunci când se formează o morfologie dispersată cu fracția de volum maxim posibilă de termoplastic, în timp ce se indică în lucrare că cea mai eficientă morfologie este somn-continuu. Aceste studii indică necesitatea controlului unui astfel de parametru morfologic cantitativ precum fracția de volum a fazei dispersate a unui termoplastic. Determinarea acestui parametru folosind metoda SEM se realizează cel mai corect pe o secțiune subțire. Conform primei relații stereometrice de bază, fracția de volum a fazei din material este egală cu fracția ocupată de secțiunile transversale ale fazei în zona secțiunii subțiri.
Alți parametri morfologici cantitativi importanți sunt dimensiunea și distribuția mărimii particulelor a fazelor. Măsurarea directă a acestor parametri este efectuată prin scindarea la temperatură joasă a matricei polimerice. Valori mai precise ale acestor parametri pot fi obținute prin prelucrarea matematică specială a datelor obținute în studiul secțiunilor subțiri sau secțiunilor microtomului. În lucrare sunt descrise algoritmul de procesare matematică și modelul pe baza căruia se realizează prelucrarea matematică. În lucrare se indică faptul că combinația optimă a proprietăților plasticului termorigid modificat se realizează dacă dimensiunea fazei dispersate a termoplasticului este în intervalul de la 0,1 la 10 μm. Mărimea particulelor fazei dispersate a termoplasticului depinde de concentrația termoplastului, de regimul de temperatură de întărire, de utilizarea de compatibilizatori și de o serie de alți factori. Odată cu formarea morfologiei dispersate, dimensiunea particulelor fazei termoplastice crește odată cu creșterea concentrației de termoplastic. Creșterea temperaturii inițiale de întărire poate duce la tendințe opuse de dimensiunea particulelor. Literatura științifică descrie atât o creștere, cât și o scădere a dimensiunii particulelor fazei termoplastice cu o creștere a temperaturii inițiale de întărire. Acest lucru se datorează faptului că o creștere a temperaturii duce la o creștere a vitezei reacției chimice de întărire și la o creștere a vitezei de separare a fazelor. Aceste procese afectează dimensiunea particulelor fazei dispersate a termoplasticului în sens invers și care proces se va intensifica într-o măsură mai mare odată cu creșterea temperaturii și determină morfologia de fază a matricei polimerice întărite. O serie de lucrări indică faptul că formarea morfologiei cu o distribuție a dimensiunilor bi- sau polimodală a particulelor termoplastice duce la o creștere suplimentară a proprietăților disipative ale materialului. Morfologia de fază cu o astfel de distribuție a dimensiunii particulelor poate fi formată prin modificarea comună a unei rășini sintetice cu materiale termoplastice de diferite structuri chimice sau la o viteză mare a reacției de întărire.
Determinarea parametrilor morfologiei de fază oferă informații importante pentru studiile fractografice ale sistemelor termo-termoplastice. În prezent, mecanismele calitative de creștere a proprietăților disipative ale matricelor polimerice sunt descrise prin particule termoplastice dispersate și sunt propuse modele cantitative de întărire. Principalele mecanisme de întărire în materialele plastice termorigide modificate cu materiale termoplastice includ suprapunerea unei fisuri cu particule termoplastice, îndoirea în jurul particulelor termoplastice printr-o fisură și formarea de benzi de forfecare și microfisuri în matrice. Mecanismul care mărește cel mai eficient proprietățile disipative ale matricei polimerice este considerat a fi legarea fisurilor de către particulele din faza dispersată a termoplasticului, care este însoțită de întinderea plastică și ruperea acestor particule. Acest mecanism este realizat cu aderență interfacială ridicată și particule nanodimensionate din faza termoplastică. În fig. 4 prezintă suprafeţele de rupere ale matricei polimerice a unei răşini epoxidice termorigide modificată cu polisulfonă cu o morfologie de fază co-continuă. În zona morfologiei dispersate, un element caracteristic al structurii sunt particulele termoplastice distruse ca urmare a deformării plastice. Zona de morfologie inversă de fază este caracterizată de un relief complex al suprafeței de fractură, care este cauzat de îndoirea unei fisuri în creștere în jurul particulelor dure de plastic epoxidic termorigid și de deformarea plastică a fazei continue a termoplasticului.
Având în vedere faptul că sistemele termoplastice-termoplastice sunt utilizate ca matrici polimerice ale PCM-urilor moderne, o problemă importantă este schimbarea morfologiei fazelor în prezența unei umpluturi de armare. O serie de lucrări de cercetare științifică sunt dedicate unui studiu sistematic al influenței naturii chimice a fibrelor de umplutură de armare și a stării suprafeței acestora asupra parametrilor calitativi și cantitativi ai morfologiei fazelor. În lucrare se arată că în jurul fibrelor de sticlă se formează un strat îmbogățit cu plastic epoxidic termorigid, ceea ce afectează negativ proprietățile disipative ale PCM. Nu a fost găsit un astfel de strat în jurul fibrelor de carbon și aramid. Lucrarea raportează o creștere a dimensiunii medii a particulelor fazei dispersate a termoplasticului în apropierea fibrelor umpluturii de armare. În lucrări, se propune un parametru cantitativ al modificării morfologiei fazei în prezența unei umpluturi de armare: numărul de particule din faza dispersată a termoplasticului pe unitate de suprafață la o anumită distanță de fibră. De asemenea, se arată că concentrația de particule termoplastice dispersate în apropierea fibrei crește la activarea suprafeței acesteia și depinde de structura chimică a termoplasticului. Trebuie remarcat faptul că, în ciuda cercetărilor efectuate în această direcție, în prezent nu a fost formulată o idee unificată a efectului umpluturii asupra formării morfologiei fazelor.
Orez. 4. Morfologia de fază a rășinii epoxidice termorigide modificată cu polisulfonă ( A), și suprafața de fractură în zona morfologiei dispersate ( b) și morfologie cu fază inversată ( v)
Lucrarea prezentată reflectă rolul studiilor microscopice electronice în dezvoltarea matricelor polimerice bazate pe sisteme termosecuri-termoplastice pentru PCM-uri cu rezistență mare la impact și fisurare. Deoarece combinația optimă a proprietăților unor astfel de materiale este realizată în timpul formării unei microstructuri formate ca urmare a separării microfazelor, cele mai importante aspecte sunt controlul și monitorizarea morfologiei fazelor. Această lucrare oferă exemple de informații despre starea de fază structurală a sistemului, care este furnizată de examinarea microscopică electronică. Se arată că în prezent, microscopia electronică permite nu numai efectuarea de studii de morfologie de fază la diferite niveluri ierarhice de organizare a sistemului, ci și determinarea compoziției elementare și a structurii chimice a formațiunilor de fază cu rezoluție spațială mare. Sunt descrise conceptele disponibile în prezent de control al parametrilor morfologici în dezvoltarea materialelor pe bază de rășini sintetice modificate cu materiale termoplastice. Sunt prezentate abordări metodologice pentru măsurarea unor parametri precum fracția de volum a fazei dispersate a materialului termoplastic, dimensiunea medie a particulelor și distribuția mărimii particulelor. Sunt date informații despre influența parametrilor calitativi și cantitativi ai morfologiei fazelor asupra proprietăților materialului. Experiența mondială și internă în aplicarea rezultatelor studiilor de morfologie de fază pentru controlul proprietăților PCM demonstrează eficacitatea microscopiei electronice ca una dintre metodele care oferă informații despre relația „compoziție-tehnologie-structură-proprietăți” în materiale bazate pe sisteme termoplastice-termoplastice.
LISTA DE REFERINTE
1. Solodilov V.I., Gorbatkina Yu.A. Proprietăți ale materialelor plastice carbon unidirecționale pe bază de rășină epoxidica modificată cu polisulfonă sau oligomer epoxiuretan // Mecanica materialelor și structurilor compozite. 2008. T. 14. Nr 2. S. 217-227.
2. Zheleznyak V.G., Chursova L.V. Modificarea lianților și matricelor pe baza acestora în scopul creșterii tenacității la rupere // Materiale și tehnologii de aviație. 2014. Nr. 1. S. 47-50.
3. Erasov V.S., Nuzhny G.A., Grinevich A.V., Terekhin A.L. Rezistența la fisurare a materialelor de aviație în timpul testării la oboseală // Proceedings of VIAM. 2013. Nr. 10. Artă.
4. Kablov E.N. Direcții strategice de dezvoltare a materialelor și tehnologiilor de prelucrare a acestora pentru perioada de până în 2030 // Materiale și tehnologii de aviație. 2012. Nr. S. S. 7-17.
5. Kablov E.N. Chimie în știința materialelor aviatice // Russian Chemical Journal. 2010. T. LIV. #1. S. 3-4.
6. Kablov E.N. A șasea ordine tehnologică // Știință și viață. 2010. Nr. 4. S. 2-7.
7. Budylin N.Yu., Shapagin A.V., Chalykh A.E., Khasbiullin R.R. Modelarea formării structurilor dispersate în gradient în amestecuri de materiale plastice termo- și termorigide // Masă plastică. 2011. Nr. 3. S. 51-56.
8. Zhang Y. şi colab. Separarea fazelor asimetrică dinamic și formarea structurii morfologice în amestecurile epoxidice/polisulfonă // Macromolecule. 2011. V. 44. Nr. 18. p. 7465-7472.
10. Kablov E.N., Kondrashov S.V., Yurkov G.Yu. Perspective pentru utilizarea nanoparticulelor care conțin carbon în lianți pentru materialele compozite polimerice // Nanotehnologii rusești. 2013. T. 8. Nr 3–4. S. 24–42.
11. Gulyaev A.I. Investigarea materialelor polimerice prin spectroscopie foto-electronică cu raze X // Proceedings of VIAM. 2013. Nr 7. Artă.
12. Zhuravleva P.L., Zaitsev D.V. Investigarea structurii fibrelor de carbon folosind metode de difracție // Materiale și tehnologii de aviație. 2012. Nr. S. S. 448–455.
13. Gulyaev A.I., Iskhodzhanova I.V., Zhuravleva P.L. Aplicarea metodei microscopiei optice pentru analiza cantitativă a structurii PCM // Trudy VIAM. 2014. Nr 7. Artă.
14. Deev I.S., Kablov E.N., Kobets L.P., Chursova L.V. Investigarea prin metoda microscopiei electronice cu scanare a deformării structurii microfazelor matricelor polimerice sub încărcare mecanică // Trudy VIAM. 2014. Nr 7. Artă.
16. Zhang Y. et al. Natura omniprezentă a formării structurii cu trei straturi în separarea asimetrică de fază a amestecurilor epoxitermoplastice // Polimer. 2012. V. 53. Nr. 2. P. 588-594.
17. Mimura K. et al. Îmbunătățirea proprietăților termice și mecanice prin controlul morfologiilor în rășini epoxidice modificate cu PES // Polimer. 2000. V. 41. Nr. 12. p. 4451-4459.
18. Mezhikovskiy S.M., Irzhak V.I. Fizica chimică a întăririi oligomerilor. M .: Știință. 2008.269 str.
19. Amestecuri de polimeri. T. 1. Sistematică: Per. din engleza / Ed. D.R. Paul, K.B. Bucknell. SPb .: Baze științifice și tehnologii. 2009.618 s.
21. Rosenberg B.A. Separarea microfazelor în sistemele polimer-oligomerice multicomponente de întărire // Russian Chemical Journal. 2001 T. XLV. Nr. 5-6. S. 23–31.
22. Wilkinson S.P. et al. Efectul variabilelor modificatoare termoplastice asupra întăririi unei rășini cu matrice de bismaleimidă pentru materiale compozite de înaltă performanță // Polimer. 1993. V. 34. Nr. 4. P. 870–884.
25. Cano L. et al. Studiu morfologic și mecanic al sistemelor epoxidice nanostructurate modificate cu copolimer tribloc poli (oxid de etilenă-b-oxid de propilenă-b-oxid de etilenă) amfifil // Polimer. 2014. V. 55. Nr. 3. p. 738-745.
28. Poncet S. et al. Monitorizarea separării fazelor și a avansării reacției in situ în amestecuri termoplastice/epoxidice // Polimer. 1999. V. 40. Nr. 24. p. 6811-6820.
29. Chalykh A.E., Aliev A.D., Rubtsov A.E. Microanaliza sondelor de electroni în studiul polimerilor. M .: Știință. 1990.192 s.
30. Chalykh A.E. și alte Microscopia electronică analitică în studiul structurii polimerilor grefați // Compuși cu molecule înalte. Ser. A. 2010. T. 52. Nr. 4. S. 653–658.
36. Saltykov S.A. Metalografie stereometrică. M .: Metalurgie. 1976.270 s.
38. Amestecuri de polimeri. T. 2: Proprietăţi funcţionale: Per. din engleza / Ed. D.R. Po-la, K.B. Bucknell. SPb .: Baze științifice și tehnologii. 2009. 606 p.
1. Solodilov V.I., Gorbatkina Ju.A. Svojstva odnonapravlennyh ugleplastikov na osnove jepoksidnoj smoly, modificirovannoj polisul "fonom ili jepoksiuretanovym oligomerom // Mehanika kompozicionnyh materialov i konstrukcij. 2008. T. 14. No. 2. S. 217–227.
2. Zheleznjak V.G., Chursova L.V. Modifikacija svjazujushhih i matric na ih osnove s cel "ju povyshenija vjazkosti razrushenija // Aviacionnye materialy i tehnologii. 2014. Nr. 1. S. 47–50.
3. Erasov V.S., Nuzhnyj G.A., Grinevich A.V., Terehin A.L. Treshhinostojkost „aviacionnyh materialov v processe ispytanija na ustalost” // Trudy VIAM. 2013. Nr. 10. Sf.
4. Kablov E.N. Strategicheskie napravlenija razvitija materialov i tehnologij ih pererabotki na period do 2030 goda // Aviacionnye materialy i tehnologii. 2012. Nr. S. S. 7-17.
5. Kablov E.N. Himija v aviacionnom materialovedenii // Rossijskij himicheskij zhurnal. 2010. T. LIV. #1. S. 3-4.
6. Kablov E.N. Shestoj tehnologicheskij uklad // Nauka i zhizn. 2010. Nr. 4. S. 2–7.
7. Budylin N. Ju., Shapagin A.V., Chalyh A.E., Hasbiullin R.R. Modelirovanie formirovanie gradientnyh dispersnyh struktur v smesjah termo- i reaktoplastov // Plasticheskie massy. 2011. Nr. 3. S. 51-56.
8. Zhang Y. şi colab. Separarea fazelor asimetrice dinamic și formarea structurii morfologice în amestecurile epoxidice/polisulfonă // Macromolecule. 2011. V. 44. Nr. 18. p. 7465-7472.
9. Liu Y. Separarea de fază indusă de polimerizare și proprietățile termomecanice rezultate ale amestecurilor de polimeri neliniar termorigid / reactiv: o revizuire // Jurnalul de știință aplicată a polimerilor. 2013. V. 127. Nr 5. p. 3279-3292.
10. Kablov E.N., Kondrashov S.V., Jurkov G. Ju. Perspektivy ispol "zovanija uglerod-soderzhashhih nanochastic v svjazujushhih dlja polimernyh kompozicionnyh materialov // Rossijskie nanotehnologii. 2013. T. 8. Nr. 3–4. S. 24–42.
11. Guljaev A.I. Issledovanie polimernyh materialov metodom rentgenovskoj fotojelektronnoj spektroskopii // Trudy VIAM. 2013. Nr 7. St ..
12. Zhuravleva P.L., Zajcev D.V. Issledovanie struktury uglerodnyh volokon s primeneniem difrakcionnyh metodov // Aviacionnye materialy i tehnologii. 2012. Nr. S. S. 448-455.
13. Guljaev A.I., Ishodzhanova I.V., Zhuravleva P.L. Primenenie metoda opticheskoj mikros-ko-pii dlja kolichestvennogo analiza struktury PKM // Trudy VIAM. 2014. Nr 7. St ..
14. Deev I.S., Kablov E.N., Kobec L.P., Chursova L.V. Issledovanie metodom skanirujushhej jelektronnoj mikroskopii deformacii mikrofazovoj struktury polimernyh matric pri me-hanicheskom nagruzhenii // Trudy VIAM. 2014. Nr 7. St ..
15. Huang K. și colab. Prepararea unui agent de întărire pe bază de cardanol de culoare deschisă și a unui compozit de rășini epoxidice: Separarea de fază indusă de întărire și efectul acesteia asupra proprietăților // Progresul în acoperiri organice. 2012. V. 74. Nr. 1. P. 240-247.
16. Zhang Y. et al. Natura omniprezentă a formării structurii cu trei straturi în separarea asimetrică de fază a amestecurilor epoxitermoplastice // Polimer. 2012. V. 53. Nr. 2. P. 588-594.
17. Mimura K. et al. Îmbunătățirea proprietăților termice și mecanice prin controlul morfologiilor în rășini epoxidice modificate cu PES // Polimer. 2000. V. 41. Nr. 12. p. 4451-4459.
18. Mezhikovskij S.M., Irzhak V.I. Himicheskaja fizica otverzhdenija oligomerov. M.: Nauka. 2008.269 s.
19. Polimernye smesi. T. 1. Sistematică: Per. s angl. / Pod roșu. D.R. Pola, K.B. Baknella. SPb .: Nauchnye osnovy i tehnologii. 2009.618 s.
20. Williams R. J. J., Rozenberg B. A., Pascault J. P. Separarea de fază indusă de reacție în polimeri termorigizi modificați // Progrese în știința polimerilor. 1997. V. 128. P. 95-156.
21. Rozenberg B.A. Mikrofazovoe razdelenie v otverzhdajushhihsja mnogokomponentnyh polimer-oligomernyh sistemah // Rossijskij himicheskij zhurnal. 2001. T. XLV. Nr. 5-6. S. 23-31.
22. Wilkinson S.P. et al. Efectul variabilelor modificatoare termoplastice asupra durării unei rășini cu matrice bis-maleimidă pentru materiale compozite de înaltă performanță // Polimer. 1993. V. 34. Nr. 4. P. 870–884.
23. Zhang J. și colab. Studiu asupra epoxidelor multifuncționale modificate cu termoplastic: Influența vitezei de încălzire asupra comportamentului de întărire și a separării fazelor // Compozite Science and Technology. 2009. V. 69. Nr. 7–8. P. 1172-1179.
24. Rico M. și colab. Separarea fazelor și dezvoltarea morfologiei într-un epoxidic întărit modificat cu termoplastic // European Polymer Journal. 2012. V. 48. Nr. 10. P. 1660-1673.
25. Cano L. et al. Studiu morfologic și mecanic al sistemelor epoxidice nanostructurate modificate cu copolimer tribloc poli (oxid de etilenă-b-oxid de propilenă-b-oxid de etilenă) amfifil // Polimer. 2014. V. 55. Nr. 3. p. 738-745.
26. Cong H. şi colab. Formarea nanostructurilor în termorigide care conțin copolimeri bloc: de la auto-asamblare la mecanismul de separare a microfazelor indus de reacție // Polimer. 2014. V. 55. Nr. 5. P. 1190-1201.
27. Min H.S. et al. Duritatea la rupere a polisulfonei/epoxidice semi-IPN cu spectru morfologic // Polimer Bulletin. 1999. V. 42. Nr. 2. P. 221-227.
28. Poncet S. et al. Monitorizarea separării fazelor și a avansării reacției in situ în amestecuri termoplastice / epoxidice // Polimer. 1999. V. 40. Nr. 24. p. 6811-6820.
29. Chalyh A.E., Aliev A.D., Rubcov A.E. Jelektronno-zondovyj mikroanaliz v issledovanii polimerov. M.: Nauka. 1990.192 s.
30. Chalyh A.E. eu dr. Analiticheskaja jelektronnaja mikroskopija v issledovanii struktury priv-ityh polimerov // Vysokomolekuljarnye soedinenija. Ser. A. 2010. T. 52. Nr. 4. S. 653-658.
31. Heitzmann M.T. et al. Tehnici de microanaliza pentru investigarea interfazelor formate între polimerii termorigizi și termoplastici: Microscopia electronică cu scanare și analiza cu raze X cu dispersie energetică // Materiale de inginerie cheie. 2011. Nr. 471–472. P. 309-314.
32. Liao Y. et al. Descompunerea în fază indusă de reacție a amestecurilor termosetate/termoplastice investigată prin microscopie electronică cu transmisie de filtrare a energiei // Polimer. 2007. V. 48. Nr. 13. p. 3749-3758.
33. Mezzenga R. et al. Formarea morfologiei în rășini epoxidice modificate cu polimer dendritic hiperramificat: modelare și caracterizare // Polimer. 2001. V. 42. Nr. 1. P. 305-317.
34. Tribut L. et al. Comportamentul reologic al amestecurilor termorigide/termoplastice în timpul întăririi izoterme: Experimente și modelare // Polimer. 2007. V. 48. Nr. 22. p. 6639-6647.
35. Fernandez-Francos X. et al. Termoduri noi bazate pe DGEBA și polimeri hiperramificati modificați cu grupări terminale de vinil și epoxi // Polimeri reactivi și funcționali. 2010. V. 70. Nr. 10. p. 798–806.
36. Saltykov S.A. Stereometricheskaja metalografija. M .: Met-alurgija. 1976.270 s.
37. Kulkami A.S., Beaucage G. Separarea de fază indusă de reacție controlată prin topologie moleculară // Polimer. 2005. V. 46. Nr. 12. p. 4454-4464.
38. Polimernye smesi. T. 2: Funkcional "nye svojstva: Per. S angl. / Pod red. D.R. Pola, K.B. Baknella. SPb .: Nauchnye osnovy i tehnologii. 2009. 606 s.
39. Pearson R.A., Yee A.F. Mecanisme de întărire în epoxicile modificate termoplastic: 1. Modificare cu poli(oxid de fenilen) // Polimer. 1993. V. 34. Nr. 17. p. 3658-3670.
40. Turmel D.J.-P., Partridge I.K. Separarea heterogenă de fază în jurul fibrelor în amestecuri epoxidice/PEI și efectul acesteia asupra rezistenței la delaminare compozitelor // Știința și Tehnologia compozitelor. 1997. V. 57. Nr. 8. p. 1001-1007.
41. Varley R. J., Hodkin J. H. Efectul fibrelor de armare asupra morfologiei unui sistem epoxidic / amine întărit // Polimer. 1997. V. 38. Nr. 5. P. 1005-1009.
42. Olmos D., Gonzalez-Benito J. Visualization of the morphology at the interphase of glass fiber reinforced epoxy-thermoplastic polymer composites // European Polymer Journal. 2007. V. 43. Nr. 4. P. 1487-1500.
43. Zhang J. și colab. Studiu de interfaz al compozitelor cu matrice epoxidică modificată termoplastic: Comportamentul de fază în jurul unei singure fibre influențat de viteza de încălzire și de tratarea suprafeței // Compozite: Partea A. 2010. V. 41. Nr. 6. p. 787-794.
Trimiteți-vă munca bună în baza de cunoștințe este simplu. Utilizați formularul de mai jos
Studenții, studenții absolvenți, tinerii oameni de știință care folosesc baza de cunoștințe în studiile și munca lor vă vor fi foarte recunoscători.
postat pe http://www.allbest.ru/
Modelarea deformării compozitelor
Introducere
Prezența unui număr mare de fabrici de ciment în Ucraina face ca betonul armat și modificările acestuia să fie unul dintre principalele materiale de construcții pentru structuri hidraulice.
Betonul armat cu o aranjare frecventă regulată a tijelor de oțel în două sau trei direcții poate fi considerat ca un material compozit armat cu anizotropie, adică dependența proprietăților mecanice de direcția de acțiune a forțelor, care se datorează armăturii și neliniarității. deformarea asociată cu fisurarea, proprietățile plastice ale betonului și oțelului. În inginerie hidraulică, este adesea folosită plasarea concentrată a armăturii într-o zonă întinsă, prin urmare, structurile de acest tip vor face obiectul unor studii ulterioare.
Materialele compozite sunt utilizate pe scară largă în diverse industrii tehnologie moderna. Progresele ulterioare în dezvoltarea multor domenii de construcție sunt în mare măsură asociate cu o creștere a ponderii utilizării unor astfel de materiale, iar atunci când se creează echipamente noi și speciale, rolul lor devine decisiv. Cerințele de proiectare optimă, reducerea timpului și a costurilor materialelor pentru dezvoltarea experimentală au determinat un interes semnificativ pentru îmbunătățirea metodelor de predicție a proprietăților de deformare și rezistență ale compozitelor.
Pe de altă parte, dezvoltarea mecanicii unui solid deformabil urmează calea creșterii complexității modelelor studiate și formulării problemelor. Pe baza conceptelor modelului mecanicii, un material compozit poate fi definit ca un mediu neomogen descris prin funcții de material care oscilează rapid, discontinue în coordonate, care, de regulă, sunt considerate fie periodice, fie omogene aleatoriu. Necesitatea de a dezvolta metode de rezolvare a ecuațiilor diferențiale cu astfel de coeficienți a condus la apariția unui domeniu relativ nou de cercetare matematică - teoria medierii operatorilor diferențiale parțiale, care face posibilă obținerea unei soluții la problema inițială folosind mai simple. ecuații diferențiale numite mediate.
Problema calculării coeficienților ecuațiilor medii, cunoscută în mecanica compozitelor ca problema de predicție a caracteristicilor efective, este una dintre cele centrale, deoarece deschide posibilitatea sintetizării materialelor cu un set prestabilit de proprietăți care se potrivesc cel mai bine cu anumite caracteristici. conditii de operare. Astfel, fiecărui mediu neomogen i se atribuie un anumit mediu anizotrop cu proprietăți eficiente, pentru care este convenabil să se efectueze calcule ale structurilor și pieselor din materiale compozite folosind metodele matematice binecunoscute ale mecanicii solide.
În același timp, studiul comportării mecanice a elementelor structurale, ținând cont de concentrația câmpurilor de solicitare și deformare neomogene în cadrul fiecăruia dintre ele, permite nu numai determinarea directă a proprietăților efective, dar oferă și informații extinse asupra naturii și caracteristicile deformarii si ruperii materialelor, in functie de structura reala a compozitelor.si componentele acestora.
În această lucrare s-a acordat o atenție deosebită analizei rezultatelor studiilor teoretice și experimentale ale proceselor disipative de deformare inelastică și fracturare a corpurilor neomogene structural anizotrope. Se acordă multă atenție studiului regularităților etapei supercritice de deformare, în timpul implementării căreia materialul își pierde capacitatea portantă nu imediat, ci treptat, ceea ce se reflectă în diagrama de deformare sub forma unei ramuri în cădere.
Acest fenomen mecanic (cunoscut anterior) a fost descoperit la rezolvarea problemelor de mecanică a deformării elastoplastice a materialelor compozite, ținând cont de cedarea structurală.
Cu toate acestea, dorința pentru o descriere adecvată a comportării structurilor și proiectarea optimă a structurii materialelor compozite create din punct de vedere al rezistenței la rupere a condus la necesitatea de a lua în considerare stadiul de înmuiere (în stadiul de stabilire a problemei) în relaţiile constitutive şi studiază condiţiile de deformare supercritică a elementelor de structură din compoziţia compozitului.
Lucrarea are în vedere o abordare în care distrugerea corpurilor neomogene este considerată ca urmare a pierderii stabilității proceselor de deformare în stadiul supracritic, însoțită de distrugerea structurală. Noile modele matematice fac posibilă descrierea într-un mod natural a etapelor de acumulare dispersată a daunelor, localizarea fracturilor, precum și îmbinarea zonelor distruse, ținând cont de deformațiile plastice în medii anizotrope neomogene folosind funcții speciale ale stării materialului, trecerea la o etapă instabilă poate fi modelată folosind criterii de stabilitate pentru acumularea deteriorării și notați relațiile energetice ale mecanicii ruperii folosind parametrii ramurilor descendente ale diagramelor complete de deformare. Lucrarea investighează conceptul de sistem de încărcare și influența acestuia asupra stabilității proceselor disipative. Sunt prezentate câteva întrebări ale teoriei deformării supercritice stabile. Problema medierii, tradițională pentru mecanica compozitelor, este luată în considerare în noi aspecte legate de extinderea bazei fizice a modelelor matematice utilizate.
