เครื่องกัดสี่ด้านสำหรับอุปกรณ์ไม้ เครื่องสี่เหลี่ยม
ใช้สำหรับการผลิตวัสดุก่อสร้างและวัสดุตกแต่งต่างๆ รวมทั้งเฟอร์นิเจอร์ คุณสามารถบรรลุเป้าหมายที่สำคัญที่สุดหลายประการด้วยอุปกรณ์ที่เชื่อถือได้นี้ การตั้งค่าเครื่องมือเป็นงานที่เป็นไปได้สำหรับผู้ที่เรียนรู้หลักการพื้นฐานจากบทความที่นำเสนอ
ส่วนกลางของตัวเครื่องเป็นโต๊ะหล่อซึ่งติดตั้งบนขาตั้งกล้องที่มั่นคง การออกแบบนี้ช่วยลดการสั่นสะเทือน โต๊ะกบยังมีใบมีดด้านล่างและใบมีดด้านข้าง 2 อัน คัตเตอร์และลูกกลิ้งด้านบนยึดไว้กับขาตั้งกล้อง พวกเขาเคลื่อนที่บนแท่งขนาดใหญ่ หัวกัด 4 ตัวขับเคลื่อนด้วยมอเตอร์แยก
ขั้นตอนการตั้งค่าเครื่อง
การเตรียมงานเริ่มต้นด้วยการปรับโต๊ะกบ สิ่งนี้จะป้องกันสิ่งที่ไม่ต้องการ ผลกระทบทางกลสำหรับชิ้นงาน เฉพาะการติดตั้งอุปกรณ์ที่ถูกต้องเท่านั้นที่รับประกันการประมวลผลคุณภาพสูง
การตั้งค่าตาราง
ช่องว่างที่เหลือระหว่างชิ้นส่วนและโต๊ะควรมีความยาวไม่เกิน 0.127 มม. หากด้านหลังของแท่นตั้งต่ำเกินไป ชิ้นงานจะเริ่มลอยขึ้นจากเตียง ด้วยเหตุผลนี้ ขอบจะได้รับการประมวลผลด้วยความโค้งมากกว่าที่ต้องการ และการตัดที่ไม่ถูกต้องจะเกิดขึ้น
ในเครื่องที่ปรับจูนแล้ว ไม่รวมความคลาดเคลื่อนที่ข้อต่อของชิ้นส่วนที่ระบุ มิฉะนั้นจะมองเห็นได้
เมื่อตั้งค่าอย่างถูกต้อง แคลมป์บาร์จะสร้างแรงกด เนื่องจากการตัดเกิดขึ้นด้วยความพยายามเพียงเล็กน้อย หากไม่รู้สึกถึงแรงกด ปลายของชิ้นงานจะไม่เสร็จสิ้นอย่างถูกต้อง
การตั้งค่าฟีด
เพื่อให้การจัดหาองค์ประกอบใดๆ เป็นไปอย่างราบรื่น เพื่อให้มั่นใจถึงความต่อเนื่องของเวิร์กโฟลว์ จำเป็นต้องปรับตำแหน่งของลูกกลิ้งด้านล่างอย่างละเอียด ควรจัดให้อยู่ในแนวเดียวกับหัวตัดด้านบน ตัวป้อนชั้นนำจะต้องอยู่เหนือตัวที่สอง
ตำแหน่งของลูกกลิ้งทั้งสอง เมื่อปรับอย่างเหมาะสมแล้ว จะสัมพันธ์กับการสัมผัสโดยตรงกับส่วนหวีของลูกกลิ้งล่าง เส้นจินตภาพมุ่งตรงไปที่หัวตัด
ในเวลาเดียวกันการข้ามเตียงจะต้องได้รับการแก้ไขที่ด้านหน้าของศีรษะด้านบนเท่านั้น
ปรับแต่งก่อนทำงานกับชิ้นงานสั้น
มักจะมีสถานการณ์ที่ไม่สามารถจับชิ้นงานที่เรียงซ้อนกันอย่างใกล้ชิดได้ ในกรณีนี้จะใช้การป้อนผ่านตัวป้อนอัตโนมัติซึ่งสามารถทำงานได้ตามความยาวที่ต้องการ หลักการนี้เกิดจากการที่แทบจะเป็นไปไม่ได้เลยที่จะรับประกันการเคลื่อนที่ของชิ้นงานด้วยความเร็วที่ต้องการด้วยตนเอง
หากใช้เวลาหยุด 2-3 วินาที คมตัดของหัวที่หมุนได้จะทื่อทันที
ขนาดสินค้าปรับอย่างรวดเร็วตามไม้บรรทัดพิเศษโดยเลื่อนแกนขวาและแกนบน (แกนซ้ายและล่างจะถูกปรับในช่วงเล็ก ๆ เพื่อชดเชยการสึกหรอของเครื่องมือ)
อินนิ่งส์ ช่องว่างเกิดขึ้นผ่านกระปุกเกียร์อันทรงพลังด้วยความช่วยเหลือของสองคู่บนและล่าง, ลูกฟูก, เว้นระยะห่างจากระลอกอื่น โซลูชันนี้ทำให้สามารถเพิ่มความน่าเชื่อถือและความแม่นยำในการป้อนชิ้นงานได้ อย่างดีและมีความชื้นสูง
เครื่องสี่เท่า "เริ่ม 5x210"สมบูรณ์ ระบบปรับอัตราการป้อนแบบไม่มีขั้นตอนช่วยให้คุณปรับให้เข้ากับวัสดุที่พร้อมใช้งานได้อย่างเหมาะสม
ตำแหน่งชิ้นงานที่แม่นยำในสองระนาบมีแผ่นรองรับพิเศษซึ่งวิ่งเกือบตลอดความยาวของเดสก์ท็อปและลูกกลิ้งสปริงที่จับคู่ แรงจับยึดของลูกกลิ้งแต่ละตัวสามารถปรับได้อย่างอิสระในช่วงกว้าง การออกแบบคู่ของลูกกลิ้งช่วยให้คุณกระจายแรงจับยึดได้อย่างสม่ำเสมอ
การเจียรชิ้นงานที่แม่นยำเครื่องรูปสี่เหลี่ยม "เริ่ม 5x210"รับประกันว่าไม่มีปลายด้านปลายและค่ารันเอาท์ในแนวรัศมีของเครื่องมือโดยสมบูรณ์
ความเร็วแกนหมุนสูง(4500 รอบต่อนาที) ช่วยให้คุณบรรลุ คุณภาพสูงพื้นผิวที่สะอาด หรือจะติดตั้งแกนบนหนึ่งหรือสองตัวด้วยความเร็วรอบ 6,000 รอบต่อนาทีก็ได้
กบไสสี่ด้าน "เริ่ม 5x210"พร้อม ระบบป้องกันจากการปล่อยชิ้นงาน
ตัวเครื่องได้รับการออกแบบในลักษณะที่ให้ เดินทางสะดวกกับส่วนประกอบที่สำคัญทั้งหมดของเครื่องจักร ในขณะที่มีความแข็งแกร่งที่จำเป็น ขจัดการสั่นสะเทือนระหว่างการทำงาน
พื้นผิวการทำงานโต๊ะทำจากเหล็กที่แข็งแรงเป็นพิเศษ ซึ่งช่วยยืดอายุการใช้งาน และเสริมด้วยกราวด์เพื่อลดความต้านทานป้อนให้น้อยที่สุดและเพิ่มความแม่นยำในการตัดเฉือน
อายุการใช้งานอย่างน้อยก็ อายุ 10-15 ปีอย่างไรก็ตาม หากจำเป็น ชิ้นส่วนนี้สามารถเปลี่ยนแยกต่างหากจากอุปกรณ์ที่เหลือได้ ท็อปโต๊ะแบบเปลี่ยนได้ทำให้อายุการใช้งานของเครื่องไม่ จำกัด ในทางปฏิบัติซึ่งแตกต่างจากแอนะล็อกที่เฟรมของเครื่องและพื้นผิวการทำงานของเครื่องรวมกันเป็นชิ้นเดียว
การควบคุมระบบไฟฟ้าของเครื่องดำเนินการบนคอนโซลเคลื่อนที่อิสระ
เครื่องสามารถติดตั้งพิเศษ แผนกต้อนรับพร้อมปรับความสูงได้อย่างแม่นยำ ความสูงของโต๊ะรับที่เลือกอย่างเหมาะสมจะหลีกเลี่ยงการ "ตัด" ที่ส่วนท้ายของชิ้นงาน
ขนาดกะทัดรัดและน้ำหนักเบาของเครื่องทำให้เคลื่อนย้ายได้ง่ายและติดตั้งได้ง่าย
การออกแบบที่เรียบง่ายแต่ใช้ความคิดมาอย่างดีช่วยให้มั่นใจได้ถึงความน่าเชื่อถือในระดับสูง
ถึงหมวดหมู่:
เครื่องจักรงานไม้
เครื่องกัดตามยาวสี่ด้าน
