Bıçağa bakır desen çizmek. Doğaçlama malzemeler kullanarak evde metal dağlama
Metal oyma! Temel prensipler.
Yöntem, metallerin elektrokimyasal aşındırma yöntemine dayanmaktadır. Kısaca şu şekildedir: Yazının yapıldığı kısım, çizim (daha önce özel bir vernik ile uygulanmış), elektrolit çözeltisine daldırılır, anottur. Yani ona (+) bir akım kaynağı bağlanmıştır. Elektrolit çözeltisine de daldırılan katot, paslanmaz çelikten bir şerittir. Bir (-) akım kaynağı ona bağlanır. Akım açıldığında, elektrokimyasal aşındırma meydana gelir, yani parçanın vernikle korunmayan yüzeylerinin çözülmesi.
Şekil, sürecin prensibini şematik olarak göstermektedir.
Rakamlar şunları gösterir:
1. Metal detay.
2. Kazınmış alan.
3. Bir cila tabakası metalin dağılmamasını sağlar.
Temel budur. Şimdi tüm sürece ayrıntılı olarak bakalım.
1. Parçanın hazırlanması.
Kural olarak, verniğin uygulanacağı yüzeylerin tamamen yağdan arındırılması söz konusudur. Bu ne için? İlk olarak, cila, yağdan arındırılmış yüzeye çok sıkı bir şekilde yapışır, bu da aşındırma işlemi sırasında istenmeyen şekilde kazınmış alanlar şeklinde onarılamaz kusurlara yol açacak parçalar tarafından yırtılmamasını sağlar. Böylece ürünü tamamen mahvedebilirsiniz.
İkincisi: kazınacak yüzeyde yağdan arındırılmış bir alan yoksa. Örneğin, kendi parmak iziniz bile! Bu gres, yüzeyi aşınmaya karşı koruyan bir vernik tabakası görevi görebilir. Ve sonra kazınmış bir parmak izi alırsınız. Bu kusur hoş değildir, ancak çoğu durumda yeniden ayıklama ile ortadan kaldırılabilir.
Ve böylece yüzeyi yabancı kir, döküntü vb.'den temizleyeceğiz. Parmak izi bırakmamak için lastik eldiven giydiğinizden emin olun. Ve sıcak suda çalışmak daha kolaydır.

Fotoğraf: bıçağı akan su altında sabunla yıkamak.
Parçayı sabun çözeltisine batırarak yağdan arındırın, çamaşır deterjanı bir süre sıcak suda. Ardından, aynı solüsyonda bir fırça (diş fırçası uygundur) ile parçayı dikkatlice temizlemeniz gerekir. Kör (açık olmayan) deliklere özellikle dikkat edin. Yıkanmaları çok zordur. Orada pislik bırakamazsın. Durulama mümkün olduğunca akan su altında gerçekleştirilir. Eldivenlerinizi çıkarmayın! Bu noktadan sonra, yukarıda açıklanan kusurların ortaya çıkmasını önlemek için, eldivensiz ellerle parçaya dokunmak genellikle son derece istenmeyen bir durumdur. Yine de parçaya dokunduysanız, yağ giderme işlemini tekrarlamak daha iyidir. Yağ alma kalitesi nasıl kontrol edilir? Çok basit. İyice yağlanmış bir metalden su tamamen boşalır, damla veya iz bırakmaz. Damlalar kalırsa, su metale yapışır (tam ifade), o zaman bu yerlerde yağ vardır. Çözelti fırçasıyla iyice ovalayın ve durulama ve kontrol işlemlerini tekrarlayın.
Başka bir sır. Delikleri, yarıkları vb. temizlemesi zor olan karmaşık parçaları yağdan arındırmak için ultrasonik bir banyo kullanılır. Evde, başarıyla değiştirilebilir ev. Ultrason kullanımı yağdan arındırma süresini önemli ölçüde azaltır ve kaliteyi artırır. Ancak çoğu durumda bu gerekli değildir.
Alkolle nemlendirilmiş pamuk ve diş tozu ile silinerek küçük parçalar yağdan arındırılabilir. Toz, yağı giderecek soda içerir. Yağdan arındırmanın çok hızlı bir yolu, ancak belirli bir beceri gerektirir.

Fotoğraf: alkol ve diş tozu ile yağdan arındırma.
2. Özel bir vernik hazırlanması.
Metal üzerine yazıtlar ve çizimler çizmek için özel bir vernik kullanılır. Sonuç olarak kompozisyon ve hazırlama yöntemi çalışıldı. pratik iş ve bu tavsiyelere uyulduğunda yapılan işin kalitesini garanti eder. Vernik, parçaların aşınmaya karşı güvenilir bir şekilde korunmasını sağlar ve işlemin sonunda kolayca çıkarılır. Hazırlamak için aşağıdaki bileşenlere ihtiyacımız var:

- Katran. Madde siyah, kırılgandır. Yol onarımları sırasında çatıların su yalıtımı amacıyla inşaatta yaygın olarak kullanılmaktadır. 50 kg'lık büyük parçalar halinde yapı malzemeleri mağazalarında satılır. Bizim amacımız için bu miktar gerekli değildir. Bu nedenle, şantiyelerde bir parça katran aramak, çatıyı döken veya yolları tamir eden işçilere sormak daha kolaydır. Bu gibi durumlarda, kural olarak, basitçe atılan parçalar kalır. Temiz, kum ve diğer kalıntılardan arındırılmış bir numune bulmak önemlidir. Yabancı safsızlıkların içeriği son derece istenmeyen bir durumdur ve bitmiş verniğin kalitesini önemli ölçüde azaltacaktır. ana bileşen. Gerekli miktar, bitmiş verniğin hacmine neredeyse eşittir.