1. Modelarea deformarii si ruperii materialelor compozite
Metodele de predicție a proprietăților elastice eficiente ale compozitelor moderne sunt bine dezvoltate. Rezultatele obținute în teoria liniară a elasticității privind predicția proprietăților eficiente și rezultatele însoțitoare privind determinarea câmpurilor de microtensiuni și microdeformații reprezintă o bază bună pentru studiul proprietăților elastoplastice și de rezistență ale materialelor microomogene. Efortul pentru o utilizare mai completă a capacității portante a structurilor critice duce inevitabil la necesitatea unor studii cuprinzătoare premergătoare construcției de modele complexe de deformare și rupere a materialelor reale sub o stare complexă de efort și proprietăți neliniare ale elementelor structurale.
1.1 Deformarea inelastică a compozitelor și defecțiunea structurală a acesteia
Procesele mecanice micro- și macroscopice în materiale neomogene au fost studiate suficient de detaliat în cadrul modelelor deterministe și statistice ale mecanicii compozite. Avantajul modelelor statistice este că ele iau în considerare în mod firesc acestea factor important structura reală a compozitelor, ca aleatoriu a aranjamentului reciproc al elementelor și împrăștierea statistică a proprietăților lor. Cu toate acestea, în mecanica statistică a compozitelor rămâne deschisă problema mai completă, în comparație cu aproximațiile cu un punct, luând în considerare interacțiunea cu mai multe particule a componentelor. Prin urmare, în majoritatea covârșitoare a lucrărilor în această direcție, analiza stării de efort-deformare a compozitelor se limitează la calcularea câmpurilor de deformare mediate pe componente. Calculul altor caracteristici statistice ale câmpurilor de deformare pentru cazurile de încărcare anizotropă și combinată, precum și construcția de soluții ale problemelor de valoare limită neliniare pentru procesele de acumulare a deformațiilor plastice și deteriorării componentelor compozite, ținând cont de neomogenitatea câmpurilor de deformare. , este de o importanță deosebită în problemele de predicție a proprietăților de rezistență.
Este caracteristic că proprietățile materialelor compozite pot diferi în mod fundamental de proprietățile componentelor constitutive. De exemplu, absența modificărilor plastice în volumul elementelor structurale poate fi însoțită de o modificare plastică a volumului compozitului, un material de întărire poate fi creat din componente ideal plastice, un material cu întărire ridicată poate fi creat din componente slab întărite , etc. Aceasta indică complexitatea și diversitatea fenomenului luat în considerare, a cărui descriere teoretică necesită dezvoltarea unor abordări și modele matematice speciale.
fenomenul fizic al comportamentului elastic-plastic al materialelor compozite și, cel mai important, necesitatea studierii lui au fost descoperite cu mult înainte de crearea teoriei matematice corespunzătoare. Prin urmare, mulți cercetători de la mijlocul anilor șaizeci s-au orientat către analiza comportării materialelor folosind modele simple. Un model sub forma unui set de elemente constitutive paralele a fost utilizat pentru a aproxima deformarea inelastică a unui compozit unidirecțional sub tensiune între fibre. Unii oameni de știință au folosit modelul cilindrilor coaxiali, presupunând cea mai simplă stare de solicitare a materialului matricei. S-a folosit aproximarea unui material real printr-un mediu infinit cu un singur element de armare situat în el. Multe tehnici încă utilizate se bazează pe regula amestecului, care presupune omogenitatea fie a câmpului de stres, fie a câmpului de deformare. Diverse modificări ale acestei reguli fac posibilă obținerea unui acord cu datele experimentale.
Până în prezent, datorită utilizării metodelor numerice de mecanică a unui solid deformabil și a unor noi abordări dezvoltate direct pentru corpuri neomogene structural, s-au obținut soluții pentru o serie de probleme de deformare inelastică, ținând cont de natura complexă a distribuției tensiuni si deformari in elementele structurale. Materialele compozite considerate omogene cu proprietăți eficiente, în funcție de structură, pot fi fie izotrope, fie anizotrope, chiar dacă sunt compuse numai din componente izotrope. La formularea problemelor de determinare a caracteristicilor efective ale materialelor compozite anizotrope, devine necesară alegerea teoriei plasticității unui corp anizotrop, care face posibilă descrierea adecvată a comportamentului unui mediu omogen echivalent.
Au fost propuse multe versiuni diferite ale teoriei deformării plasticității și ale teoriei curgerii. Se acordă multă atenție determinării numărului și structurii invarianților independenți ai unui anumit set de tensori. Problema luată în considerare pare a fi foarte importantă pentru mecanica compozitelor, totuși, numărul extrem de limitat de lucrări privind studiul experimental al regularităților deformarii materialelor anizotrope în condițiile unei stări complexe de efort nu ne permite să evaluăm pe deplin fiabilitatea și generalitatea uneia sau alteia versiuni a teoriei plasticității mediilor anizotrope.
Studiul comportamentului elastoplastic al compozitelor anizotrope, cum ar fi fibroase unidirecționale și armate spațial, stratificate cu straturi omogene și neomogene, este o problemă destul de dificilă. Rezolvarea problemelor din mecanica compozitelor pentru aceste materiale se realizează în principal în unele dintre cele mai simple cazuri ale stării de stres, ceea ce, desigur, este o realizare științifică certă. Cu toate acestea, astfel de soluții nu permit de obicei construirea tuturor funcțiilor materialelor care descriu comportamentul unui compozit într-o stare complexă arbitrară de efort-deformare în cadrul teoriei alese a plasticității unui corp anizotrop.
Deformarea inelastică a compozitelor stratificate sub tensiune uniaxială de-a lungul straturilor a fost investigată sub tensiune peste straturi. se are în vedere comportamentul compozitului într-o stare de efort plană, când forțele care se întind în două direcții se află într-un plan paralel cu straturile. Trebuie remarcat faptul că o parte semnificativă a rezultatelor au fost obținute fără a ține cont de interacțiunile dintre straturi. Este clar că o astfel de simplificare, în unele cazuri, se poate dovedi a fi prea aspră. Acest lucru este confirmat de faptul că distrugerea structurilor laminate are loc adesea prin delaminare.
Natura neliniară a relației dintre tensiuni și deformații ale materialelor compozite poate fi o consecință nu numai a deformării plastice și are loc chiar și în cazul componentelor liniar elastice. Acest lucru se datorează faptului că distrugerea completă (macroscopică) a produselor compozite este precedată de un proces complex de distrugere a elementelor structurale individuale. Studiul acestui proces este important nu numai pentru analiza condițiilor de formare a unei fisuri macroscopice, ci și pentru studiul comportării unui material sub sarcină.
Fiecare act de distrugere structurală este însoțită de o redistribuire a tensiunilor în elementele compozitului, ducând fie la continuarea, fie la încetarea distrugerii la un nivel dat de încărcare externă.
Construirea modelelor de deformare inelastică a materialelor compozite ținând cont de aceste procese ridică drept principale întrebări ale alegerii criteriilor de distrugere structurală și descrierii proprietăților de deformare reziduală și de rezistență ale elementelor unui mediu neomogen după îndeplinirea anumitor condiții de distrugere a acestora. În acest caz, este important ca un element al structurii compozite să poată fi distrus prin diferite mecanisme. De exemplu, în cazul unui monostrat armat, este posibilă crăparea sau delaminarea matricei, despicarea, ruperea sau smulgerea fibrelor etc. Acestea și alte mecanisme de modificare a capacității portante a unui element structural sunt identificate cu una sau alta schemă de modificare a proprietăților sale de rigiditate.
După cum sa menționat deja, în studiul materialelor compozite, devine necesară utilizarea conceptelor probabiliste și a aparatului teoriei funcțiilor aleatoare, datorită naturii aleatoare a proprietăților, aranjamentului reciproc al elementelor structurale și, în consecință, a procesul stocastic de distrugere a acestora.
Astfel, printre alte probleme din mecanica materialelor compozite, dezvoltarea unor modele neliniare de comportare a compozitelor ținând cont de distrugerea elementelor structurale și dezvoltarea unor metode de rezolvare a problemelor de deformare inelastică pentru diverse cazuri de deformare-tension complexă. stat sunt urgente.
1.2 Modele fenomenologice ale mecanicii fracturii
Există două abordări ale construcției teoriilor în științele naturale și aplicate - fenomenologică și structurală. Modelele fenomenologice sunt construite pe baza datelor empirice privind comportamentul unui obiect. În acest caz, sarcina de a explica sau de a descrie complet esența fenomenelor nu este pusă. Abordarea structurală constă în dezvoltarea unor modele care să permită descrierea și explicarea fenomenelor pe baza structurii interne a obiectelor luate în considerare. Aceste abordări sunt strâns legate și ar trebui să se îmbogățească reciproc. Construirea unor modele neliniare de comportare a unui mediu cu proprietăți eficiente pentru descrierea deformației compozitului, însoțite de distrugerea elementelor structurale, corespunde metodologiei descrierii fenomenologice.
Necesitatea și utilitatea teoriilor fenomenologice a fost fundamentată de V.V. Novozhilov. În acest caz, este permis să se stabilească diferite niveluri descriere fenomenologică. De exemplu, acumularea daunelor poate fi modelată luând în considerare un sistem de fisuri de disc sau pori într-un mediu continuu. L.M. Kachanov și Yu.N. Rabotnov a introdus parametrul de deteriorare (sau opusul - continuitate), determinat de aria fisurilor pe unitatea de suprafață secțiune transversală corp. În același timp, acest parametru poate să nu fie identificat cu nicio caracteristică a unor defecte și avarii specifice, dacă este inclus în relațiile care leagă valorile medii. Acest lucru este natural atunci când, atunci când se determină funcțiile materiale ale unui model, se poate face fără studii microstructurale directe, de exemplu, măsurarea zonei discontinuităților.
Abordarea fenomenologică a modelării deteriorării materialelor constă în descrierea formării discontinuităților interne folosind unele funcții ale stării materialului. Această idee s-a reflectat în lucrări celebre A.A. Ilyushin, V.V. Bolotin, V.P. Tamuzha și A. Zh. Lagedinsha. A fost dezvoltat datorită eforturilor multor alți cercetători și a stat la baza creării mecanicii unui mediu continuu deteriorat, în cadrul căruia deteriorarea unui material este definită ca orice modificare microstructurală care duce la orice modificare a proprietăților mecanice.
În prezent, sunt cunoscute un număr semnificativ de caracteristici scalare și tensoare ale daunei. Sunt fundamentate principalele prevederi ale teoriei tridimensionale a daunei anizotrope și modelele tensorale corespunzătoare.
Procesul de distrugere a mediilor neomogene din punct de vedere structural are un caracter în mai multe etape. Cea mai pronunțată etapă este distrugerea volumetrică, sau difuză, care este asociată cu acumularea volumetrică de microfisuri stabile și, când este atinsă concentrația de prag, trece prin lărgire și fuziune la următorul nivel scalat. În plus, se arată că caracteristicile efective de deformare depind de raza de corelare a unui set aleatoriu de defecte. Este firesc să presupunem că natura interacțiunii microdeteriorării determină și condițiile de macrofractură a unui mediu neomogen și, în consecință, proprietățile de rezistență ale acestuia.
Natura pe mai multe niveluri a formării reacției materialului la stres mecanic extern predetermina posibilitatea unei descrieri fenomenologice pe mai multe niveluri. Fiecare nivel structural este asociat cu un anumit sistem de elemente de eterogenitate (naturale sau cauzate de deteriorare). Analiza tensiunilor și deformațiilor introduse la nivel structural ca mărimi medii servește ca mijloc de studiere a comportării mecanice a unui material în cadrul nivelului corespunzător de fenomenologie. O analiză pe două niveluri a proceselor de deformare și rupere stă la baza clasificării Davidenkov-Fridman și a abordării structural-fenomenologice în mecanica compozitelor.
Problema descrierii tranziției de la micro- la macrofractură este foarte importantă pentru mecanica compozitelor. În același timp, există multe premise și metode inițiale diferite pentru evaluarea rezistenței din punctul de vedere al mecanicii structurale. În lucrarea de față se dezvoltă o abordare conform căreia macrofractura este considerată ca urmare a pierderii stabilității procesului de deformare asociat cu acumularea de deteriorare. Procesul de încărcare a unui sistem elastoplastic devine instabil dacă evoluția catastrofală a deplasărilor și deformațiilor corespunde unei continuări arbitrar de mici a acestui proces. Rolul decisiv al unui tip special de neliniaritate (o ramură descendentă în diagrama de deformare) în problemele de stabilitate legate de problema ruperii a fost remarcat în lucrarea lui A.A. Ilyushin. Toate procesele fizice care au loc într-un material sub încărcare sunt reflectate în diagrame de deformare completă, secțiunile de cădere ale acestor diagrame corespunzând etapelor individuale de distrugere.
Posibilitatea apariției unei secțiuni de cădere pe diagramă din cauza procesului de fisurare și deteriorare a fost remarcată în S.D. Volkov. Acest caracter al comportamentului materialului în stadiul final de deformare a materialului este în multe cazuri asociat cu formarea sau dezvoltarea unui macrodefect. În acest sens, alături de o descriere explicită a unei fisuri într-un corp deformabil, direcția fenomenologică a mecanicii ruperii, care descrie comportamentul unui material în stadiul de formare și creștere a unei macrofisuri, pare promițătoare. Această direcție a fost inițiată de S.D. Volkov. Utilizarea acestei abordări este asociată cu presupunerea că comportarea mecanică a unui volum arbitrar mic al unui material în prezența discontinuităților proporționale cu dimensiunile acestuia este similară cu comportamentul unui macroeșantion în stadiul final de deformare. Aceasta, într-o anumită măsură, reflectă auto-asemănarea procesului de distrugere.
Conform ipotezei determinabilității macrofizice a A.A. Ilyushin, fiecărui punct al mediului i se poate atribui un macroeșantion sub forma unui corp de dimensiuni finite, care se află într-o stare uniformă de efort-deformare și pe care, în principiu, toate procesele care au loc în punctul reprezentat al mediului pot fi studiat.
Corespondența indicată poate fi stabilită astfel: deplasările limitelor zonei de lucru ale unui eșantion omogen ideal imaginar de material ee care umple un volum elementar deformabil, în condițiile unei stări de solicitare uniforme sub aceleași sarcini, trebuie să coincidă cu deplasările. a limitelor zonei de lucru a specimenului experimental în toate stadiile de deformare, inclusiv în stadiul de formare și creștere a macrofisurilor. Pe baza acestor ipoteze se pot folosi ecuațiile fenomenologice și criteriile adoptate în mecanica unui solid deformabil.
Există o anumită analogie și comunalitate între abordările mecanicii de propagare a fisurilor și mecanica fenomenologică a fracturilor. În special, în cadrul primei teorii, sunt luate în considerare diagramele de rupere subcritice, care sunt dependențele dintre tensiunea medie de întindere în secțiunea nedeteriorată a probei și lungimea fisurii la diferite valori inițiale. Locul punctelor critice (corespunzător creșterii dinamice a fisurilor) ale curbelor individuale se numește diagrama de fractură critică. Desigur, atunci când se testează specimene netede, punctul critic corespunde rezistenței finale.
Fără să luăm în considerare în mod explicit fisurile și rupturile și să descriem comportamentul materialului folosind ramura descendentă a diagramei de deformare, putem concluziona că, de fapt, este și o diagramă critică, deoarece este locul punctelor critice pentru probe cu grade diferite. de deteriorare, obținându-se ca urmare a unei deformări de echilibru într-un grad sau altul și a descărcării elastice ulterioare.
La descrierea creșterii subcritice a unui defect se folosește și abordarea lui J.R.Irwin, care constă în a considera dependența lucrării de rupere R de lungimea fisurii ca o caracteristică a rezistenței la creșterea fisurii. Dacă, în cadrul abordării fenomenologice, munca de distrugere este înțeleasă ca disipare a energiei asociată cu procesul de acumulare a daunelor, atunci aceasta poate fi calculată folosind diagrama de deformare la orice interval de deformare. Dependența grafică rezultată a lucrării de rupere de deformare are un caracter similar cu curbele R cunoscute în mecanica fracturii.
Abordarea fenomenologică face posibilă nu întâmpinarea problemelor de modelare a geometriei complexe a fisurilor și rupurilor reale în medii deteriorate neomogene din punct de vedere structural și determinarea ariei suprafeței de fractură, care este complicată de creșterea sa nelimitată cu o analiză mai detaliată. În același timp, face posibilă descrierea tuturor etapelor de deteriorare, inclusiv trecerea la o etapă instabilă, prin funcțiile stării materialului și utilizarea relațiilor energetice ale mecanicii ruperii și diagramele complete de deformare a materialului.
1.3 Stadiul supracritic al deformarii materialului
Deformarea supracritică a mediilor structural neomogene predispuse la distrugere de natură variată la stres mecanic, este unul dintre procesele mecanice importante care necesită cercetări speciale. Starea critică de efort-deformare corespunde momentului atingerii valorilor maxime ale tensiunii pentru un material dat în condițiile date, iar etapa postcritică se caracterizează printr-o scădere a nivelului de solicitare cu deformații progresive. Caracteristica remarcată a comportamentului mecanic este inerentă metalelor, atât pentru conectarea tensiunilor și deformațiilor condiționate și reale, geologice, ceramice, polimerice și compozite], precum și a altor materiale.
Materialul aflat în stadiul supercritic de deformare nu satisface postulatul lui Drucker și este clasificat ca instabil din punct de vedere reologic. Cu toate acestea, multe materiale reale sunt descrise în mod adecvat de modelele materialelor instabile reologic. În acest caz, în locul cerinței de stabilitate reologică, se propune principiul stabilității pentru întregul corp: starea materialului este realizabilă dacă în această stare face parte dintr-un sistem mecanic stabil.
Îmbunătățirea modelelor de materiale pentru a descrie acumularea deteriorării în stadiul supercritic de deformare este o sarcină importantă în mecanica compozitelor. O proiectare rafinată a structurilor folosind diagrame complete necesită, în plus, dezvoltarea unor metode de rezolvare a problemelor cu valori la limită, ținând cont de înmuierea materialului și obținerea condițiilor pentru stabilitatea deformării postcritice în zonele slăbite.
Desigur, aceasta ar trebui să se bazeze pe metode experimentale eficiente pentru construirea diagramelor de deformare a echilibrului.
a fundamentat teoretic fezabilitatea stărilor materialului corespunzătoare ramului descendent al diagramei de deformare. Pe baza teoremelor lui Hadamard și Van Hoof, care dau condiții locale necesare și suficiente de stabilitate pentru corpurile elastice, și generalizările lor la cazul corpurilor elastoplastice, se arată că chiar și în prezența unei diagrame „în cădere”, un corp. fixat la limita cu o rigiditate suficientă (nici măcar neapărat foarte mare), poate fi stabil. Nu există obstacole fundamentale în calea înregistrării unor astfel de stări în experiment, în special sub deformare la tensiune uniaxială sau la forfecare (în sensul deviatoriu) și interpretarea datelor experimentale corespunzătoare în ceea ce privește proprietatea de înmuiere inerentă materialului.
S-a confirmat experimental că rezistența la rupere este determinată nu numai de constantele de rezistență ale materialului, ci depinde și de rigiditatea sistemului de încărcare, care include dispozitivul de încărcare (mașină de testare, transfer de sarcini, elemente de putere și cinematice ale structurilor). , fluid de lucru și gaz) și corpul deformabil însuși, zona înconjurătoare de deteriorare. La încărcare „moale”, atunci când forțe care nu depind de rezistența acestuia sunt aplicate unui corp într-o stare uniformă solicitată, distrugerea are loc la atingerea tensiunilor maxime.
Într-un alt caz limitativ, atunci când sunt prevăzute deplasările specificate ale punctelor de limită (încărcare „dură”), precum și cu o rigiditate finită, așa cum sa menționat deja, dar suficientă a sistemului de încărcare, este posibil un proces de echilibru de acumulare a daunelor, care se reflectă în diagrama deformării sub forma unei ramuri în cădere.
În funcție de condițiile de încărcare, fiecare punct de pe ramura descendentă a diagramei de deformare poate corespunde momentului de rupere. Deformarea de acest fel este fezabilă numai pentru un obiect local ca parte a unui sistem mecanic cu proprietățile necesare. În caz contrar, există o acumulare de neechilibru de deteriorare și macrofractură ca urmare a pierderii stabilității procesului de deformare în stadiul supercritic. În zona de înmuiere, este posibilă și apariția localizării deformării sub formă de benzi de forfecare. O ramură în cădere se observă atunci când există mecanisme și condiții pentru disiparea treptată a energiei elastice. Astfel, stările materialului luat în considerare pot fi numite realizabile condiționat.
Ar putea fi potrivit să folosiți o analogie oarecum abstractă pentru ilustrare. Deformarea unui mediu de înmuiere este stabilă aproximativ în aceeași măsură în care este stabil un lichid mai mult sau mai puțin vâscos dintr-un anumit vas. Pierderea stabilității apare dacă pereții vasului nu au o rigiditate suficientă. În acest caz, rolul vasului este similar cu cel al sistemului de încărcare. Principala dificultate în construcția experimentală a diagramelor complete este de a crea o rigiditate suficientă a sistemului de încărcare pentru un element material. În acest scop, au fost dezvoltate dispozitive pentru creșterea rigidității mașinilor standard, probe speciale și mașini de testare cu feedback de mare viteză.
Ramura descendentă a graficului dependenței de deformare în timpul testării probelor de metal este, în cea mai mare parte, o reflectare a creșterii de echilibru a fisurii principale. În unele cazuri, acest lucru este valabil și pentru compozite. În același timp, dacă proprietățile de rezistență și deformare ale elementelor structurale ale unui mediu neomogen diferă semnificativ, ceea ce este tipic pentru majoritatea materialelor compozite, atunci formarea unei macrofisuri pronunțate poate să nu aibă loc. Cu toate acestea, distrugerea discretă împrăștiată dezvoltată a elementelor slabe în acest caz duce și la o scădere a diagramei. Aleatoritatea incluziunilor asigură succesiunea apariției zonelor de fractură în părți ale unui mediu eterogen care sunt îndepărtate unul de celălalt, ceea ce creează un obstacol în calea localizării deformațiilor și permite utilizarea abordărilor probabilistice pentru a determina relația dintre efortul mediu și deformația medie. O anumită eterogenitate structurală asigură un tip predominant de deformare, diferit de localizat. În special, pentru corpurile cu o structură fibroasă, porțiunea de cădere a diagramei apare ca urmare a ruperii succesive a fibrelor inegale. Natura procesului de distrugere a mediilor neomogene depinde în mod semnificativ de aleatorietatea aranjamentului și de gradul de împrăștiere a proprietăților elementelor structurale, prin urmare, caracteristicile statistice ale rezistenței acestor elemente predetermină în mare măsură parametrii ramului descendent, în special, panta sa, care reflectă tendința materialului de a se rupe casant.
Relația dintre tipul de secțiuni de cădere ale diagramei și micromecanismele și etapele de distrugere este remarcată în lucrări. S.D. Volkov a prezentat ideea că natura distribuției tensiunilor la vârful fisurii, în principiu, repetă porțiunea descendentă a curbei în diagrama completă a deformației materialului obținută prin testarea unei probe netede. În acest caz, problema singularității problemei se rezolvă automat datorită scăderii la zero a rezistenței materialului în punctul singular (vârful fisurii), unde deformația este maximă și este egală cu cea limitativă pentru un stare complet de echilibru. Rigiditatea sistemului de încărcare pentru un element de material la vârful fisurii poate fi finită și suficientă pentru o deformare supracritică stabilă în această zonă, ceea ce explică posibilitatea existenței unor fisuri de echilibru.
Există o legătură între diagrama de deformare și consumul de energie al procesului de rupere. Zona de sub ramura de cădere a diagramei complete determină, în același timp, performanța materialului în stadiul de formare a macrofisurilor. S.D. Volkov a sugerat o relație între această valoare și caracteristicile rezistenței la rupere a materialelor. Până în prezent, A.A. Lebedev și N.G. Chausov a dezvoltat și a fundamentat experimental o metodă expresă de evaluare a tenacității la rupere a materialelor plastice folosind parametrii secțiunilor de cădere ale diagramelor complete de deformare.
Este necesar să se țină cont de relația strânsă dintre conformitatea sistemului de încărcare și cinetica și localizarea procesului de fractură. De exemplu, în practica ingineriei, a fost observată o diferență semnificativă în natura distrugerii recipientelor și conductelor sub presiune hidraulice și pneumatice. Din punctul de vedere al formulărilor tradiționale ale problemelor valorii la limită, aceste cazuri sunt echivalente. În acest sens, condițiile la limită care nu iau în considerare modificările sarcinilor externe asociate cu o modificare a configurației corpului în timpul deformării și deteriorării nu corespund pe deplin condițiilor reale de funcționare a elementelor structurale și încercărilor efectuate.
Din acest punct de vedere, pentru o descriere mai adecvată a proceselor de deformare, acumulare de deteriorare și distrugere, este recomandabil să se utilizeze condiții la limită de al treilea fel, care să permită extinderea bazei fizice a modelelor disponibile ale mecanica mediilor neomogene din punct de vedere structural, pentru a clarifica estimările de rezistență, pentru a determina rezervele de capacitate portantă și pentru a prezice defectarea catastrofală a structurilor.
Mulți autori notează atractivitatea implementării etapei supercritice de deformare în elementele structurilor sau structurilor, ceea ce duce la utilizarea rezervelor de rezistență ale acestora și la creșterea siguranței acestora. Completitudinea implementării capacității portante a materialului este determinată de gradul de deformare supracritică. În plus, trebuie remarcată importanța sarcinii neexplorate anterior de a determina condițiile pentru deformarea supercritică stabilă a elementelor structurale din compoziție. material compozit ca bază pentru crearea materialelor cu caracteristici mecanice îmbunătățite.
Proiectarea optimă (din punct de vedere al proceselor de deteriorare într-un mod de echilibru) necesită o descriere matematică a deformării supercritice, care nu se reduce doar la aproximarea diagramelor cu secțiuni în cădere. Problemele de fundamentare a modelelor continue de medii de înmuiere și de determinare a zonei de aplicabilitate a acestora nu și-au pierdut relevanța. Apar o serie de probleme matematice, legate, în primul rând, de analiza stabilității procesului de deformare, de unicitatea soluției problemei valorii la limită și de o posibilă modificare a tipului ecuațiilor diferențiale, precum și de necesitatea de a lua în considerare proprietățile sistemului de încărcare, dezvoltarea relațiilor constitutive (chiar și pentru materiale izotrope), dezvoltarea metodelor numerice și crearea de proceduri iterative eficiente pentru rezolvarea acestui tip de probleme neliniare.
2. Modelul structural-fenomenologic al mecanicii mediilor microneomogene
În secțiunea anterioară, am remarcat existența a două abordări de construire a modelelor de mecanică - fenomenologică și structurală. În lucrările unui număr de oameni de știință, s-a răspândit o abordare dezvoltată în legătură cu mecanica compozitelor și numită structural-fenomenologic. Constă în faptul că ecuațiile și criteriile fenomenologice general acceptate în mecanica unui solid deformabil sunt considerate la mai multe, în special, două niveluri: microscopic (structural), asociat cu elementele structurii compozite, și macroscopic, reflectând comportarea materialului compozit ca omogen cu proprietăți eficiente. Relația dintre mărimile fizice, stabilită în cadrul acestei abordări, determină modelul structural-fenomenologic. În această secțiune, principalele prevederi ale studiului teoretic al deformării și ruperii materialelor compozite sub sarcini cvasi-statice întreprinse în această lucrare sunt formulate în cadrul unei abordări asociate formulării și soluționării unei secvențe ierarhice a problemelor cu valori la limită. . Implicarea reprezentărilor probabiliste și a aparatului teoriei funcțiilor aleatoare permite studierea unor modele care țin cont simultan de natura aleatorie a proprietăților și aranjarea reciprocă a elementelor structurale.