เครื่องกัดตามยาวสี่ด้านได้รับการออกแบบสำหรับการประมวลผลแบบเรียบและโปรไฟล์ในครั้งเดียวของพื้นผิวทั้งสี่ของชิ้นงานหรือบอร์ด บางครั้งมีการติดตั้งเลื่อยในเครื่องเดียวกันเพื่อแยกชิ้นงานตามความกว้างหรือความหนา
ออกแบบ
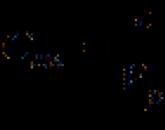
ชิ้นงานของเครื่องกัดแนวยาวสี่ด้าน (รูปที่ 1) ประกอบด้วยแกนหมุนแนวนอนสองแกน - บนและล่าง - และแกนหมุนแนวตั้งสองแกน - ขวาและซ้าย ในเครื่องจักรของบางรุ่น จะมีการติดตั้งแกนหมุนแนวนอนด้านล่างตัวที่ห้าเพิ่มเติม จัดหาวัสดุลูกกลิ้ง-หนอนผีเสื้อหรือลูกกลิ้ง เครื่องมีการติดตั้งเส้นบอกแนวและที่หนีบ องค์ประกอบทั้งหมดได้รับการแก้ไขในกรอบการหล่อ
ในกระบวนการทำงาน ช่องว่าง (แผง) จะถูกป้อนอย่างต่อเนื่องในกลไกการป้อนด้วยตนเองหรือด้วยความช่วยเหลือของอุปกรณ์ป้อน ชิ้นงานที่จับโดยตัวป้อนจะเข้าไปในมีดของหัวกัดแนวนอนด้านล่าง หัวกัดด้านล่างจะตัดหน้าส่วนล่าง ทำให้เกิดพื้นผิวฐานแรก จากนั้นชิ้นงานจะเข้าสู่หัวกัดของสปินเดิลแนวตั้งด้านขวา ซึ่งในขณะประมวลผลขอบ จะสร้างพื้นผิวฐานที่สอง ตามพื้นผิวทั้งสองนี้ ชิ้นงานจะเคลื่อนไปยังหัวตัดของแกนหมุนแนวตั้งด้านซ้าย ไสขอบที่สอง และสุดท้าย หัวแนวนอนด้านบนจะตัดหน้าด้านบน
แกนหมุนมักจะติดตั้งอยู่บนคาลิปเปอร์ ซึ่งช่วยให้คุณสามารถเปลี่ยนตำแหน่งเมื่อทำการปรับในระนาบแนวตั้งและแนวนอน สิ่งนี้สำคัญมาก เนื่องจากเครื่องกัดตามยาวสี่ด้านได้รับการออกแบบมาเพื่อแปรรูปชิ้นงาน (แผง) ขนาดต่างๆ ทั้งในความกว้างและความหนา แกนหมุนของเครื่องแนวตั้งยังสามารถเอียงในระนาบตั้งฉากกับทิศทางการป้อนได้อีกด้วย

ข้าว. 1. แบบแผนของเครื่องกัดตามยาวสี่ด้าน: 1 - รองรับแกนหมุนที่ห้า (ปั้น) 2 - รองรับแกนหมุนแนวนอนด้านบน 3 - แกนหมุนแนวนอนด้านบน 4 - แกนหมุนแนวตั้งขวา 5 - รองรับด้านล่าง แกนหมุนแนวนอน, 6 - รองรับกลไกการป้อน, 7 - แกนหมุนแนวนอนล่าง, 8 - ที่หนีบแนวนอน, 9 - แกนหมุนแนวตั้งด้านซ้าย, 10 - รองรับแกนหมุนแนวตั้งด้านซ้าย, 11 - แกนหมุนขึ้นรูป, 12 - ไกด์ไม้บรรทัด, 13 - แผ่นฐาน, 14 - ที่หนีบแนวตั้ง
แกนหมุนที่ห้าด้านล่างเพิ่มเติม และมักเรียกว่าเครื่องปั้น (moulder) ซึ่งได้รับการออกแบบมาเพื่อเลือกโปรไฟล์ที่ส่วนล่างของชิ้นงานและแยกส่วนตามความกว้างหรือความหนาออกเป็นแถบแยก ในกรณีแรก ใบมีดโปรไฟล์จะติดกับแกนหมุน ในกรณีที่สอง เลื่อยวงเดือนที่มีเส้นผ่านศูนย์กลางไม่เกิน 350 มม. ในเครื่องจักร C16-4A สามารถจัดเรียงส่วนรองรับการขึ้นรูปจากตำแหน่งด้านล่างไปด้านบนเพื่อสุ่มตัวอย่างโปรไฟล์ลึกที่ส่วนบนของชิ้นงาน (แผ่นกระดาน) นอกจากนี้ เครื่องจักรเหล่านี้ยังสามารถหมุนแกนหมุนเพิ่มเติมได้ 90° ซึ่งช่วยให้สามารถใช้แบ่งชิ้นงานตามความหนาได้
แกนหมุนหมุนที่ความถี่ 5,000-6000 รอบต่อนาทีจากมอเตอร์ไฟฟ้าแต่ละตัว บ่อยครั้งที่เครื่องจักรติดตั้งมอเตอร์ไฟฟ้าที่มีเพลายาว (รูปที่ 141) ซึ่งเป็นแกนหมุนพร้อมกัน
เชื่อมต่อกับแกนหมุนที่แยกจากมอเตอร์ไฟฟ้าโดยใช้ข้อต่อหรือตัวขับสายพาน ในกรณีนี้ มอเตอร์ไฟฟ้าทำงานกับกระแสความถี่อุตสาหกรรม ในกรณีอื่นๆ ทั้งหมด - ด้วยกระแสไฟฟ้าที่มีความถี่เพิ่มขึ้น (100 Hz)
เครื่องไสสี่ด้านบางรุ่นมีมีดสำหรับรีดผ้า (รูปที่ 3) ซึ่งติดตั้งอยู่ด้านหลังแกนหมุนด้านล่างในแนวนอนชุดแรกโดยตรง จากมีดรีดผ้าที่ติดตั้งไว้สามตัว มีงานสองชิ้น และชิ้นที่สามถูกฝังไว้ใต้รางโดยตัวนอกรีตและสำรองไว้ มีดรีดผ้าช่วยขจัดสิ่งผิดปกติเล็กๆ น้อยๆ ออกจากชั้นล่างของชิ้นงานที่ผ่านการแปรรูป มีดแต่ละอันถูกติดตั้งในกล่องเลื่อนในมุมหนึ่งตามทิศทางการเคลื่อนที่ของชิ้นงาน มีดสามารถเคลื่อนย้ายได้สูง (แยกกัน) โดยใช้ลูกกลิ้งนอกรีต จำเป็นต้องเปลี่ยนความหนาของเศษที่ถอดออก
มีดรีดผ้าช่วยขจัดเศษยาวที่ตัวระบายไอเสียไม่สามารถถอดออกได้ ดังนั้นเครื่องจึงติดตั้งเครื่องบดเศษเศษที่ขับเคลื่อนด้วยมอเตอร์ไฟฟ้าแยกต่างหากเพิ่มเติม
หากเศษถูกอุดตันภายใต้มีดรีดผ้า พื้นผิวด้านหน้าของชิ้นงานอาจนูน กระแทก ร่องและรอยกด หากตรวจพบข้อบกพร่องนี้จะตรวจสอบการติดตั้งมีดที่ถูกต้อง การหมุนมีดนอกรีตจะทำให้มีดจมน้ำ กล่องที่มีมีดจะถูกลบออกจากเครื่องเพื่อตรวจสอบและนำมีดสำรองไปใช้งาน
เศษจะถูกขับเข้าไปใต้มีดเมื่อมีช่องว่างระหว่างมันกับตัวหักเศษ (เฉพาะที่หรือตลอดความยาว) หรือถ้ามีดยื่นออกมาจากตัวตัดเศษน้อยกว่า 1-2 มม. และเมื่อขอบด้านหลังของใบมีด มีดอยู่ต่ำกว่าระดับร่องคายเศษ เมื่อขจัดข้อบกพร่องแล้วกล่องที่มีมีดก็เข้าที่

ข้าว. 2. มอเตอร์ไฟฟ้าที่มีเพลาซึ่งทำหน้าที่เป็นแกนหมุนแนวตั้งของเครื่องกัดแนวยาวพร้อมกัน: 1 - ตัวเครื่อง, 2 - น็อต, 3 - คัตเตอร์, 4 - กลไกการยกแกนหมุน, 5 - รางคาลิปเปอร์, 6 - สกรูสำหรับเคลื่อนย้าย แกนหมุนในระนาบแนวนอน
ด้วยการป้อนแบบลูกกลิ้ง โซ่และลูกกลิ้งจะถูกขับเคลื่อนด้วยไดรฟ์เดียว (มักจะมีตัวเปลี่ยนสำหรับการเปลี่ยนแปลงความเร็วแบบไม่มีขั้นบันได) อัตราการป้อนอยู่ในช่วง 4-42 ม./นาที ลูกกลิ้งด้านบนสามารถปรับระดับความสูงได้
กลไกการป้อนลูกกลิ้งจะอยู่ที่ส่วนหัวของเครื่อง อย่างไรก็ตาม ลูกกลิ้งสามารถกระจายไปตามตัวเครื่องได้ พื้นผิวเป็นลอนหรือเรียบ หากม้วนติดตั้งอยู่ด้านหลังคานตัดด้านบน บางครั้งพวกเขาก็หุ้มด้วยยาง ซึ่งช่วยให้ยึดเกาะพื้นผิวของชิ้นงานได้ดีกว่า และในขณะเดียวกันก็รักษาระดับความหยาบของการประมวลผล