- Rosin. Kırılgan kehribar maddesi. Çam reçinesinden yapılmıştır. Lehimleme elektrik ürünlerinde yaygın olarak kullanılır. Ucuz. Hırdavatçılarda satılan, havya ve kalay ile birlikte havya takımlarının bir parçası olarak da satılabilir. Gerekli miktar ezilmiş kibrit kutusundadır (yaklaşık 30 cc). Hakkında.
- Sakız terebentin. Bazı boyalar ve vernikler için çözücü olarak kullanılan yanıcı sıvı. Boyanın yanındaki ev bölümlerinde satılmaktadır. Genellikle 0,5 litrelik şişelerde. Bir şişe yeterli.
Gördüğünüz gibi, her üç madde de hazır ve ucuzdur. Ayrıca sağlığa zararlı değildir.
Katran ezilmeli (bir çekiçle bölünmeli) ve verniği hazırlayacağımız kapaklı metal bir tabağa yerleştirilmelidir. Oraya terebentin ekleyin ve çözünmesi için karıştırın. Katran parçalarını çözmek için bir süre bırakabilirsiniz. Reçine de ezilir ve katran parçalarıyla karıştırılır. Bazı kaynaklar zaten çözülmüş katrana reçine eklenmesini tavsiye etse de. Burada esas olan erimeyi ve homojen karışmayı sağlamaktır. Sıvı ekşi kremanın viskozitesinin elde edilmesi arzu edilir. Şimdi daha iyi karıştırma için karışımı ısıtmanız gerekiyor.
Isıtma, düşük ısıtma modunda elektrikli ocakta gerçekleştirilir. Yangın riski nedeniyle gaz brülöründe ısıtma kullanılması tavsiye edilmez. en önemli soru yangın Güvenliği ayrı ayrı.
Dikkat! Vernik ve bileşenleri yanıcıdır!
Cilayı ısıtmak için açık alev kullanmayın ve verniği ateşin yakınında kaynatmayın! Erimiş katranın buharları da yanıcıdır! Erimiş vernik üzerinde ortaya çıktıysa grimsi beyaz duman, bu tehlikeli bir aşırı ısınma sinyalidir. Kapağı açmayın! Buharlar, basit karıştırmadan bile her an alevlenebilir. Derhal ve dikkatlice, sarsmadan, cilalı kapları ısıtılmış ocaktan çıkarın ve soğumaya bırakın. Verniği yaşam alanlarında kaynatmayın, karakteristik bir koku göründüğü için iyi havalandırılan yerlerde yapmak daha iyidir. Her ihtimale karşı, bir parça kalın bez hazırlayın. Vernik patlarsa panik yapmayın! Su ile söndürmeyin! Çanağı sıkı bir kapakla kapatın veya ateşi kalın bir bezle kapatın. Alev oksijene erişim olmadan hemen sönecektir. Su ile söndürürken, su buharı ile haşlanabilirsiniz, vücuda, giysilere ve nesnelere yanan vernik sıçramaları düşer ve ardından yanıklar ve odada bir yangın kaçınılmazdır! Kaynayan vernikten asla uzaklaşmayın.
Tüm yangınların asıl nedeni, fayanslardaki verniği unutup çay içmeye gitmeleridir!
Makul önlemleri alırsanız, yangından kaçınırsınız. Zamanımızda işyerinde neredeyse hiç yangın vakası yok.
Karıştırarak ısıtma, 60-70 derecelik bir sıcaklığa kadar gerçekleştirilir. Aynı zamanda bileşenlerin karıştırılması garanti edilir ve gerekli özelliklere sahip bir vernik elde edilir. Şimdi vernik soğutulabilir ve saklama için sıkı kapaklı bir kaba dökülebilir. Vernik soğudukça biraz kalınlaşacaktır.
Basitleştirilmiş vernik hazırlama.
Bitümlü hazır vernik satın almak gerekir. Ayrıca boya ve tiner reyonlarında serbestçe satılmaktadır. Su borularını paslanmaya karşı korumak için günlük hayatta kullanılır. Vernik terebentin ile seyreltilir ve ince kıyılmış reçine eklenir. 0,5 litre vernik için yaklaşık bir kibrit kutusu reçine. Tamamen eriyene kadar kısık ateşte iyice karıştırın. Yangın güvenliğini unutmayın! Soğutun ve bir saklama kabına dökün.
Doğrudan kullanımdan önce vernik, gerekli yoğunluğa terebentin ile seyreltilir. Vernik uzun süre saklama sırasında bozulmaz. Kalınlaşırsa, her zaman terebentin ile seyreltebilirsiniz.
3. Bıçağa resim çizme (başka bir parça).
Sadece deneyimli bir sanatçının resim veya yazı çizebileceğini söyleyeceksiniz. Peki ya sanatçı yeteneğine sahip olmayan birine ne demeli? Burada durum hiç de umutsuz değil. Deneyimli sanatçılar bile çizimin kalitesini ve hızını önemli ölçüde artırmak için basit numaralara başvururlar. Bu tekniği kullanarak hemen hemen herkes (elleri titremediği sürece tabii ki!) başarılı bir şekilde başarabilir. iyi kalite. Ve biraz pratik deneyim, işe büyük ölçüde güven verecektir.
İlk önce gelecekteki bir minyatür veya yazıya karar vermelisiniz. 1: 1 ölçeğinde bir kurşun kalem ön çizimi yapın (buna eskiz denir). Aynı zamanda, hiç kimse bir dergiden, gazeteden vb. uygun bir resmi makasla kesmenizi yasaklamaz. Ayrıca gerekli programları bilen bir bilgisayarda çalıştırabilir, gerekli ölçeği ayarlayabilir ve yazdırabilirsiniz.

Fotoğraf: Bilgisayarda eskiz hazırlama.
Şimdi bıçağın yağsız yüzeyine bir desen çizelim, detaylar transfer kağıdı kullanarak! Sadece sarı, kırmızı, beyaz renk çevirisini kullanmanız gerekir (bir tane vardır). Siyah ve mor renklerin çevrilmesi metal üzerinde iz bırakmaz.

Fotoğraf: Bıçak sarı transfer kağıdı ile yazılmıştır.
Yatay çizgiler de harfleri bile yazmak için işaretlenmiştir.
Deneyimli bir ustadan tavsiye: Kopyalanırken çizimin kaymasını önlemek için, kağıt ve transfer kağıdı yapışkan bant parçalarıyla sabitlenir. Daha sonra çizim bir kurşun kalemle çevrilir. Transfer kağıdından çizgilerin yazdırılması, vernikle çalışmaya kolay ve doğru bir şekilde devam etmenizi sağlayacaktır.
4. Vernik çizimi.
Gelecekteki çizimi, hazırlanmış vernikli yazıları çizmek için ince fırçalar veya tüyler kullanmanız gerekir. Verniğin en uygun kalınlığını seçtikten ve biraz pratik yaparak, çevrilmiş çizimin nasıl çizileceğini hızlı bir şekilde öğrenebilirsiniz. Biraz deneyimle, transfer kağıdı ile ön işaretleme yapmadan bile bir kalemle özgürce yazmak da mümkündür.

Fotoğraf: sanatçı, bir fırça kullanarak çevrilmiş yazıyı vernikle okşar. Lütfen dikkat: ahşap bir el desteği kullanılır. Masa yüzeyinden 3 cm yükseklikte bir tezgah şeklinde durun. (genişlik 6 cm, uzunluk 30 cm). Hassas çalışmayı kolaylaştırır ve stresi azaltır, yorulmadan uzun süre çalışmanızı sağlar. Destek, metalin yağdan arındırılmış yüzeyine elle dokunmayı hariç tutar.
Operasyon biraz beceri ve sabır gerektirir. İlk seferinde işe yaramazsa umutsuzluğa kapılmayın. Verniği her zaman aynı terebentin, tiner, benzinle kolayca yıkayabilirsiniz ("nefras" veya "kalosha" çakmakları için sadece saf kurşunsuz benzin kullanın, kurşunlu benzin zehirlidir!) ve tekrar deneyin.

Fotoğraf: 5X büyütmeli dürbün camları.

Fotoğraf: Bıçağın üzerindeki desen vernikle boyanmıştır. Lütfen dikkat: dağlamaya tabi olmayan yerlerin sağlam verniklenmesi tamamen tamamlanmamıştır. Bu, daha sonra hamuru ile yüzey koruması beklentisiyle yapılır!
5. Verniğin ön kurutulması.
Bir sonraki teknolojik işlem, verniğin yarı katı bir duruma ön kurutulmasıdır. Bunu yapmak için, öğeyi 2-3 saat oda sıcaklığında havalandırılan bir yerde bırakmak yeterlidir. Verniğin kısmen kuruması ve kalınlaşması olacaktır.
6. Çizimin son çalışması.
Fırça veya kalemle çizim yaparken bazı yanlışlıklar, hata yapmış ve çimlerin altında kalması gereken yerleri boyamış olabilirsiniz. Şimdi tüm bu kusurları düzeltebilirsiniz. Ahşap, pleksiglas, textolit veya ince bir metal iğneden yapılmış bilenmiş bir çubukla, üzeri boyanmış alanlardan verniğin çıkarılması gerekir. Ayrıca kavisli çizgilerin kenarlarını temizleyerek onları daha düzgün ve çekici hale getirmeniz gerekir. Desenin kenarındaki vernik tabakası her zaman daha ince olduğundan ve istenmeyen dağlama olasılığı bulunduğundan, çizgilerin sınırlarının kırpılması da önemlidir. Verniği çizgilerin kenarlarından kaldırarak verniğin sınır tabakasını daha kalın hale getiriyor ve güvenilirliğini artırıyoruz.