2.1 Modele de medii omogene aleatoare și periodice pe bucăți
În modelarea matematică a proceselor de deformare și rupere a compozitelor este relevantă dezvoltarea unor studii în care materialul este considerat mediu micro-neomogen.
Fie un domeniu V cu granița S să conțină mulțimea de domenii disjunse uk mărginite de suprafețele Sk. Pentru compozitele cu două componente, o parte a regiunii V1 = Ushk este umplută cu un material omogen cu proprietăți (prima fază) în interval, iar partea rămasă a regiunii V2 = V - V1 este umplută cu un material omogen cu proprietăți. Suprafața multiplă conectată S12 = УSk este o interfață care separă elementele structurale ale compozitului. Partea S (1) a suprafeței S trece prin prima fază, iar cealaltă parte S (2) = S - S (1) trece prin a doua.
Dacă se cunosc informații complete despre natura aranjamentului reciproc al regiunilor uk și sunt date modele fenomenologice ale fazelor, atunci se spune că modelul post-Roena al unui mediu omogen (compozițional) pe bucăți.
Să acceptăm următoarea definiție. Un subdomeniu Vl cu dimensiunea caracteristică l se numește volumul reprezentativ al regiunii V (cu dimensiunea caracteristică L >> l) pentru o funcție g (r) care este continuă pe tot parcursul fazelor V1 și V2, dacă există și este mărginită. cantitatea medie
iar dacă, pentru orice număr g pozitiv, arbitrar mic, există un număr pozitiv g care depinde numai de g astfel încât
Evident, pentru ca această definiție să fie valabilă, iar volumul reprezentativ Vl la nivel fizic de rigoare să aibă semnificația unui macrovolum elementar al unui mediu microneomogen, trebuie presupus că
L >> l >> lsh (unde lsh este dimensiunea caracteristică a regiunilor uk). Când condiția (2.2) este îndeplinită, influența scalei de mediere asupra valorii cantității medii poate fi neglijată.
Modelul mecanicii unui mediu micro-neomogen, considerat în cele ce urmează pentru compozite, se bazează pe presupunerea că dimensiunea caracteristică lsh a regiunilor uk este mult mai mare decât dimensiunile molecular-cinetice și mult mai mică decât distanța la care valorile medii sau macroscopice se modifică semnificativ. Atunci ecuațiile fenomenologice și relațiile mecanicii rămân valabile pentru elementele structurale, adică. microvolume elementare dV, constituind elemente structurale din compozite și având dimensiunea dl (dl< Această ipoteză oferă o oportunitate, pe de o parte, de a evidenția studiile despre comportamentul neomogenităților individuale și ale proceselor din jurul lor (pentru materialul în ansamblu, acestea sunt microprocese), realizându-le independent folosind modele și metode de mecanică solidă. Pe de altă parte, permite descrierea proceselor macroscopice într-un mediu ca fiind omogene, în timp ce rezultatele studiului microproceselor vor fi utilizate în ecuații continue cu ajutorul unor parametri mediați care reflectă, în special, interacțiunea elementelor structurale. Fie că pentru fiecare dintre componentele compozitului care umple volumul V, tensorii de tensiune și deformare sunt legați folosind operatorii unde sunt funcțiile materiale ale ecuațiilor constitutive ale componentei i-a (faza). Prin componentă a unui material compozit înțelegem un set de toate elementele structurale cu aceleași proprietăți fizice și mecanice. Introducem funcțiile indicator ale structurii compozite unde Vi- este aria ocupată de componenta i-a, f este numărul de componente compozite. Să construim funcții continue pe bucăți ale proprietăților structurale Acum relațiile constitutive ale unui mediu micro-neomogen sunt prezentate sub formă de ecuaţii cu coeficienţi care oscilează rapid. În acest caz, unul dintre cazurile generale este un model al unui compozit cu o structură aleatoare, când există funcții omogene aleatoare și un conținut de variabile aleatoare, i.e. se are în vedere răspândirea statistică a proprietăților elementelor structurale. Pentru funcțiile de indicator aleatoriu, ar trebui cunoscute seturi de densități de probabilitate cu unul și mai multe puncte sau funcții de moment care sunt invariante în raport cu o translație paralelă a sistemului de coordonate: unde r „este un vector cu rază arbitrară. Relația dintre funcțiile de moment și densitățile de probabilitate este În cazul particular, pentru δ = 1, ajungem la conceptul de operator de mediere pentru câmpuri aleatoare, care, în condițiile omogenității statistice și ergodicității, este echivalent cu operatorul de mediere statistică. Pentru așteptarea matematică a funcțiilor, avem și, înlocuind integrala improprie din (2.7) cu integrala peste macrovolumul elementar Vl la densități uniforme care satisface condiția de normalizare Vldr = 1, se obține Tranziția pentru calcularea funcțiilor de moment ale ordinelor superioare ale câmpurilor omogene aleatoare se realizează într-un mod similar. Pentru compozitele cu structură periodică, funcțiile indicatorului sunt periodice. unde b este un vector de translație constant, n sunt numere întregi arbitrare. Structura periodică a compozitelor poate fi considerată ca o posibilă realizare a unei structuri omogene aleatorii. 2.2 Probleme cu valorile la limită ale mecanicii compozitelor Fie tensiunile din regiunea V în absența forțelor de masă satisfac ecuațiile de echilibru уij, j = 0. (2,9) iar deformaţiile mici sunt asociate cu deplasările prin relaţiile Cauchy еi, j = (ui, j + uj, i). (2,10) În relațiile constitutive (2.6) pentru materialul compozit care umple regiunea V, funcțiile materialului akl (r), în conformitate cu (2.5), formează câmpuri omogene aleatorii, ale căror caracteristici statistice se presupune că sunt cunoscute. Să presupunem că condițiile la limită liniare de tip contact sunt date pe partea S (q) a suprafeței S a regiunii V: unde, sunt niște tensori definiți pozitivi, pi este vectorul unității normale la suprafața S, este vectorul forțelor de contact. Din condițiile (2.11), ca cazuri speciale, condițiile la limită pentru regiunea V în tensiuni, în deplasări (la Ni = kui °, când k este o constantă dimensională, ui ° este un vector de deplasare specificat la limită) și a unui urmează tipul mixt. Ecuațiile (2.9), (2.6) și (2.10) împreună cu condițiile la limită (2.11) constituie problema valorii la limită pentru regiunea V. În consecință, problema valorii la limită cvasi-statică în deplasări constă în rezolvarea ecuațiilor obținute prin înlocuirea succesivă a (2.10), (2.6) în (2.9), de forma sub rezerva condiţiilor la limită La rezolvarea problemei valorii la limită (2.12), (2.13) pentru compozite, din cauza discontinuității funcțiilor materiale bi, j (r) ale operatorului F, este necesar să se caute așa-numita soluție generalizată. Înmulțim ecuația (2.12) cu o funcție arbitrară suficient de netedă wi (r) și folosim formula pentru integrarea pe părți: Condițiile la limită (2.13) sunt transformate prin înmulțirea laturilor lor stânga și dreaptă cu tensorul t (q) invers tensorului c (q), adică astfel încât: Apoi, printr-o soluție generalizată a problemei valorii la limită (2.12), (2.13) înțelegem un câmp vectorial continuu u (r) care satisface identitatea pentru funcții vectoriale arbitrare w (r). Pentru un material compozit, poate fi dat și un concept echivalent al unei soluții generalizate. Problema corespunzătoare trebuie rezolvată în interiorul fiecărui element structural al regiunii V, funcțiile materiale aij ale relațiilor constitutive (2.6) dintre care sunt continue (adică, găsiți o soluție clasică), iar pe interfața S12, condițiile contactului ideal. trebuie indeplinite: În cele ce urmează, vorbind despre rezolvarea problemelor cu valori la limită pentru compozite, vom înțelege construcția unor soluții precis generalizate. Pentru a simula procesele de distrugere a elementelor structurale ale compozitelor, presupunem că atunci când condiția unde P (i), respectiv, este operatorul criteriului de rezistență și al caracteristicilor de rezistență ale componentei i-a, la un moment dat în regiunea V are loc o pierdere parțială sau completă a capacității materialului de a rezista acțiunii forțelor interne, care se reflectă într-o modificare a relaţiilor definitorii ale formei (2.3) pentru un punct dat. De obicei, este imposibil să se obțină direct soluția problemelor cu valori la limită în mecanica deformării și ruperii pentru sistemele de ecuații (2.9), (2.6), (2.10) sau (2.12) ținând cont de condiția (2.15), deoarece aceste soluții , precum și coeficienții ecuațiilor, sunt funcții de coordonate care oscilează rapid. Prin urmare, o abordare a devenit larg răspândită atunci când sistemul de ecuații al modelului structural-fenomenologic este pus în corespondență cu sistemul de ecuații pentru tensiuni medii, deformații și deplasări, care se numesc macroscopice. De exemplu, într-o problemă de valoare la limită pentru compozite elastice de formă puteți merge la valorile medii după cum urmează. Fie coeficienții ecuațiilor (2.16) să fie funcții omogene pe bucăți cu oscilare rapidă (omogene aleatoare sau periodice) și în toate punctele domeniului V este îndeplinită condiția elipticității uniforme: unde k0, K0 sunt valori scalare pozitive. Atunci soluția la problema valorii la limită (2.16) există și este unică. Expansiunea asimptotică a acestei soluții într-un parametru mic este astfel încât primul termen al seriei (2.17) este o soluție la problema valorii la limită în plus, operatorul problemei valorii la limită (2.18) este uniform eliptic Din expansiunea (2.17), precum și datorită existenței și unicității soluției la problema valorii la limită (2.18), rezultă Condiția de convergență (2.20), în care mărimile ui * (r) au semnificația deplasărilor medii (sau macroscopice) în normele diferitelor spații pentru operatori aleatori omogene, cvasiperiodici și periodici, este prezentată în lucrările diverșilor autori. . În mecanica mediilor microneomogene, din câmpurile ecuațiilor (2.6), (2.9), (2.10), numite câmpuri de deplasări micro sau structurale, deformații și tensiuni, se poate trece la câmpuri medii folosind conceptul a macrovolumului elementar Vl. Starea tensionată a macrovolumelor elementare este caracterizată de un tensor de macrotensionare cu componente, iar starea deformată este caracterizată de un tensor de macrodeformare cu componente. Rezistența macrovolumelor elementare la deformare determină relația dintre macrosolicitari și macrodeformații: Dacă operatorul este invariant în raport cu transferul paralel de coordonate, atunci mediul micro-neomogen este macro-omogen. Condiția de macroomogenitate este îndeplinită, în special, de medii ale căror funcții materiale sunt fie omogene aleatoare, fie periodice. Pentru o regiune micro-neomogenă V cu o structură aleatorie a mediului în probleme de valoare la limită cu condiții la limită de o anumită formă în deplasări sau în tensiuni unde, sunt tensori-constante simetrice, câmpurile de deformare еij (r) și tensiunile уij (r) sunt omogene aleatoriu (și pentru medii cu structură periodică - periodică) peste tot, cu excepția unei mici vecinătăți adiacent limitei S. Sub conditiile la limita forma generala (2.11), aceste conditii nu sunt indeplinite si componentele medii si campurile de deformatii si tensiuni sunt functii de coordonate. În acest caz, în ipoteza unei neteziri suficiente a câmpurilor medii (r) și (r), este valabilă o abordare aproximativă, conform căreia câmpurile de deformare еij (r) și уij (r) din macrovolumul elementar sunt echivalente cu cele găsite din rezolvarea problemelor pentru domeniul V în deplasări la macrodeformari date = (vezi (2.22)) și în tensiuni la un anumit macrostresuri date = (vezi (2.23)). Apoi deformațiile și tensiunile medii (macroscopice) în fiecare punct al regiunii V sunt determinate prin medierea macro-volumului elementar Vl selectat în jurul acestui punct: Pentru câmpurile omogene aleatoare, această mediere coincide cu operatorul de mediere introdus de expresiile (2.7), (2.8). Postularea următoarelor proprietăți ale câmpurilor mediate statistic în condițiile acceptate de contact ideal între componentele mediului: obţinem din (2.9) ecuaţiile de echilibru macroscopic, iar din (2.10) Ecuații geometrice: Acum a fost obținut un sistem închis de ecuații pentru mărimile fizice macroscopice (adică a fost construit un model macroscopic al compozitului), iar sarcina principală este de a găsi forma operatorului și de a determina funcțiile sale materiale. Funcțiile macroscopice ale materialelor pot fi găsite din probele de testare sau calculate prin rezolvarea problemelor cu valori la limită ale modelelor structural-fenomenologice ale compozitelor. Aceste funcții pot fi găsite aproximativ prin rezolvarea problemelor pentru domeniul V cu condiții la limită de o anumită formă (2.22) sau (2.23). Astfel, problema valorii la limită a mecanicii compozitelor în cadrul modelului structural-fenomenologic: o problemă cu valoarea limită pentru o regiune omogenă cu proprietăți efective este pusă în corespondență: iar din soluţia acestuia din urmă se găsesc componentele medii ale câmpurilor deformare. Dacă, împreună cu procesele de deformare ale compozitului, sunt modelate și procesele de distrugere a componentelor acestuia, atunci în problema cu valoarea la limită (2.27) sunt incluse criteriile de rezistență de forma (2.15) și ecuațiile fizice ale sistemului (2.15). 2.28) reflectă nu numai proprietățile de deformare ale elementelor structurii, ci și distrugerea lor în timpul încărcării. În acest caz, modelul macroscopic (2.28) poate fi suplimentat cu criteriile relațiilor de forță al cărui operator este P * şi cantităţi de material macroscopic poate fi calculat. Ierarhia în două etape a modelelor de materiale compozite ne permite să împărțim soluția problemei valorii la limită inițială a mecanicii deformării și ruperii (2.6), (2.9) - (2.11), (2.15) într-un număr de etape succesive asociate cu construirea de relații constitutive macroscopice, rezolvarea problemei valorii la limită pentru un domeniu cu proprietăți efective, prin găsirea câmpurilor de deformare structurală în macrovolume elementare, prin descrierea proceselor de distrugere a elementelor structurale, prin evaluarea probabilității de distrugere a macro-volume elementare (adică, probabilitatea de macro-distrugere). De regulă, atunci când se utilizează relații constitutive neliniare ale componentelor compozitului și se ține cont de procesele de distrugere structurală, devine necesar să se organizeze proceduri de calcul iterative pentru rezolvarea problemelor neliniare ale fiecărei etape, pe de o parte, și de acord pe de altă parte, etapele într-o succesiune generală. În acest caz, în procesul de deformare, regiunea inițial macro-uniformă V devine macro-neomogenă, deoarece macrovolumele elementare selectate în jurul diferitelor puncte nu sunt încărcate egal. Această abordare aproximativă a făcut posibilă obținerea de soluții la o serie de probleme aplicate legate de analiza comportării mecanice și predicția capacității portante a elementelor structurale din materiale compozite: cilindri de presiune cu destinație specială bobinați din sticlă și benzi organoplastice, motor de aeronave carcase obținute prin așezarea straturilor de sticlă, țesături organo și carbon, elemente carbon-carbon ale blocurilor de duze ale motorului, prize de dimensiuni mari cu un strat de protecție termică și altele. 2.3 Principiul localității Informațiile inițiale despre structura unui mediu micro-neomogen, așa cum s-a menționat deja în Secțiunea 2.1, pot fi specificate printr-un set de funcții de moment ale cantităților tensoare sau scalare ale materialelor. Aceste funcții de moment sunt construite, de regulă, experimental pe eșantioane reale sau cu ajutorul simulării pe computer a structurilor aleatoare. Studiile efectuate în acest domeniu arată că funcțiile de moment ale compozitelor de ordinul doi și superioare cu structuri omogene statistic aleatoriu sunt locale, iar dimensiunea regiunii de dependență statistică pentru compozitele de tip matrice cu două componente este aproximativ egală cu jumătate. distanța medie dintre incluziuni. Dacă funcțiile de moment ale proprietăților structurale ale unui mediu micro-neomogen se degradează rapid, atunci se spune că aranjarea elementelor structurale este de ordin scurt. La rezolvarea problemelor stocastice din teoria elasticității compozitelor cu structură aleatorie, proprietatea de localitate a funcțiilor de moment a fost de obicei postulată împreună cu condiția omogenității statistice. Este de asemenea cunoscută ipoteza localității limită a funcțiilor de moment, ceea ce permite obținerea aproximărilor într-un punct ale problemelor cu valori la limită stocastice și evitarea dificultăților asociate calculării integralelor peste regiuni de dependență statistică, ale căror integranți includ funcții de moment. După ce proprietatea de localitate a funcțiilor de moment a proprietăților materialelor compozitelor cu structură aleatorie a fost confirmată de numeroase studii, există o bază pentru utilizarea sa mai profundă în mecanică. Trebuie remarcată aceeași proprietate a localității, dar care caracterizează deja interacțiunea elementelor de structură. De exemplu, interacțiunea incluziunilor din compozitul matriceal, care provoacă distorsiuni în câmpul elastic al matricei, poate fi înlocuită cu interacțiunea multipolilor punctiform, a căror putere și ordine depind de forma și proprietățile elementelor structurale. Se propune selectarea unui volum limitat care contine un numar finit de multipoli, in a carui matrice se genereaza un camp elastic adecvat campului elastic al problemei periodice pentru o matrice cu un numar infinit de incluziuni. Elemente de mecanică a continuului. Energia de deformare. Teoreme minime. Modelul unui mediu cu o fracție de volum mic de incluziuni. Model polidispers, proprietăți ale unui mediu cu o fracțiune de volum mic de incluziuni lamelare subțiri orientate arbitrar. lucrare de termen, adăugată 30.07.2011 Compozit ca bază dintr-un singur material, armat cu umpluturi din fibre. Metode de obținere a compozitelor: artificiale, naturale. Interacțiuni în materiale compozite. Structura și proprietățile fizice ale (1-х) (La0.5Eu0.5) 0.7Pb0.3MnO3 + PbTiO3. teză, adăugată 22.08.2011 Conceptele de bază ale mecanicii newtoniene clasice: principiile relativității și inerției, legile gravitației și conservării universale, legile termodinamicii. Valoarea aplicată a mecanicii clasice: aplicare în examinarea incendiului, balistică și biomecanică. test, adaugat 16.08.2009 Crearea unui model fizic de deformare a materialului. Sistem de clustere de particule structurate. Descrierea mecanicii procesului de deformare plastică a metalului în timpul tratamentului sub presiune și distrugerea materialului în timpul tăierii cu jet de apă pe baza fenomenelor de cavitație, rezonanță. articol adăugat la 02.07.2014 Grafitul ca mineral din clasa elementelor native, una dintre modificările alotropice ale carbonului, structura rețelei sale cristaline, proprietățile fizice și chimice. Realizarea și rezultatele cercetărilor de compozite pe bază de nanotuburi de carbon. teză, adăugată 22.09.2011 Modificarea disipativă a mecanicii cuantice. Modele super string; câmp scalar dilaton și inflație. Abordare microscopică cu șiruri de descriere a versiunii disipative a mecanicii cuantice. Compararea teoriei cu observațiile, diagrame. test, adaugat 08.05.2015 Subiectul și sarcinile mecanicii este o ramură a fizicii care studiază cea mai simplă formă de mișcare a materiei. Mișcare mecanică - o schimbare în timp a poziției unui corp în spațiu față de alte corpuri. Legile de bază ale mecanicii clasice descoperite de Newton. prezentare adaugata la 04/08/2012 „Modelul planetar” al atomului lui Bohr se află în centrul mecanicii cuantice, principiile sale de bază, ideile și semnificația. Încercările de a explica proprietățile corpusculare și ondulatorii ale materiei în mecanica cuantică (undă). Analiza funcției de undă și semnificația probabilistică a acesteia. rezumat, adăugat 21.11.2011 Forța de inerție ca sumă geometrică a forțelor de contracarare a unei particule de material în mișcare față de corpurile care îi conferă accelerație. Cunoașterea principiilor de bază ale mecanicii, analizei. Luarea în considerare a caracteristicilor mișcărilor unui sistem mecanic cu constrângeri ideale. prezentare adaugata la 11.09.2013 Caracterizarea proceselor de formare a structurii unei noi faze și de distrugere a legăturilor dintre particule, elemente ale sistemelor omogene și eterogene, ca una dintre problemele importante ale fizicii solidelor și mecanicii fizico-chimice. Nanotehnologie de electroactivare. -- [ Pagina 1 ] -- Epoca modernă poate fi numită epoca polimerilor și a materialelor compozite. Definiții și clasificare a compozitelor polimerice Materialele compozite sunt materiale obținute din două sau mai multe componente și constând din două sau mai multe faze. O componentă (matricea) formează un continuu faza, celălalt este umplutură. Materialele compozite sunt sisteme eterogene și pot fi împărțite în trei clase principale: 1. Sisteme matrice formate dintr-o fază continuă (matrice) și o fază dispersată (particule discrete). 2. Compoziții cu umpluturi fibroase. 3. Compoziții având o structură interpenetrantă din două sau mai multe faze continue. Avantajele compozițiilor polimerice eterogene față de polimerii omogene: 1. rigiditate crescută, rezistență, stabilitate dimensională. 2. Lucrări sporite de distrugere și rezistență la impact. 3. rezistență crescută la căldură. 4. permeabilitate scăzută la gaze și vapori. 5. proprietăți electrice reglabile. 6. cost redus. Este imposibil să se realizeze o combinație a tuturor acestor proprietăți într-o singură compoziție. În plus, obținerea de avantaje este adesea însoțită de apariția unor proprietăți nedorite (obstrucția fluxului, deci modelarea, deteriorarea unor proprietăți fizice și mecanice). O mare variație a proprietăților compozițiilor poate fi realizată numai prin modificarea morfologiei și a rezistenței de aderență între faze. Pentru transferul uniform al influenței externe prin matrice și distribuția acesteia la toate particulele de umplutură, este necesară o aderență puternică la interfața matrice-umplutură, realizată prin adsorbție sau interacțiune chimică. Existența unei astfel de aderențe între componentele nepotrivite din materialele plastice eterogene le deosebește de amestecurile mecanice. Matricea poate fi metal, ceramică, carbon. Umplutura este prezentată sub formă de particule și fibre, care au proprietăți fizice și mecanice semnificativ mai mari decât matricea. Particulele sunt de obicei numite umplutură dispersată; au o formă nedefinită, cubică, sferică sau fulgioasă, cu dimensiuni de la fracțiuni de mm la microni și valori la scară nanometrică. Umplutura inertă practic nu modifică proprietățile compoziției. Umplutura activă modifică semnificativ proprietățile compoziției. De exemplu, fibrele au caracteristici de rezistență elastică care sunt cu două ordine de mărime mai mari decât cele ale matricei. Ele pot fi continue sau scurte. Diametrul fibrelor subțiri este de 5-15 microni, gros (boric sau carbură de siliciu) - 60-100 microni. Lungimea fibrelor scurte este de la 1-2 la 20-50 mm. Denumirea compozitelor corespunde naturii fibrelor: materiale plastice din sticlă, carbon, organo-, bor etc. Pentru versiunile hibride - fibră de sticlă, organoboroplastice etc. Orientarea fibrelor determină trecerea de la materialele plastice umplute la cele armate. Este un sistem de fibre orientate ținute împreună printr-o matrice polimerică. Materialele plastice includ materiale, o componentă indispensabilă a cărora este orice polimer, care se află într-o stare plastică sau de curgere vâscoasă în timpul perioadei de turnare și într-o stare sticloasă sau cristalină în timpul funcționării. Materialele plastice pot fi omogene sau eterogene. Materialele plastice sunt împărțite în termoplastice și termorigide. Clasificarea compozitelor: 1. După natura matricei: termoplastic termorigid. hibrid. Matricea termorezistentă este o matrice obținută prin întărirea epoxidice, eter, imid, organosiliciu și alți oligomeri în procesul de fabricare a compozitelor. Matrice termoplastică - o matrice care este topită pentru a impregna umplutura și apoi răcită. Acestea sunt PE, PP, poliarilen sulfone, sulfuri, cetone. Matricea hibridă poate combina componente termorigide și termoplastice. 2. După natura și forma umpluturii. Substante organice si anorganice de origine naturala sau artificiala. Modulul elastic al umpluturii poate fi mai mic sau mai mare decât modulul elastic al liantului. Umpluturi cu modul redus, care sunt de obicei elastomeri, fără a scădea rezistența la căldură și duritatea polimerului, conferă materialului o rezistență sporită la sarcini alternative și de șoc, dar își măresc coeficientul de dilatare termică și reduc rezistența la deformare. Cu cât este mai mare modulul de elasticitate al umpluturii și gradul de umplere, cu atât este mai mare rezistența la deformare a materialului. Compozite dispersate - umplute, Materiale pe bază de fibre scurte și continue. Natura chimică a particulelor este diversă: cretă, mică, oxizi de metal, sfere de sticlă, carbon sub formă de funingine sau fulerene, aerosil, fulgi de sticlă sau argilă, incluziuni asemănătoare cauciucului etc. Fibre de armare - sticlă, organice, carbon etc. Există, de asemenea, bine cunoscute fibre de bor și carbură de siliciu la temperatură înaltă, care sunt adesea folosite pentru armarea metalelor. 3. După structura compozitelor polimerice Matrice - pentru materiale pe bază de particule fibroase dispersate și scurte, Stratificată (bidimensională) și volumetrică pentru materiale plastice armate pe bază de materiale țesute și nețesute. Materiale gradient cu structura variabila. 4. În funcție de gradul de orientare al umpluturii, anizotropia materialului: Compozite cu aranjare aleatorie a particulelor și fibrelor, cu structură izotropă, compozite cu o orientare unidirecțională a fibrei, cu o anizotropie pronunțată, 90o), compozite cu o orientare încrucișată, ortotropă (0, cu o anizotropie dată, compozite cu o fibră oblică orientare la unghiuri diferite de 90 , compozite cu structură în formă de evantai formată din straturi cu orientări diferite ale fibrelor. 5. Prin metodele de fabricație a materialelor și produselor: metode într-o etapă - extrudare și bobinare „umedă”, pultruziune (broșare), formare în vid, metode în două etape de pregătire preliminară a materialelor fibroase neorientate (preamestecuri) sau orientate (preimpregnate) (produse semifabricate) impregnate cu un liant, urmat de formarea materialului (laminat) prin bobinaj „uscat”, presare, turnare in autoclav. 6. După numărul de componente: PCM cu două componente, trei componente care combină particule dispersate și fibre scurte, PCM hibride din polifibră care combină fibre cu deformabilitate similară (plastic armat cu fibră de sticlă) sau semnificativ diferită (plastic armat cu fibră de sticlă de carbon), structuri polimatrice, de exemplu, bazată pe o combinație de lianți termorigizi și termoplastici. 7. După volumul conținutului de umplutură: cu structură neorientată - conținut de umplutură 30-40% -, cu structură orientată - 50-75%, organofibre foarte și extrem de umplute - 75-95% -. 8. După funcționalitate: unic funcţional (structural), multifuncţional, capabil de autodiagnosticare (inteligent), multifuncţional, capabil de autodiagnosticare şi autoadaptare (inteligentă). La proiectarea materialelor plastice compozite, există două etape (vezi tabel): 1 - computational - analitic, 2 - experimental - tehnologic. 