ข้าว. 3. มีดรีดผ้า: 1 - มีด, 2 - กล่อง, 3 - สกรู, 4 - ลูกกลิ้งประหลาด, 5 - เครื่องบดเศษ
อุปกรณ์นำทางประกอบด้วยแผ่นเหล็กและไม้บรรทัด เพลตเป็นพื้นผิวรองรับของชิ้นงาน แผ่นฐานของโต๊ะด้านหน้าที่ด้านหน้าของหัวกัดแนวนอนด้านล่างถูกตั้งค่าให้สูงโดยการหมุนวงล้อจักรกลของกลไกสกรู ซึ่งจะทำให้ความหนาของเศษที่ถอดออกจากชิ้นงานเปลี่ยนได้ ความหนานี้ไม่ควรเกินความสูงของความผิดปกติบนพื้นผิวชิ้นงาน
เครื่องกัดตามยาวสี่ด้านมีการติดตั้ง ระบบรวมศูนย์การควบคุม ซึ่งจัดให้มีการล็อคที่ป้องกันการแตกของส่วนประกอบแต่ละส่วนของเครื่อง หากผู้ควบคุมเครื่องจักรทำผิดพลาดในการควบคุมเครื่อง
เครื่องกัดตามยาวสี่ด้าน C10-2, C16-5, C16-4A, C25-01 มีการออกแบบที่เหมือนกันมากและแตกต่างกันในขนาดและ แต่ละกรณี- ลำดับการจัดวางชิ้นงานกำลังของมอเตอร์ไฟฟ้าของไดรฟ์
เครื่อง C10-2 ได้รับการออกแบบให้ประมวลผลช่องว่างและแผงสี่ด้านพร้อมกันได้กว้างสูงสุด 100 มม. (ตามที่ระบุไว้ในดัชนีรุ่น) และหนาสูงสุด 50 มม. พร้อมกัน เครื่อง C16 ทั้งหมดได้รับการออกแบบสำหรับการประมวลผลช่องว่างและบอร์ดที่มีความกว้างสูงสุด 160 มม. และหนาสูงสุด 80 มม. เครื่อง C25-01 - สำหรับช่องว่างกว้างสูงสุด 260 มม. และหนาสูงสุด 125 มม.
เครื่อง C16-4A เป็นเครื่องหลักในกลุ่มเครื่องกัดตามยาวสี่ด้าน ได้รับการออกแบบสำหรับการกัดระนาบของแผ่นไม้ แท่ง และแผ่นไม้พร้อมกันจากสี่ด้าน
เตียงเครื่องเป็นเหล็กหล่อ รูปทรงกล่อง มอเตอร์ไฟฟ้าได้รับการแก้ไขบนส่วนรองรับของเฟรมติดตั้งหัวคัตเตอร์บนเพลา เส้นบอกแนวและลูกกลิ้งแบบสปริงยังติดตั้งอยู่บนเตียงเพื่อยึดชิ้นงานเข้ากับโต๊ะเครื่องและเส้นบอกแนว
การรองรับด้วยมอเตอร์ไฟฟ้าของหัวมีดแนวนอนด้านล่าง (อันแรกอยู่ในทิศทางการป้อน) สามารถเคลื่อนที่ในแนวตั้งและยึดด้วยแคลมป์นอกรีต ก้ามปูพร้อมมอเตอร์ไฟฟ้าของหัวแนวตั้งด้านขวา (ที่สองในทิศป้อน) สามารถเคลื่อนที่ในแนวขวางและยึดด้วยแคลมป์ คาลิปเปอร์ของหัวแนวตั้งด้านซ้าย (อันที่สามในทิศทางการป้อน) เคลื่อนที่ในแนวตั้งด้วย handwheel และยึดด้วยแคลมป์ ในแนวแกน ตำแหน่งของก้ามปูจะเปลี่ยนไปและยึดด้วยสกรู
ในการตั้งค่าลูกกลิ้งป้อน หัวกัด และส่วนประกอบการจับยึดตามขนาดของวัสดุที่จะไส เครื่องจะจัดเตรียมเครื่องชั่งที่เหมาะสม มีการติดตั้งเคาน์เตอร์ปั้นบนเครื่อง แผงควบคุมตั้งอยู่ที่ส่วนหน้าจั่วของเตียง อุปกรณ์ไฟฟ้าของเครื่องวางอยู่ในตู้ไฟฟ้า ช่องว่างจะถูกป้อนเข้าไปในเครื่องด้วยตนเองและด้วยความช่วยเหลือของนิตยสาร พวกเขาจะถูกหยิบขึ้นมาโดยลูกกลิ้งป้อน (ล่างสองตัวและสองตัวบน) จากไดรฟ์ ซึ่งรวมถึงมอเตอร์ไฟฟ้า ตัวผันแปร กระปุกเกียร์ และชุดเกียร์ . อัตราการป้อนเป็นตัวแปรอนันต์
ตำแหน่งของชิ้นงานที่เคลื่อนที่ระหว่างการประมวลผลจะถูกกำหนดโดยโต๊ะรองรับและตัวกั้นด้านข้าง
สปินเดิลทั้งหมดมีการ์ดป้องกันที่ทำหน้าที่เป็นกับดักเศษ มีการติดตั้งตัวจำกัดความหนาของบอร์ดและตัวป้องกันกรงเล็บไว้ด้านหน้ากลไกการป้อน
ระบบควบคุมเครื่องช่วยให้แน่ใจว่ากลไกการป้อนไม่สามารถเปิดและทำงานเมื่อปิดมอเตอร์ไฟฟ้าอย่างน้อยหนึ่งตัวของร่างกายทำงาน และมอเตอร์ไฟฟ้าจะไม่สามารถเปิดได้เมื่อไม่ได้ติดตั้งการ์ดป้องกัน

ข้าว. 4. สี่ด้านตามยาว เครื่องกัดС25-01: 1 - การสนับสนุนเพลามีดบน, handwheel การปรับเพลามีดบน, 3 - handwheel การปรับบล็อกอุปกรณ์หนีบ, 4 - บล็อกอุปกรณ์หนีบ, 5 - handwheels ปรับกลไกการป้อน, 6 - แผงควบคุม, 7 - บล็อกพร้อมกลไกการป้อน, 8 - ตัวรับท่อไอเสียของแกนหมุนแนวตั้งด้านซ้าย
กำลังของมอเตอร์ไฟฟ้าของเครื่องและ ความเร็วสูงฟีดอนุญาตให้ใช้โหมดการประมวลผลความเร็วสูงระหว่างการทำงานของเครื่อง
สามารถรวมเครื่องจักร C16-4A ที่เป็นเครื่องจักรที่มีการประมวลผลต่อเนื่องด้วยอัตราการป้อนแบบไม่มีขั้นบันไดในสายการผลิตอัตโนมัติ
เครื่องกัดตามยาวสี่ด้าน C25-01 ยังเป็นรุ่นพื้นฐานอีกด้วย กลไกการป้อนลูกกลิ้งพร้อมการเปลี่ยนความเร็วแบบไม่มีขั้นบันไดถูกติดตั้งไว้ที่บล็อกด้านหน้าของเตียง การออกแบบเครื่องช่วยให้สามารถเสริมด้วยตัวป้อนนิตยสารอัตโนมัติสำหรับไดรฟ์ซึ่งมีเครื่องหมายดอกจันอยู่บนเพลาหนึ่งของกลไกการป้อนด้วยเครื่องจักร การตั้งค่าลูกกลิ้งป้อนสำหรับความหนาของวัสดุทำได้โดยใช้ล้อเลื่อน องค์ประกอบการหนีบที่อยู่ในพื้นที่ของแกนหมุนแนวตั้งจะติดตั้งอยู่ในบล็อกทั่วไป เมื่อปรับความสูงของอุปกรณ์จับยึด บล็อกจะเคลื่อนที่ในแนวระนาบแนวตั้งด้วยล้อเลื่อน ด้ามมีดแนวนอนด้านบนติดตั้งอยู่บนฐานรองที่ด้านซ้ายของเตียง ในการปรับความสูงนั้น กลไกสกรูสำหรับการเคลื่อนย้ายคาลิปเปอร์ด้วยล้อมือ แผงควบคุมเครื่องอยู่ที่ด้านหน้าเครื่องโดยที่ ที่ทำงานผู้ประกอบการเครื่อง
การเลือกโหมดการทำงาน
โหมดการทำงานจะถูกเลือกตามกำลังของมอเตอร์ไฟฟ้าที่รับภาระมากที่สุดและตามระดับความหยาบของพื้นผิวที่ผ่านการบำบัดแล้ว ตัวบ่งชี้เหล่านี้คำนวณในลักษณะเดียวกับเครื่องเพิ่มความหนา แต่สำหรับมอเตอร์ไฟฟ้าทั้งหมดของตัวเครื่อง จากนั้น อัตราป้อนจะถูกเลือกตามกำลังของเครื่องยนต์ที่รับภาระมากที่สุด โดยจะต้องได้ระดับความหยาบที่ต้องการของพื้นผิวกลึง