Fotoğraf: çizimin son çalışması için araçlar. Pleksiglas çubuk, eski bir fırçanın ucundaki iğne, dolma kalem.
Son etüdde de gravür işlemi yapılır. Eski bir fırçadan bir çubuğun ucuna bağlı keskin bir iğne ile ince çizgiler çizmekten oluşur. Böylece çok ince kazınmış çizgiler yapabilir veya bir yazı yazabilir, bıçak numarasını taklit edebilirsiniz.
Fazla vernik taneciklerinin çıkarılması, üflenerek veya alkole batırılmış pamuk kullanılarak yapılmalıdır. Alkol verniği çözmez ve kalıntıları kolayca temizler. Terebentin, saf benzin (galoş) veya başka bir çözücü kullanırsanız, desen tamamen yıkanacaktır. Bu şekilde, ilk aşamada çok olası olan başarısız çalışma sonuçlarını silebilirsiniz.

Fotoğraf: İğne ile çizilen ince çizgiler çok net görülüyor.
Bu işlem için bir büyüteç, dürbün camı kullanılması arzu edilir.
7. Kurutma verniği.
Verniği tamamen kurutmanın çeşitli yolları vardır. Kurutma, kalitesi işin sonucunu belirleyen çok önemli ve sorumlu bir işlemdir.
En yaygın ve güvenilir yol Bu fırında kurutma. Sıcaklık 100-130 derece. Kuruma süresi - 30-40 dk. Daha sonra oda sıcaklığında soğutma. Ancak, bu yöntem büyük hacimli işler için kullanılır. Evde, en düşük ısı ayarına ayarlanmış eski bir elektrikli fırında kurutma önerilebilir. Yemek pişirmek için kullanılan fırınları kullanmayın! Kalan koku uzun süre kalacak ve yemek yapmayı imkansız hale getirecek! Unutkanlık nedeniyle kuruma süresi aşılırsa, verniğin aşırı kuruması durumları olabilir.
Diğer yol doğal kurutmadır. Parçayı havalandırılan bir yerde oda sıcaklığında bırakmanız yeterlidir. Genellikle 3-4 gün içinde vernik tamamen kurur. Kurutma kalitesi yeterince iyi, ancak çok uzun. İşlemi hızlandırmak için, 1-2 saat içinde kurumanın gerçekleştiği masaüstü ısı fanları kullanılır.

Fotoğraf: Fanlı ısıtıcı ile kurutma verniği.
1 - fanlı ısıtıcı.
2 - Ayrıntılar.
Bundan sonra soğuk hava akış modu açılır ve parça hızla oda sıcaklığına soğur. belki bu tek yolısıtmadan korkan elemanlara sahip parçalar için kurutma. Örneğin, sapı önceden monte edilmiş bir bıçak üzerinde bir yazıt yapmak. Böyle bir bıçağı kurutma dolabında ısıtamazsınız, sadece sapı yakabilirsiniz!
Sapın bıçağa epoksi reçine ile yapıştırıldığı bıçaklar için özel bir uyarı geçerlidir. 80-90 dereceye ısıtıldığında reçine yumuşar ve çöker. Soğuyunca tekrar sertleşmeyecektir. Böyle bir bıçakla ancak sökmeden sonra çalışabilirsiniz. Kol nasıl çıkarılır? Çok basit: Bıçağı 80-90 dereceye ısıtın ve sapı dışarı çekin!
Doğal kuruma ile verniğin aşırı kuruma tehlikesi yoktur.
Elektrikli soba kullanırken yüksek hızlı kurutma yöntemi mümkündür. Parça, elektrikli sobanın ısıtılmış yüzeyinin 5-10 cm üzerinde bir ısı yalıtım cihazı (pense kullanabilirsiniz) yardımıyla tutulur.Verniğin aşırı ısınmasında ve tutuşturulmasında yöntem oldukça tehlikelidir. Isıtmanın sonu, sıcaklığın 100-130 dereceye ulaştığı an olarak kabul edilir. Bu sıcaklıkta, ısıtılan bir parçanın üzerine düşen bir su damlası tıslar ve yüzeyde yuvarlanır. Isıtmanın en basit göstergesi olarak ne hizmet edebilir. Ardından oda sıcaklığına soğutma gelir. Parçayı aşırı ısıtırsanız, verniği çok kolay kurutabilirsiniz.
Niteliksel olarak kurutulmuş vernik sertlik kazanır ve tırnağın ucuyla bastırıldığında hiçbir çentik kalmaz.
8. Verniğin aşırı kuruma tehlikesi.
Aşırı ısındığında veya çok uzun süre kuruduğunda, vernik aşırı derecede dayanıklı hale gelir ve benzin veya başka bir çözücü ile çıkarılması imkansız hale gelir! Böyle bir vernik, yalnızca mekanik olarak çıkarılabilen dayanıklı bir kaplamaya dönüşür: zımpara kağıdı veya hatta zımpara kağıdı ile zımparalayarak!
Böylece parçayı veya bıçağı çok kolay bozabilirsiniz. Kurutma dolabındaki veya fayansların üzerindeki kısmı unutmayın! Hatırlatıcı için bir zamanlayıcı ayarlasan iyi olur!
Aşırı kurumanın ve yangınların ana nedeni unutkanlıktır!
Yangın güvenliği kurallarını unutmayınız! Yukarıdaki tüm önlemler bu işlem sırasında geçerliliğini korur!
Kurutulmuş verniğin kalitesini dikkatlice inceleyin. Çok fazla olduğunda oluşan kabarcıkların ortaya çıkması çok olasıdır. hızlı ısıtma. Ek bir kısa süre için renklendirilmeleri ve kurutulmaları gerekir.

Fotoğraf: dağlamadan sonra detay, kurutma sırasında ortaya çıkan kabarcıklar, istenmeyen şekilde dağlanmış noktaların (kırmızı ile vurgulanmıştır) ortaya çıkmasına neden olmuştur. Arıza onarılamaz.
9. Kuruduktan sonra çalıştırma.
Sonraki otlardan önce, yapılan parçayı ayrıca durulamak ve yağdan arındırmak gerekir. kolayca alkol ve az miktarda sıradan diş tozu ile nemlendirilmiş pamuk yünü ile ovma. Sonra nihayet saf alkolle. Bunun gerekliliğini, yüzey yağ giderme bölümünde zaten tartışmıştık. Ayrıca kurutulmuş verniğin gücünü de kontrol edeceksiniz.
10. Parçanın dağlama için hazırlanması.
Aynı vernik ile diğer tüm yüzeyleri boyamak hiç gerekli değildir. Kendimizi yazıtın yakınındaki bölgeyle sınırlamak, çizim yapmak yeterlidir. Hamuru, polietilen ve diğer doğaçlama malzemeler koruma için başarıyla kullanılabilir. Mayonez ve diğer ürünlerden plastik kapaklar ve ambalajlar, gerekli şablonları kesmenin uygun olduğu çok faydalı olabilir. plastik film Bıçağın sapını dikkatlice sarmanız, elektrik bandı, bantla sabitlemeniz gerekir. Çocuklar için sıradan olan hamuru, metal yüzeyleri aşındırmaya karşı güvenilir bir şekilde koruyacaktır. Genel olarak, mümkünse, büyük boyalı yüzeyleri, istenmeyen mordanlara karşı ek koruma sağlayacak ek bir hamuru tabakasıyla korumaya çalışmak gerekir. Biraz ilerlerken, elektrotun sabitlenmesine derhal dikkat edilmesi gerektiğini, sabitleme yerinin de korunması gerektiğini not ediyoruz. Bu aşamada, belirli bir öneri olamaz, hepsi sizin yeteneklerinize ve belirli bir parçanın özelliklerine bağlıdır. Ana gereklilik, aşındırmaya maruz kalmayan parçaların hermetik olarak korunmasını sağlamaktır.