1 - cuprinde: analiza condițiilor de încărcare specificate și determinarea unei metode de proiectare a unui material plastic cu proprietățile cerute. Sunt utilizate conceptele și formulele preluate din mecanica materialelor compozite: a) abordarea fenomenologică se bazează pe aplicarea ecuaţiilor teoriei elasticităţii, fluajului etc. pentru materiale anizotrope, b) - stabilirea dependențelor caracteristicilor mecanice ale compoziției de dimensiunea particulelor de umplutură, proprietățile mecanice ale componentelor, conținutul lor volumetric etc. Aceste dependențe sunt analizate la nivel microscopic, macroscopic și intermediar. . Micronivel - nivelul de eterogenitate structurală, proporțional cu dimensiunile transversale ale elementelor de umplutură - diametrul particulelor de umplutură sau grosimea stratului de armare. Tabel Caracteristicile mecanice necesare ale plasticului compozit Selectarea componentelor și selectarea acestora a schemei raportului de armătură în compoziție - & nbsp– & nbsp– Formă Raport mărime Mecanismul de interacțiune a componentelor PCM Să luăm în considerare mecanismul de transfer al tensiunii de la matrice la umplutură, în funcție de configurația acesteia. În varianta cea mai simplă, când polimerul este armat cu fibre continue unidirecționale și este întins în direcția orientării acestora, deformarea componentelor este aceeași, iar tensiunile care apar în ele sunt proporționale cu modulul elastic al fibrelor și al matricei. Dacă, în același model, fibrele sunt discrete, atunci distribuția tensiunilor se dovedește a fi neomogenă de-a lungul lungimii fibrei. Nu există stres la capetele fibrei, dar tensiunile de forfecare apar la interfața matricei fibrelor, care atrage treptat fibra în lucru. Creșterea tensiunilor de tracțiune în fibră continuă până când acestea ating nivelul mediu al tensiunilor observate în fibra continuă. În consecință, lungimea la care se întâmplă acest lucru este numită „ineficientă”. Odată cu creșterea deformării, lungimea „ineficientă” crește și atinge valoarea maximă la o solicitare corespunzătoare rezistenței fibrei. În acest caz, lungimea „ineficientă” se numește „critic” I. Este o caracteristică importantă a interacțiunii compozitelor și poate fi calculată prin formula Kelly lcr / dwave = wave / 2mat (1) unde dwave și wave sunt diametrul și rezistența fibrei; mat - limita de curgere a matricei sau puterea de adeziv a sistemului. În funcție de rezistența fibrelor și de tipul matricei polimerice, raportul lcr/dvol poate varia de la 10 la 200; la dwave 10 microni, lcr = 0,15-2,0 mm. Din raționamentul de mai sus, rezultă că în trecerea de la fibre continue la discrete, o parte din lungimea fiecărei fibre nu va percepe sarcina completă. Cu cât fibra de armare este mai scurtă, cu atât este mai puțin eficientă. La l lcr, matricea nu poate transfera sub nicio formă tensiunea către fibră, suficientă pentru distrugerea acesteia. Rezultă din aceasta că capacitatea de întărire a fibrelor scurte (o creștere a caracteristicilor de rezistență elastică a polimerului) este foarte scăzută. Mai ales când te gândești la orientarea fibrelor, care nu este niciodată ideală în astfel de materiale. Structura materialelor pe bază de fibre scurte este destul de haotică. Avantajul materialelor de umplutură cu fibre scurte este determinat de posibilitatea procesării de mare viteză a materialelor în produse. Cu toate acestea, în procesul de turnare sau extrudare, are loc o distrugere suplimentară a fibrelor, a căror lungime este de obicei redusă la 0,1-1 mm. La trecerea la un material de umplutură cu pulbere dispersată, posibilitatea transferului de stres de la matrice la umplutură este atât de redusă încât contribuția sa la creșterea rezistenței compozitului începe să concureze cu scăderea rezistenței matricei datorită care decurg neuniformitatea tensiunilor si dezvoltarea defectelor. Din această cauză, rezistența unui astfel de compozit de obicei nu crește în comparație cu rezistența matricei (uneori chiar scade ușor). Când termoplastele vâscoase sunt umplute cu umpluturi dure într-o cantitate mai mare de 20%, se observă o tranziție de la curgerea plasticului la fractura fragilă. În acest caz, există o scădere semnificativă a durității la impact, lucru de distrugere. Modulul de elasticitate crește odată cu creșterea cantității de umplutură, dar în același timp și dimensiunea și numărul de fisuri, „pseudopori” care apar în timpul încărcării în timpul exfolierii matricei din particulele dispersate în momentul atingerii tensiunilor corespunzătoare puterea de aderență a sistemului crește. Studiile teoretice și experimentale arată că prin reducerea dimensiunii particulelor de umplutură și răspândirea diametrelor acestora, este posibilă reducerea semnificativă a probabilității apariției unor defecte mari. Motivul principal pentru întărire este schimbarea direcției de creștere a fisurilor atunci când acestea intră în contact cu particulele solide de umplutură. Cea mai probabilă direcție de creștere a fisurilor este perpendiculară pe direcția forței aplicate. Dacă o particulă de umplutură este situată în această direcție, atunci fisura ar trebui să își schimbe direcția tangențial la suprafața particulei. Prin urmare, dacă particulele sunt sub formă de fibre și sunt alungite în direcția forței care acționează. Propagarea fisurilor de-a lungul particulelor de umplutură este exclusă. Când se utilizează o fibră monolitică cu o secțiune transversală circulară, indicatorii proprietăților mecanice ating de obicei un maxim la 2 = 0,65 - 0,7. Atunci când se utilizează metode de precizie de așezare a fibrelor profilate, este posibilă creșterea de la 2 la 0,85, după care rezistența compozitelor începe să depindă mai mult de rezistența de aderență la interfața fibră-liant decât de rezistența fibrei. Cu același grad de umplere (2 = 0,7) și raportul de module elastice (E2 / E1 = 21), rigiditatea plasticului cu fibre cu secțiune transversală triunghiulară în direcția transversală depășește rigiditatea plasticului cu fibre cu cruce circulară. secțiune cu un factor de 1,5. Înlocuirea unei fibre monolitice cu o fibră tubulară face posibilă creșterea bruscă a valorilor specifice ale rezistenței și rigidității produselor la compresie și încovoiere, deoarece momentul de inerție crește cu aceeași masă de fibre. Este ineficientă utilizarea fibrelor goale în compoziții de tracțiune din cauza rezistenței scăzute a fibrelor de profil. La forfecare, este mai bine să folosiți fibre profilate. O altă direcție în crearea polimerilor umpluți cu dispersie este modificarea acestora cu particule de cauciuc pentru a reduce fragilitatea și a crește rezistența la impact. S-au obținut rezultate pozitive pentru polistiren de mare impact, epoxidice și alte matrici. Mecanismul de întărire al materialelor este aparent foarte complex, dar rolul principal este atribuit inhibării propagării fisurilor de către particulele de cauciuc. Mulți autori indică oportunitatea creării unui strat de tranziție cu aderență ridicată la polimerul matrice și la faza de cauciuc pentru a crește rezistența. Să revenim la un compozit unidirecțional bazat pe fibre continue și să luăm în considerare modele micromecanice ale distrugerii acestuia. Fibrele elementare au caracteristici de rezistență foarte ridicate, de zeci de ori mai mari decât rezistența probelor în vrac. De exemplu, rezistența sticlei în vrac este de 50-70 MPa, iar sub formă de fibre - 2,5-3,0 GPa; o imagine similară se observă pentru fibrele organice și de carbon, a căror rezistență ajunge la 4-6 GPa. Această diferență se explică fie prin influența factorului de scară (dimensiunea suprafeței fibrei determină dimensiunea posibilului defect), fie prin efectul de orientare, care este foarte caracteristic fibrelor organice. La testarea filamentelor, se observă o mare dispersie de valori experimentale ale rezistenței. Prin urmare, de obicei sunt testate cel puțin 50 de probe, se găsesc valoarea medie și varianța acesteia. Pe baza ipotezei verigii slabe, Weibull a obținut următoarea ecuație pentru probabilitatea de rupere P () a probei la efort și lungimea probei L: Р () = 1 - exp (–L), (2) ale căror constante se determină din distribuția obținută experimental a rezistenței fibrelor elementare. Parametrul P caracterizează caracterul defectuos al probelor. Valorile coeficientului variază de la 3-5 pentru fibrele de sticlă normale și până la 10-12 pentru fibrele de sticlă „nedeteriorate”. În realitate, rareori avem de-a face cu o singură fibră, de obicei cu un mănunchi format din mai multe fibre. Conform conceptelor teoretice ale lui Daniels, scăderea rezistenței unui mănunchi de fibre nelegate în comparație cu puterea medie a undelor este determinată de dispersia rezistenței acestora. În timpul încărcării, când este atinsă rezistența maximă a unei fibre, aceasta se rupe și nu mai participă la lucru. Forța este redistribuită către întregul fibre, procesul continuă până în momentul distrugerii avalanșei a majorității și apoi a tuturor fibrelor din fir (mănunchi). La = 10, rezistența filamentului n este de aproximativ 80% din rezistența medie a filamentului. Analiza diagramei de încărcare a firului - face posibilă urmărirea întregului proces de rupere treptată a fibrei. De asemenea, vă permite să identificați unele defecte ale firului, în special, diferența de lungime (tensiune neuniformă) a fibrelor, ceea ce sporește non-simultaneitatea distrugerii acestora. Interacțiunea (conectivitatea) fibrelor, datorită răsucirii sau aderenței parțiale, se manifestă în natura diagramelor. - care devin mai lineare. Coeficientul Weibull pentru un fascicul de fibre nelegat ar trebui să rămână același ca și pentru filamente: în cazul fasciculului, acesta tinde să crească. Matricea polimerică care leagă mănunchiul într-un singur întreg - microplastic - duce la o creștere a rezistenței sale. În acest caz, rezistența este practic independentă de lungimea probei (= 30-50), ceea ce indică o modificare a mecanismului de fractură. Faptul este că o fibră ruptă într-un loc nu încetează să perceapă sarcina, ca într-un fir, ci continuă să lucreze la același nivel de stres ca și în fibrele adiacente. Aceasta are loc la o distanță lcr de locul fracturii în conformitate cu mecanismul considerat mai sus pentru materialele pe bază de fibre scurte. Conform teoriei statistice a rezistenței dezvoltate de Gurland și Rosen, distrugerea unui compozit unidirecțional sub tensiune are loc prin acumularea de ruperi, strivirea fibrelor în matricea polimerică. În acest caz, rezistența teoretică a fibrelor tr din compozit este egală cu rezistența mănunchiului de fibre nelegate de lungimea „critică” lcr. tr = (lkre) –1 / În practică, procesul de zdrobire a fibrelor nu poate fi finalizat. De obicei, este întreruptă de apariția și dezvoltarea unei fisuri principale din cauza suprasolicitarii în secțiune, unde se acumulează cel mai mare număr de defecte, sau de delaminare la interfața fibră-liant. Acest mecanism permite obținerea celor mai mari valori de rezistență, deoarece este asociat cu disiparea energiei pentru formarea de suprafețe libere mari. Pe baza acestui fapt, atunci când se ia în considerare implementarea rezistenței fibrei în compozit, este recomandabil să se compare valorile experimentale ale undelor cu rezistența tr, care ar putea fi în implementarea mecanismului de zdrobire a fibrei: Kp = vol / tr, unde Kp este coeficientul de realizare a rezistenței. Valorile sale reale ajung la 60-80% pentru materiale plastice unidirecționale din sticlă, organice și armate cu fibre de carbon pe bază de fibre super-rezistente. O abordare similară a fost, de asemenea, propusă pentru a studia realizarea rezistenței fibrei de sticlă la compresia longitudinală. În prezent, sunt luate în considerare două variante principale ale mecanismelor de distrugere: Fractură din cauza pierderii stabilității fibrelor pe o bază elastică; Delaminarea materialului prin efectul tensiunilor de forfecare. Principala dependență care decurge din luarea în considerare a primului model de rupere leagă rezistența materialului la compresiune hcw cu modulul de forfecare al matricei Gm și conținutul său volumetric m: tszh = Gm / Vm Calculele efectuate conform acestei formule dau valori teoretice foarte mari ale tszh. De exemplu, cu un modul de forfecare Gm = 1-1,5 GPa, care este tipic pentru rășinile epoxidice, și m = 30%, rezistența la compresiune a hfc ar putea fi de 3-5 GPa, în timp ce pentru materialele reale nu depășește 1,5 GPa. .. Se poate argumenta că, în toate cazurile, există o proporționalitate între rezistența materialelor plastice din fibră de sticlă la compresie și forfecarea: tszh = deplasarea K, ceea ce sugerează că cel de-al doilea mecanism este predominant. Acest lucru poate fi explicat prin defecte structurale ale probelor și câmpul neomogen de solicitare apărut în timpul testării. Metode speciale pentru pregătirea și studiul materialelor plastice din fibră de sticlă unidirecționale au făcut posibilă creșterea hfr-ului până la 2-3 GPa, adică, în mare măsură, a fost posibilă implementarea mecanismului de pierdere a stabilității fibrei, crescând coeficientul de realizare a rezistenței. de la 30-40 la 60-70%. Atunci când organele plastice sunt comprimate, distrugerea are loc de-a lungul planului de forfecare orientat la un unghi de 45 ° față de axa fibrei, ceea ce este tipic pentru fibrele din plastic. Un mecanism similar, aparent, are loc pentru CFRP, deși în acest caz este combinat cu un element de forfecare. Varietatea mecanismelor de distrugere a compozitelor face posibilă ridicarea problemei optimizării proprietăților liantului. De exemplu, pentru a crește rezistența la tracțiune a materialului de-a lungul fibrelor, este necesar să se reducă lungimea „critică”, care se realizează prin creșterea rigidității matricei. Pe de altă parte, aceasta duce la o creștere a concentrației tensiunii și la creșterea fisurii principale. Competiția dintre aceste mecanisme se observă sub forma unei dependențe extreme a rezistenței compozitului de punctul de curgere al liantului, care este variată prin modificarea temperaturii, ratei de testare sau introducerea de aditivi plastifianți. În fiecare caz, optimul este diferit: depinde de natura fibrelor, de prezența tensiunilor și defectelor tehnologice existente. Inconsecvența cerințelor pentru liant este agravată atunci când se ține cont de fabricabilitatea acestuia, rezistența la căldură, capacitatea de a absorbi efectele dinamice (rezistența la impact), etc. Cel mai slab punct al materialelor compozite este rezistența scăzută și deformabilitatea la forfecare. Prin urmare, solicitările tehnologice și operaționale duc adesea la fisurarea materialului. Se obișnuiește să se caracterizeze duritatea la rupere a unui compozit prin tenacitatea sa specifică la rupere Gc - energia disipată în timpul formării unei noi suprafețe. Cu cât duritatea specifică la rupere este mai mare, cu atât este mai mare rezistența compozitului la delaminare. Vâscozitatea interlaminară crește odată cu creșterea deformabilității matricei, a aderenței fibră la matrice și a grosimii stratului intermediar de liant de fibre la fibre (VCB). Modificarea matricelor epoxidice cu cauciucuri nu a condus la o îmbunătățire semnificativă a proprietăților materialelor. Poate că acest lucru se datorează faptului că zona de plastic din compozit este limitată de dimensiunea spațiului interfibră. Un efect mult mai mare se observă atunci când se utilizează matrici termoplastice, de exemplu, poliarilen sulfonă PSF, a cărei deformabilitate ajunge la 80-100%. În acest caz, valorile Gc cresc cu aproape un ordin de mărime. Modelele micromecanice ale compozitelor polimerice fac posibilă dezvăluirea dependențelor analitice care arată efectul proprietăților fibrelor, ale matricei, al interacțiunii lor adezive, al structurii materialului și al mecanismelor de rupere asupra caracteristicilor macroscopice de rezistență elastică ale unui strat unidirecțional. Ele descriu modulul final de elasticitate și rezistența la tracțiune al unui compozit cu cel mai mare succes. În cazul în care deformațiile fibrelor și ale matricei sunt aceleași, au loc următoarele rapoarte aditive, care arată contribuția fiecărui component proporțional cu conținutul său volumetric Ek = Evv + Em - & nbsp– & nbsp– Aceste ecuații sunt numite „regula amestecului”. Deoarece contribuția matricei polimerice nu depășește de obicei 2-5%, poate fi ignorată: Ek () = Evv și k () = cv Modulul de elasticitate E () poate fi calculat cu formula 1 / Eк () = w / Ev + m / Em. Trebuie avut în vedere faptul că modulul de elasticitate al fibrelor însele în direcția transversală coincide cu modulul de elasticitate pe direcția longitudinală numai pentru fibrele izotrope de sticlă și bor. Pentru fibrele de carbon și organice, modulul transversal este semnificativ mai mic decât cel longitudinal. O dependență similară are loc pentru modulul de forfecare al unui compozit unidirecțional „în planul” fibrelor. Rezistența compozitelor sub tensiune transversală-compresie și forfecare depinde de mulți factori, în primul rând de proprietățile matricei, interacțiunea adezivului, structura materialului - prezența porilor și a altor defecte. Dependențele analitice în acest caz pot fi doar de natură corelativă. În general, este acceptat că armătura reduce rezistența compozitului în direcția transversală (transversală) de aproximativ 2 ori în comparație cu rezistența matricei omogene. Proprietățile de rezistență elastică ale compozitelor Rezistența și rigiditatea sunt cele mai importante caracteristici ale oricărui material. Când un specimen este încărcat prin tensiune sau compresie, în el apar tensiuni normale și deformații corespunzătoare, care cresc până când materialul este distrus. Stresul maxim (maxim) se numește puterea sa. Pentru materialele elastice liniare, există o proporționalitate directă între efort și deformare Legea lui Hooke = E. Coeficientul de proporționalitate caracterizează rigiditatea materialului și este notat ca modulul elastic, sau modulul lui Young E. Această lege este îndeplinită și atunci când proba este încărcată cu solicitări și deformații de forfecare (tangenţiale), care apar, de exemplu, în timpul torsii. Coeficientul de proporționalitate în acest caz se numește modulul de forfecare G: = .G. Când materialul este întins, concomitent cu alungirea, dimensiunile sale transversale scad, ceea ce este caracterizat de raportul lui Poisson, care stabilește o relație între deformațiile de-a lungul x și pe y ale probei: x = µ y. Proprietățile elastice ale materialelor izotrope sunt bine descrise de două constante E și G, relația dintre care corespunde ecuației G = E / 2 (l + µ). Relațiile de mai sus descriu materiale bine izotrope, ale căror proprietăți sunt aceleași în toate direcțiile. Acestea includ polimeri umpluți cu dispersie, precum și compozite bazate pe fibre scurte sau continue cu o structură haotică. (Pentru materialele fibroase, există întotdeauna un anumit grad de orientare, determinat de influența factorilor tehnologici.) Când o structură este încărcată, starea de efort-deformare a materialului devine cel mai adesea neomogenă. Aceasta oferă o oportunitate de a identifica principalele (maxime) tensiuni care pot provoca distrugerea acestuia. De exemplu, în cazul unei țevi aflate sub presiune internă sau externă, tensiunile circumferențiale sunt de două ori mai mari decât tensiunile axiale, adică jumătate din grosimea unui material izotrop este ineficientă în ceea ce privește tensiunile axiale. Neomogenitatea câmpului de stres poate fi semnificativ mai mare. Pentru carcasele cu o ieșire deschisă (tunuri, butoaie de lansare de grenade), raportul tensiunilor radiale și axiale ajunge la 8-10 sau mai mult. În aceste cazuri, trebuie să profităm de capacitatea remarcabilă a materialelor fibroase, care pot fi orientate în matrice în funcție de distribuția principalelor tensiuni operaționale. Să ne uităm la un exemplu de strat unidirecțional. Stratul unidirecțional este izotrop pe direcția perpendiculară pe axa de orientare a fibrei x Valorile tipice ale constantelor elastice ale compozitelor unidirecționale sunt date în tabel. unu. - & nbsp– & nbsp– Rezistența la tracțiune a unui strat unidirecțional de-a lungul bobului poate varia de la 1,0 la 2,5 GPa, în funcție de nivelul de rezistență al fibrelor, de tipul și conținutul de liant. În acest caz, rezistența în direcția transversală nu depășește 50-80 MPa, adică. coeficientul de anizotropie este 20-30. O ușoară abatere a direcției de acțiune a sarcinii de la direcția de orientare a fibrelor nu are practic niciun efect asupra rezistenței la tracțiune a compozitului. Prin urmare, este permisă o oarecare orientare greșită a fibrelor (3-5 °), creată de un distribuitor special sau prin creșterea pasului de înfășurare pentru a crește rezistența transversală a materialului. În cazul compresiei, acest lucru este inacceptabil, deoarece favorizează dezvoltarea tensiunilor de forfecare, care determină rezistența materialului la compresiune. Compozitul unidirecțional este baza unei structuri complexe care este creată prin combinarea straturilor individuale în conformitate cu cerințele de performanță ale elementului structural. Metode de fabricație: formare în vid sau în autoclavă, presare, bobinare. Să luăm în considerare în continuare modelele teoretice pentru descrierea proceselor de deformare și rupere a compozitelor stratificate de structură complexă. În mod convențional, în dezvoltarea metodelor de calcul se pot distinge două abordări principale: fenomenologică și structurală. În abordarea fenomenologică, materialul compozit este considerat un mediu anizotrop omogen, al cărui model se bazează pe date obţinute experimental. Criteriul de rezistență ales se aplică întregului material în ansamblu. Avantajul modelelor fenomenologice este ușurința de calcul. Cu toate acestea, pentru materialele cu o schemă complexă de armare, este necesar să se determine mulți coeficienți empilici, ceea ce necesită o mulțime de experimente. În plus, modelele fenomenologice nu țin cont de procesele structurale în timpul ruperii: fisurare, micro-bombare etc. Determinarea dimensiunii optime a particulelor de umplutură Tensiunea care apare la diferite zone ale suprafeței particulelor (microfulgi sau microfibre) depinde de distanța r de suprafața corespunzătoare = - o (1 -) / 2r, unde este raportul lui Poisson. Rezistența cu o creștere a suprafeței specifice a unui material de umplutură foarte dispersat crește până la un anumit maxim, în funcție de natura componentelor compoziției. Diametrul optim d al fibrelor continue din plastic ortotrop extensibil la o distanță dată dintre fibre este determinat de ecuația d (1/2 - 1), unde 1, 2 sunt alungirile la rupere ale fibrelor de liant și, respectiv, de umplutură. Alegerea formei particulelor de umplutură Forma particulelor afectează mecanismul de distrugere a plasticului. Se iau în considerare dimensiunea și forma produselor, tehnologia de procesare. În cazul produselor de grosime mică și configurație complexă, se preferă umpluturi (pulberi) foarte dispersate, deoarece acestea se distribuie ușor în liant, menținând distribuția originală în timpul turnării produsului. Utilizarea materialelor de umplutură foarte dispersate reduce probabilitatea distrugerii, delaminarii produselor în timpul prelucrării mecanice ulterioare. Incluziunile solide într-o probă întinsă reduc stresul în zona de contact a liantului cu umplutura, dar în particula sferică însăși, stresul depășește de 1,5 ori tensiunea din zonele de liant îndepărtate de acesta, adică umplutura preia cea mai mare parte a încărcăturii. Influența umpluturii crește dacă particulele sunt elipsoidale și orientate în direcția axei de deformare. Alegerea componentelor cu un echilibru optim al caracteristicilor mecanice Condiții: interacțiunea adeziv este mai mare decât coeziunea liantului, ambele componente lucrează împreună până la distrugere, în mod ideal comportarea elastică a materialului de umplutură și a liantului. Determinarea gradului optim de umplere Chiar și fibrele de armare nu au întotdeauna un efect de întărire asupra materialelor plastice. Dacă raportul dintre caracteristicile de deformare ale liantului și armătura din plastic unidirecțional satisface condiția cc, atunci până la conținutul volumetric critic al fibrelor (c, cr), există chiar o scădere liniară a rezistenței la tracțiune = c (1 - c). ). Datorită deformării ușoare a liantului la rupere egală cu c, efortul preluat de fibre este prea mic pentru a compensa scăderea rezistenței matricei polimerice. Numai pornind de la b, cr, rezistența totală a fibrei armate poate compensa scăderea rezistenței matricei, iar rezistența plasticului începe să crească. Fiecare plastic este caracterizat de propriul său b, cr, care pentru liantul polimeric selectat este mai mic, cu atât fibrele de armare sunt mai puternice, iar pentru tipul de fibre selectat crește odată cu creșterea rezistenței liantului c. Gradul maxim de umplere, max corespunde în mod ideal unei astfel de densități de împachetare a fibrelor la care se ating între ele de-a lungul generatricei suprafețelor cilindrice. Densitatea maximă de ambalare este atinsă la diferite grade de umplere. LLC в, max = 0,785, LLC hexagonal в, max = 0,907 Tetragonal LLC LLC Dacă se folosesc fibre de diferite diametre, atunci este posibil să se obțină в, max = 0,924. Gradul optim este mai mic decât maximul în, opt 0.846 / (1 + min / D) 2, unde min este distanța minimă posibilă între fibre. Caracteristici ale structurii și proprietăților materialelor compozite polimerice (PCM). PCM cu un conținut ridicat de fibre. Proprietățile fizice și mecanice ale compozitelor depind în principal de conținutul relativ al componentelor. Conform „regulii amestecului”, cu cât conținutul de fibre este mai mare, cu atât densitatea ambalajului acestora este mai mare, cu atât modulul de elasticitate și rezistență al compozitelor ar trebui să fie mai mare (celelalte lucruri fiind egale). Calculul conținutului de masă al fibrelor din material se bazează pe cantitatea acestora din eșantion, care este determinată din considerente tehnologice (densitatea liniară, numărul de straturi de țesătură sau parametrii de înfășurare). Pentru fibra de sticlă, puteți utiliza metoda de ardere a liantului. Există un raport ox + sv = 1. Teoretic, conținutul maxim posibil de fibre de un diametru cu cea mai densă împachetare hexagonală este de 90,8% în volum. Ținând cont de dispersia reală a diametrelor fibrelor (10%), această valoare scade la aproximativ 83%. În multe lucrări, conținutul optim de fibre este w = 0,65. Această valoare, aparent, caracterizează nu grosimea filmelor de liant (sunt diferite), ci cadrul fibros format în timpul formării materialului printr-o metodă sau alta. Influența factorilor de forță (tensiunea în timpul înfășurării și presiunea de presare) în acest caz este ineficientă, deoarece va duce doar la distrugerea fibrelor. Modalitatea reală de a crește proprietățile de rezistență elastică ale compozitelor prin creșterea conținutului de fibre este compactarea acestora în preimpregnat până când poziția lor în structura compozită este fixată. Prin reducerea vâscozității liantului și creșterea efectului factorilor de forță, a fost posibilă creșterea conținutului de fibre de sticlă și organice din compozitul unidirecțional la 78% în volum. În același timp, caracteristicile sale de rezistență elastică au crescut în consecință. Teoretic, conținutul de fibre nu depinde de diametrul