การตั้งค่าเครื่อง
เครื่องกัดตามยาวสี่ด้านในแง่ของการตั้งค่านั้นซับซ้อนที่สุดของเครื่องกัดตามยาวทั้งกลุ่ม พวกเขาตั้งค่าหน่วยตัด ส่วนประกอบจับยึด และตัวป้อน
เจนเนอเรกทริกซ์บนของพื้นผิวตัดทรงกระบอกของหัวกัดแนวนอนด้านล่าง ซึ่งอยู่ด้านหน้าส่วนอื่นๆ ของเครื่องมือตัดในเครื่อง ต้องตรงกับพื้นผิวการทำงานของโต๊ะด้านหลัง (แบบตายตัว) หรือสูงกว่า 0.02-0.05 มม. มัน. ตำแหน่งของหัวกัดที่สัมพันธ์กับโต๊ะด้านหลังถูกตรวจสอบในลักษณะเดียวกับเมื่อตั้งค่าตัวเชื่อม กล่าวคือ โดยใช้แถบควบคุม ความบังเอิญของเส้นสัมผัสแนวนอนกับพื้นผิวการตัดและพื้นผิวการทำงานของโต๊ะด้านหลังทำได้โดยการย้ายความสูงของส่วนรองรับแกนหมุนของหัวตัด การหมุนลูกกลิ้งนอกรีตที่ส่วนรองรับวางอยู่ หรือการย้ายส่วนรองรับโดยอุปกรณ์อื่น
โต๊ะด้านหน้า (แบบเคลื่อนย้ายได้) ของเครื่องติดตั้งอยู่ด้านล่างด้านหลังตามจำนวนชั้นไม้ที่ตัดออกจากหน้าชิ้นงาน ขนาดนี้ขึ้นอยู่กับค่าเผื่อการตัดเฉือนและช่วงตั้งแต่ 1 ถึง 3 มม.
หากการออกแบบโต๊ะด้านหน้าทำให้สามารถเคลื่อนย้ายสูงได้เฉพาะฟองน้ำที่ตั้งอยู่ที่หัวตัด ความหนาของชั้นที่ถูกตัดออกจะเป็นตัวกำหนดตำแหน่งของฟองน้ำนี้ การออกแบบโต๊ะนี้ช่วยให้คุณเปลี่ยนความหนาของชั้นไม้ที่ถอดออกได้อย่างง่ายดาย
เมื่อปรับหัวกัดแนวนอนด้านล่างสำหรับการกัดโปรไฟล์ นอกจากการตั้งค่าความสูงแล้ว ยังจำเป็นต้องปรับตำแหน่งตามความกว้างของโต๊ะด้วย สำหรับการปรับเปลี่ยนจะใช้ชิ้นส่วนอ้างอิงหรือชิ้นส่วนของชิ้นส่วนที่ผ่านการประมวลผลก่อนหน้านี้ ชิ้นส่วนวางอยู่บนโต๊ะด้านหลังเหนือหัวตัดและกดเข้ากับไม้บรรทัดแนวตั้งด้านขวา
หากมีการกัดขอบของชิ้นงานในภายหลัง ตัวเว้นระยะที่มีความหนาเท่ากับความหนาของชั้นของไม้ที่หัวคัตเตอร์ด้านขวาถูกตัดออกจะถูกวางไว้ระหว่างส่วนอ้างอิงกับไม้บรรทัด ส่วนหัวถูกติดตั้งในทิศทางแนวนอนและแนวตั้งตามส่วนอ้างอิงและยึดอยู่กับที่
หัวกัดแนวนอนด้านบนตั้งอยู่หลังหัวด้านล่างเพื่อให้ระยะห่างจากคมตัดของมีดถึงโต๊ะที่อยู่ใต้หัวเท่ากับความหนาของชิ้นงานที่ผ่านกระบวนการ
หากหัวกัดด้านบนอยู่ในตำแหน่งแรกในระหว่างการทำงาน ให้ตั้งโต๊ะด้านบนพร้อมๆ กัน กับพื้นผิวการทำงานที่ใบหน้าส่วนบนกดชิ้นงานไว้เมื่อกัดหน้าด้านล่างกับด้านล่าง หัวตัดแนวนอน โต๊ะนี้ติดตั้งอยู่เหนือโต๊ะด้านหลังของหัวกัดแนวนอนด้านล่างขนานกับพื้นผิวโต๊ะให้มีความสูงเท่ากับความหนาของชิ้นงานที่จะทำการกัด มีการติดตั้งส่วนหัวเพื่อให้ระนาบการตัดแนวนอนตรงกับพื้นผิวการทำงานของโต๊ะด้านบน
สำหรับการประมวลผลโปรไฟล์ของเพลท หัวกัดด้านบนแนวนอนจะถูกปรับในลักษณะเดียวกับโปรไฟล์ด้านล่าง
หัวคัตเตอร์แนวตั้งด้านขวา (หรือคัตเตอร์) ได้รับการติดตั้งในระนาบแนวนอนเพื่อให้สามารถเอาชั้นไม้ที่มีความหนาที่กำหนดออกจากขอบด้านขวาของชิ้นงานได้ เมื่อต้องการทำเช่นนี้ คมตัดของเครื่องมือซึ่งมีรัศมีการหมุนที่เล็กที่สุด (สำหรับการกัดขอบ) ควรยื่นไปทางซ้ายเกินระนาบของไม้บรรทัดแนวตั้งด้านหน้าขวาในปริมาณเท่ากับความหนาของ ชั้นไม้จะถูกลบออกจากส่วนที่ยื่นออกมามากที่สุดของโปรไฟล์ หัวแนวตั้งด้านซ้าย (เครื่องตัด) ถูกตั้งค่าในแนวนอนตามความกว้างที่ระบุของชิ้นส่วน
พื้นผิวการทำงานของไม้บรรทัดไกด์ด้านซ้ายถูกติดตั้งในระนาบสัมผัสกับวงกลมของการหมุนของคมตัดของเครื่องมือ ซึ่งมีรัศมีที่เล็กที่สุด ขนานกับทิศทางการป้อนของชิ้นงาน ในแนวตั้งมีการติดตั้งเครื่องมือตัดเพื่อให้ใบมีดทับความหนาของชิ้นส่วน
สำหรับการทำโปรไฟล์ขอบ ใบมีดบนแกนหมุนแนวตั้งจะถูกปรับให้เข้ากับส่วนอ้างอิง คัตเตอร์ขยับขึ้นสูง ทำให้เกิดความบังเอิญของโปรไฟล์กับโปรไฟล์ของส่วนอ้างอิงที่กดไว้กับโต๊ะเครื่องจักร หากหลังจากทำโปรไฟล์ขอบแล้วจะมีการวางแผนที่จะเอาชั้นไม้ออกจากชั้นล่างของชิ้นงานจากนั้นใบมีดจะถูกปรับตามส่วนอ้างอิงที่วางอยู่บนปะเก็น ความหนาของตัวเว้นวรรคควรเท่ากับความหนาของชั้นไม้ที่ถอดออก พื้นผิวรองรับของลูกกลิ้งหรือตัวหนอนควรยื่นออกมา 0.3-0.5 มม. เหนือพื้นผิวโต๊ะ ตัวป้อนด้านล่างถูกปรับโดยการเลื่อนให้สูงขึ้น
ลูกกลิ้งป้อนบนตั้งสูงจากพื้นผิวของลูกกลิ้งล่างหรือตัวหนอนเท่ากับความหนาของชิ้นงานที่ผ่านกระบวนการหรือน้อยกว่าความหนาเล็กน้อย (โดย 1-1 (5 มม.) ค่าของความดัน แรงของลูกกลิ้งป้อนบนชิ้นงานถูกควบคุมโดยการบีบอัดสปริง เพื่อเอาชนะความต้านทานการป้อน ในขณะเดียวกัน ไม่ควรสร้างแรงกดบนลูกกลิ้งบนชิ้นงานมากเกินไป เนื่องจากจะทำให้มีแรงป้อนเพิ่มขึ้น
เมื่อปรับแคลมป์แนวตั้ง ให้ปรับตำแหน่งในความสูงและตั้งค่าแรงจับยึด
องค์ประกอบจับยึดแนวตั้งทั้งหมดที่อยู่ด้านหน้าของหัวกัดด้านบนถูกตั้งไว้ 1.5 มม. ใต้ระนาบแนวนอนของการกัดตามยาวของหัวกัด เพื่อให้กดชิ้นงานได้ แม้ว่าจะไม่ได้กัดที่หน้าบนก็ตาม และรับประกันการทำงานปกติของ เครื่องมือตัดอื่น ๆ ของเครื่อง อุปกรณ์จับยึดแนวตั้งหลังจากหัวกัดด้านบนถูกติดตั้งไว้ใต้ระนาบการตัดแนวนอนของส่วนหัว 0.5 มม.