Fotoğraf: bıçak, yazıtın dağlanması için hazırlanmıştır. Sap, bir polietilen tabakası ve yapışkan bant ile korunmaktadır. Bıçak hamuru ile korunmaktadır. Sadece kazınmış yazıt açık bırakılmıştır.

Fotoğraf: dağlama için hazırlanan detay. Hamuru ile koruma. Akımı bağlamak için tel açıkça görülebilir.
11. Dağlama için kurulum.

Kurulumun genel cihazı şemada ayrıntılı olarak ele alınabilir. Bir doğru akım kaynağı, elektrolitli bir dağlama kabı (banyo), paslanmaz çelik elektrotlar (katotlar), aşındırılacak bir parça ve akım kaynağını elektrotlara bağlayan iletkenlerden oluşur.
Daha detaylı anlatalım.
DC kaynağı.
Genel olarak kaynağın 3-10 amperlik sabit bir akım sağlaması gerekir, akımı sürekli gösteren bir ampermetre gereklidir. Uygun değere sahip bir sigorta tarafından başarıyla sağlanan yanlışlıkla kısa devre korumasına sahip olmak arzu edilir. Pratikte, dijital göstergeli ve dahili zamanlayıcılı pahalı bir akım kaynağı satın almaya gerek yoktur. Mükemmel bir çözüm, araba akülerini şarj etmek için bir cihazdır. Uzun süredir garajınızda kalmış olması çok olasıdır. Evet ve ucuza satın alın. Kural olarak, bu tür cihazlar bir ampermetre, bir sigorta ve bir akım anahtarı ile donatılmıştır. Elektrik devrelerine aşina olan ustalar için ev yapımı bir doğrultucu monte edilmesi önerilir. Akım kaynağının çıkışındaki yumuşatma kapasitörlerinin hiç gerekli olmadığını, dalgalanmaların varlığında doğrultulmuş bir akımın oldukça uygun olduğunu not ediyorum. Darbeli akım kaynakları için hala bir kapasitör gereklidir.
Dekapaj banyosu.
Banyonun iletken olmayan bir malzemeden yapılması arzu edilir. Örneğin: polietilen, plastik vb. Ana gereksinim: parça, elektrolite tamamen daldırılmış olarak banyoya serbestçe yerleştirilmelidir. Otları metal tabaklarda yapmak mümkündür, ancak hem elektrotları (katotları) hem de parçayı birbirleriyle elektriksel temastan izole etmek gerekir. Bunun elektrik çarpması riskini büyük ölçüde artırdığını unutmayın! Akım açıkken metal banyoya dokunmayın! Böyle bir banyo topraklanmalıdır. En güvenli yol hala metal olmayan mutfak eşyaları kullanmaktır. Yaratıcı ol. Örneğin, uzun kılıç, kılıç, dama bıçaklarını ayıklamak için banyo olarak bir kesim kullanılır. polietilen boru 150-200 mm çapında ve gerekli uzunlukta. Borunun altından, elbette, bir kapakla boğulur. Genellikle, daha önce üst kısmı kesmiş bir bıçağın tek bir kopyasını ayıklamak için maden suyundan, 1,5 veya 2 litre biradan plastik bir şişeyi uyarlamak oldukça mümkündür. Elektrolit yeterince zararsız olmasına rağmen, dekapaj için mutfak eşyaları kullanılması önerilmez.
Elektrolitin bileşimi.
Çoğu modern paslanmaz çeliğin ayıklanması için basit bir tuz çözeltisi uygundur! Bir litre sade (damıtılmış değil) sıcak su için 3-5 yemek kaşığı tuz ve iyice karıştırın. Bazen böyle bir elektrolite 8-10 mililitre hidroklorik asit (konsantre) eklenmesi önerilir. Asitle çalışırken çok dikkatli olun! Her ne kadar pratikte ot onsuz iyi gider.
Çelik, bakır, pirinç, alüminyum gibi paslanma derecelerini temizlemek için tuz çözeltisine bir yemek kaşığı ekleyin. göztaşı. Ev bölümlerinde, gübrelerde (mavimsi-yeşil toz) satılmaktadır. Alüminyumun, büyük miktarda ısının serbest bırakılmasıyla, hiçbir akım bağlanmadan kazınacağını not ediyorum. Elektrolit kaynayabilir.
Elektrolit sağlığa nispeten zararsızdır, eldivensiz çalışabilirsiniz, ancak yıkanması zor lekeler olacaktır. İşten sonra yine de ellerinizi sabun ve ılık suyla yıkamalısınız. Kullanılmış elektroliti bol su ile birlikte şehir kanalizasyonuna atmak tamamen mümkündür. Elektrolitin sınırlı bir hizmet ömrü vardır. Yani, aşındırma sürecinde metal tuzları ile doyurulur ve yavaş yavaş özelliklerini kaybeder. Kahverengi ve yeşil renkteki çözünmeyen çökeltiler de birikerek deseni kirleterek süreci gözlemlemeyi zorlaştırır. Bu elektrolitin değiştirilmesi gerekiyor. Veya tortuyu atarak durmaya ve dikkatlice dökmeye bırakın.
Daha önce, elektrik akımı kullanılmadan aşındırma için güçlü asit çözeltileri kullanılıyordu. Bunu yapmanızı önermiyoruz. Bu, egzoz havalandırması gerektiren oldukça tehlikeli ve sağlıksız bir işlemdir, koruyucu ekipman kullanımı ile gözlükte çalışmak gerekir. Ek olarak, modern çelikler asitlere karşı o kadar dayanıklıdır ki, sonuç garantisi olmadan uzun zaman alacaktır.
Ve basit güvenli elektrolitimiz her çelikle başa çıkabilir!
Elektrotlar (katotlar, -).
İmalat için en uygun malzeme yumuşaktır. paslanmaz çelik. Bulaşık, termos, su deposu, kaşık, çatal yapımında kullanılır. Çoğu zaman, elektrotlar, dekapaj banyosunun duvarları boyunca her iki tarafta bulunan çelik sac şeritlerdir. Parçanın bir tarafında kazınmış bir desen varsa, elektrotu kazınacak yüzeyin karşısına yerleştirmek gerekir, aksi takdirde fark edilir bir kusur olan farklı (düzensiz) derinliklerde dağlama mümkündür. Buna göre parçanın (bıçağın) iki zıt tarafını aynı anda zehirlersek elektrotlar iki zıt tarafta olmalıdır. Elektrotların boyutu (yüzey alanı) özellikle kritik değildir. En önemlisi, elektrot aşındırılan alanı aşmalıdır, aksi takdirde eşit olmayan bir aşındırma derinliği elde etmek mümkündür. Yazar, bıçağın üzerine küçük bir yazı kazımak için eski bir paslanmaz çelik yemek kaşığını başarıyla kullandı. (Doğru, o zaman uzun süre zımpara bezi ile temizlenmesi gerekiyordu!) Katotların hizmet ömrü sınırlı değildir. Çalışma sırasında çözülmezler, sadece kirlenirler. Üzerlerinde metal tuzları birikir; pirinç kazındığında üzerlerine bir bakır tabakası çökelir.