acestora, dar în practică acest lucru este de mare importanță. În cazul fibrelor de carbon, care au un diametru jumătate decât fibrele de sticlă sau organice, a fost posibilă creșterea conținutului lor în CFRP doar cu până la 65%, deoarece este mai dificil să depășești frecarea într-un astfel de sistem și să îndepărtezi un exces de liant. Atunci când se utilizează fibre organice de SVM, este posibil să se obțină organoplastice puternic armate, cu un conținut de fibre de până la 90-95%. Acest lucru se realizează datorită deformării termice ireversibile a fibrelor în direcția perpendiculară pe axa acestora, ducând la o schimbare a secțiunii transversale a fibrei de la rotundă la o secțiune transversală arbitrară datorită contactului cu fibrele adiacente. Interacțiunea dintre fibrele CBM se realizează fie prin cele mai subțiri straturi ale unui liant, care este probabil parțial situat în interiorul fibrelor, fie printr-o legătură de autoeziune formată în timpul difuzării reciproce a componentelor fibrelor. Modulul de elasticitate și rezistența specimenelor în formă de inel variază liniar practic în întreaga gamă de creștere a conținutului volumetric al fibrelor, ceea ce indică îndeplinirea „regula amestecurilor”. Efectul de creștere a caracteristicilor de rezistență elastică ale compozitului (20-40%) este atât de semnificativ încât se suprapune semnificativ cu scăderea observată în unele cazuri a proprietăților la forfecare și transversale ale materialelor, precum și o creștere a absorbției de apă a acestora. Compozitele puternic și ultra-întărite ar trebui utilizate în componentele fără forfecare. Pentru a îmbunătăți rezistența la intemperii, straturile exterioare ale structurii pot fi realizate din compozite cu un conținut normal sau crescut de liant. Comportarea mecanică a unor astfel de materiale în tensiune, compresie, încovoiere și forfecare corespunde practic principiului aditivității, adică „regula amestecurilor”. O natură diferită a regularităților este observată în studiul HAP, combinând fibre cu deformabilitate diferită. La întinderea carbon-sticlă, carbon-organică, bor-sticlă și bor-organoplastice, distrugerea fibrelor nu are loc simultan. Deformarea finală a compozitului este determinată în acest caz în principal de deformarea acelor fibre, al căror conținut volumetric predomină. Să notăm fibrele cu modul înalt cu indicele „1”, iar fibrele cu modul scăzut cu indicele „2”. La un conținut ridicat de fibre cu un modul mare de elasticitate (și o valoare mică a deformației finale 1), rezistența compozitului se calculează prin formula k1 = 1 (ECBf + E11 + E22) La un conținut ridicat de fibre cu un modul de elasticitate scăzut, rezistența compozitului k se calculează prin formula k2 = 2 (ECBf + E22) Mecanismul de distrugere a materialelor cu trei componente se modifică atunci când este atins un anumit raport critic al fibrelor cu mai multe module µcr, la care este la fel de probabilă distrugerea fibrelor cu diferite alungiri de rupere, adică k1 =. k2. Neglijând puterea matricei, obținem raportul 1 Е11 + 1Е22 = 2 Е22 după transformarea căruia avem: 1/2 = k = Е2 (2 - 1) / 1 Е1 Deoarece 2 = 1 - 1, atunci µкр2 = k / (1 + k). Pentru materialele plastice armate cu fibră de carbon, putem lua E1 = 250 GPa, E2 = 95 GPa, 1 = 0,8%, 2 = 3,5%, apoi k = 0,3; µcr1 = 23% sau µcr2 = 77%. Conceptul de volum critic se aplică și compozitelor bazate pe un singur tip de fibră. Caracterizează trecerea de la distrugerea liantului la distrugerea fibrelor. Datorită diferenței mari în caracteristicile lor elastice, µcr este foarte mic și reprezintă 0,1-0,5% din fibre. Să luăm în considerare curbele de deformare ale materialelor plastice armate cu fibră de carbon cu conținut diferit de fire cu module diferite. În secțiunea inițială I, curbele de deformare sunt liniare, fibrele de carbon și de sticlă sunt deformate împreună, modulul de elasticitate este compus din două componente și corespunde reprezentărilor aditive. Probele care conțin mai mult de o cantitate critică de fibre de carbon sunt distruse la o deformare de 0,7-0,9%. Secțiunea neliniară II privind curbele de deformare - a materialelor plastice armate cu fibră de carbon, în care conținutul de fibre de carbon este mai mic decât cel critic, poate fi considerată o secțiune de „pseudoplasticitate” datorită strivirii treptate a fibrelor de carbon în matricea fibrei de sticlă, care asigură integritatea materialului. Secțiunea neliniară II se termină la o deformare de aproximativ 2%. În plus, se observă o secțiune III aproape liniară, în care modulul elastic corespunde fracției de fibre de sticlă din compozit și deformației finale. - limitarea deformarii fibrelor de sticla 2 3-3,5%. La încărcarea repetată a probei, diagrama este complet liniară și corespunde celei de-a treia secțiuni a curbei inițiale. În același timp, fragmentarea fibrelor, aparent, are loc în timpul a încă două sau trei cicluri de încărcare - descărcare, deoarece numai după aceasta se stabilește o dependență constantă de corelație a rezistenței electrice de deformarea probei. Dependența rezistenței la tracțiune a HAP de raportul fibrelor multimodale este caracterizată printr-o curbă cu un minim corespunzător raportului critic al fibrelor. Pentru materialele testate în compresie, diagramele - și dependențele de rezistență sunt aproape liniare. Fibrele organice și de carbon cu rezistență scăzută (la compresie), aflate într-o matrice de sticlă sau boroplastică, pot să nu-și piardă stabilitatea în timpul deformării și, prin urmare, la solicitări de 2-3 ori mai mari decât în materialele plastice convenționale organice și armate cu fibre de carbon. Aceste efecte, precum și o creștere a deformabilității fibrelor de carbon într-o matrice de fibră de sticlă sub tensiune, sunt numite sinergice de mulți autori. Fibrele de diferite tipuri sunt amestecate în același strat sau în straturi alternative. Mai jos sunt câteva exemple de combinație cea mai rațională de fibre cu mai multe module în HAP: combinația fibrelor de sticlă și organice face posibilă obținerea de materiale, pe de o parte, cu o rezistență mai mare la compresiune și forfecare (comparativ cu organele plastice), pe de altă parte, creșterea caracteristicilor specifice sistemului hibrid sub tensiune (comparativ cu la fibra de sticla); HAP bazat pe o combinație de fibre de sticlă și carbon au un modul de elasticitate mai mare în comparație cu fibra de sticlă, păstrând în același timp caracteristicile specifice rezistenței materialelor la compresiune și scăderea ușoară a tensiunii; munca de distrugere a probelor crește; adăugarea fibrelor de bor la fibra de sticlă poate crește semnificativ modulul de elasticitate al acestora, menținând în același timp (sau crescând) rezistența materialelor la compresiune. Una dintre varietățile de HAP este gradient PCM, a cărui structură și proprietăți sunt neomogene din punct de vedere spațial. O modificare lină și controlată a proprietăților de rezistență elastică ale PCM într-un număr de cazuri face posibilă crearea unui câmp de stres uniform. De exemplu, atunci când carcasele PCM omogene sunt încărcate cu presiune internă sau externă cu o creștere a grosimii structurii, se observă o scădere semnificativă a caracteristicilor lor de rezistență elastică efectivă. Numai straturile adiacente mediului de presiune sunt încărcate complet. Începând cu o anumită grosime, PCM practic încetează să mai perceapă o sarcină suplimentară și nu are sens să mărească grosimea carcasei. Teoretic, acest fenomen poate fi evitat prin utilizarea unui PCM cu un modul de elasticitate variabil (creștere în grosime). În același timp, caracteristicile de greutate și dimensiune ale materialului vor fi îmbunătățite de 1,5-2 ori. În practică, această opțiune poate fi realizată, de exemplu, prin înfășurarea unui strat de înveliș PCM strat cu strat, crescând treptat (în conformitate cu calculul) cantitatea de fibre de carbon în raport cu sticla. Probleme similare (și soluția lor) se întâlnesc și la crearea super volantelor sau a anvelopelor cu rotor care se rotesc la viteză mare. Varierea poziției straturilor cu conținut diferit de fibre crește rezistența la forfecare, vibrații și oboseală, rezistența la apă și la intemperii a materialelor. Compozitele gradient-structurale extind semnificativ capacitățile PCM. Aproape toate „structurile naturale” au o astfel de structură (trunchiuri și tulpini de plante, ace de protecție ale plantelor și animalelor, ciocul și pene de păsări și multe alte exemple). Este evident că în această chestiune există un decalaj puternic în spatele naturii și există o rezervă uriașă pentru îmbunătățirea caracteristicilor de performanță ale produselor create artificial. Compozite „inteligente” La sfârșitul secolului XX. a apărut un nou termen în știința materialelor - „intelectual” materiale. Conceptul acceptat de material „inteligent” îl definește ca un material structural capabil de autodiagnosticare și autoadaptare. Aceste materiale ar trebui să fie capabile să recunoască situația emergentă (funcția senzorială), să o analizeze și să ia o decizie (funcția procesorului), precum și să excite și să efectueze răspunsul necesar (funcția executivă). În prezent, nu există compozite care să îndeplinească toate cerințele enumerate. Cu toate acestea, aceste sarcini pot fi rezolvate parțial (pas cu pas), în primul rând, sarcinile de realizare a materialelor care să informeze despre starea lor, despre apropierea sarcinilor operaționale la maximum admisibil, despre fisurare, coroziune chimică, absorbție de apă etc. . Principala cerință pentru elementele senzoriale ale unor astfel de compozite este sensibilitatea la stres mecanic și capacitatea de a fi distribuite în volum. Un senzor ideal trebuie să transforme deformarea în semnale electrice. În acest sens, fibrele conductoare sunt promițătoare, care pot fi încorporate în compozite în timpul formării lor. Acestea includ fire de constantan sau nicrom, fibre conductoare de carbon sau bor, filme piezoelectrice din fluorură de poliviniliden etc. Controlul proprietăților vâscoelastice ale compozitelor polimerice (detecția defectelor) se realizează prin metode acustice, fixând relația dintre viteza sunetului și coeficientul de absorbție a acestuia. Când se utilizează proprietățile magneto-dielectrice ale polimerilor pentru diagnosticarea PCM, se recomandă adăugarea de particule dispersate (coloidale) de materiale magnetice și conductoare electric, inclusiv pulberi ultrafine de fier, cupru, nichel, nanoparticule de carbon (fulerene și nanotuburi). Principiul de funcționare al mecanismelor executive (adaptative) este deformarea rezultată din orice fenomene - încălzire, furnizarea unui semnal electric etc. Efectul piezoelectric, electro- și magnetostricția și efectul de memorie a formei sunt cele mai acceptabile pentru activarea materialului. Aceste mecanisme asigură conversia unui semnal electric într-o deformare declanșată. Cel mai mare efect este observat pentru metalele cu memorie de formă. Un aliaj de titan și nichel asigură o deformare de până la 2%. Un alt indicator important al actuatorului este modulul său de elasticitate, care determină posibilitatea de a crea o anumită stare de efort-deformare. Este de obicei comparabil cu modulul de elasticitate al materialului de bază. Procesul de fabricație pentru compozitele „inteligente” este practic același cu cel pentru fabricarea unui produs dintr-un material de bază. În acest caz, este necesar să se introducă informații și elemente executive în material, încălcându-i minim structura. De asemenea, este necesar să se acorde atenție complexității proceselor micromecanice care au loc în timpul întăririi liantului. Compozitele „inteligente” sunt, desigur, materialul viitorului, dar deja în străinătate (în SUA, Japonia, Marea Britanie, Canada) se desfășoară activități științifice și tehnice intense pentru a crea astfel de materiale pentru tehnologia modernă, în primul rând aviație, rachetă și spațiu etc. etc., precum și pentru mass-media. Exemplele de modele care utilizează materiale „inteligente” includ marginea anterioară a aripii aeronavei F-15, reflectorul de segment și dispozitivele de acționare ale structurii de rotire pentru nave spațiale, aeronave cu zgomot și vibrații reduse. Companiile germane care creează generatoare moderne de energie eoliană monitorizează starea palelor cu un diametru de până la 100 m și mai mult. Fibrele optice plasate în interiorul materialului permit monitorizarea integrității structurale a materialului și menținerea automată a sarcinilor care acționează asupra lamelor la un nivel optim. Posibilitatea delaminarii materialului, de exemplu, din cauza unui fulger, este de asemenea controlata. Dependența proprietăților materialelor plastice compozite de interacțiunea componentelor Influența reciprocă a componentelor în zona interfacială este determinată de compoziția compoziției și de condițiile formării acesteia. În cazuri rare, este posibil să se stabilească o relație funcțională între performanța mecanică și interacțiune. Când dimensionarea crește rezistența de aderență, există o corelație între rezistența de aderență și efortul de rupere la tracțiune. Alegerea aranjamentului fibrelor se face pe baza datelor privind distribuția câmpului de forță și natura încărcării. Tensiunile reziduale din produsele fabricate din materiale compozite afectează proprietățile de performanță. Tensiunile reziduale (mecanice, termice, de contracție, difuzie etc.) sunt înțelese ca tensiuni care se echilibrează reciproc în volumul produsului, apărute în acesta ca urmare a influenței forței externe, termice și alte câmpuri și există în produs după încetarea acțiunii câmpului și dispariția stresului temporar. Temperatura temporară, contracția, tensiunile de difuzie dispar de îndată ce temperatura, adâncimea de întărire, gradul de cristalinitate sau cantitatea de substanță absorbită sunt aceleași pe tot volumul materialului. Tensiunile mecanice temporare dispar după încetarea acțiunii câmpului extern. Tensiunile reziduale apar într-un produs turnat numai atunci când tensiunile temporare maxime într-o anumită parte a volumului produsului depășesc limita de curgere a materialului și apar în acesta deformații ireversibile (plastice și foarte elastice) la temperaturi obișnuite sau din cauza unei inegale gradul de transformare (întărire, cristalizare) zone separate ale volumului materialului capătă proprietăți termoelastice diferite. Diferența de proprietăți termoelastice ale matricei polimerice și umpluturii duce, de asemenea, la apariția unor tensiuni reziduale. Procesul de turnare se realizează la temperaturi și presiuni ridicate. În consecință, apar gradienți de temperatură, care sunt crescuți și mai mult, deoarece întărirea este de obicei exotermă. În timpul răcirii, în straturile de suprafață apar tensiuni termice semnificative, care pot duce la apariția unor deformații ireversibile suplimentare și pot determina o creștere a tensiunilor reziduale în produsele finite. Metoda de determinare a tensiunii reziduale. Metoda solventului. Proba este tratată cu un solvent care pătrunde în polimer și crește tensiunea stratului de suprafață. Atunci când tensiunea de suprafață depășește solicitarea de rupere a stratului de umflare, în acesta va apărea o rețea de fisuri mici. În acest caz, lg = lgm + nlgres, unde restul este efortul rezidual (kg / cm2), m și n sunt valori constante. Tensiune la interfața dintre liant și umplutură. Motivul principal este contracția matricei polimerice în timpul întăririi și răcirii, care diferă semnificativ de contracția de temperatură a umpluturii asociată cu matricea printr-o legătură adezivă. Presiunea rășinii întărite pe umplutură poate fi calculată folosind ecuația (1 2) TE 2 P =, (1 + 1) + (1 + 2) (E1 / E 2) unde 1 și 2 sunt coeficienții termici. dilatare, T este diferența dintre temperaturile de întărire și răcire, 1 și 2 - rapoartele lui Poisson, E1 și E2 - module de deformare (1 - liant, 2 - umplutură). Dacă tensiunile din material nu sunt simetrice, ele pot provoca distorsiuni în formă. Ideea combinării polimerilor reactivi și monomerilor a fost propusă de K. Ellis în anii 1930, care a descoperit că rășinile poliesterice nesaturate obținute prin reacția glicolilor cu anhidridă maleică se întăresc într-un material solid insolubil atunci când se adaugă un inițiator de peroxid. Ellis a brevetat această descoperire în 1936. Maleinații de oligoester se prepară prin reacția anhidridei maleice cu alcooli dihidroxilici (etilen glicol, dietilen glicol, 1,2-propilenglicol), în timp ce alți acizi dicarboxilici (anhidridă ftalică adipică, isoftalică etc.). Trebuie remarcat faptul că în timpul sintezei oligomerilor, care se efectuează la încălzirea de la 50 la 230 ° C, are loc izomerizarea parțială sau aproape completă a unităților de maleat în fumarat: legăturile duble fumarate sunt de 20-60 de ori mai active decât maleatul la întărire. reacții și contribuie la producerea unui polimer întărit mai de înaltă calitate. Ellis a descoperit mai târziu că ar putea fi obținute produse mai valoroase prin reacția unei rășini alchidice poliester nesaturate cu monomeri precum acetatul de vinil sau stirenul. Adăugarea de monomeri reduce semnificativ vâscozitatea rășinii, ceea ce facilitează adăugarea inițiatorului în sistem și permite un proces de întărire mai viguros și mai complet. În acest caz, polimerizarea amestecului este mai rapidă decât cea a fiecărui component separat. Deoarece întărirea are loc printr-un mecanism radical, inițiatorii sunt introduși în amestec în timpul întăririi, care servesc ca sursă de radicali liberi și inițiază reacția în lanț de polimerizare. Radicalii liberi pot fi formați din peroxizi sau alți compuși instabili, cum ar fi azoedinenina. Pentru a crește viteza de descompunere a acestora, în compoziție se introduc suplimentar activatori (promotori).Inițiatorii tipici ai întăririi sunt hieroxidul de benzoil și hidroperoxidul de cumen.acizii. Conaftenatul este de obicei folosit pentru a întări lianții polimeinați de stiren la 20 - 60 ° C. La 80 - 160 ° C - peroxid de benzoil și dicumil. Oxigenul este un inhibitor. Prin urmare, se introduc substanțe ceroase. Avand un punct de inmuiere scazut si fiind un surfactant, acopera suprafata liantului si o protejeaza de oxigen. Uneori, pentru a crește rezistența la foc, în lianții polimaleinați se introduc substanțe ignifuge: Sb2O3, compuși organici care conțin clor și fosfor. Compozițiile de poliester fără stiren sunt obținute prin înlocuirea stirenului cu monomeri mai puțin volatili (stirenul este volatil și toxic) precum divinilbenzenul, viniltoluenul, ftalatul de dialil. În loc de stiren, dimetacrilatul de trietilenglicol (TGM-3) este utilizat cu succes ca diluant activ: La temperatura camerei, rășinile lichide sunt stabile multe luni sau chiar ani, dar cu adăugarea unui inițiator de peroxid se solidifică în câteva minute. Întărirea are loc ca urmare a „reacției de adunare și transformării legăturilor duble în cele simple; aceasta nu generează niciun produs secundar. Stirenul este cel mai adesea folosit ca monomer de adiție. Interacționează cu legături duble reactive ale lanțurilor polimerice, unindu-le într-o structură tridimensională puternică. Reacția de întărire are loc cu eliberarea de căldură, care, la rândul său, contribuie la un curs mai complet al procesului. S-a descoperit că, de obicei, aproximativ 90% din legăturile duble din polimer reacţionează atunci când răşina este întărită. Acrilatii de oligoester se obțin prin policondensarea alcoolilor polihidroxilici, acizilor dicarboxilici alifatici saturați și acizilor alifatici nesaturați din seria acrilică. Pentru sinteza acestor oligomeri se folosesc de obicei alcooli dihidroxilici (glicoli). Acrilatii de oligoester sunt substanțe lichide sau cu punct de topire scăzut, cu o greutate moleculară de 300-5000. Polimerizarea în prezența inițiatorilor de polimerizare radicalică se transformă în polimeri infuzibili și insolubili cu structură tridimensională, care, în funcție de structura chimică a oligomerului inițial, sunt materiale solide sticloase sau elastice. Acrilatii de oligoester sunt capabili de copolimerizare cu diverși monomeri (stiren, metacrilat de metil, etc.), precum și cu maleinați de poliester. Acrilatii de oligoeter au un avantaj clar față de maleinații de oligoeter: sunt capabili de homopolimerizare, ceea ce face posibilă prepararea lacurilor și a altor compoziții pe baza acestora fără utilizarea monomerilor nesaturați foarte volatili și toxici. în domeniu, acrilaţii de oligoester sunt întăriţi prin polimerizare radicalică sau copolimerizare; contracția volumetrică în timpul întăririi este de 4-10%. Întărirea la 50-120 ° C (întărire la cald) este inițiată de peroxizii de benzoil, dicumil etc. Pentru întărirea la temperatura camerei (întărire la rece), se folosesc sisteme binare (de exemplu, peroxid de benzoil + dimetilanilină; hidroperoxid de cumen + naftenat). sau linoleat de cobalt). Întărirea acrilaților de oligoester poate fi de asemenea inițiată de lumină, radiații de înaltă energie (raze y, electroni rapizi) și catalizatori de polimerizare ionică. Oligomerii epoxi-acrilat pot fi considerați ca un tip de oligoester acrilat. Obținut prin interacțiunea oligomerilor care conțin grupări epoxidice terminale cu acizii metacrilic sau acrilic. Prepolimerii de ester alilic al alcoolului sunt preparați prin polimerizarea esterilor de alcool alilic și a acizilor ftalic sau izoftalic. Dialil maleinat, bis-alil carbonat de dietilen glicol sau trialil cianurat. Polimerizarea se efectuează într-un mediu monomer, precipitând un prepolimer cu metanol, sau într-un strat subțire de monomer cu distilarea excesului său la o anumită etapă de reacție în vid. Reacția este oprită înainte de debutul gelificării, adică E. înainte de conversia a 25% din toate legăturile duble din monomer. Greutate moleculară 6000, temperatură de înmuiere ~ 60 ° C. Prepolimerii au o durată lungă de valabilitate în condiții normale. și o viteză mare de întărire la 135-160 ° C în prezența peroxidului de dicumil sau perbenzoat de terț-butil. Prepolimerii sunt folosiți mai des în producția de preimpregnate și premixuri care au o vâscozitate mai mică și forme de umplere la presiune scăzută. Rășinile poliesterice sunt utilizate într-o mare varietate de produse, inclusiv bărci, panouri de construcții, piese de automobile și avioane, undițe de pescuit și crose de golf. Aproximativ 80% din rășinile poliesterice produse în SUA sunt folosite cu umpluturi de armare, în principal fibre de sticlă. Rășinile poliesterice neîntărite sunt folosite la fabricarea de nasturi, mobilier, marmură artificială și chit pentru corp. Spre deosebire de majoritatea altor materiale plastice, care sunt compuse dintr-un singur ingredient, rășinile poliesterice conțin adesea mai multe componente (rășină, inițiator, umplutură și activator). Natura chimică și raportul componentelor pot fi variate, ceea ce face posibilă obținerea unui număr mare de tipuri diferite de rășini poliesterice. Anhidrida maleică este folosită ca sursă de duble legături reactive pentru un număr mare de rășini poliesterice nesaturate. Când interacționează cu glicolii (de obicei se folosește propilenglicol), se formează lanțuri liniare de poliester cu o greutate moleculară de 1000 ... 3000. În ciuda costului mai mic al etilenglicolului în comparație cu costul propilenglicolului, primul este folosit doar pentru obțineți mai multe rășini speciale. Acest lucru se datorează compatibilității slabe a poliesterilor pe bază de etilenglicol cu stirenul. În procesul de esterificare, configurația cis a anhidridei maleice se transformă în transstructura fumară. Acest lucru se dovedește a fi util în legătură cu reactivitatea mai mare a dublelor legături ale fragmentului fumaric în reacția cu stirenul. Astfel, un grad ridicat de izomerizare a structurii trans este un factor important în prepararea rășinilor poliesterice reactive. În ciuda gradului ridicat de izomerizare al anhidridei maleice, care ajunge la peste 90%, acidul fumaric mai scump este folosit pentru a obține rășini poliesterice cu reactivitate crescută. Alți acizi sau anhidride biaxiale, cum ar fi acizii adipic și izoftalic sau anhidrida ftalică, sunt adesea adăugați la reactivul de bază pentru a modifica proprietățile finale ale rășinii și pentru a controla numărul de legături duble. O structură tipică a unei rășini poliesterice este prezentată mai jos (unde R este o grupare alchil sau arii a unui diacid sau anhidridă modificatoare): О О СН3 О О СН3 II II I II.11 I Н [О-С-R-С-О-СН-СН2-О-С-СН = СН-С-О-СН-CH2] nOH Datorită diferitelor proprietăți și rășinile poliester ieftine sunt utilizate pe scară largă pentru diverse produse. Tipuri de rășini poliesterice nesaturate Varietatea mare de proprietăți ale rășinilor poliesterice le face potrivite pentru utilizare într-o varietate de aplicații. Mai jos sunt scurte caracteristici ale șapte tipuri specifice de rășini poliesterice nesaturate. - & nbsp– & nbsp– Acest tip de rășină poliesterică se prepară prin esterificarea propilenglicolului cu un amestec de anhidride ftalice și maleice. Raportul dintre anhidride ftalice și maleice poate varia de la 2: 1 la 1: 2. Rășina poliester alchidă rezultată este amestecată cu stiren într-un raport de 2: 1. Rășinile de acest tip au o gamă largă de aplicații: sunt folosite la realizarea de paleți, bărci, piese de duș, rafturi, piscine și rezervoare de apă. 2. Rășină poliesterică elastică Dacă în locul anhidridei ftalice se folosesc acizi dibazici liniari (de exemplu, adipic sau sebacic), se formează o rășină poliesterică nesaturată mult mai elastică și mai moale. Dietilenglicolii sau dipropilenglicolii utilizați în locul propilenglicolului conferă, de asemenea, rășinilor elasticitatea lor. Adăugarea unor astfel de rășini poliesterice la rășini dure de uz general reduce fragilitatea și simplifică procesarea. Rășinile elastice pot fi obținute și prin înlocuirea unei părți a anhidridei ftalice cu acizi monobazici de tall oil, care creează grupări flexibile la capetele lanțurilor polimerice. Astfel de rășini sunt adesea folosite pentru modelarea decorativă în industria mobilei și în fabricarea ramelor de tablouri. Pentru a face acest lucru, umpluturi de celuloză (de exemplu, cojile de nucă zdrobite) sunt introduse în rășini elastice și turnate în forme de cauciuc siliconic. Reproducerea excelentă a sculpturilor în lemn poate fi realizată prin utilizarea formelor din cauciuc siliconic turnate direct din sculptura originală. 3. Rășini de poliester rezistente Acest tip de rășini de poliester sunt intermediare între rășinile rigide de uz general și rășinile elastice. Sunt folosite pentru a face produse rezistente la șocuri, cum ar fi mingi de joc, căști de protecție, garduri, piese pentru mașini și avioane. Pentru a obține astfel de rășini, se folosește acid isoftalic în locul anhidridei ftalice. În primul rând, prin reacția acidului izoftalic cu glicol, se obține o rășină poliesterică cu număr de acid scăzut. Se adaugă apoi anhidridă maleică şi se continuă esterificarea. Ca urmare, se obțin lanțuri de poliester cu un aranjament predominant de fragmente nesaturate la capetele moleculelor sau între blocuri constând dintr-un polimer glicol-izoftalic. În acest tip de esterificare, anhidrida ftalică este mult mai puțin eficientă decât acidul isoftalic, deoarece monoesterul rezultat al acidului ftalic tinde să se inverseze în anhidridă la acele temperaturi înalte care sunt utilizate pentru a obține rășini poliesterice cu greutate moleculară mare. 4. Rășini de poliester cu contracție redusă Când poliesterul armat cu fibră de sticlă este turnat, diferența de contracție dintre rășină și fibra de sticlă are ca rezultat gropi pe suprafața articolului. Utilizarea rășinilor poliesterice cu contracție redusă atenuează acest efect, iar produsele turnate astfel obținute nu necesită șlefuire suplimentară înainte de vopsire, ceea ce reprezintă un avantaj în fabricarea de piese pentru automobile și electrocasnice. Rășinile poliesterice cu contracție scăzută includ componente termoplastice (polistiren sau metacrilat de polimetil) care se dizolvă doar parțial în compoziția originală. În timpul întăririi, însoțită de o schimbare a stării de fază a sistemului, se formează microgoluri, care compensează contracția obișnuită a rășinii polimerice. 