แคลมป์แนวนอนด้านซ้ายถูกตั้งค่าไว้ที่ระดับระนาบการตัดของส่วนหัวแนวตั้งด้านซ้าย (คัตเตอร์) แคลมป์ที่รองรับเศษที่ด้านหน้าเครื่องมือตัด (แนวนอนและแนวตั้ง) ติดตั้งไว้ที่ระดับระนาบการตัดของเครื่องมือ โดยขนานกับทิศทางการป้อน
แคลมป์ต้องป้องกันไม่ให้ชิ้นงานสั่นหรือเคลื่อนออกจากพื้นผิวฐาน ปริมาณของแรงดันจะถูกปรับโดยการขันสปริงให้แน่น
หลังจากตั้งค่าเครื่องเสร็จแล้ว จำเป็นต้องนำวัตถุแปลกปลอมออกจากโซนเครื่องมือตัดและกลไกอื่นๆ ของเครื่อง ตรวจสอบความสะดวกในการหมุนของเครื่องมือตัดด้วยมือ และใส่การ์ดป้องกันทั้งหมดบนตัวเครื่อง จากนั้นเปิดเครื่องและดำเนินการทดลองกับชิ้นงาน หลังจากตรวจสอบขนาดและคุณภาพของชิ้นส่วนที่ได้รับแล้ว เครื่องจะถูกปรับหากจำเป็น
เครื่องที่กำหนดค่าอย่างเหมาะสมควรรับรองความถูกต้องของขนาดและรูปร่างของชิ้นส่วนที่กลึงโดยมีความเบี่ยงเบนจากความตรงของขอบด้านข้างไม่เกิน 0.2 มม. ที่ความยาว 1,000 มม. จากความขนานของขอบด้านข้าง - ไม่เกิน 0.3 มม. สำหรับความยาว 1,000 มม. จากแนวตั้งฉากของขอบและใบหน้า - ไม่เกิน 0.15 มม. ที่ความยาว 100 มม. จากความหนาสม่ำเสมอ - ตามความแม่นยำในการประมวลผลระดับ 2
หลังจากตั้งค่าเครื่องจักรล่วงหน้าสำหรับขนาดการประมวลผลที่กำหนด ชิ้นงานทดสอบสองหรือสามชิ้นจะได้รับการประมวลผลและพิจารณาจากผลการวัดว่าเป็นการตั้งค่าที่สมบูรณ์หรือทำการปรับแต่ง
ส่วนอ้างอิงที่ใช้สำหรับการปรับแต่งเป็นสำเนาของชิ้นส่วนที่ทำขึ้นโดยมีระดับความแม่นยำสูงกว่าระดับความแม่นยำของชิ้นส่วนหนึ่งระดับ มาตรฐานทำจากไม้เนื้อแข็งหรือที่ดีกว่าจากลิกโนฟอยล์ ต้องตรวจสอบขนาดของมาตรฐานเป็นระยะ
อนุญาตให้ใช้ชิ้นส่วนของชิ้นส่วนที่กลึงก่อนหน้านี้เมื่อตั้งค่าเครื่องจักรสำหรับการประมวลผลแบบหยาบของชิ้นส่วนตามระดับความแม่นยำที่ 3 เงื่อนไขสำหรับการประมวลผลชิ้นส่วนทดสอบ ตามการปรับเครื่อง และตัวชิ้นส่วนเองจะต้องเป็นคุณลักษณะเฉพาะของชุดชิ้นงานที่กำหนด
เมื่อตั้งค่า คุณต้องใช้เครื่องมือวัดที่แม่นยำ
ทำงานบนเครื่องจักร
เครื่องกัดตามยาวสี่ด้านให้บริการโดยคนงานสองหรือสามคน ก่อนเริ่มงานคุณควรตรวจสอบให้แน่ใจว่ามีช่องว่างเพียงพอและระบบระบายไอเสียอยู่ในสภาพดี
ก่อนสตาร์ทเครื่อง พวกเขาตรวจสอบความสามารถในการซ่อมบำรุงและตำแหน่งที่ถูกต้องของอุปกรณ์ป้องกันทั้งหมด และก่อนการตั้งค่า ให้ปิดแผงป้องกันเครื่องซึ่งเป็นที่ตั้งของปุ่มควบคุมแบบกดปุ่ม เพื่อป้องกันความเป็นไปได้ในการเปิดเครื่องโดย ความผิดพลาด.
ในเครื่องกัดตามยาวสี่ด้าน ไม่สามารถส่งแผ่นที่มีปีกที่มีความเสี่ยงหรือส่วนโค้งลึก รวมทั้งที่แห้งเกินไปและมีการบิดเบี้ยวมากได้
ในกระบวนการทำงาน ผู้ควบคุมเครื่องจักรที่ยืนอยู่ที่โต๊ะป้อนอาหาร ตรวจสอบให้แน่ใจว่าแผงบนลูกกลิ้งของโต๊ะอยู่ในแถวเดียวโดยไม่มีการบิดเบี้ยวอย่างมีนัยสำคัญ แก้ไขการนอนที่โต๊ะอย่างไม่ถูกต้องด้วยตนเอง หากเครื่องไม่มีโต๊ะป้อนอาหาร จากนั้นจึงวางกระดานหรือช่องว่างจากปึกไว้บนโต๊ะด้านหน้าเครื่อง ควรป้อนวัสดุโดยไม่ให้มีการแบ่งส่วนปลาย เมื่อไสตัดชิ้นงานขนาดสั้น ช่องว่างระหว่างหน้าจะทำให้ชิ้นงานในเครื่องหยุดทำงาน ซึ่งอาจนำไปสู่ข้อบกพร่องในการประมวลผลบนพื้นผิวที่กลึง (การฉีกขาดข้ามชิ้นส่วน การลอบวางเพลิง) หากไม่สามารถหลีกเลี่ยงตัวแบ่งจากต้นทางถึงปลายที่อัตราการป้อนที่กำหนด อัตราการป้อนควรลดลง
ผู้ประกอบการต้องปฏิบัติตาม ตำแหน่งที่เหมาะสมตัวหยุดที่จำกัดขนาดของชิ้นงานที่ให้มา เนื่องจากการป้อนชิ้นงานที่มีค่าเผื่อมากเกินไปในเครื่องอาจทำให้เครื่องจักรเสียหรือมอเตอร์ไฟฟ้าร้อนเกินไป
ควรควบคุมขนาดของชิ้นงานหลังการกัดทุก 20-30 นาทีโดยใช้เกจ หากระหว่างการทำงาน ความเร็วในการหมุนของชิ้นงานตัวใดตัวหนึ่งลดลง (ตรวจพบโดยลักษณะเสียงที่ผิดปกติสำหรับ ดำเนินการตามปกติเครื่อง) ผู้ควบคุมเครื่องจักรต้องปิดการป้อนทันทีจนกว่าชิ้นงานจะหมุนด้วยความเร็วที่กำหนด เมื่อลูกกลิ้งป้อนลื่นไถลซึ่งบ่งชี้ว่าแคลมป์อ่อนตัวลง คุณควรหยุดเครื่องและหลังจากตรวจสอบแล้ว ให้ขจัดสาเหตุที่ขัดขวางการจ่ายชิ้นงานตามปกติไปยังเครื่อง
เมื่อหยุดเครื่อง ให้ตรวจสอบสภาพของมอเตอร์ไฟฟ้าและสายพานขับ หากตรวจพบความร้อนที่ไม่สามารถยอมรับได้ของมอเตอร์ไฟฟ้าอย่างน้อยหนึ่งตัว เครื่องจะต้องหยุดทำงานและต้องขจัดสาเหตุของการทำความร้อน หลังจากทำงาน 1.5-2 ชั่วโมงจำเป็นต้องต่อและจบมีด
เมื่อสกปรก ควรทำความสะอาดโต๊ะหรือลูกกลิ้ง สาเหตุของการเกิดเศษ น้ำตา ตะไคร่น้ำ และขนบนผิวที่ผ่านการบำบัดแล้วอาจมีความหนามากของชั้นไม้ที่ถูกขจัดออก พื้นผิวที่ถูกตัดหรือความยาวคลื่นต่างกันมากอาจเกิดจากการหย่อนของตลับลูกปืน