Fotoğraf: pirinç gravür. İşlemin başlangıcından 15 dakika sonra elektrot üzerinde sıcak suda yıkanarak kolayca çıkarılabilen bir bakır tabaka belirdi. Sonra gravür devam etti.
Onlar için bakım, sıcak suyla durulamak ve biraz zımparalamaktan ibarettir. Katot plakaları, mutlaka iletkenleri bağlamak için terminallerin takıldığı deliklere sahip olmalıdır. Basit ve güvenilir bir yol, teli bir somun ve rondelalı bir vidayla kenetlemektir. Güvenilir iletişim sağlayın! Zayıf temas ısınmaya, kıvılcıma neden olur ve elektrot siz fark etmeden kapanabilir! Ve sonra parçanın bir tarafının neden iyi, diğer tarafının çok zayıf kazındığını merak edeceksiniz.
İletkenler.
İki gereksinim vardır: ısıtma olmadan 10 ampere kadar akıma dayanmalı ve su geçirmez yalıtıma sahip olmalıdır.
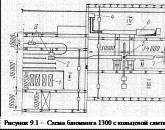
dekapaj odası
(Büyütmek için resmin üzerine tıklayınız)

Gizli kamera fotoğrafı: Fabrikadaki dağlama odası.
1 - Mevcut kaynaklar.
2 - Paslanmaz çelik dekapaj banyosu.
3 - Hamuru.
4 - Pirinç dekapaj banyosu - küçük. 50 litrelik polietilen tanktan yapılmıştır. Polietilen ile kaplanmıştır.
5 - Pirinç dekapaj banyosu - büyük.
6 - Egzoz havalandırması. Asit aşındırmada kullanılır. Şu anda çalışmıyor.
12. Dağlama işlemi.
Kurulumu şemaya göre monte ediyoruz. Polariteye doğru şekilde uyulmasına özellikle dikkat ediyoruz. Parçayı ve elektrotları banyoya sağlam bir şekilde sabitleyin. Aralarında kısa devre olup olmadığını kontrol edelim. Orta boy bir bıçağa bir desen aşındırmak için mevcut güç yaklaşık 3 amperdir. Akü şarj cihazını minimum akım değerine ayarlamak gereklidir. Akımı artırmak, daha hızlı aşındırma ile sonuçlanacaktır, ancak olası lake soyulma olgusu nedeniyle yine de önerilmez. Süreci sürekli izleyin. Elektrolitin yüzeyindeki cila parçalarının görünümü, cilanın olası bir kısmi ayrılmasını gösterir. İşlemi durdurmak, parçayı çıkarmak, bir su tabakası altında nazikçe durulamak ve dikkatlice incelemek gerekir. Verniğin yırtıldığı yerler tekrar renklendirilmeli ve tekrar kurutulmalıdır. Ardından işleme devam edin. Büyük boyutlu bir çizim veya yazı kazıyacaksanız, mevcut gücü buna göre artırmanız gerekir. Aşındırma süresi 30-60 dakikadır. Ortalama 45 dakikada yeterli bir aşındırma derinliği elde edilebilir. Derinliği görsel olarak kontrol edin, zaman zaman ayrıntıyı çıkarın. Bir bıçak numarası veya ince bir yazı uygulamak için 15-20 dakikalık küçük bir derinlik ve süre yeterlidir. Zamanla, deneyim kazanacak ve aşındırma işlemini ne zaman tamamlamanız gerektiğini yeterli doğrulukla belirleyebileceksiniz.

Fotoğraf: bir cam kavanozda dağlama.
Elektrot ve iş parçası mandallarla sabitlenir. Elektrot, tamamen doğru olmayan yalnızca bir tarafta bulunur. Ancak süreç son derece iyi gitti.
13. Yıkayın.
Kazınmış parçayı elektrotlardan ayırın (akımı kapattıktan sonra!), Hamuru ve diğer koruyucu ekipman çıkarılır. Vernik, terebentin içine batırılmış bir bezle yıkanır. Son yıkama, galoş benzinle (çakmaklar için) yapılır.
Ortaya çıkan çizim, yazıt gri-mat bir arka plana sahiptir. Resmin arka planında metal tuzları ve diğer silinmez maddeler, aşındırma ürünleri bulunduğuna dikkat edilmelidir. Sağlığa zararlı değildirler ve böyle bir bıçakla yiyecekleri kesebilirsiniz. Çoğu amaç için, iş bitmiş olarak kabul edilebilir.

Fotoğraf: Bıçak üzerinde çizim tamamlandı. Aşındırma süresi 30 dakika. Akım gücü 2,5 Amper. Kusur yok.

Fotoğraf: Pirinç detay. Gravür tamamlandı.

Fotoğraf: Aynı detay. Hamuru çıkarıldı, vernik terebentin ile yıkandı. Aşındırma derinliği açıkça görülebilir. Aşındırma süresi 45 dk. Akım gücü 1.2 Amper. Cam kavanozda işlem başarıyla tamamlandı!
14. Resmin arka plan yüzeyini işlemek için ek işlem.
Küçük bir çalışma ile resmin arka planını yabani ot ürünlerinden temizleyerek metalik bir parlaklık verebilirsiniz.

Fotoğraf: Cilalı bir desen parlak bir arka plana sahiptir ve daha çekici görünür.
Bu, desenin parlatılmasıyla yapılır ve bıçağın geri kalanı onu iyi duruma getirmeyi engellemez. Neden aşağıdaki malzemelere ihtiyacımız var:
1. Elektrikli zımpara veya masa sabitleme tertibatlı elektrikli matkap.
2. Sentetik havlı havlı daire.
3. Elmas parlatma macunu. Tane boyutu 10-40 mikron veya 7-10 mikrondur. Pastaların gri, mavi ve yeşil renklerine karşılık gelir. Elmas pastaların tane boyutuna uygun renkleri vardır. 2-3 mikron (sarı) ince taneli macunlar kullanabilirsiniz, çok iyi bir parlaklık verir, ancak daha uzun süre çalışmak zorunda kalırsınız.

Fotoğraf: Desenin 7-10 mikron (yeşil) taneli elmas macunla parlatılması. Ev yapımı zımpara, çamaşır makinesinden gelen bir motor temelinde yapılır.
Tahmin edebileceğiniz gibi, daireyi bir zımpara tahtası veya matkap üzerine sabitlemek ve elmas macun kullanarak deseni dikkatlice cilalamak gerekir. İşlem o kadar basittir ki, gerektirmez Detaylı Açıklama. Sadece gözlük ve eldivenle çalışılması gerektiğini hatırlatmak gerekir. Bıçağa sıkı tutunun! Özellikle iyi bilenmişse, kendinizi kesmenin büyük bir tehlikesi vardır! Zaman zaman benzine batırılmış bir bezle yüzeyi silin. Oldukça hızlı bir şekilde, arka plan ve diğer yüzeyler metalik bir parlaklık kazanacaktır.

Fotoğraf: 2-3 µm elmas pasta ile bitirme (sarıya karşılık gelir). Lütfen dikkat: yumuşak bir bez çember kullanılmıştır.
Sonuç olarak, küçük yazıtların zımpara vb. kullanılmadan cilalanabileceği not edilebilir. Eski bir diş fırçası, cilalama çarkının yerini başarıyla alacaktır. Ancak, bu tür bir temizlik için çok daha fazla zaman alacaktır.

Fotoğraf: eski bir diş fırçasıyla resmin parlatılması.
15. Sonuç.
Bu kılavuzda, yöntemin yalnızca en önemli, kilit noktalarını ele aldık. Her durumda, görevlere ve yeteneklerinize bağlı olarak sapmalar olabilir. Doğaçlama yapmaktan ve denemekten korkmayın! (Elbette müşterinin eşyalarına değil). Biraz pratik yapmanın size güven vereceğini ve mükemmel sonuçlar elde etmenizi sağlayacağını söyleyebiliriz.