5. Rășină poliesterică, rezistentă la intemperii Acest tip de rășini poliesterice nu trebuie să se îngălbenească atunci când sunt expuse la lumina soarelui, pentru care în compoziția sa se introduc absorbanți de radiații ultraviolete (UV). Stirenul poate fi înlocuit cu metacrilat de metil, dar numai parțial, deoarece metacrilatul de metil interacționează slab cu legăturile duble ale acidului fumaric, care face parte din rășina poliesterică. Rășinile de acest tip sunt folosite la fabricarea de acoperiri, panouri exterioare și luminatoare. 6. Rășini poliesterice rezistente chimic Grupările esterice sunt ușor hidrolizate de alcalii, drept urmare instabilitatea rășinilor poliesterice la alcalii este dezavantajul lor fundamental. O creștere a scheletului de carbon al glicolului inițial duce la o scădere a proporției legăturilor eterice din rășină. Astfel, rășinile care conțin „bisglicol” (produsul interacțiunii bisfenolului A cu propilenoxidul) sau bisfenolului A hidrogenat au semnificativ mai puține legături esterice decât rășina de uz general corespunzătoare. Astfel de rășini sunt utilizate în producția de piese pentru echipamente chimice: hote sau dulapuri de evacuare, vase și rezervoare pentru reactoare chimice, precum și conducte. 7. Rășini poliester ignifuge Formele și laminatele din rășină de poliester armat cu fibră de sticlă sunt combustibile, dar au o viteză de ardere relativ scăzută. O creștere a rezistenței rășinii la aprindere și combustie se realizează prin utilizarea în loc de anhidridă ftalică a diacizilor halogenați, cum ar fi tetrafluoroftalic, tetrabromoftalic și „clorendic” (produsul de adiție al hexaclorociclopentadienei la anhidrida maleică, cunoscut și sub denumirea de acid chaet). Se poate utiliza de asemenea dibromneopentil glicol. O creștere suplimentară a rezistenței la foc este obținută prin introducerea în rășină a diverșilor inhibitori de ardere, cum ar fi esterii acidului fosforic și oxidul de antimoniu. Rășinile poliester ignifuge sunt utilizate în hote, piese electrice, panouri de construcții și corpuri pentru unele tipuri de nave navale. Cele șapte tipuri de rășini poliesterice nesaturate descrise sunt cele mai frecvent utilizate în industrie. Cu toate acestea, există și rășini pentru scopuri speciale. De exemplu, utilizarea izocianuratului de trialil în loc de stiren îmbunătățește semnificativ rezistența la căldură a rășinilor. Prin înlocuirea stirenului cu un ftalat de dialil sau vinil toluen mai puțin volatil, pierderile de monomeri în timpul prelucrării rășinii poliesterice pot fi reduse. Rășini speciale pot fi obținute prin întărire folosind radiații UV, pentru care se introduc în ele agenți fotosensibili precum benzoina sau eterii săi. Producția de rășini poliester nesaturate În mod obișnuit, procesele discontinue sunt utilizate pentru a produce rășini poliester nesaturate. Acest lucru se datorează varietății de materii prime necesare pentru producerea diferitelor rășini, deoarece periodicitatea procesului permite o tranziție rapidă și ușoară la producerea altor rășini. Procesele continue sunt utilizate în mod obișnuit pentru producția pe scară largă a rășinilor de uz general. Materialul de construcție preferat pentru fabricarea echipamentelor este oțelul rezistent la coroziune datorită rezistenței sale chimice la rășinile polimerice și la alți reactivi utilizați la fabricarea rășinilor poliesterice. Deoarece ionii de fier și de cupru inhibă polimerizarea radicalilor liberi a rășinilor poliesterice, aceste materiale nu sunt utilizate pentru fabricarea reactoarelor. Reactoarele căptușite cu sticlă sunt preferate când se folosesc materiale care conțin halogen ca materie primă. De obicei, glicolul este încărcat în reactor și apoi se adaugă anhidride ftalice și maleice. De obicei, un exces de 5-10% de glicol este utilizat pentru a compensa pierderile cauzate de evaporare și reacții secundare. Înainte de amestecare și încălzire, aerul din reactor este deplasat cu un gaz inert. Prima etapă a reacției - formarea "semi-esterului" - are loc spontan la o temperatură relativ scăzută, după care masa de reacție este încălzită pentru a finaliza formarea esterului. Debitul gazului inert prin reactor poate fi crescut pentru a distila apa din reacția de condensare. Pentru a elimina mai complet apa din glicolul returnat în reactor, se folosește adesea un schimbător de căldură încălzit cu abur. În timpul ultimei etape de esterificare, temperatura amestecului de reacție crește la 190 - 220 ° C. O temperatură mai ridicată favorizează izomerizarea maleaților la fumarati, dar provoacă în același timp reacții secundare la dublele legături. Există o temperatură optimă la care proporția de fumarat atinge maximul. Pentru rășinile de uz general, acest lucru are loc la 210 ° C. Pentru controlul gradului de esterificare se determină aciditatea și vâscozitatea masei de reacție, iar la atingerea valorilor cerute, poliesterul este pompat în reactorul final. Acest reactor conține deja cantitatea necesară de stiren, iar rășina alchidică poliesterică se dizolvă în el pe măsură ce ajunge. Pentru a exclude orice procese de polimerizare care pot apărea la contactul rășinii alchidice fierbinți cu stirenul, la masa de reacție poate fi adăugat suplimentar un inhibitor în această etapă. Uneori, pentru a menține temperatura necesară, masa de reacție trebuie răcită. După finalizarea procesului, se verifică conformitatea proprietăților amestecului de reacție la cerințele tehnice. Un ciclu complet de producție durează 10 - 20 de ore.Metoda descrisă pentru producerea rășinilor poliesterice este adesea implementată ca proces de topire. Topitura de reactiv este încălzită până când conversia atinge nivelul necesar. O altă metodă utilizează o cantitate mică de solvent (toluen sau xilen) pentru a îndepărta apa eliberată în timpul esterificării sub formă de amestec azeotrop. Solventul nu este mai mult de 8% din masa totală de reacție; se separă de apă prin decantare şi se întoarce în reactor. După terminarea procesului de esterificare, solventul rămas este îndepărtat prin distilare din amestecul de reacție, mai întâi la presiunea atmosferică și apoi, pentru a-l îndepărta complet, sub vid. În timpul esterificării pot apărea unele reacții secundare. De exemplu, atașarea grupării hidroxil a glicolului la dubla legătură a fragmentului maleic sau fumar poate avea loc pentru a forma un polimer ramificat. S-a descoperit că aproximativ 10 - 15% din legăturile duble ale polimerului nesaturat sunt consumate pentru reacții secundare. Cel mai simplu proces continuu pentru producerea rășinilor poliesterice nesaturate este reacția unui amestec de anhidride maleice și ftalice cu oxidul de propilenă. Este necesară o cantitate mică de glicol pentru a iniția această reacție în lanț. Deoarece reacția interacțiunii anhidridelor cu grupările epoxidice are loc la temperaturi relativ scăzute, legăturile duble ale maleatului nu sunt izomerizate la configurația trans mai activă. Pentru ca această izomerizare să aibă loc, care este necesară pentru interacțiunea ulterioară cu stirenul, polimerul rezultat trebuie supus unei încălziri suplimentare. Producția continuă de rășină poliesterică din anhidride și glicoli poate fi realizată și într-o serie de reactoare cu rezervor agitat încălzit, pompând rășina secvenţial prin reactoare cu diferite condiţii de temperatură. Întărirea rășinilor poliesterice nesaturate Rășinile poliesterice nesaturate se întăresc prin adăugarea de inițiatori care servesc ca sursă de radicali liberi și inițiază reacția în lanț de polimerizare. Radicalii liberi se pot forma din peroxizi sau alți compuși instabili, cum ar fi compușii azoici. Acești compuși pot fi împărțiți în fragmente de radicali atunci când sunt încălziți sau expuși la radiații ultraviolete sau alte radiații de înaltă energie. În mod obișnuit, rășina poliesterică conține un inhibitor care este în esență un captator de radicali liberi. Reacția de polimerizare cu introducerea inițiatorilor începe abia după ce acțiunea inhibitorilor a fost depășită. Această perioadă de inducție face posibilă amestecarea mecanică a rășinii care conține inițiatorul cu agentul de întărire și plasarea acesteia în matrița necesară pentru întărire înainte de inițierea reacției de polimerizare. Hidrochinona și derivații săi și halogenurile de amoniu cuaternar sunt buni inhibitori ai polimerizării. Majoritatea inițiatorilor de peroxid, atunci când sunt introduși în masa polimerului, se descompun relativ lent. Activatorii (promotorii) sunt utilizați pentru a crește viteza de descompunere a acestora. De fapt, activatorii sunt catalizatori pentru inițiatori. Atât inițiatorul, cât și activatorul sunt compuși reactivi, a căror interacțiune violentă este însoțită de aprindere sau chiar de explozie. Acești compuși trebuie adăugați în rășină separat, asigurându-vă că primul este complet dizolvat înainte de adăugarea celui de-al doilea. Multe rășini conțin un activator pre-adăugat. Comportamentul de întărire al rășinii poliesterice este determinat de raportul dintre efectele inhibitorului, inițiatorului și activatorului. Substituenții de la atomul de carbon de etilenă pot avea două efecte asupra reactivității legăturii duble. Influența spațială se datorează faptului că grupurile voluminoase ecranează dubla legătură și reduc capacitatea celei de-a doua grupe reactive de a lua o poziție favorabilă pentru atac, reducând astfel reactivitatea întregului compus. Polaritatea este determinată de capacitatea unui grup substituent de a atrage sau dona electroni. Grupările donatoare de electroni (de exemplu metil, fenil și halogen) fac legătura dublă electronegativă. Acesta este tocmai efectul lor manifestat în stiren, viniltoluen și stiren clorurat. Grupările de atragere de electroni (cum ar fi vinilul sau carbonilul) fac legătura dublă electropozitivă. Acest lucru se întâmplă în fragmentele de acid fumaric din lanțurile de rășină poliesterică. Polaritatea opusă a dublei legături în stiren și în fragmentele fumare ale rășinii alchidice favorizează interacțiunea acestora și întărirea rășinilor poliesterice. Stirenul monomer, care este mai mobil decât lanțurile lungi de polimeri ale poliesterului nesaturat, se poate homopolimeriza. S-a stabilit experimental că raportul molar dintre stiren și legături duble ale poliesterului 2:1 este optim. Inițiatori și activatori Există o mare varietate de sisteme inițiator-inhibitor-activator disponibile pentru utilizare la fabricarea rășinilor poliester. De exemplu, o rășină de uz general inhibată de hidrochinonă se poate vindeca foarte rapid atunci când un inițiator activ de peroxid, cum ar fi peroxidul de metil etil cetonă este utilizat în combinație cu un activator cum ar fi naftenatul sau octoatul de cobalt. Într-un alt caz, un inițiator mult mai stabil, perbenzoatul de terț-butil, este introdus pentru a întări rășina poliesterică. Acest lucru permite compoziției de poliester să fie umplută cu carbonat de calciu și fibre de sticlă măcinate. Un astfel de compus turnat și care conține inițiator este stabil la temperatura camerei timp de luni de zile, dar poate fi întărit în decurs de un minut prin presare la cald la 140 până la 160 ° C. Alegerea unui inițiator adecvat și cantitatea acestuia depind de tipul de rășină și de temperatura de întărire a acesteia, de timpul necesar întregului proces și de timpul de gelificare. Deoarece niciunul dintre inițiatorii disponibili nu satisface de obicei toate cerințele necesare prin el însuși, pentru a obține cele mai bune rezultate sunt utilizate diferite combinații de inițiatori și inițiatori cu activatori. La întărirea termică a rășinilor poliesterice, inițiatorul cel mai frecvent utilizat este peroxidul de benzoil (BP), care este extrem de eficient și ușor de utilizat. Este ușor solubil în stiren, poate fi depozitat o lungă perioadă de timp fără pierderi de activitate, este stabil la temperatura camerei și se descompune ușor la temperaturi ridicate. În plus, BP provoacă un vârf de temperatură exotermic ridicat, care promovează întărirea completă a rășinii. Cantitatea de BP introdusă în rășină variază de la 0,5 la 2%, în funcție de tipul de rășină și de monomerul utilizat. Când se utilizează BP sub formă de pastă (de obicei amestecată cu 50% tricrezil fosfat), cantitatea de inițiator introdus crește ușor (~ 1 - 3%). Uneori este de dorit (sau chiar necesar) să se efectueze întărirea rășinii de la început până la sfârșit la temperaturi scăzute, astfel încât căldura eliberată în timpul polimerizării să fie disipată. Acest lucru este deosebit de important în cazul laminatelor de formare umedă unde încălzirea este dificil de utilizat. În astfel de cazuri, peroxidul de metil etil cetonă (MEK) este de obicei utilizat ca inițiator. Deși utilizarea PMEC nu întărește complet rășina la temperatura camerei, adăugarea unui activator .. (de exemplu naftenat de cobalt) duce la gelificare și întărirea aproape completă a rășinii într-o perioadă scurtă de timp. Deși s-au obținut diverse DCA în cantități de laborator încă de la sfârșitul anilor 1950, producția comercială a acestor rășini a fost stabilită abia în 1965 de către Shell Chemical sub marca comercială „rășini epocrilice”. Aceste rășini au fost identificate ca metacrilați epoxidici și aveau o rezistență chimică excelentă, superioară celor mai bune (la acea vreme) rășini poliesterice. În 1966, Dau Chemical a lansat rășina Derakan, care este un diester al acizilor vinil carboxilici și o serie de rășini similare destinate acoperirilor. În 1977, firmele „Interplastic” și „Reichhold Chemical” au început producția de DVK sub denumirile „Koretsin” și „Corrolit” respectiv. Caracteristicile rășinii Rășinile pot fi folosite fie curate (adică fără diluant), fie amestecate cu alte ingrediente. În ultimul caz, răşina poate conţine un comonomer reactiv care conţine vinil (stiren, vinil toluen, tri-metilolpropan triacrilat) sau un "diluant" nereactiv (metil etil cetonă, toluen). În mod obișnuit, rășinile esterice ale acidului metacrilic conțin stiren și sunt utilizate la fabricarea materialelor plastice armate cu fibră de sticlă (GRP) rezistente chimic. Rășinile - derivații - ai acidului acrilic sunt furnizate nediluate, iar coreactivii corespunzători sunt adăugați direct la prepararea straturilor de acoperire și a cernelurilor de imprimare întăribile cu UV. Proprietățile fizice și aplicațiile DCA depind de tipul grupelor terminale (metacrilice sau acrilice), de cantitatea și tipul coreagenților, precum și de natura și greutatea moleculară a blocurilor care alcătuiesc lanțul principal de macromolecule de rășină. Ca urmare a întăririi, DVKM-II care conține stiren dobândește rezistență ridicată la acizi, baze și solvenți. Derivații acidului acrilic sunt mai sensibili la hidroliză decât derivații acidului metacrilic și, prin urmare, nu sunt utilizați de obicei la fabricarea materialelor rezistente chimic. Datorită reactivității lor ridicate, aceste rășini sunt de preferință întărite prin radiații. DCA nediluat sunt substanțe solide sau ceroase. Prin urmare, pentru a asigura vâscozitatea necesară procesării și pentru a crește reactivitatea acestora, în compoziție sunt introduși atât diluanți reactivi, cât și inerți. Partea principală a macromoleculelor DVA constă din blocuri epoxi oligomerice de diferite greutăți moleculare. Cu cât greutatea moleculară a acestor blocuri este mai mare, cu atât rezistența și elasticitatea rășinii sunt mai mari, dar cu atât rezistența la căldură și rezistența la solvenți sunt mai mici. În comparație cu poliesterii complecși, DVK-urile se caracterizează printr-un conținut mai scăzut de grupări esterice și fragmente de vinil. Aceasta duce la o creștere a rezistenței acestor rășini la hidroliză, precum și la o scădere a temperaturii exotermei de vârf. Contracția rășinii în timpul întăririi este redusă. La fel ca poliesterii, DVA au o durată de valabilitate limitată, care este asigurată de introducerea inhibitorilor de polimerizare (capcane de radicali liberi) în timpul procesului de producție a rășinii. Producția de rășină DCA se obține prin interacțiunea acizilor metacrilic sau acrilic cu o rășină epoxidica oligomerică. Adăugarea unui acid la un epoxid (esterificare) este exotermă. Ca rezultat al acestei reacții, pe blocul oligomeric se formează grupări hidroxil libere, dar nu are loc formarea de produse secundare (ca, de exemplu, în poliesterificare, când se formează apă). După terminarea reacţiei sau în timpul desfăşurării acesteia, la amestecul de reacţie se adaugă diluanţi adecvaţi sau inhibitori de polimerizare. Rășinile epoxidice, care sunt utilizate pentru producerea de DVA, pot avea la bază bisfenol A (în acest caz, se obțin DVA de uz general și rezistent la căldură), pe fragmente de fenol-novolac (DVK rezistent la căldură), precum și pe un derivat de tetrabromină al bisfenolului A (DVK rezistent la foc). La prepararea DCA cu grupări acrilice la capete, blocurile epoxidice oligomerice pe bază de bisfenol A sunt de obicei utilizate ca polimer al lanțului principal. Vindecare DVK, ca și rășinile poliesterice nesaturate, conțin legături duble, care, atunci când sunt întărite, reacţionează pentru a forma legături intermoleculare. Acest proces are loc în prezența radicalilor liberi, care se formează ca urmare a transformărilor chimice, termice sau prin radiații. Procesul de întărire cu radicali liberi include etapele de inițiere (perioada de inducție), creștere și terminarea lanțului. Inițierea este etapa de limitare a vitezei a procesului în care inițiatorul suprimă acțiunea inhibitorilor de polimerizare. Acest lucru duce la apariția reacției de-a lungul legăturilor duble ale eterului vinilic, care face parte din macromolecule, și al coreagentului său. Turnare Produsele semifabricate (preimpregnate) pe bază de DVK pentru turnarea în vrac sau pentru folii de plastic sunt utilizate pentru presarea directă a fitingurilor pentru țevi, carcase de aparate de uz casnic, rotoare, pompe și piese auto. De obicei, aceste preimpregnate conțin procente aproximativ egale în greutate de rășină, fibre de sticlă zdrobite și materiale de umplutură. Acestea includ, de asemenea: inițiator „ascuns”, pigmenți, agent de eliberare și agenți de îngroșare. Rășinile polibutadiene au fost fabricate în jurul anului 1955 și utilizate în compuși de tip Bud în laboratoarele Injey. Rășina care a fost utilizată în acești compuși a constat dintr-o cantitate mare de 1,2-polibutadienă lichidă, unii copolimeri stiren-butadienă și aducti ai celor două rășini. De atunci, produse similare au fost produse de Richardson și Lithium. În 1968, sub marca Gistil, au început să producă polibutadienă cu un conținut ridicat de duble legături și o cantitate mică de grupări izocianat la capetele macromoleculelor. În el a fost introdusă o anumită cantitate de inițiator de peroxid. Acum această rășină este produsă de firmele „Dianachem” și „Nippon Souda” sub denumirea comercială „Nisso-RV”. Această rășină este o polibutadienă atactică lichidă cu o greutate moleculară de 1000-4000, a cărei aproximativ 90% din dublele legături sunt localizate în lanțurile laterale (grupări vinilice). Există trei tipuri de această rășină: tipul B nu conține grupe funcționale terminale; tipul G conține grupări hidroxil și grupări carboxil de tip C la ambele capete ale macromoleculelor. Alte rășini polibutadiene sunt acum comercializate sub numele Rickon de către Colorado Chemicals. Rășinile Dienit sunt un amestec de 1,2- și 1,4-polibuta-denene (Dienite PD-702, PD-503) sau amestecuri cu monomeri-co-reactivi precum vinil toluen (PM-520, PM-503) sau oligomer de stiren butadienă (PDPD-753). Tipurile comerciale de rășini polibutadiene sunt de obicei un amestec de 1,2- și 1,4-polibutadiene cu greutate moleculară mică. Acești izomeri diferă prin poziția centrului de reacție implicat în polimerizare. 1,2-polibutadiena, în care legăturile duble sunt situate în lanțurile laterale, este mai reactivă decât 1,4-polimerii, unde legăturile duble sunt în lanțul principal. Prin urmare, rășinile cu un conținut ridicat de 1,2-polibutadienă se întăresc mai rapid și mai ușor, iar rășinile cu o proporție semnificativă de 1,4-polimer sunt de obicei folosite pentru a obține materiale foarte elastice. Pentru ca rășina 1,2-polibutadienă (PBB) să fie procesată mai convenabil în materiale compozite, aceasta ar trebui să fie obținută cu o greutate moleculară mare și o distribuție îngustă a greutății moleculare (MW). Pentru a crește reactivitatea rășinii în timpul diferitelor transformări chimice, în macromoleculele sale sunt introduse grupări funcționale terminale (de exemplu, hidroxil, carboxil sau izocianat) și se prepară amestecuri care conțin polibutadienă și monomeri reactivi, cum ar fi stirenul și vinil toluenul. Grupările hidroxil terminale permit reacții cu poliuretanii, iar grupările carboxil cu grupările epoxi. PBB-urile care conțin grupări terminale izocianate sunt utilizate în principal pentru prepararea compușilor de ghiveci izolatori electric. Cu un conținut ridicat de grupe vinilice (peste 85%), rășinile polibutadiene se întăresc ușor în prezența inițiatorilor de peroxid. Grupările funcționale terminale reactive permit creșterea greutății moleculare a rășinii chiar înainte de întărire. O creștere a MW duce la o scădere a fluidității rășinii înainte de reticulare, ceea ce determină gelatinizarea și apariția unor structuri polimerice rigide. Ca rezultat, se realizează și un timp tehnologic mai convenabil pentru prelucrarea rășinii în reactor. Stadiul de creștere al lanțului poate fi controlat (în timp) astfel încât să se obțină polimeri cu proprietăți variate: de la lichide foarte vâscoase până la solide cu MW mare. Capacitatea de a crește lanțul este baza pentru utilizarea pe scară largă a rășinilor polibutadiene în prepararea compozițiilor de presă, acoperiri, adezivi, compuși de ghiveci izolatori electrici și laminate termorigide. Derivații de polibutadienă enumerați mai jos pot fi utilizați atât ca modificatori pentru alte rășini, cât și în producția de materiale plastice laminate speciale. - & nbsp– & nbsp– Întărirea cu rășini Asemănarea procesului de întărire al rășinilor polibutadienice cu întărirea polimerilor poliester bine cunoscuți folosind inițiatori de peroxid îi face extrem de folositori pentru tehnologia compozitelor. Întărirea polimerului trece prin trei etape: gelificare la temperatură joasă, întărire la temperatură ridicată și ciclizare termică. La temperaturi scăzute, are loc o creștere a greutății moleculare și a vâscozității rășinii. Acest lucru poate provoca gelificare și inițierea întăririi. Întărirea la temperatură înaltă începe la 121 ° C, cu prevalența reacțiilor la dublele legături ale grupărilor vinilice. În această etapă a procesului, se formează produse solide. Ciclizarea termică începe la o temperatură de ~ 232 ° C, iar fragmentele nesaturate rămase ale substratului polimeric reacţionează cu formarea unei reţele strâns reticulate. Mai jos sunt date tipice de procesare preimpregnată: Temperatura de formare, ° С Presiune, MPa Ciclu de întărire la 77 ° С pentru plastic laminat cu o grosime de 3,2 mm, min | Timp după întărire ................... Fără Structură și proprietăți chimice Rășinile polibutadiene au proprietăți electrice și rezistență chimică excelente. Conținutul ridicat de hidrocarburi și conținutul minim de aromatice au ca rezultat constante dielectrice și factori de amortizare scăzuti, precum și o rezistență chimică excelentă. Conținutul scăzut de fragmente aromatice explică rezistența mare la arc, precum și rezistența la formarea de urme conductoare. Aceste proprietăți ale rășinilor polibutadienice, similare cu comportamentul polietilenei, sunt legate de rezistența acestor polimeri la formarea carbonului în timpul pirolizei de înaltă tensiune. Absența legăturilor esterice, care fac poliesterii vulnerabili la acizi și baze, explică hidrofobicitatea, precum și rezistența rășinilor polibutadiene la acizi și baze. Aplicarea CM-urilor PBB Datorită combinației lor unice de proprietăți electrice excelente cu rezistența chimică, CM-urile PBB au fost aplicate cu succes în proiectarea radomurilor pentru antenele radar la bord. Pentru funcționarea în banda de frecvență care depășește banda K (10,9 - 36,0 GHz), s-a folosit fibră de sticlă epoxidică armată, satisfăcând necorespunzător acest scop din cauza valorilor ridicate ale constantei dielectrice (4,5 - 5,0). Acest lucru devine clar dacă luăm în considerare că grosimea peretelui radomului, după cum rezultă din egalitatea de mai jos, este o funcție a constantei dielectrice și a lungimii de undă de funcționare: n 0 D =, 2 (sin 2) 0,5 unde d este grosimea peretelui radomului antenei; n este un număr întreg 0 (n = 0 pentru un perete subțire; n - 1 pentru un perete cu grosimea egală cu lungimea semi-undă); 0 - lungimea de undă în spațiul liber; - constanta dielectrica; - unghiu de incidenta. Deoarece grosimea peretelui radomului trebuie să fie direct proporțională cu lungimea de undă efectivă, dar invers proporțională cu constanta dielectrică, combinația care crește simultan frecvența și utilizează un material compozit cu o constantă dielectrică mare creează problema nepotrivirii grosimii peretelui atunci când se utilizează lungimi de undă mai mari. . Evident, dacă lungimea de undă scade simultan și constanta dielectrică a materialului crește, atunci devine posibilă scăderea grosimii pereților carenajului. Cu toate acestea, utilizarea pereților subțiri prezintă o problemă de eșec la impact, care poate fi accelerată de eroziunea severă a suprafeței laminatelor subțiri. O altă problemă cu materialele cu proprietăți dielectrice mai mari este posibilitatea abaterilor în grosimea peretelui carenului, ceea ce duce la costuri de producție mai mari sau la utilizarea unor materiale suplimentare pentru a asigura o grosime „electrică” precisă. La utilizarea antenelor pe avioane si nave se impun cerinte suplimentare CM din care sunt realizate carenele: acestea trebuie sa aiba proprietati stabile pe o gama larga de temperaturi si in conditii de umiditate ridicata. Cerințele stricte de material asociate cu frecvențele de operare înalte și condițiile dure de mediu nu sunt ușor de îndeplinit folosind compozite convenționale. Cu toate acestea, aceste cerințe pot fi realizate mai pe deplin atunci când se utilizează materiale pe bază de polibutadiene. Când se prepară preimpregnate, întărirea rășinilor se realizează în prezența unui inițiator de peroxid. În ciuda procesabilității excelente a acestui CM și a ușurinței de întărire, care este finalizată într-o singură etapă în 2 ore la o temperatură de 177 ° C, proprietățile mecanice scăzute în direcția transversală limitează utilizarea sa ca material structural. Acest dezavantaj este posibil asociat cu densitatea mare a reticulelor