การก่อสร้างเครื่องจักร เครื่องกัดตามยาวสี่ด้านผลิตขึ้นเพื่อการแปรรูปสูงสุด ภาพตัดขวางช่องว่างในความกว้างและความหนา 100X50 มม. (S10-3), 160X80 มม. (S16-2A, S16F-1A) และ 250X125 มม. (S26-2M, S25-1A, S25-2A) สำหรับการแปรรูปไม้ปาร์เก้ มีเครื่องจักรที่มีความกว้างในการกัดสูงสุด 70 มม. (PARK7) และ 100 มม. (PARK9)
สำหรับการใช้เครื่องจักรในการโหลด จะใช้อุปกรณ์โหลดของร้านค้า ต่อเข้ากับเครื่อง หรือโต๊ะป้อนอาหารแบบพิเศษ สำหรับการขนถ่าย เครื่องจักรได้รับการติดตั้งสายพานลำเลียงหลังเครื่องจักรและตัวเรียงซ้อนอัตโนมัติของชิ้นส่วนสำเร็จรูป
เครื่องกัดตามยาวสี่ด้าน C26-2M ออกแบบมาสำหรับแผ่นแปรรูปและชิ้นส่วนสี่เหลี่ยม บนเตียงรูปทรงกล่อง คาลิปเปอร์ของสปินเดิลล่างแนวนอน สปินเดิลขวาและซ้ายในแนวตั้ง และสปินเดิลแนวนอนด้านบนวางเรียงกันเป็นชุด ตัวเครื่องสามารถติดตั้งส่วนรองรับการขึ้นรูปแบบเพิ่มเติม ซึ่งออกแบบมาเพื่อทำร่องในชิ้นส่วนหรือตัดเป็นชิ้นเมื่อออกจากเครื่อง

ข้าว. 1. เครื่องกัดตามยาวสี่ด้าน S26-2M: 1 - เตียง, 2,3,5 - แกนหมุน, 4 - รองรับการขึ้นรูป, 6 - โต๊ะ, 7 - ลูกกลิ้งแรงดัน, 8 - รองรับแรงดัน, 9 - handwheel, 10, 14 - ลูกกลิ้ง, H - ป้องกันกรงเล็บ, 12 - แคลมป์ด้านข้าง, 13 - ไม้บรรทัดไกด์
เครื่องมือตัดติดตั้งอยู่บนแกนหมุน ซึ่งขับเคลื่อนด้วยมอเตอร์ไฟฟ้าแต่ละตัวผ่านสายพานขับเคลื่อน ตัวเครื่องมีตัวป้องกันกรงเล็บที่ป้องกันการดีดกลับของชิ้นงานออกจากตัวเครื่อง บริเวณใกล้เคียงเป็นแถบที่ทำหน้าที่เป็นตัว จำกัด สำหรับการจัดหาช่องว่างโดยมีค่าเผื่อขนาดใหญ่ที่ยอมรับไม่ได้
กลไกการป้อนของเครื่องจะอยู่ที่ด้านหน้าของสปินเดิลทำงาน และประกอบด้วยลูกกลิ้งที่ไม่ได้ขับเคลื่อนตัวล่างสองตัวและลูกกลิ้งสองตัวบน ลูกกลิ้งส่วนบนทำมาจากกระดาษลูกฟูกเพื่อการยึดเกาะกับชิ้นงานได้ดียิ่งขึ้น ลูกกลิ้งถูกขับเคลื่อนด้วยมอเตอร์ไฟฟ้าแยกต่างหากพร้อมรอกที่ปรับได้ผ่านสายพานวี (ตัวแปร) และระบบเกียร์ ตัวแปรช่วยให้คุณเปลี่ยนอัตราการป้อนได้อย่างราบรื่นจาก 7.5 เป็น 42 ม./นาที ลูกกลิ้งโหลดสปริง 7 ติดตั้งอยู่ที่ส่วนรองรับโดยกดชิ้นส่วนเข้ากับโต๊ะ จากด้านข้าง ชิ้นงานจะถูกกดด้วยแคลมป์สปริงไปยังไกด์ไม้บรรทัด
เครื่องจักรสำหรับแปรรูปไม้ปาร์เก้นั้นมีความคล้ายคลึงกันในการออกแบบ คุณลักษณะที่โดดเด่นของเครื่องจักรคือการมีกลไกป้อนสายพานลำเลียงสำหรับการประมวลผลชิ้นงานขนาดสั้น เป็นสายพานลำเลียงแบบสองโซ่ที่มีด้ามจับแบบสปริง (หนาม) เดือยแหลมให้การยึดจับและการป้อนชิ้นงานที่เชื่อถือได้ซึ่งมีขนาดแตกต่างกันของค่าเผื่อการตัดเฉือนสูงสุด 2 ... 3 มม.
การเลือกโหมดการทำงาน โหมดการทำงานของเครื่องถูกเลือกขึ้นอยู่กับขนาดเล็กน้อยของชิ้นส่วนในแง่ของความกว้างและความหนา ความซับซ้อนของโปรไฟล์ที่ได้ และคุณภาพของการประมวลผลที่ต้องการ
ตามขนาดที่กำหนดของชิ้นส่วนและค่าเผื่อที่ทราบสำหรับการประมวลผล ความหนาและความกว้างของชั้นที่จะลบออกโดยเครื่องมือตัดแต่ละรายการจะถูกคำนวณ ข้อมูลนี้ใช้เพื่อเลือกอัตราการป้อนที่อนุญาตจากสภาวะโหลดสูงสุดบนมอเตอร์ไฟฟ้าของกลไกการตัด ตัวเลือกจะทำขึ้นตามกราฟที่ให้ไว้ในคู่มือเครื่อง หรือโดยการคำนวณโดยใช้สูตร บ่อยครั้งที่หัวกัดบนหรือหัวกัดด้านซ้ายเป็นหัวกัดที่มีงานมากที่สุด ทำให้เกิดโปรไฟล์ที่ลึกและซับซ้อน หากมีการกำหนดความต้องการที่เพิ่มขึ้นสำหรับความบริสุทธิ์ของพื้นผิวผลลัพธ์ ควรกำหนดความเร็วที่จำกัดของชิ้นงานจากสภาพของอัตราป้อนที่อนุญาตต่อหัวกัดหนึ่งตัว
ตั้งเครื่อง. การตั้งค่าเครื่องกัดตามยาวสี่ด้านเป็นการดำเนินการที่ซับซ้อนและใช้เวลานาน เพื่อลดจำนวนการกำหนดค่าใหม่ ควรประมวลผลชิ้นงานที่มีขนาดมาตรฐานเดียวกันเป็นชุด ขนาดแบทช์ที่เล็กที่สุดจะถูกเลือกเพื่อให้การสิ้นสุดของการประมวลผล (ถ้าเป็นไปได้) เกิดขึ้นพร้อมกับการเปลี่ยนเครื่องมือตัดแบบทื่อ นอกจากนี้ ช่องว่างชุดถัดไปควรเป็นประเภทการประมวลผลที่หลังจากข้ามชุดแรก จะต้องใช้เวลาขั้นต่ำในการเปลี่ยนเครื่อง สิ่งนี้ช่วยให้คุณเพิ่มผลผลิต
การตั้งค่าเครื่องจักรประกอบด้วยการตั้งค่าเครื่องมือตามขนาดการประมวลผลที่กำหนด การปรับตารางที่เคลื่อนย้ายได้และเส้นบอกแนว ตลอดจนการปรับฟีดและองค์ประกอบการจับยึด ลำดับของการปรับจูนจะขึ้นอยู่กับประเภทของการประมวลผล การออกแบบเครื่องจักร วิธีการปรับแต่ง และเครื่องมือปรับแต่ง
โครงร่างสำหรับการตั้งค่าเครื่องตามเทมเพลตหรือส่วนอ้างอิงแสดงในรูปที่ 86. แม่แบบได้รับการติดตั้งในเครื่อง โดยก่อนหน้านี้ได้ย้ายคาลิปเปอร์ ฟีด และแคลมป์ไปยังระยะห่างเกินขนาดการตั้งค่าเล็กน้อย แม่แบบถูกกดลงบนพื้นผิวการทำงานของโต๊ะและเส้นบอกแนวด้านหลัง ขั้นแรก ไม้บรรทัดจะปรับให้พื้นผิวการทำงานขนานกัน นอกจากนี้ ไม้บรรทัดด้านหลังควรอยู่ในแนวสัมผัสกับวงกลมตัด และยื่นออกมาเทียบกับไม้บรรทัดด้านหน้าตามความหนาของชั้นที่เอาออก (2 ... 3 มม.) แนวหน้าอยู่ในแนวเดียวกันโดยใช้ปะเก็นซึ่งมีความหนาเท่ากับความหนาของชั้นที่จะถอดออก