Fotoğraf: Başarıyla tamamlanan çalışmalardan örnekler.
Bu teknolojinin her alıcısı, materyali kitabın yazarına okurken ortaya çıkabilecek soruları sorma hakkına sahiptir.
Ayrıca ipuçlarıma güvenebilirsiniz: pratik uygulama bu metodoloji.
Soru, dilek ve şikayetler mail adresine gönderilmelidir.
Mümkün olduğunca çabuk cevap vermeye çalışacağım.
Metal üzerine bir desen kazımanın yerel yöntemi
Merhaba! Bugün metal üzerine başka bir yöntemden bahsetmek istiyorum. Bu bir aşındırma yöntemidir. Diyelim ki zaten harika bir şekle sahipsiniz ve şimdi onu "havalı" bir desenle süslemeniz gerekiyor. Kendiniz bir çizim çizebilir veya hazır olanları bir yazıcıda yazdırarak İnternet'ten indirebilirsiniz. Bir çıkartma yapmak için sıradan yapışkan bantlara da ihtiyacımız olacak. Scotch bant kaliteli almak için önemlidir. Bandın kalitesi ne kadar yüksek olursa, onunla çalışmanız o kadar kolay olacaktır. Bir yapışkan bant şeridi kesin ve hazırlanan deseni yapışkan yüzeyine yapıştırın, görüntü aşağı. Şimdi kağıdı sıcak suyla durulayın. Çizim bant üzerine basılacaktır.
Bu arada, aşındırma için bir görüntü uygulamak yalnızca lazer yazıcıda basılmış bir desenle uygulanabilir. Mürekkep püskürtmeli baskı kağıtla birlikte silinecektir. Kağıdı mümkün olduğunca iyice durulayın. Bunun için bir diş fırçası kullanabilirsiniz. Şimdi hepsi kuruyana kadar beklememiz ve çalışmaya devam etmemiz gerekiyor.
Gururumuzu alalım ve yüzeyini yağdan arındıralım. Alkolle yağdan arındıracağız. Çok fazla harcamak istemiyorsanız kullanışlı ürün»bir tür yağ giderme için - aseton veya metal yüzeyi yağdan arındırabilecek başka bir sıvı kullanın. Şimdi bandı dikkatlice bıçağın deseni görmek istediğiniz yerine yapıştırın. Yapışkan bandı hava kabarcıkları olmadan çok sıkı bir şekilde yapıştırın ve bıçağın yüzeyine bir bezle düzeltin.
Bir sonraki adım deseni kesmektir. Bandı çizmeden konturu düzgün bir şekilde kesmek için aşağıdaki yöntemi kullanın. Bir bız alın ve bir gaz brülöründe ısıtın. Desenin ana hatlarını dikkatlice yakın. Muhtemelen çocukken odun sobası kullandın, değil mi? Yani neredeyse aynı, sadece metali yakacağız.
Bu arada, düşünce bana geldi ve yazarın önerdiği dağlama yöntemi yerine kullanmamak, ince uçlu, gerçekten bir odun brülörü olan bızı ısıtmak. Soğutma bızını ısıtmak için her seferinde gaz brülörüne koşmaktan daha kolay olacaktır.
Böylece, resmin ana hatlarını yakıyoruz ve gereksiz olanları kaldırıyoruz. Bunun gibi bir şey çıktı.
Şimdi tutkal izlerini kaldırmamız gerekiyor.Bu arada, önce metal üzerine gravür yapmak için özel bir cihaz yapmamız gerekiyor. Bu cihaz için 4 ila 9 volt arasında bir güç kaynağına ve bir çift bakır kablo. Herhangi bir telefon şarj cihazı kullanılabilir.
Metal yüzeyden yapışkan bandı çıkarmak için, negatif teli bıçağın üzerine ve pozitif teli güçlü bir tuzlu su çözeltisine batırılmış bir pamuklu çubuk üzerine koyun ve bir pamuklu çubukla lekelemeye başlayın. Tutkal kıvrılmalıdır.
Her şey, tutkal çizimini temizledikten sonra, doğrudan metal üzerindeki çizimin dağlanmasına geçiyoruz. Bunu yapmak için cihazımızın polaritesini değiştiriyoruz, yani telin pozitif ucunu bıçağa takıyoruz. Bir parça pamuğu bir parça bandajın içine koyun ve tuzlu su çözeltisine batırdıktan sonra tamamen kaplayacak şekilde çizime yapıştırın. Negatif teli üstüne koyuyoruz ve yapışkan bantla sabitliyoruz. Güç kaynağını prize açıyoruz ve yirmi beş dakika bekliyoruz. Dağlama işlemi sırasında dikkatli olun ve bu süre için kenara çekilin. Çünkü bununla zehirli klor gazı açığa çıkar. Ve oldukça az miktarda salınmasına rağmen, onu solumamak daha iyidir.
Aşındırma kalitesi size uymuyorsa, işlemi taze pamuk yünü ile tekrarlayın. Doğal olarak, yeniden dağlamanız çok daha az zaman alacaktır.İşte ortaya çıkan görüntü.
Bıçağın yüzeyini iyice durulamak ve temizlemek için kalır. Her şey, iş bitti ve gravürle aldık, işte bıçağın yüzeyinde böyle bir boğa görüntüsü.
Sanatsal elektrokimyasal metal aşındırma- Metal ürünlere (muska, bıçak, bıçak vb.) bir desen uygulamanın yollarından biri, gravürle karşılaştırıldığında daha az zahmetlidir ve daha az zaman alır. Bu makalede, nasıl yapılacağını öğreneceksiniz bir bıçağın bıçağını süsle.
Aşama 1

Bıçak bıçağına aktaracağımız bir eskiz oluşturarak başlayalım. Çizimin herhangi bir temasını seçebilirsiniz - diğer bıçakların neler olduğunu görün, kendinizinkini bulun, bazı çizimleri aktarın, vb. - hepsi hayal gücünüze ve hayal gücünüze bağlı.
Bir desen seçtikten sonra, onu bıçağa aktarmanız gerekir. Bunu yapmak için, bıçağı tarayıcıya yerleştirin, taranan görüntüyü bir grafik düzenleyicide tarayın ve açın, bıçağın ana hatlarını çizin; seçilen deseni, resmi uygulayın ve düzenleyin. Ortaya çıkan çizim, ayna görüntüsünde çoğaltılmalı ve yazdırılmalıdır.
Adım 2


Bir bıçak alıp vernikle kaplayalım, vernik nitro inceltici ile seyreltilebilir, böylece vernik daha hızlı kurur ve bir airbrush veya fırça ile bıçağa uygulanır. Vernik kullanıyoruz çünkü. gün boyunca plastisiteyi korur ve parçalanmaz.
Bıçağa sığdırmayı kolaylaştırmak için taslağı kesiyoruz, arka tarafı bir kalemle "karartıyoruz" ve maskeleme bandıyla bıçağa tutturuyoruz.
Aşama 3



Farklı bilemelere sahip fırçalar yardımıyla verniğin yüzeyindeki deseni çiziyoruz. Önemli: Bir yıkayıcı ile bıçağa zarar vermeyin, aksi takdirde çizilecektir.
4. Adım