intermoleculare, ceea ce duce nu numai la fragilitate, ci și la aderența scăzută a liantului la fibrele de carbon. La obținerea materialelor plastice laminate cu polibutadienă în scopuri structurale se folosesc diverse fibre de armare: sticlă, cuarț și aramidă (Kevlar-49). Compozitele armate cu fibră Kevlar-49 cu o fracțiune de volum de 60% sunt potrivite pentru fabricarea de radare pentru antene radar. Pentru a îmbunătăți unele dintre proprietățile mecanice ale materialului, în special rezistența la tracțiune în direcția transversală și în forfecarea interstratului, proprietățile de aderență și umectarea fibrei Kevlar-49 trebuie îmbunătățite. O cerință suplimentară atunci când se utilizează aceste materiale pentru fabricarea de radare pentru antene radar este absorbția scăzută a umidității. Depozitare Rășinile polibutadiene nu necesită condiții speciale de depozitare în comparație cu cele convenționale asociate cu utilizarea solvenților organici volatili, inflamabili, cum ar fi heptanul sau toluenul. Când este păstrat la 0, 20 sau 35 ° C timp de 10 săptămâni, nu există nicio modificare vizibilă a vâscozității sau separarea soluției. Cu toate acestea, trebuie evitată depozitarea mai lungă la temperaturi peste 35 ° C, datorită tendinței soluției de a forma gel. RĂȘINI EPOXIDICE Rășinile epoxidice sunt unul dintre cei mai buni lianți pentru un număr mare de compozite cu fibre din următoarele motive: Aderență bună la o gamă largă de materiale de umplutură, componente de armare și substraturi; Varietate de rășini epoxidice și agenți de întărire disponibile, permițând obținerea după întărire a materialelor cu o combinație largă de proprietăți, îndeplinind diverse cerințe tehnologice; Absența apei sau a oricăror substanțe volatile în timpul procesului chimic și a unor mici fenomene de contracție în timpul întăririi; Rezistență chimică și proprietăți bune de izolare electrică. Componenta principală a lianților epoxidici este un amestec de produse oligomerice cu grupări epoxidice în legăturile terminale (rășini epoxidice). Sunt primite de: interacțiunea epiclorhidrinei cu alcooli sau fenoli biatomici (mai rar, poliatomici) pentru a forma oxiesteri diglicidi CH2-CH-CH2Cl + HO-R-OH CH2-CH-CH2-OR - (- O-CH2-CH (OH) -CH2 -O- RO O) -O-CH2-CH-CH2 \ / O sau CH2-CH-CH2Cl + H2N-C6H4-NH2 \ / O sau CH2-CH-CH2Cl + HO-C6H4-C (CH3) 2-C6H4 -OH bisfenol A \/O Cele mai comune rășini sunt derivate din epiclorhidrina și difenilolpropan (bisfenol A) (rășini de tip ED) sau din produse de policondensare a epiclorhidrinei și metilolfenolului (rășini epoxifenolice EP, EN). Recent, s-au folosit rășini din epiclorhidrina și anilină (rășină EA), diaminodifenilmetan (EMDA). Aplicație Rășinile epoxidice sunt utilizate în producția de diverse materiale compozite și piese structurale. De asemenea, sunt utilizați ca compuși de încapsulare și de etanșare, pulberi de presare și adezivi. Rășinile epoxidice sunt foarte rezistente la acizi, alcalii și umiditate, nu se deformează când sunt încălzite la temperaturi ridicate, au contracție scăzută și rezistivitate de volum mare. Rășinile epoxidice pot fi folosite nu numai pentru a proteja materialele de mediu, ci și pentru a lipi piesele împreună. În industria electronică, de exemplu, rășinile epoxidice sunt utilizate pentru încapsularea modulelor sudate, turnarea înfășurărilor transformatoarelor și motoarelor și, de asemenea, pentru etanșarea îmbinărilor cablurilor electrice. Începând cu cel de-al Doilea Război Mondial, rășinile epoxidice au fost folosite la fabricarea sculelor (de exemplu, matrițe pentru ștanțarea tablei sau modele pentru fabricarea pieselor). Materialele de umplutură de ranforsare cu particule sau fibre sunt ușor încorporate în rășină, reducând costurile și crescând stabilitatea dimensională. Posibilitatea de a înlocui metalele cu rășini epoxidice se datorează a doi factori: economie în producție și modificarea rapidă (fără costuri mari de material). În plus, aceste rășini au o reținere bună a formei și dimensiunii, proprietăți mecanice ridicate și contracție scăzută, ceea ce le permite să fie fabricate în piese cu toleranțe strânse. Turnare Compușii de turnare epoxidici (amestecuri de rășină și întăritor, în formă de pulbere, parțial întăriți, care devin fluide atunci când sunt încălzite) sunt utilizați pentru fabricarea tuturor tipurilor de piese structurale. Materialele de umplutură și armăturile sunt ușor încorporate în rășini epoxidice pentru a forma un compus de turnare. Rășinile epoxidice oferă o contracție scăzută, o bună aderență la umpluturi și agenți de întărire, stabilitate chimică și proprietăți reologice bune. Lipirea Rășinilor epoxidice au cea mai mare rezistență adezivă dintre toate materialele polimerice cunoscute. Sunt folosite pentru a impregna o varietate de substraturi, reducând în același timp contracția. Prin urmare, aceste rășini pot fi folosite pentru a lega multe materiale diferite. În plus, ele pot fi întărite la temperaturi diferite și la rate diferite, ceea ce este foarte important pentru producția industrială de adezivi. Fabricarea CM prin înfășurarea fibrei și ca laminate Una dintre cele mai importante utilizări ale epoxidice sau liant este în producția de laminate și compozite cu fibre bobinate pentru fabricarea pieselor structurale. Astfel de piese sunt utilizate în diverse industrii, inclusiv în construcțiile de avioane, spațiale și tehnologia militară. Laminatele sunt, de asemenea, folosite în industria electronică pentru a face plăci de circuite imprimate. În industria chimică și petrochimică, containerele și țevile din compozite epoxidice sunt utilizate pe scară largă. Rășinile epoxidice pot fi utilizate într-o varietate de aplicații: laminate de înfășurare umedă sau de formare umedă, înfășurare uscată sau straturi preimpregnate de fibră, țesătură sau bandă (preimpregnat). În general, rășinile epoxidice sunt mai scumpe decât majoritatea celorlalte rășini, dar performanța lor excelentă le face adesea mai profitabile pe termen lung. Întărirea rășinilor cu amine Marea majoritate a oligomerilor epoxidici sunt fie lichide vâscoase, fie solide cu punct de topire scăzut, ușor solubile în cetone, eteri și toluen. Întăritorii pentru oligomerii epoxidici sunt împărțiți în două grupe mari în funcție de mecanismul lor de acțiune: Întăritorii de reticulare conţin grupări funcţionale care interacţionează chimic cu grupările funcţionale ale oligomerului epoxidic; Agenții de întărire catalitică determină formarea unei structuri reticulare spațiale prin polimerizarea grupărilor epoxidice. Întăritorii de reticulare conțin amino, carboxil, anhidridă, izocianat, hidroxil și alte grupări în moleculele lor. Întăritorii de tip amină sunt utilizați pentru întărire în intervalul de temperatură de funcționare 0-150 ° C. Ca amine alifatice, 1,6-hexametilendiamina și polietilen poliaminele cu formula generală H2N (CH2CH2NH), CH2CH2NH2, unde n = 1-4, sunt utilizate pe scară largă, având activitate ridicată chiar și la o temperatură de 20 ° C. Aminele aromatice utilizate sunt m-fenilendiamina, 4,4"-diaminodifenilmetan, 4,4"-diaminodifenilsulfona. Aminele aromatice sunt mai puțin active decât cele alifatice și se întăresc la temperaturi de 150 ° C și peste. Diciandiamina este utilizată pe scară largă ca întăritor de tip amină. Diciandiamina practic nu reacționează cu oligomerii epoxidici la temperatura camerei, dar îi întărește rapid la temperaturi ridicate (150 ° C și mai mult). Pentru a realiza reticularea completă a rășinii epoxidice, raportul dintre numărul de atomi de hidrogen din grupările amino ale întăritorului și numărul de grupări epoxidice din rășină trebuie să fie 1: 1. Reacția dintre aminele alifatice și grupările epoxidice are loc la temperatura camerei. Încălzirea este necesară atunci când se utilizează amine aromatice dure. Legătura chimică dintre atomii de carbon și azot, care apare atunci când rășina este reticulată cu amine, este rezistentă la acțiunea majorității acizilor anorganici și alcalinelor. Cu toate acestea, această legătură este mai puțin stabilă la acțiunea acizilor organici decât legăturile intermoleculare formate de întăritori din alte clase. În plus, proprietățile de izolare electrică ale epoxicilor „amino-cured” nu sunt la fel de bune ca în cazul altor agenți de întărire. Acest lucru se poate datora polarității grupărilor hidroxil formate în timpul întăririi. Întăritorii izocianați reacționează ușor cu grupările hidroxil ale oligomerilor epoxidici chiar și în condiții reci (= 20 ° C). La temperaturi ridicate de întărire (180-200 ° C), reacția grupării izocianat cu gruparea epoxidică este posibilă cu formarea inelului de oxazolidonă. Ca izocianați se folosesc 2,4- și 2,6toluen diizocianați, hexametilen diizocianat și prepolimeri pe bază de aceștia cu grupări izocianat terminale. Pentru întărirea oligomerilor epoxidici, sunt utilizați pe scară largă oligomerii fenol-formaldehidă atât de tip novolac, cât și de tip rezol. Novolaks vindecă oligomerii epoxidici prin reacția hidroxililor fenolici cu grupări epoxidice la 150-180 ° C și în prezența catalizatorilor (amine terțiare) la 80 ° C. În cazul rezoluțiilor, grupările hidroximetil ale rezoluțiilor reacţionează cu grupările OH secundare ale oligomerilor epoxi și, în plus, pot alchila inelele aromatice ale oligomerilor epoxi. Agenții de întărire catalitică catalizează polimerizarea cationică și anionică a grupărilor epoxidice. Polimerizarea cationică este inițiată de acizi Lewis - BF3, BF30 (C2H5) 2, SnCl4 etc. Polimerizarea anionică este inițiată de hidroxizi și alcoolați de metale alcaline, precum și de amine terțiare precum trietanolamina și 2,4,6-tris (dimetilaminometil) fenol. În polimerizarea anionică în prezența aminelor terțiare, centrul activ este format prin reacția combinată a unei amine, a unui centru epoxidic și a unui alcool conform schemei OH OH. Aminele terțiare alifatice sunt de obicei agenți de întărire la rece. Recent, imidazolii (în special, 2-etil-4-metilimidazolul) au fost utilizați cu succes ca întăritori de tip Lewis; Cu toate acestea, pot irita pielea la unele persoane și, prin urmare, necesită o manipulare atentă. Întărirea rășinilor cu anhidride acide Aldehidele ciclice ale acizilor carboxilici, cum ar fi ftalic, maleic și, de asemenea, trimelitic (TMA), piromelitic (PMA), anhidrida acidului benzofenon tetracarboxilic (ABTC), sunt cel mai frecvent utilizate ca agenți de întărire acidă. 180 ° C . Depozitarea acestor întăritori necesită o grijă deosebită pentru a preveni degradarea de către umiditatea din aer. Pentru a asigura întărirea completă, reacția se efectuează cu încălzire. Adesea se adaugă o cantitate mică de accelerator pentru a accelera procesul de întărire, care este extrem de lent. Există, de asemenea, întăritori de anhidrit care reacționează cu rășina atunci când sunt încălzite peste 200 ° C. Anhidridele acide reacţionează cu răşinile epoxidice pentru a forma esteri. Pentru ca această reacție să aibă loc, este necesară deschiderea inelului de anhidridă. O cantitate mică de substanțe care conțin protoni (de exemplu, acizi, alcooli, fenoli și apă) sau baze Lewis contribuie la deschiderea inelului. Gruparea esterică formată în urma întăririi este rezistentă la acțiunea acizilor organici și a unor acizi anorganici, dar este distrusă de alcalii. Materialele rezultate au o stabilitate termică mai mare și proprietăți de izolare electrică mai bune decât atunci când se utilizează întăritori cu amine. Întărire catalitică cu acizi Lewis Trifluorura de bor, unul dintre acizii Lewis, este utilizat pe scară largă ca agent de întărire pentru rășinile epoxidice. Când este adăugat în cantități mici la rășina epoxidice pură, acest agent de întărire acționează ca un catalizator pentru homopolimerizarea cationică a rășinii pentru a forma un polieter. Trifluorura de bor determină o polimerizare foarte rapidă, exotermă, în câteva minute. Prin urmare, atunci când o cantitate mare de rășină este întărită, pentru a menține temperatura camerei în masă, aceasta trebuie blocată folosind o tehnologie specială. Atunci când este combinată cu monoetilamină (MEA) pentru a forma complexul BF3-MEA, trifluorura de bor este transformată la temperatura camerei într-un agent de întărire latent. La temperaturi peste 90 ° C, devine activ și determină întărirea rapidă a rășinii epoxidice, însoțită de o eliberare controlată de căldură. Atunci când se prepară preimpregnate, care sunt adesea depozitate săptămâni întregi înainte de procesare, utilizarea unui întăritor latent este absolut esențială. Rășinile epoxidice care conțin complexul BF3-MEA sunt utilizate pe scară largă pentru etanșare, scule, laminate și produse de bobinare. O anumită limitare în acest caz este instabilitatea detectată a compozițiilor preimpregnate și întăribile care conțin VG3MEA la umiditate. Acceleratoare Acceleratoarele sunt adăugate amestecurilor de rășină și întăritor pentru a accelera reacția dintre ele. Sunt introduse în cantități mici nestoichiometrice, care sunt selectate empiric, ghidate de proprietățile materialului rezultat. Unele dintre aminele terțiare - catalizatori de întărire - pot fi, de asemenea, acceleratori pentru o serie de sisteme. Cel mai adesea sunt folosite pentru a crește viteza de întărire a rășinilor epoxidice cu anhidride acide. În acest scop, se folosește octanatul de staniu, care este un acid Lewis. În unele cazuri, permite întărirea la temperatura camerei. Epoxici întăriți Se pot face unele generalizări cu privire la relația dintre structura chimică și proprietățile epoxiciilor întăriți: Cu cât sunt incluse mai multe inele aromatice în compoziția rășinii epoxidice, cu atât stabilitatea termică și rezistența chimică a acesteia sunt mai mari; Când se utilizează întăritori din seria aromatică, se formează materiale mai rigide și mai durabile decât în cazul agenților alifatici, totuși, rigiditatea crescută a unor astfel de sisteme reduce mobilitatea moleculară și, prin urmare, complică interacțiunea dintre grupele de reacție, iar întărirea în acest caz este efectuat la temperaturi ridicate; O scădere a densității „legăturilor” intermoleculare poate duce la o creștere a rezistenței materialului, datorită creșterii alungirii la rupere; Reducerea densității reticulare poate duce, de asemenea, la o contracție mai mică a rășinii în timpul întăririi; O creștere a densității „legăturilor încrucișate” duce la o creștere a rezistenței chimice a materialului întărit; O creștere a densității de „reticulare” duce la o creștere a temperaturii de distrugere termică (și a temperaturii de tranziție sticloasă Tc), dar densitatea de „reticulare” este prea mare reduce deformarea distrugerii (fragilitate crescută); La înlocuirea fragmentelor aromatice de molecule cu altele alifatice sau cicloalifatice, care nu este însoțită de o modificare a numărului de „reticulare” din sistem, crește elasticitatea și alungirea rășinii întărite; Rășinile epoxidice întărite cu anhidridă acidă funcționează mai bine într-un mediu acid decât într-un mediu alcalin. Datorită faptului că rășinile epoxidice sunt materiale vâscoelastice, proprietățile lor depind atât de temperatură, cât și de durata testului (viteză, frecvență). Proprietățile rășinilor epoxidice special întărite. Atunci când utilizați sisteme epoxidice cu întărire specifică, există câteva limitări de luat în considerare. De exemplu, în cazul fabricării pieselor mari care sunt incomode pentru încălzire și a pieselor cu pereți groși, unde solicitările termice ar trebui să fie minime, este nepotrivit să se utilizeze sisteme care necesită întărire la temperatură înaltă. În aceste cazuri se folosesc sisteme cu întăritori la temperatură joasă. Astfel de compoziţii includ răşini epoxidice întăribile cu amină alifatică. Întărirea unor astfel de compoziții la temperatura camerei are ca rezultat materiale cu proprietăți excelente, îmbunătățite și mai mult de căldură scăzută. Desigur, aceste rășini nu pot fi folosite la temperaturi ridicate. Oligomerii și polimerii epoxidici sunt utilizați în diverse domenii ale tehnologiei datorită combinației cu succes a tehnologiei simple de prelucrare cu proprietăți fizice și mecanice ridicate, rezistență la căldură, aderență la diverse materiale, rezistență la diferite medii și capacității de a se întări la presiune atmosferică cu o presiune scăzută. contracție. Deci, sunt utilizate pe scară largă în producția de materiale structurale de înaltă rezistență, în tehnologia rachetelor și spațiale, aviație, construcții navale, inginerie mecanică, inginerie electrică, electronică radio, fabricarea de instrumente. Oligomerii și polimerii epoxidici sunt utilizați pe scară largă ca matrici pentru producerea materialelor plastice din carbon caracterizate printr-o combinație de rezistență și rigiditate ridicată cu densitate scăzută, coeficient de frecare la temperatură scăzută, conductivitate termică și electrică ridicată, rezistență la uzură, rezistență la efectele termice și la radiații. Materialele plastice armate cu fibre de carbon epoxidice cocsificate și pirocarbon sunt rezistente la degradarea oxidativă termică și termică, au caracteristici de rezistență ridicată și au proprietăți bune de protecție termică. Rășinile epoxidice sunt matrici bune pentru fabricarea fibrei de sticlă. Pe lângă fibrele de sticlă și țesăturile de sticlă, fibrele și țesăturile de cuarț, se folosesc fibre de bor-carbon, carbură de siliciu și alte fibre anorganice. Pe lângă fibrele anorganice, fibrele din polimeri organici sunt folosite pentru a obține materiale plastice epoxidice armate, în special, fibre sintetice de înaltă rezistență din poli-și-fenilen tereftalamidă și alte aramide. Datorită aderenței bune la sticlă, ceramică, lemn, materiale plastice, metale, oligomerii și polimerii epoxidici sunt utilizați pe scară largă în producția de adezivi, compuși de întărire la cald și la rece. Oligomerii epoxidici sunt utilizați pentru a sigila și încapsula diverse părți pentru protecția mediului. În electrotehnică, oligomerii epoxidici sunt utilizați pentru umplerea înfășurărilor transformatoarelor și motoarelor, pentru etanșarea îmbinărilor cablurilor electrice etc. În ciuda procesului de distrugere termooxidativă, care are loc inevitabil în aceste condiții, descompunerea unor astfel de polimeri este relativ lentă. În plus, se presupune că fragmentele în care se descompun acești polimeri sunt relativ stabile, ceea ce crește „durata de viață” a materialului la temperaturi ridicate. Punctul cheie în prepararea rășinilor rezistente la căldură este sinteza polimerilor care conțin un număr mare de fragmente heteroaromatice. Aceste fragmente, care conțin numărul minim de atomi de hidrogen capabili de oxidare, pot absorbi energie termică. Din păcate, aceleași elemente ale structurii chimice care determină stabilitatea termo-oxidativă a unor astfel de rășini duc la dificultăți serioase și adesea chiar la imposibilitatea procesării lor în produsele dorite. În anii 1960, au fost sintetizați o serie de polimeri heteroaromatici care, conform analizei termogravimetrice (TGA), au avut o bună stabilitate termo-oxidativă la temperaturi ridicate. Totuși, încercările de a utiliza acești polimeri ca lianți pentru materiale compozite cu proprietăți îmbunătățite au fost fie nereușite, fie dezavantajoase din punct de vedere economic. Prin urmare, la începutul anilor 70, viitorul lianților polimerici rezistenți la căldură părea foarte vag și incert. Se părea că această clasă utilă de materiale va rămâne o „curiozitate de laborator”. Cu toate acestea, dezvoltarea chimiei polimerilor poliimide în 1972-74. nu numai că a reînviat interesul pentru ele și a provocat noi dezvoltări în domeniul lianților rezistenți la căldură, dar a făcut posibilă realizarea practic a multor posibilități potențiale ale acestor lianți. În prezent, materialele compozite fibroase de poliimidă sunt utilizate ca materiale structurale care funcționează la o temperatură de aproximativ 300°C sau tridimensionale (plasă spațială). Principalul dezavantaj al materialelor compozite pe bază de poliimide cu greutate moleculară mare este porozitatea lor ridicată, care limitează drastic posibilitățile de aplicare practică efectivă a acestor materiale în condiții de expunere simultană la sarcini mecanice mari, temperaturi ridicate și o atmosferă oxidantă. Prin urmare, pare mai oportun să se utilizeze imidele oligomerice fuzibile inițiale, care se pot solidifica prin reacția de polimerizare, deoarece polimerizarea nu este însoțită de eliberarea de subproduși volatili care conduc la o porozitate ridicată a materialelor rezultate. De cea mai mare importanță sunt imidele oligomerice polimerizabile care conțin grupări maleicmidă și endometilentetrahidroftalimidă la capetele catenelor. Aceste cerințe sunt în mare măsură satisfăcute de bismaleinimile obținute prin interacțiunea diaminelor de diferite structuri și anhidrida acidului maleic. Legătura dublă din bis-maleimide este deficitară de electroni datorită apropierii de grupările carbonil ale inelului imid; prin urmare, bis-maleimidele polimerizează ușor atunci când sunt încălzite peste punctul de topire, formând polimeri tridimensionali. RETURNAREA DEŞEURILOR ÎNTREPRINDERIEI INDUSTRIALE Deşeurile sunt generate în procesul de activitate economică a practic tuturor întreprinderilor. Datorită faptului că cantitatea de deșeuri afectează în mod direct... „AGENȚIA FEDERALĂ PENTRU EDUCAȚIE PROGRAMUL UNIVERSITAR DE CONSTRUCȚII DE STAT MOSCVA disciplina _Evaluarea economică a investițiilor_” ECONOMIA SECTORULUI PUBLIC „Se arată că problema reglementării de stat a interacțiunii pieței mecanisme și ar trebui să rass ... "Candidat de științe filozofice, cercetător junior al Departamentului de Sociologie și Psihologie N ..." colaboratori, Departamentul de Finanțe Dean Witter, care primesc un Stanford pe termen scurt de la ... "NV Mikhailova Universitatea de Stat din Minsk...” 2017 www.site - „Bibliotecă electronică gratuită – diverse materiale” Materialele de pe acest site sunt postate pentru revizuire, toate drepturile aparțin autorilor lor. Materialele compozite cu o matrice polimerică se disting prin densitate scăzută (1200 ... 1900 kg / m 3), sensibilitate scăzută la crestare, conductivitate termică și electrică, oboseală ridicată și rezistență specifică, fabricabilitatea procesării, transparența radio (un număr de materiale). ), etc. Ca matrice polimerică pentru compozite sunt utilizate ca polimeri termorigide (în principal) și termoplastici și materiale de umplutură - oricare dintre cele de mai sus. Materiale pe bază de polimeri termoplastici cu umpluturi dispersate de natură variată (talc, grafit, oxizi metalici, lubrifianți solizi stratificati, pulberi metalice, fibră de sticlă discretă etc.) sunt utilizate pentru fabricarea pieselor de mașini și aparate cu încărcare mică și medie, părți ale caroseriei, roți dințate și pinioane, rulmenți și etanșări, curele de transmisie, containere etc. Dintre compozitele termoplastice, materialele umplute cu sticlă sunt cele mai utilizate. Ca umplutură se folosesc fibre cu diametrul de 9 ... 13 μm din sticlă aluminoborosilicat fără alcali, scurtă (0,1 ... 1 μm) și lungă (3 ... 12 mm lungime) cu un grad de umplere de 10 ... 40% din masa polimerului. Sunt produse materiale plastice umplute cu sticlă pe bază de poliamide, policarbonat, polipropilenă și alte materiale termoplastice. Umplerea materialelor termoplastice cu fibră de sticlă mărește caracteristicile de rezistență ale polimerilor și rezistența la căldură, reduce fluajul de 1,5 ... 2 ori, reduce dilatarea termică de 2 ... 7 ori, crește limita de anduranță și rezistența la uzură. Introducerea lubrifianților solizi stratificati în compozite, cum ar fi grafitul, bisulfura de molibden, nitrura de bor etc., reduce coeficientul de frecare al polimerilor și crește rezistența la uzură a acestora. Rezistența compozitelor pe bază de termoplastice ajunge la 150 ... 160 MPa la o rezistență la impact suficient de mare (KCU = 8 ... 60 J / m 2). Materiale compozite pe baza de materiale plastice termorigide sunt create pe baza de polimeri care se întăresc la încălzire sau sub acțiunea întăritorilor pentru a forma structuri polimerice tridimensionale.Compozitele pe bază de fenol-formaldehidă, uree și melamină-formaldehidă, organosiliciu și alte rășini se numără printre vindecate la încălzire. Al doilea tip include compozite pe bază de polisiloxani, rășini epoxidice și poliesteri nesaturați. Materialele plastice termorigide, spre deosebire de termoplastice, se caracterizează printr-o absență completă a curgerii la rece, au o rezistență semnificativ mai mare la căldură, sunt insolubile și au proprietăți de umflare nesemnificative. Ele arată stabilitatea proprietăților până la temperatura de rezistență la căldură, capacitatea de a rezista la sarcini prelungite la temperaturi de la -60 la +200 ... 300 ° C, în funcție de tipul de polimer și au proprietăți dielectrice bune. Dar aceste materiale sunt mai puțin prelucrabile decât termoplastele. Rășinile epoxidice au cea mai mare aderență la umplutură. Rășinile epoxidice întărite sunt rezistente la alcalii, oxidanți și majoritatea acizilor organici. Cu toate acestea, compozitele pe bază de acestea au proprietăți mecanice scăzute, sunt rezistente la căldură până la 200 ° C și, în plus, aceste rășini sunt toxice. Compozitele pe bază de lianți siliciu-organici și poliimid (până la 280 ... 350 ° C) au cea mai mare rezistență la căldură. Utilizarea rășinilor epoxidice și a poliesterilor nesaturați face posibilă obținerea de materiale capabile să se întărească la temperatura camerei (întărire la rece), lucru foarte important în fabricarea produselor de dimensiuni mari. Materiale compozite cu umpluturi dispersate care sunt utilizate ca pulberi de substanțe organice (făină de lemn, celuloză) și minerale (cuarț, talc, mică, oxizi metalici, lubrifianți solizi stratificati, inclusiv grafit, disulfură de molibden, nitrură de bor), au proprietăți izotrope, rezistență mecanică și tenacitate scăzute. La fel de materiale fibroase de armare se folosesc fleece de bumbac, fir de snur, fibra de azbest, fibra de sticla. În consecință, aceste materiale sunt numite fibră de sticlă, cordofibră, fibră de azbest, fibră de sticlă. Fibre
-
materiale plastice pe bază de câlți de bumbac impregnate cu rășină fenol-formaldehidă. Materialele au o rezistență la impact mai mare (până la 10 kJ/m2) în comparație cu pulberile de presare, dar au o fluiditate mult mai mică, ceea ce nu permite producerea de piese cu pereți subțiri. Fibrele au proprietăți dielectrice scăzute, sunt instabile în climatele tropicale și au proprietăți de anizotropie. Sunt utilizate pentru fabricarea de produse în scopuri tehnice generale cu rezistență crescută la vibrații și la sarcini de șoc care funcționează în încovoiere și torsiune, de exemplu, scripete de curele, flanșe, mânere, capace etc. Fibre de azbest
-
compozite care conțin un mineral fibros - azbest, care se descompune în fibre subțiri cu un diametru de până la 0,5 microni. Ca liant se folosesc rășini fenol-formaldehide și organosilicioase. Au rezistență ridicată la impact și rezistență la căldură până la 200 ° C, sunt rezistente la medii acide și au proprietăți bune de frecare. Sunt utilizate în principal ca materiale pentru dispozitivele de frânare (plăcuțe de frână, garnituri, discuri de ambreiaj). Fibrele de azbest pe bază de fenol-formaldehidă sunt utilizate pentru producerea de piese rezistente la căldură de înaltă rezistență în scopuri electrice (tablouri electrice, colectoare de înaltă și joasă tensiune) și pe bază de polimeri organosilici - pentru piese care funcționează timp îndelungat la temperaturi de până la 200 ° C (material K-41-5) și pentru camerele de suprimare a arcului electric ale contactoarelor de mare putere, blocuri de borne (KMK-218). Cele mai noi materiale sunt rezistente la tropicale. Faolite - fibrele de azbest obţinute prin impregnarea fibrelor de azbest cu răşină fenol-formaldehidă urmată de laminarea amestecului se utilizează la fabricarea ţevilor şi recipientelor rezistente la acid. Fibra de sticla