ข้าว. 2. แบบแผนสำหรับการตั้งค่าเครื่องกัดตามยาวสี่ด้านตามแม่แบบ: 1 - โต๊ะด้านหลัง, 2 - แม่แบบ, 3 - ไม้บรรทัดด้านหลัง, 4 - ไม้บรรทัดด้านหน้า, 5 - ปะเก็น
การปรับขนาดของเครื่องมือตัดจะดำเนินการจากด้านป้อนวัสดุตามลำดับต่อไปนี้: หัวคัตเตอร์แนวนอนด้านล่าง, หัวคัตเตอร์แนวตั้งด้านซ้ายและด้านขวา, หัวคัตเตอร์แนวนอนด้านบนและแบบหล่อ (ถ้าจำเป็น)
การตั้งค่ามิติสำหรับเครื่องมือตัดทั้งหมดจะคล้ายกันและรวมถึงการทำงานต่อไปนี้: การปล่อยก้ามปู การปรับตำแหน่งของเครื่องมือตัดที่สัมพันธ์กับแม่แบบ การยึดก้ามปู คาลิปเปอร์ถูกเคลื่อนย้ายด้วยที่จับที่ถอดออกได้หรือวงล้อมือ คมตัดของมีดถูกนำมาสัมผัสกับพื้นผิวการทำงานของแม่แบบเมื่อหมุนหัวตัดด้วยตนเอง
ด้วยวิธีการตั้งค่าเครื่องมือตัดแบบอื่น จะใช้เครื่องมือวัดในตัว: เครื่องชั่งและแป้นหมุน ในรูป 3 แสดงการตั้งค่าหัวตัดแนวนอนด้านบนของกบสี่ด้าน คาลิปเปอร์เคลื่อนที่ด้วยวงล้อจักรขณะนับปริมาณการเคลื่อนที่บนสเกล เมื่อตั้งคาลิปเปอร์ในตำแหน่งที่กำหนดไว้แล้ว ให้ไปที่ซับในของตัวจับยึด แผ่นหนีบด้านหลัง 9 ที่หัวตัดด้านบนปรับความสูงด้วยน็อตเพื่อให้ระยะห่างจากโต๊ะถึงพื้นผิวการทำงานของแผ่นอิเล็กโทรดเท่ากับ 2 ... 3 มม. น้อยกว่าขนาดการตั้งค่า X แรงจับยึดของแผ่นอิเล็กโทรด ปรับโดยเปลี่ยนความตึงสปริงด้วยน๊อต แคลมป์ด้านหน้า (ร่องคายเศษ) ปรับความสูงได้โดยหมุนน็อต การปรับจะดำเนินการจนกว่าระยะห่างจากโต๊ะถึงขอบการทำงานของร่องคายเศษจะเท่ากับขนาดการตั้งค่า แรงกดของร่องคายเศษไปยังวัสดุที่กำลังดำเนินการจะถูกปรับด้วย handwheel บีบอัดหรือทำให้สปริงอ่อนลง
องค์ประกอบการหนีบลูกกลิ้งมีการกำหนดค่าดังนี้ คลายที่หนีบทั้งหมดอย่างสม่ำเสมอในระหว่างการป้อนชิ้นงานและปรับตำแหน่งให้สัมพันธ์กับโต๊ะและไม้บรรทัด เมื่อตั้งค่า ให้ใช้สเกลวัดที่ยึดไว้ใกล้กับองค์ประกอบที่ปรับได้ แรงจับยึดของลูกกลิ้งปรับโดยการเปลี่ยนความตึงของสปริง เลือกแรงหนีบขึ้นอยู่กับชนิดของไม้และขนาดของวัสดุที่แปรรูป อย่ากดชิ้นงานมากเกินไปกับโต๊ะ เนื่องจากเครื่องหมายจากลูกกลิ้งแรงดันจะยังคงอยู่บนพื้นผิวของชิ้นส่วนที่ทำเสร็จแล้ว
ลูกกลิ้งป้อนด้านล่างถูกตั้งค่าให้สัมพันธ์กับโต๊ะ โดยขึ้นอยู่กับสายพันธุ์ ขนาด และสภาพของวัสดุที่กำลังดำเนินการ สำหรับไม้เนื้อแข็งและแผ่นหนา ค่าส่วนที่ยื่นออกมาคือ 0.2 ... 0.3 มม. สำหรับไม้เนื้ออ่อนและไม้บาง - 0.3 ... 0.5 มม.
ขอบการทำงานของโต๊ะด้านหน้าปรับความสูงได้โดยการหมุนลูกกลิ้งเยื้องศูนย์ด้วยที่จับของกลไกการปรับ ตารางจะต้องถูกลดระดับโดยสัมพันธ์กับตารางด้านหลังโดยจำนวนของเลเยอร์ที่ลบออกจากชั้นล่างซึ่งตั้งค่าโดยใช้อุปกรณ์การอ่านของกลไกการปรับ
จากนั้นลูกกลิ้งป้อนด้านบนจะถูกปรับความสูง และติดตั้งแถบจำกัดและตัวป้องกันก้ามปู ขึ้นอยู่กับความหนาของชิ้นงานที่กำลังดำเนินการ ลูกกลิ้งด้านบนถูกปรับด้วย handwheel ผ่านเฟืองสกรูและแท่ง

ข้าว. 3. การปรับหัวกัดแนวนอนด้านบนของเครื่องกัดแนวยาวสี่ด้าน: 1 - handwheel, 2 - handwheel ปรับร่องคายเศษ, 3, 6, 7 - น็อต, 4 - รองรับ, 5 - สปริง, 8 - ร่องคายเศษ, 9 - บล็อกหนีบ 10 - มาตราส่วน
แรงป้อนถูกสร้างขึ้นโดยการกดลูกกลิ้งบนกับวัสดุและลูกกลิ้งด้านล่างผ่านสปริง ปรับความตึงสปริงด้วยน็อต
หลังจากเสร็จสิ้นการปรับขนาดของเครื่องแล้ว คุณควรตรวจสอบชิ้นส่วนที่เคลื่อนไหวและติดตั้งการ์ดอย่างระมัดระวัง ท่อของเครือข่ายท่อไอเสียเชื่อมต่อกับตัวสะสมเศษและเปิดการทำงานของการกรองอากาศในระบบดูดเศษ โดยการกดปุ่ม เปิดการหมุนของเครื่องมือตัด หลังจากที่แกนหมุนก่อนหน้าตั้งค่าความเร็วเต็มที่แล้ว แกนถัดไปจะเปิดขึ้น
จำเป็นต้องตรวจสอบให้แน่ใจว่าเครื่องมือตัดทั้งหมดทำงานโดยไม่มีปัญหาขณะเดินเบา เปิดฟีด และประมวลผลชิ้นงานทดสอบ อัตราการป้อนจะถูกเลือกขึ้นอยู่กับชนิดของไม้ ขนาดของค่าเผื่อที่จะเอาออก และคุณภาพการแปรรูปที่ต้องการ
หลังการประมวลผล ควรวัดชิ้นส่วนทดสอบด้วยเครื่องมือวัด: เวอร์เนียคาลิปเปอร์ เกจวัดความหนาตัวบ่งชี้ หรือคาลิเบอร์ ตรวจสอบความตรงของพื้นผิวกลึงด้วยไม้บรรทัดควบคุมและฟีลเลอร์เกจ ความหยาบของพื้นผิวถูกกำหนดด้วยสายตาโดยเปรียบเทียบกับมาตรฐานหรือวัดด้วยเครื่องมือ TSP-4
ด้วยการปรับเครื่องจักรสี่ด้านอย่างเหมาะสม อนุญาตให้มีการเบี่ยงเบนต่อไปนี้ในความแม่นยำของชิ้นส่วนกลึง: ความสม่ำเสมอในความหนาและความกว้างของชิ้นส่วนตลอดความยาวทั้งหมด - ตามเกรด 12; ไม่ตรงของขอบด้านข้าง - ไม่เกิน 0.2 มม. สำหรับความยาว 1,000 มม. ไม่ขนานกันของขอบด้านข้าง - ไม่เกิน 0.3 มม. สำหรับความยาว 1,000 มม. ไม่ตั้งฉากของพื้นผิวด้านข้างที่อยู่ติดกัน - ไม่เกิน 0.15 มม. สำหรับความยาว 100 มม.