Bir güç kaynağı olarak, örneğin bir oyuncaktan değişken bir transformatör kullanabilirsiniz. demiryolu(voltaj limiti - 12V) Isıyla daralan kambrik yalıtım görevi görür. Flanel: bakır/pirinç levha - yaklaşık 100/7 mm.
Metal aşındırma, kumaşı tabağa koymamız ve hepsini tuzlu suya batırmamızla başlar. Ondan sonra zehirlemeye başlıyoruz - hızlı bir dokunuşla uzun süre tutmamalısınız, çünkü. vernik aşırı ısınabilir. Çizim bittiğinde, makineyi kapatın ve bıçağı bir solvent ile silin.
Bu metal aşındırma yöntemi iyidir çünkü süreci kontrol etmek daha kolaydır, bir bütün olarak kapta dağlamadan farklı olarak, çizimin birkaç kez üzerinden geçmek yeterlidir.
Aşındırma, aktif maddenin etkisi altında yüzeyden belirli bir kalınlıkta bir tabakanın çıkarılmasının bir sonucu olarak bir metal işleme işlemidir. kimyasal maddeler(asit reaksiyonlu asitler veya tuzlar) ve elektrolit banyosunda doğru akım.
Metal dekapaj çeşitli amaçlara hizmet edebilir ve endüstride ve evde kullanılabilir. Kazınan öğenin yüzeyi bütün çizgi teknolojik ve dekoratif özellikleri ve mikro yapısını metalografik bir mikroskopta incelemenize, yüzeyden pul ve diğer metalik olmayan kalıntıları çıkarmanıza, gerekli mücevher süslemesini elde etmenize veya lehimlemeye hazırlanmanıza olanak tanır.
Elektrokimyasal gravür olarak da adlandırılan gravür, çoğunlukla evde veya garajda dekoratif işlevlere sahip çeşitli nesneler üzerinde kabartma görüntüler elde etmek için kullanılır. Çoğu zaman, yüksek sertliğe sahip çelikler, geleneksel bir gravür aleti ile işlenmesi çok fazla çaba gerektiren buna maruz kalır. Teknolojisini takip ederseniz, sanatsal becerilerin yokluğunda bile bu süreç çok zor değildir.
Metal yüzey hazırlığı
Dağlama işleminin devam edebilmesi için yüksek hız ve kaldırılan tabakanın kalınlığı aynıydı, ürünün yüzeyindeki tüm kir ve yağ kalıntıları temizlenmelidir. Bunun için bulaşık ve ılık su yıkamak için kullanılan sıradan deterjanlar ve temizlik ürünleri uygundur. Yıkadıktan ve kuruttuktan sonra, yüzey, yağ gidermeye ek olarak nem kalıntılarının giderilmesine yardımcı olan bir çözücüye batırılmış bir elyafla silinmelidir.
Ayrı olarak, yüzey işleminin kalitesi hakkında da söylenmelidir. Ayna cilalamanın, küçük bir dağlama derinliğinde bile iyi bir kontrast deseni vermesi garanti edilir. Ancak herhangi bir nedenle uygulanması imkansızsa, yüzey zımpara kağıdı ile işlenebilir, böylece ondan kaynaklanan riskler bir yöne gider. Aynı zamanda iyi bir optik etki verecektir.
çizim
Bir metale desen uygulamak için aynı mekanizmaya göre çalışan birçok farklı yöntem kullanabilirsiniz: dağlamaya maruz kalmayan alanlar agresif bir ortama veya elektrolite maruz kalmaktan korunur.
Yöntem numarası 1
en çok erişilebilir yol Korunan alanlara sıradan oje uygulaması düşünülür. Bununla birlikte, bir dizi önemli dezavantajı vardır:
- Verniğin viskozitesi, çizgilerin yüksek karmaşıklıkta desenler elde etmek için yeterince ince olmasını mümkün kılmaz;
- Güzel sanatlarda iyi bir yetenek gereklidir;
- Hatalı çizgileri düzeltmek zordur.

Yöntem numarası 2
İlk önce ürünün tüm yüzeyine koruyucu bir tabaka uygulamanız gerekir. Bunu yapmak için, otomobil parçaları ve ev eşyası mağazalarında bulunan GF-021, XV-062 veya bitümlü vernik astarlarını kullanabilirsiniz. Kaplama tamamen kuruduktan sonra, bir jel kalem veya ince bir işaretleyici kullanarak gelecekteki görüntünün konturlarını uygulayabilirsiniz. Bu görev için deneyimli bir sanatçıyı çekebilirsiniz.
Ayrıca, çapı elde tutma kolaylığına göre seçilen bir bakır (muhtemelen pirinç) tel veya çubuktan, sivri uçlu bir iğne yapmak ve görüntü çizgileri boyunca astarı çizdirmek gerekir. metal. Daha sert iğne malzemesi, ürünün cilalı yüzeyine zarar verebilir.

Zaten bu aşamada, gelecekteki süslemenin kabartmasını değerlendirmek mümkündür. Konturlar ve yarı gölgeler gibi farklı metal aşındırma derinliklerine sahip alanlar elde etmek için bu işlem iki veya daha fazla döngüde gerçekleştirilebilir.
Önemli! Bu süreçte, astar kopmamalıdır. Bir resim çizmeden önce, denemeye ve işe uygun olduğundan emin olmaya değer.
Yöntem numarası 3
Bir lazer yazıcıya, parlak kağıda, görüntüleme yazılımına ve ütüye ihtiyacınız olacak. Seçilen görüntü biçimlendirilmeli (boyutuna sığdırılmalı, yansıtılmalı) ve yazdırılmalıdır. Kuşe kağıdın en uygun fiyatlı kaynağı kadın dergileridir.
Basılı görüntü yüzeye uygulanır, üstte normal ile kaplanır. manzara sayfası(ütüyü korumak için) ve ütülenir. Soğuduktan sonra kağıt akan su altında yıkanır ve toner tabakası metal yüzeyde kalır.

Bu yöntem genellikle baskılı devre kartlarını aşındırmak için kullanılır. Ana dezavantajı, desenin sadece düz bir yüzeye uygulanmasıdır.
Önemli! Parlak su altında görmek zor. Kuruduktan sonra ürün üzerinde kalmamasına dikkat etmeniz gerekmektedir.
Ürünün tüm yüzeylerinin korunmasına özen gösterilmelidir. Bunu yapmak için çeşitli maddeler kullanabilirsiniz. Arka yüzeyi sıradan hamuru ile kapatabilirsiniz: iyi bir dielektriktir.
Metal aşındırma yöntemleri
Belirli bir yöntemin seçimi birçok faktöre bağlıdır: metalin kimyasal aktivitesi, kimyasal reaktiflerin mevcudiyeti ve güvenlik hususları.
kimyasal aşınma
Aktif madde içeren bir kapta gerçekleştirilir. Karbon çelikleri için zayıf asit çözeltileri uygun olabilir: sitrik, asetik. Hidroklorik asit iyi çalışır. Akü elektrolitinde, nitrik asitte ve pas dönüştürücüde aşındırma çok dikkatli bir şekilde yapılmalıdır: işlem sırasında toksik gaz halinde maddeler açığa çıkabilir, bu nedenle bir çeker ocak ve iyi havalandırma olmadığında bu tür reaktiflerle çalışmamak daha iyidir.
En güvenli maddelerden biri doymuş bir demir klorür çözeltisidir. Radyo bileşenleri satan mağazalardan satın alınabilir. Çözümün avantajları, pratik olarak sınırsız hizmet ömrü (demir alaşımlarıyla çalışırken) ve kazınmış yüzeyin eşit gri renkte boyanmasıdır.

Prosesin süresi, kullanılan reaktifin konsantrasyonuna ve metalin aktivitesine bağlı olarak deneysel olarak seçilir.
elektrokimyasal dağlama
Birçok paslanmaz ve aside dayanıklı çelik, örneğin 40X13, 95X18, 08X10H18, 03X12H14M2, asitlerle reaksiyona girmez, bu nedenle bunları temizlemek için elektrokimyasal bir yöntem kullanılır.
Bunun için plastik veya cam bir elektrolit banyosuna, tellere, terminallere ve doğru akım kaynağına ihtiyacınız olacak, elektrolit olarak doymuş bir ortak tuz çözeltisi yapacaktır. Bunun için bir kap seçerken, sürecin oldukça hızlı ilerleyebileceği unutulmamalıdır, bu nedenle hacmi elektrolitinkinden 2 kat daha büyük olmalıdır.
Piller bir akım kaynağı olarak kullanılabilir, ancak bir ampermetre ile bir şarj cihazı (3 - 10A) kullanmak ve mevcut parametreleri en uygun değerlerini seçmek için ayarlama yeteneği daha iyidir. İş parçası, klemensler ve bir iletken yardımıyla anoda (pozitif kontak) bağlanır; iş parçasının ön yüzeyine paralel olarak banyoya yerleştirilen herhangi bir paslanmaz plaka katot olarak kullanılabilir. Bundan sonra, cihaz ağa bağlanır.