sunt materiale plastice care conțin fibră de sticlă ca umplutură. Se folosesc fibre de sticlă cu diametrul de 5 ... 20 microni, de înaltă rezistență, cu o rezistență temporară B = 600 ... 3800 MPa și cu modul înalt (VM-1, VMP, M-11), având B = 3900 ... 4700 MPa și un modul elastic la întindere până la 110 GPa. Se folosesc fibre, fire, mănunchiuri de diferite lungimi, ceea ce determină în mare măsură rezistența la impact a fibrei de sticlă. Cu cât fibra este mai subțire, cu atât este mai puțină defectivitate și cu atât rezistența este mai mare. Proprietățile mecanice ale fibrei de sticlă depind de compoziția, cantitatea și lungimea fibrei de sticlă, tipul de liant, procesele fizico-chimice care au loc la interfața fibră de sticlă-liant și metoda de prelucrare. De exemplu, înlocuirea fibrei de sticlă E (aluminosilicat fără alcali) cu fibră de sticlă S (rezistentă la căldură de mare rezistență) într-un liant epoxidic crește rezistența compozitului cu 40%. Pentru a îmbunătăți umecbilitatea fibrei de sticlă cu liantul, se reduce tensiunile apărute la interfață, se crește aderența dintre fibră și liant, finisarea (prelucrarea) fibrelor cu compuși care conțin diverse grupe reactive (vinil, metacril, fenil). , grupări amino și imino etc.). O scădere a tensiunilor în limita stratului de liant cu fibra, o scădere a contracției și a porozității și o creștere a rezistenței la căldură sunt facilitate de introducerea de umpluturi sub formă de pulbere, în special, o pulbere de liant întărită, în liant. Fibra de sticla este subdivizata in: mase de presare incurcate fibroase, granulare si fin dispersate. Fibre de sticlă încâlcite se obtine prin impregnarea unor lungimi de fibre de 40 ... 70 mm, urmata de pufulare si uscare pentru indepartarea solventului (de exemplu, AG-4V). Dezavantajul acestor materiale este distribuția neuniformă a liantului, o dispersie mai mare a proprietăților mecanice și o fluiditate mai mică în comparație cu alte fibre de sticlă. Fibră de sticlă granulară(premixuri) se obtine prin impregnarea firelor de sticla nerasucite si a firelor de sticla, urmata de uscare si taiere in granule cu lungimea de 5, 10, 20 si 30 mm. Diametrul granulelor este de 0,5 ... 8 mm. Materialul are o bună curgere și fluiditate, o stabilitate mai mare a proprietăților mecanice. Această categorie de materiale include fibrele de sticlă dozate DSV. Compuși de presă din fibră de sticlă fin dispersați realizat prin amestecarea fibrelor de sticlă zdrobite de până la 1,5 mm lungime cu un liant urmată de granulare (granule 3 ... 6 mm în dimensiune). De asemenea, se produce „pesmet de sticlă” cu granule de până la 10 ... 50 mm lungime din deșeuri de pânză de sticlă impregnate. Fibra de sticlă granulată cu granule de până la 6 mm este prelucrată prin turnare prin injecție. Fibra de sticlă fin dispersată poate fi prelucrată prin turnare prin injecție, iar la fabricarea produselor cu fitinguri metalice - turnare prin injecție. Fibra de sticlă cu lungimea granulelor de 10 mm este prelucrată prin turnare prin injecție și presare directă, iar cu lungimea granulelor de 20 și 30 mm - doar prin presare directă. Părțile caroseriei, elementele de scuturi, izolatoarele, conectorii, carenele de antenă etc. sunt realizate din fibră de sticlă. Produsele care funcționează la temperaturi de la -60 la +200 ° C sunt realizate pe bază de rășini anilină-fenol-formaldehidă și fibră de sticlă aluminoborosilicat fără alcali și pentru intervalul de temperatură - 60 ... + 100 ° C pe baza de rășini epoxidice. Fibra de sticlă pe bază de rășini organosilicioase se operează până la o temperatură de 400 ° C, și cu utilizarea de silice sau fibre de silice pentru o perioadă scurtă de timp și la temperaturi mai ridicate. Pentru piesele de protecție termică se utilizează fibră de sticlă pe bază de fibră de silice și rășini fenol-formaldehidice. Pe bază de covorașe de sticlă și rășini poliesterice nesaturate, preimpregnate,
care sunt utilizate pentru fabricarea pieselor de dimensiuni mari (caroserii, bărci, părți ale corpului de dispozitive etc.). Utilizarea fibrelor orientate face posibilă obținerea de fibre de sticlă cu proprietăți mecanice îmbunătățite. De exemplu, fibra de sticlă orientată AG-4S are: B = 200 ... 400 MPa, KCU = 100 kJ / m 2; în timp ce pentru AG-4V pe bază de fibre încurcate: B = 80 MPa, KCU = 25 kJ / m 2. Organofibre
sunt materiale compozite pe bază de lianți polimerici, în care fibrele polimerice organice (poliamidă, lavsan, nitron, vinol etc.) servesc ca umplutură. Bunurile, țesăturile și covorașele din aceste fibre sunt, de asemenea, folosite pentru întărire. Ca lianți se folosesc rășini termorigide (epoxidice, fenol-formaldehidă, poliimidă etc.). Utilizarea lianților polimerici și a materialelor de umplutură cu caracteristici termofizice similare, precum și a celor capabili de difuzie și interacțiune chimică între ele, asigură compozitelor stabilitate a proprietăților mecanice, rezistență specifică ridicată și rezistență la impact, rezistență chimică, rezistență la șoc termic, atmosferă tropicală. , și abraziune. Temperatura de funcționare admisă a majorității fibrelor organice este de 100 ... 150 ° C, iar pe baza unui liant poliimid și a fibrelor rezistente la căldură - până la 200 ... 300 ° C. Dezavantajele acestor materiale includ rezistența scăzută la compresiune și fluaj. Pentru a obține compozite de înaltă rezistență se folosesc fibre pe bază de poliamide aromatice (fibre aramide SVM, Terlon, Kevlar), care au proprietăți mecanice ridicate, stabilitate termică într-un interval larg de temperatură și proprietăți dielectrice și la oboseală bune. În ceea ce privește rezistența specifică, aceste fibre sunt inferioare doar fibrelor borice și de carbon. Borovoloknit
- materiale compozite pe o matrice polimerică umplută cu fibre de bor. Au proprietăți mecanice bune, fluaj scăzut, conductivitate termică și electrică ridicată, rezistență la solvenți organici, combustibili și lubrifianți, radiații radioactive și sarcini ciclice alternante. Fibrele de bor sunt obținute prin depunerea chimică a borului dintr-un amestec gazos de BCl 3 + H 2 pe un filament de wolfram la o temperatură de ~ 1130 ° C. Pentru a crește rezistența la căldură, fibrele sunt acoperite cu carbură de siliciu, care se depune și din faza de vapori-gaz în argon și hidrogen. Astfel de fibre se numesc borsic. Ca liant pentru fibrele de bor, se folosesc rășini epoxidice modificate și poliimide. Borovoloknits KMB-3, KMB-Zk asigură performanța produselor la temperaturi de până la 100 ° C, KMB-1 și KMB-1k până la 200 ° C și KMB-2k până la 300 ° C. Pentru a îmbunătăți fabricabilitatea prelucrării, se folosesc compozite care conțin un amestec de fibră de bor cu fibră de sticlă. Borovoloknit-urile sunt utilizate în tehnologia aviației și spațiale pentru fabricarea diferitelor profile, panouri, piese pentru compresoare etc. Carbofibre
(materiale plastice armate cu fibră de carbon) - materiale compozite pe bază de liant polimeric și fibre de carbon. Fibrele de carbon sunt foarte rezistente la căldură; rezistență specifică, rezistență chimică și la intemperii, coeficient scăzut de dilatare liniară termică. Se folosesc două tipuri de fibre: carbonizate și grafit. Fibrele de viscoză sau poliacrilonitril (PAN), piatră și smoală de petrol, care suferă un tratament termic special, sunt utilizate ca materie primă. În procesul de tratare la temperatură înaltă într-un mediu neoxidant, are loc o tranziție de la fibrele organice la cele de carbon. Carbonizarea se efectuează la o temperatură de 900 ... 2000 ° С, iar grafitizarea - la temperaturi de până la 3000 ° С. În funcție de proprietățile lor mecanice, fibrele de carbon sunt împărțite în modul înalt și rezistență ridicată. Polimerii termoenduribili sunt utilizați ca lianți: epoxidici, fenol-formaldehidă, rășini epoxi-fenolice, poliimide etc., precum și matrice de carbon. Carbofibrele au proprietăți mecanice bune, rezistență statică și dinamică, rezistență la apă și chimică etc. Carbofibrele pe bază de liant epoxi-anilin-formaldehidă (KMU-3, KMU-Zl) sunt eficiente la temperaturi de până la 100°C, pe epoxi-fenolice (KMU-1l, KMU-ly) până la 200°C, pe poli- liimidă (KMU-2, KMU-2l) până la 300 ° C, pe o matrice de carbon până la 450 ° C în aer și până la 2200 ° C într-o atmosferă inertă. Fibra de carbon este utilizată pentru fabricarea pieselor structurale pentru aviație și tehnologia rachetelor, antene, nave, mașini, echipamente sportive. Materiale compozite laminate au umpluturi de foi (țesături, hârtie, furnir etc.), impregnate și fixate împreună cu un liant polimeric. Aceste materiale au proprietăți anizotrope. Ca elemente fibroase de ranforsare se folosesc țesături pe bază de fibre de înaltă rezistență de diferite naturi: bumbac, țesătură de sticlă-azbest, țesătură organo, fibră de carbon, sticlă organo, sticlă boro-organo. Țesăturile diferă în raportul dintre fibrele din urzeală și bătătură, prin tipul de țesătură, ceea ce le afectează proprietățile mecanice. Compozitele laminate sunt produse sub formă de foi, țevi, semifabricate. Getinax
-
plastic pe bază de rășini fenolice modificate, amino-formaldehidice și ureice și diferite tipuri de hârtie. Organogetinax este fabricat pe bază de hârtie din fibre sintetice, cel mai adesea din poliamide aromatice și alcool polivinilic. Poliimidele, fenol-formaldehida, rășinile epoxidice și altele sunt folosite ca lianți. În comparație cu getinak-urile, au o rezistență mai mare în medii agresive și stabilitatea proprietăților mecanice și dielectrice la temperaturi ridicate. Textolit
-
plastic laminat pe bază de lianți polimerici și țesături din bumbac. Materialul are proprietăți mecanice ridicate, rezistență la vibrații. În funcție de scopul principal, PCB-urile sunt împărțite în structural, electric, grafit, amortizare flexibilă. Clasele de textolit structural PTK, PT, PTM sunt utilizate pentru fabricarea angrenajelor, rulmenților de alunecare care funcționează la temperaturi în zona de frecare nu mai mare de 90 ° C, în laminoare, turbine, pompe etc. Produs sub formă de foi cu un grosime de 0,5 până la 8 mm și plăci cu o grosime de 8 până la 13 mm. Textolitul electrotehnic este utilizat ca material electroizolant în medii cu temperaturi de funcționare de la minus 65 până la + 165 ° С și umiditate de până la 65%. Se produce sub formă de foi cu grosimea de la 0,5 la 50 mm clase A, B, D, VCh. Rigiditatea dielectrică a uleiului de transformator până la 8 kV/mm. Gradul A - cu proprietăți electrice sporite pentru funcționare în ulei de transformator și în aer la o frecvență industrială de 50 Hz. Gradul B - cu proprietăți electrice îmbunătățite pentru funcționare în aer la o frecvență de 50 Hz. Gradul G - în ceea ce privește proprietățile și zona de utilizare, este similar cu gradul A, dar cu toleranțe extinse pentru deformare și grosime. Grad HF - pentru funcționare în aer la frecvențe înalte (până la 10 6 Hz). Textolitul de grafit este utilizat pentru fabricarea rulmenților pentru echipamente de rulare și este produs sub formă de foi de 1 ... 50 mm grosime, până la 1400 mm lungime și până la 1000 mm lățime. Textolitul de amortizare flexibilă este utilizat pentru producerea de garnituri de etanșare și izolare în unitățile de mașini expuse la uleiuri, kerosen și benzină. Produs sub formă de foi cu grosimea de 0,2 ... 3,0 mm. V laminate de azbest
și asbogetinax
ca materiale de umplutură, respectiv, pânză de azbest sau hârtie de azbest (până la 60%), și ca liant - rășini fenol-formaldehidă și melamină-formaldehidă, polimeri siliciu-organici, care determină temperatura de funcționare admisă. Materialele pe bază de melamină-formaldehidă permit funcționarea produselor la temperaturi de până la 200 ° C, pe fenol-formaldehidă până la 250 ° C și pe organosiliciu până la 300 ° C în timpul funcționării pe termen lung. Pentru o perioadă scurtă de timp, temperatura poate ajunge la 3000 ° C. Laminatele de azbest sunt utilizate în principal pentru fabricarea plăcuțelor de frână, a garniturilor de frână, ca materiale termoizolante și de protecție termică. Laminate din fibra de sticla
realizate pe bază de fibră de sticlă și diverși lianți polimerici. Pe rășinile fenolic-formaldehidice (KAST, KAST-V, KAST-R) acestea sunt mai rezistente la căldură decât textolitul PTK, dar mai slabă ca rezistență la vibrații. Pe rășinile organosilicioase (STK, SK-9F, SK-9A) au rezistență ridicată la căldură și îngheț, au rezistență chimică ridicată, nu provoacă coroziunea metalului în contact cu acesta. Laminatele din fibră de sticlă sunt utilizate în principal pentru produse de dimensiuni mari în scopuri de inginerie radio. Rezistență ridicată la impact KCU de până la 600 kJ / m 2, rezistența maximă de până la 1000 MPa materiale anizotrope din fibră de sticlă,
armat cu furnir de sticlă (SVAM). În ceea ce privește rigiditatea specifică, aceste materiale nu sunt inferioare metalelor, iar în ceea ce privește rezistența specifică sunt de 2 ... 3 ori mai mari. Materiale plastice umplute cu gaz pot fi atribuite și clasei compozitelor, deoarece structura lor este un sistem format din faze solide și gazoase. Ele sunt împărțite în două grupe: spume și materiale plastice celulare. Styrofoam au o structură celulară, porii în care sunt izolați unul de celălalt printr-un strat de polimer. Poroplastice au un sistem poros deschis iar produsele gazoase sau lichide prezente in ele comunica intre ele si cu mediul. Styrofoam
obtinut pe baza de polimeri termoplastici (polistiren, clorura de polivinil, poliuretan) si rasini termorigide (fenol-formaldehida, fenol-cauciuc, siliciu organic, epoxi, uree). Pentru a obține o structură poroasă, în cele mai multe cazuri, componente care formează gaze sunt introduse în liantul polimeric, numit porofori. Cu toate acestea, există și materiale auto-spumante, de exemplu, spumă poliester-uretan, spumă poliepoxidica. Spumele pe bază de rășini termoplastice sunt mai prelucrabile și mai flexibile, dar intervalul de temperatură al funcționării lor este de la -60 la +60 ° C. Poroplastice
sunt obținute în principal prin spumarea mecanică a compozițiilor, de exemplu, cu aer comprimat sau folosind agenți de spumare speciali. Când masa spumosă se solidifică, solventul, fiind îndepărtat în timpul procesului de uscare și întărire de pe pereții celulelor, le distruge. Porii traversați se pot obține prin umplerea compozițiilor cu substanțe solubile în apă. După presarea și întărirea produsului, acesta este scufundat în apă încălzită, în care substanțele solubile sunt spălate. Materialele plastice spumă sunt utilizate pentru fabricarea amortizoarelor, scaunelor moi, bureților, filtrelor, ca garnituri de amortizare a vibrațiilor și de izolare fonică în unitățile de ventilație, amortizoare, garnituri în căști și căști etc. Densitatea lor este de 25 ... 500 kg / m 3. Materiale cadru metal-polimer sunt materiale compozite în care o plasă metalică tridimensională este baza de susținere, iar cavitatea intercadru este umplută cu o compoziție polimerică care conține diverse componente funcționale (Figura 5.11). Orez. 5.11. Structura materialului cadru metalic-polimer (a) și a materialului MPK (b): 1 - particule de metal, 2 - polimer, 3 - lubrifiant solid, 4 - grafit pirolitic În inginerie mecanică și-au găsit aplicații materialele autolubrifiante metal-polimer pe bază de cadru de cermet și lianți polimerici care conțin diverși lubrifianți uscați (grafit, disulfură de molibden, iodură de cadmiu etc.). Astfel de materiale sunt utilizate pentru fabricarea lagărelor de alunecare, cuști pentru rulmenți, segmente de piston etc. Pentru a obține un cadru de cermet se folosesc pulberi de bronz de staniu, oțel inoxidabil, sticlă ceramică. Cavitățile intercadru sunt umplute cu PTFE-4D prin impregnare cu o suspensie apoasă 50% de PTFE sau un amestec de PTFE-4D cu plumb. Materialul antifricțiune metal-ceramic MPK, realizat pe bază de pulberi de oțel inoxidabil, conține pirografit și fluoroplastic-4. Tehnologia producției sale este următoarea: un cadru cu o porozitate de 20 ... 70% este presat și sinterizat din pulberi metalice. Apoi, într-o cameră specială, se trece prin pori un gaz cu conținut de carbon la o temperatură care asigură piroliza gazului și depunerea de grafit pe pereții ramei până la umplerea a aproximativ 3/4 din volumul porilor, după care produsul. este impregnat în mod repetat în vid cu o suspensie de fluoroplastic-4 cu tratament termic simultan. Materialele auto-lubrifiante de tipul dat sunt eficiente la temperaturi de până la 250 ° C. Utilizarea materialelor de cadru cu bandă auto-lubrifiante este foarte promițătoare; Porii cadrului sunt umpluți cu compoziții pe bază de fluoroplastic-4 și lubrifianți solizi. Materiale de bandă sunt foarte tehnologice, permit fabricarea lagărelor de alunecare (pliate) și bucșe de orice dimensiune) permit funcționarea fără lubrifiere la temperaturi de până la 280°C la presiuni mari (până la 200 ... 300 MPa) și viteze de alunecare. Utilizarea unei benzi de bază metalice și a unui cadru poros din bronz asigură o bună îndepărtare a căldurii din zona de frecare, iar PTFE-4 situat în pori și pe suprafața cu lubrifianți solizi are un coeficient de frecare scăzut și rezistență mare la uzură a perechilor de frecare. Materialele de bandă precum DU, DP, DQ sunt utilizate pe scară largă în străinătate. Unul dintre dezavantajele materialelor cu bandă de cadru este grosimea mică a stratului de rulare a suprafeței (10 ... 20 microni), care exclude posibilitatea prelucrării mecanice a rulmenților după instalarea acestora în carcasă. Este eficientă utilizarea materialelor de cadru auto-lubrifiante, al căror cadru este sinterizat din fibre sau ochiuri metalice, iar ca matrice sunt utilizate diverse compoziții de polimeri, precum și materiale pe bază de carbon-grafit și țesături de carbon-grafit metalizate impregnate cu lianți polimerici cu lubrifianți solizi. În prezent, sunt utilizate pe scară largă materiale lemnoase compozite, care sunt materiale lemnoase de armare (umpluturi), combinate intr-o matrice (de obicei polimerica) cu introducerea de aditivi speciali. În unele cazuri, ele sunt numite materiale plastice din lemn sau KDPM (materiale polimerice din lemn compozit). PAL
- produse de dimensiuni mari realizate prin presare plată la cald a particulelor de lemn amestecate cu un liant. Conform GOST 10632-89, plăcile sunt produse în dimensiuni 2440x1220; 2750x1500; 3500x1750; 3660x1830; 5500х2440 mm, grosime de la 10 la 25 mm, lustruit și nelustruit. În conformitate cu scopul, plăcile sunt împărțite în trei grade: P-1 (P-1M multistrat și P-1T cu trei straturi)- fabricarea de carcase, panouri si alte piese in confectionarea radio si instrumentar, mobilier si elemente de constructie. Acoperit cu folii pe baza de polimeri termorigizi si termoplastici, vopsele si lacuri; P-2 (P-2T și P-20 cu un singur strat, subdivizat în grupele A și B)
- fabricarea de carcase de dispozitive, mașini, recipiente și recipiente (cu excepția alimentelor), rafturi, elemente de mobilier și structuri de construcție. Se folosesc cu furnir, hartie decorativa - materiale plastice laminate si fara fatada; P-3 (P-ET)- detalii de caroserii autoutilitare, compartimentări de mașini, elemente ale structurilor portante ale clădirii. După calitatea suprafeței, plăcile se împart în lustruite (clasele 1 și II) și nelustruite (clasele I și II). Placi de fibre
(GOST 4598-86), în funcție de densitate, sunt împărțite în moale (M), semidure (PT), dure (T) și superdure (ST) și, în funcție de rezistența finală la îndoire, în șapte grade: M-4, M-12, M-20, PT-100, T-350, T-400 și ST-500, unde numerele înseamnă rezistența minimă finală a plăcilor la încovoiere în kgf / cm 2. Grosimea plăcilor 2, .5; 3,2; 4; 5; 6; 8:12; 16 și 25 mm, lățime de la 1220 la 1830 mm și lungime de la 1200 la 5500 mm. Conceput pentru utilizare în produse și structuri protejate de umiditate. Laminate din lemn (plăci aglomerate)
- foi de furnir multistrat presate la cald din diverse tipuri de lemn impregnate cu rasini sintetice. Plăcile PAL se caracterizează prin rezistență ridicată și rezistență la uzură, coeficient scăzut de frecare și proprietăți bune de rodare. PAL cu o grosime de la 1 la 15 mm sunt realizate sub formă de foi dreptunghiulare, cu o grosime de la 15 la 60 mm - sub formă de plăci. Foile și plăcile lipite din foi întregi de furnir de-a lungul lungimii se numesc solide, iar din mai multe - compozite (cu proprietăți ușor reduse). Se produc table pline cu o latime de 950 mm si o lungime de 700, 1150 si 1500 mm si 1200x1500 mm; compozit 2400х950, 4800х1200, 5000х1200 mm; plăci pline: 750x750, 950x700 (1150, 1500); 1200x1200 (1500), plăcile compozite sunt produse în aceleași dimensiuni ca și foile compozite. În conformitate cu GOST 13913-78 și GOST 20366-75, PAL este împărțit în 11 grade. Printre ansambluri și piese de perspectivă de la KDPM poate fi atribuită: role transportoare cu bandă; carcase pentru rulmenți; huse, trape; părți centrale ale roților și rolelor (centri de roți cu jante din oțel); blocuri de cabluri pentru macarale, telefoane, palanuri cu lanț etc.; scripete, pinioane, roți dințate fixate pe arbori folosind conexiuni fără cheie; greutăți, contragreutăți, amortizoare, volante cu o parte interioară din așchii de metal presat și o parte exterioară din KDPM; panouri ornamentale interioare pentru mașini, autobuze, vagoane, cabine ale diverselor mașini etc.; pistoane din cilindri pneumatici si hidraulici; rame de ferestre; cadre pentru piese din spumă poliuretanică; profile îndoite-lipite și panouri de furnir; panouri sandwich cu foi exterioare din placaj, plăci fibroase, PAL, DSG1, PAL sau metal (oțel, aluminiu) și partea centrală din materiale plastice spumate cu umplutură de lemn; piese din material plastic spumat cu umplutură de lemn pentru scopuri structurale și termoizolante (de exemplu, piese pentru fixarea tavanelor mașinilor, izolarea termică, zgomotă și vibrațională a mașinilor, locomotive diesel, frigidere și uși de garaj, izolarea termică a țevilor fără canale). așezarea etc.); rezervoare (rezervoare de gaz, recipiente etc.). rulmenți de alunecare care funcționează în regim de transfer selectiv; Desigur, domeniile de aplicare considerate promițătoare ale CMRM nu pretind a fi complete, nu epuizează toate domeniile posibile de utilizare și pot fi extinse semnificativ.Documente similare
„Definițiile și clasificarea compozitelor polimerice Materialele compozite sunt materiale obținute din două sau mai multe componente și...”
TEMA 1. DEFINIȚII ȘI CLASIFICAREA POLIMERILOR
COMPOZITE. MECANISM DE INTERACȚIUNE A COMPONENTELOR
MATERIALE PLASTICE RÂNFORTĂ HIBRID ȘI GRADIENT (HAP) C
PROPRIETĂȚI MECANICE AJUSTABLE
Crearea de materiale compozite polimerice hibride care combină două sau mai multe tipuri de fibre - sticlă, organică, carbon și boric, este o direcție promițătoare în dezvoltarea tehnologiei moderne, deoarece extinde posibilitatea de a crea materiale cu proprietățile dorite. Cel mai semnificativ factor care afectează natura comportării mecanice a HAP, în special în timpul tensiunii, este valoarea deformațiilor finale ale fibrelor de armătură a materialului. Printre HAP, care combină fibre care au caracteristici de deformare similare, se numără materialele plastice armate cu fibră de sticlă și carbon-boroplastic.
TEMA 2. RĂȘINI POLIESTERICE NESATURI
Oligoesteri nesaturați sunt esteri oligomeri obținuți folosind monomeri nesaturați care conțin o grupare vinii. Astfel de oligomeri sunt utilizați pe scară largă în producția de materiale plastice armate și alte materiale compozite. În acest caz, se folosesc două tipuri de oligoesteri nesaturați: maleinați de oligoester și acrilați de oligoester.
TEMA 3. RĂSINI PE BAZĂ DE DIESTERI COMPLEXI
ACIZI CARBONIC VINIL
Rășinile pe bază de diesteri complecși ai acizilor vinil carboxilici (DVA) sunt polimeri termorigizi, al căror lanț principal este esterificat la grupările hidroxil terminale prin reziduul, R, acrilic (I: R = H) sau metacrilic (II: R = CH3). ) acid: -OC- C - R = CH2. Lanțul principal de macromolecule ale acestor rășini este alcătuit din epoxidici, poliester, poliuretan sau alte segmente, iar pe bază de rășini epoxidice se obțin materiale practic valoroase. TEMA 4. RĂSINI POLIBUTADIENE
Rășinile polibutadiene sunt rășini termorigide cu hidrocarburi cu greutate moleculară mare. Au proprietăți electrice excelente, rezistență chimică semnificativă, stabilitate termică destul de ridicată, absorbție scăzută de umiditate și se întăresc ușor în prezența inițiatorilor de peroxid. Ele pot fi utilizate pentru prelucrare prin turnare directă și prin injecție, turnare prin injecție, prelucrare wet-laid-to-mold pentru laminate și preimpregnate. Datorită faptului că există mulți derivați ai polibutadienei, domeniul de aplicare al acestor polimeri este larg: aceștia sunt utilizați ca modificatori ai altor rășini, pentru fabricarea de acoperiri, adezivi și compuși de ghiveci izolatori electrici. TEMA 6. RĂȘINI RESISTENTE LA CĂLDURĂ
Rășinile rezistente la căldură sunt polimeri heteroaromatici liniari sau reticulați, cu o temperatură ridicată de tranziție sticloasă și pot rezista la încălzirea prelungită în aer peste 300 ° C fără modificări structurale vizibile.
Daca nu sunteti de acord ca materialul dumneavoastra sa fie postat pe acest site, va rugam sa ne scrieti, il vom sterge in termen de 1-2 zile lucratoare.5.4.2. Compozite cu matrice polimerică

-
 Trebuie să aprob anual contingentul pentru examenul medical?
Trebuie să aprob anual contingentul pentru examenul medical?
-
 Cum să eliberați angajații de birou care lucrează numai la un computer personal și cu echipamente de birou de briefing-urile la locul de muncă (primare și secundare)?
Cum să eliberați angajații de birou care lucrează numai la un computer personal și cu echipamente de birou de briefing-urile la locul de muncă (primare și secundare)?
-
 Despre organizarea instruirii și verificarea cunoștințelor privind cerințele de protecție a muncii ale personalului organizației
Despre organizarea instruirii și verificarea cunoștințelor privind cerințele de protecție a muncii ale personalului organizației
-
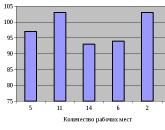 Caracteristici ale definiției locurilor de muncă similare cu un preț special
Caracteristici ale definiției locurilor de muncă similare cu un preț special
Popular
- Listele nominalizate ale persoanelor supuse examinărilor medicale
- Cum arată protocolul corect pentru testarea cunoștințelor privind cerințele de protecție a muncii?
- Cu modificări și completări de la
- La aprobarea procedurii de formare și de lucru a comisiilor de testare a cunoștințelor cerințelor de protecție a muncii ale organizațiilor de formare
- Instructiuni de protectia muncii pentru personalul administrativ si specialisti (lucratori de birou) Denumirea instructiunilor de protectia muncii pentru salariati
- Enciclopedia istorică sovietică
- „Ziarul roman”: istoria țării, istoria revistei
- Injecții Mihail O sesiune de telepatie publică
- Cumpărați uși de garaj secționale ieftin în rate
- Companii de producție și rafinare a petrolului