Tüm süreç, mevcut güce ve desenin alanına bağlı olarak iki dakikadan yarım saate kadar sürebilir. Parça banyodan periyodik olarak çıkarılarak aşındırma derinliği kontrol edilmelidir. Bu durumda, gücü kapatmayı unutmayın.

İşlem sonunda koruyucu kaplama uygun bir solvent ile çıkarılabilir ve çalışmanın sonuçları değerlendirilir. Kazınmış yüzeyin iyi yapışması nedeniyle renkli bir desen oluşturmak mümkündür.

Bunu yapmak için, ürünün tüm yüzeyi nitro emayeli bir balondan üflenir ve kuruduktan sonra bir parça temiz deri, keçe veya aşındırıcı olmayan başka bir malzeme ile silinir. Boya cilalı yüzeyden çıkarılır ve sadece girintilerde bırakılır.
Sevgili okuyucular, hala sorularınız varsa, aşağıdaki formu kullanarak onlara sorun. Sizinle iletişim kurmaktan memnuniyet duyarız;)
Herkese merhaba, şimdi HERHANGİ bir boyasız metal üzerine yazı yazmanın veya çizim yapmanın oldukça eğlenceli bir yolunu, özel beceriler ve özel bir alet olmadan çok hızlı bir şekilde anlatacağım. Yöntem basit ve güvenlidir. Buna elektro-kimyasal aşındırma diyelim. Planlarımızı uygulamak için, "oral" veya yapışkan bant gibi bir parça kendinden yapışkanlı film üzerine yapılmış, amaçlanan desenin bir şablonuna ihtiyacımız var.







Ana şey, şablonla acele etmemek, her şey mümkün olduğunca eşit şekilde kesilmelidir.
Genel olarak, karmaşık bir şey yoktur, ilk denemeden sonra nasıl daha iyi çalıştığınızı anlayacaksınız ve sonra sadece iyileştirme)))
Faaliyet alanı sadece çok büyük - cep telefonları bir motosikletin/bisikletin/arabanın sandalye ayaklarını ve krom parçalarını boyamadan önce bıçak ve çatal üzerine markalar, kutular ve anahtarlıklar yapabilirsiniz)) Genel olarak hayal gücünüze bağlıdır. Daha önce yazdığım gibi, kesinlikle herhangi bir metal uygundur, krom, çelik (farklı kaliteler), alüminyum ve bakır üzerinde denedim. Ayrıca "çalışan kalemi" iyileştirebilir veya yeniden yapabilirsiniz, ancak kişisel olarak pamuklu çubuk bana uygundur.


Uv ile çalışmalarınızda iyi şanslar. Sergey P aka Kreml777

Kremlin777 Kremlin777
![]()
Herkese merhaba, şimdi HERHANGİ bir boyasız metal üzerine yazı yazmanın veya çizim yapmanın oldukça eğlenceli bir yolunu, özel beceriler ve özel bir alet olmadan çok hızlı bir şekilde anlatacağım. Yöntem basit ve güvenlidir. Buna elektro-kimyasal aşındırma diyelim. Planlarımızı uygulamak için, "oral" veya yapışkan bant gibi bir parça kendinden yapışkanlı film üzerine yapılmış, amaçlanan desenin bir şablonuna ihtiyacımız var.
Evimde, kendinden yapışkanlı filmin kendisinden ve kullanımdan önce çıkarılan kağıt destekten oluşan bir reklam çıkartması buldum, istenen deseni uyguladı ve bir büro bıçağıyla konturları yavaşça kesti.
Fotoğrafı büyütmek için üzerine tıklayın
Akıllı telefonu demonte ettim (ve size aynısını tavsiye ediyorum, nedenini daha sonra anlayacaksınız), yüzeyi yağdan arındırdım ve şablonu tüm kenarlara tam oturacak şekilde yapıştırdım.
Şimdi en ilginç şey, doğrudan aşındırma için ihtiyacımız olan tek şey herhangi bir DC kaynağı (24 voltluk bir güç kaynağım var), voltaj özel bir rol oynamıyor, ne kadar yüksekse, o kadar hızlı kazınır, ancak çalışabilirsiniz 5 voltta rahatça , bir timsah klipsi (onsuz yapabilirsiniz), bir pamuklu çubuk ve biraz tuzlu kaynamış su (50 ml'de birkaç çay kaşığı tuz aldım). aslında hepsi bu
Şimdi pozitif teması bir timsah yardımıyla parçamızın serbest alanına (aşağıdaki fotoğrafta görülecektir) atıyoruz ve negatif temasta yalıtımı temizliyoruz ve teli içine yerleştiriyoruz. pamuklu çubuk durana kadar ikiye bölün, yani. böylece çıplak tel pamuğa temas eder. Kim tahmin etti bir sonraki 5 artı))), geri kalanı için negatif teması olan pamuğu tuzlu suyla ıslatıp, şablonumuzun içindeki metal bölgeye dokunduruyoruz. ne yapmalı kolay olsun tıslama, metalin hafif ısınması ve kararması, durum böyle değilse, telin temasını pamuk yünü ile kontrol ediyoruz, dokunması gerektiğini tekrar ediyorum, + ile - karıştırmış olmanız da mümkündür, o zaman kararmamalı, ama tıslayacaktır. Pamuğu uzun süre ürün üzerinde tutmanızı tavsiye etmiyorum çünkü. oldukça güçlü bir şekilde ısınabilir, şablondan noktalı veya hızlı vuruşlarla geçmek daha iyidir. Hiçbir şeyi kaçırmadığınızdan ve tüm şablonun üzerinden geçtiğinizden ve tüm parçalarda pamuğu yaklaşık olarak aynı sayıda (veya pamuğa dokunduğunuz süre boyunca) geçtiğinizden emin olun, böylece dağlama tek tip olur.
Genel olarak, önce başka bir metal nesne üzerinde denemeye değer, böylece sizi neyin beklediğini hayal edebilirsiniz, ancak yalnızca bir şablonla (sadece iki şerit yapışkan bant yapıştırabilir, aralarında birkaç milimetre bir metal şerit bırakabilirsiniz ve deneyin), aksi takdirde pamuk yünü metali aşındırarak yalnızca düzensiz noktalar bırakacaktır.
Dağlama işleminden sonra kuru bir bezle silin ve çıkartmayı dikkatlice çıkarın (tekrar kullanılabilir). Yine, film ve voila'dan yapıştırıcı kalıntılarından parçayı silin. Şablonun ana hatlarını tam olarak tekrarlayan girintili bir desen almalısınız. Rölyefin derinliği aşındırma süresine bağlıdır.


Popüler
- Belgelerin değerinin incelenmesine ilişkin ilke ve kriterler
- Üç Siemens NX Başarı Hikayesi Entegre sistem ideal çözümdür
- Personel yönetiminin temel unsurları Personel yönetiminin temel unsurları
- İşletmede kalite yönetimi: standartlar, uygulama aşamaları, ipuçları
- Üç aylık ikramiye nasıl hesaplanır ve nasıl ödenir?
- İngiltere'deki Abbey Yolu'ndaki gizemli geçiş John Lennon başlangıçta gruba farklı bir isim verdi.
- Bir komplo efsanesinin temeli olarak "Abbey Road" kapağı
- Teminat mektubu nasıl yazılır?
- Mağazacılık, türleri ve ilkeleri Tekstil endüstrisinde mağazacılığın temelleri
- Toptan ve perakende ticarette pazarlama faaliyetleri