ขึ้นอยู่กับผลการตรวจสอบชิ้นส่วนทดสอบ เครื่องจะถูกปรับและปรับแต่ง
ทำงานกับเครื่องจักร เครื่องจักรที่ไม่ได้ติดตั้งอุปกรณ์ขนถ่ายมักจะให้บริการโดยพนักงานสองคน หลังจากสตาร์ทเครื่องแล้ว ผู้ควบคุมเครื่องจักรจะวางชิ้นงานชิ้นต่อไปไว้บนโต๊ะ โดยให้ขอบของมันอยู่ตามแนวไม้บรรทัด หลังจากที่ลูกกลิ้งป้อนจับชิ้นงานแล้ว ผู้ควบคุมเครื่องจักรจะเตรียมชุดถัดไป
เพื่อให้แน่ใจว่าเครื่องจักรทำงานอย่างต่อเนื่องและสม่ำเสมอ ควรป้อนวัสดุโดยไม่มีส่วนต่อประสาน ด้วยเหตุนี้ เมื่อป้อนชิ้นงานที่มีขนาดสั้น ความเร็วจะลดลง
ผู้ปฏิบัติงานคนที่สองต้องยอมรับชิ้นส่วนที่ทำเสร็จแล้ว ตรวจสอบคุณภาพของการประมวลผลด้วยสายตาและจัดเรียงซ้อนกัน
ด้วยการขนถ่ายเครื่องจักรด้วยเครื่องจักร ผู้ควบคุมเครื่องจักรต้องตรวจสอบการทำงานที่ถูกต้องขององค์ประกอบทั้งหมดของเครื่องจักรและกลไกใกล้เครื่องจักร ระดับการโหลดของมอเตอร์ตัดถูกควบคุมโดยแอมมิเตอร์ที่ติดตั้งในแผงควบคุมของเครื่อง
หากมอเตอร์ทำงานหนักเกินไป มีเสียงรบกวนและเคาะเพิ่มขึ้น หรือความเร็วของเครื่องมือลดลง จำเป็นต้องปิดเครื่องและค้นหาสาเหตุของปัญหา สาเหตุทั่วไปการหยุดเครื่องเป็นการใช้งานที่ไม่ถูกต้อง ไม่อนุญาตให้ป้อนชิ้นงานที่มีค่าเบี้ยเลี้ยงขนาดใหญ่เกินไปหรือบางเกินไป โค้งงอ และมีรูปร่างผิดปกติ เมื่อติดขัดหรือหยุดชิ้นงาน คุณต้องเปิดการป้อนกลับและนำชิ้นงานออกจากเครื่อง เมื่อตะไคร่น้ำและขนขึ้นบนพื้นผิวที่ผ่านการบำบัดแล้ว ควรเปลี่ยนใบมีดทื่อ
ความสมบูรณ์แบบ กระบวนการทางเทคโนโลยีทำให้อุปกรณ์ซับซ้อนเพิ่มผลผลิตของหน่วยเดียว ในงานช่างไม้ เครื่องจักรงานไม้สี่ด้านได้รวมการทำงานที่แยกจากกันก่อนหน้านี้ไว้บนโต๊ะเดียวโดยใช้ชิ้นงานเพียงครั้งเดียว ความสะอาด ความถูกต้องของการประมวลผลเป็นไปตามมาตรฐานคุณภาพที่กำหนดไว้
วิธีการประมวลผลที่เป็นไปได้
ตัดเลเยอร์จาก 4 ด้านของช่องว่างสามารถเป็นหัวที่แตกต่างกันด้วยใบมีดที่มีโปรไฟล์ต่างกัน:
- การโม่. ทำการตัดไม้ตามยาวใต้ร่องเท่านั้น เครื่องตัดแบบดิสก์ทำหน้าที่ตัดบอร์ด ในการทำเช่นนี้ที่ด้านรับของตารางจะวางตัวแก้ไขของแถบขาออก
- ไส;
- กบ
โมเดลอุตสาหกรรมส่วนใหญ่รวมการตัดหลายประเภทพร้อมกัน มีการประมวลผลวัสดุของส่วนกลมและสี่เหลี่ยม วัสดุแผ่นบางผ่านการกัด 2 ด้าน ต่อรอยต่อ
เฉพาะการออกแบบ
การออกแบบเครื่องไม้สี่ด้านประกอบด้วย 3 ส่วนหลัก:
- เครื่องป้อนชิ้นงาน
- ส่วนของแกนหมุนที่มีตัวตัด
- ระบบการตั้งค่าพารามิเตอร์การทำงาน การปรับ การควบคุม
มีรุ่นที่มีกลไกการตัดหลายแบบติดตั้งไว้เป็นชุดที่ด้านหนึ่งของชิ้นงาน (การประมวลผลหลายส่วน)
จำนวนรอบการหมุนของเพลามีดคือ 5,000-6000 ต่อนาที ในเครื่องจักรของการออกแบบใหม่ล่าสุด ด้ามมีดนั้นทำความเร็วได้สูงถึง 9000 รอบต่อนาที
พื้นที่แปรรูป
การติดตั้งพื้นฐานประกอบด้วยเพลาแนวนอน 2 อัน (บน/ล่าง) และแกนหมุน 2 อันที่จัดเรียงในแนวตั้ง วางหัวด้วยมีดตรงหรือรูปทรงไว้บนแกนหมุน การหมุนของเพลาอยู่ในช่วง 5,000 - 9000 รอบต่อนาที
ขนาดที่ระบุของผลิตภัณฑ์ถูกกำหนดโดยการเคลื่อนที่ที่สอดคล้องกันของแกนหมุนในแนวนอน การขึ้น/ลงของคมตัด ความเอียงของแกนตามยาวที่มุมสูงสุด 25° ความหนาของบอร์ดถูกกำหนดโดยเลื่อนเพลาบนในแนวตั้ง
เลย์เอาต์ของชุดประกอบอาจรวมถึงการติดตั้งหัวกัดที่ 5 เพื่อให้ได้โปรไฟล์ตามระนาบด้านล่างของชิ้นส่วน
นอกจากนี้ มีดรีดผ้ายังได้รับการออกแบบเพื่อขจัดคลื่นบนพื้นผิวของไม้ออกจากหัวที่หมุนได้ บล็อกใบมีดคงที่ ซึ่งทำมุม 45° กับระนาบของโต๊ะ จะเอาไม้ที่มีขอบแต่ละด้านออก 0.02-0.2 มม. หงอนของคลื่นจากตัวเชื่อมถูกตัดให้มีความบริสุทธิ์ตามที่กำหนด
ควบคุม
ลดอิทธิพลของบุคคลในกระบวนการทางกลของงานไม้ เพิ่มฟังก์ชันสำหรับการวัดที่แม่นยำ การคำนวณพารามิเตอร์สำหรับ ซอฟต์แวร์, การควบคุมการทำงานของอุปกรณ์แต่ละขั้นตอน, ความจำเป็นเร่งด่วนในการปรับเปลี่ยนค่าเบี่ยงเบน
จุดตรวจคือ:
- การคำนวณความเร็วของการเคลื่อนที่ของวัตถุดิบเพื่อให้สอดคล้องกับความถูกต้องของการประมวลผลที่กำหนด
- การตั้งค่าแต่ละโหนดในพิกัดที่คำนวณได้
- การซิงโครไนซ์ของคอมเพล็กซ์
- การทำความสะอาด การกำจัดของเสียที่เกิดขึ้น
ในการผลิตแต่ละรายการ ต้องใช้เวลาอย่างมาก ในการผลิตจำนวนมาก ได้เพิ่มผลผลิตอย่างมีนัยสำคัญ ได้มาตรฐานคุณภาพ ผลิตภัณฑ์สำเร็จรูปจากไม้
ความเชี่ยวชาญ
การติดตั้งสำหรับการแปรรูปไม้แบบพหุภาคีนั้นซับซ้อนพอที่จะออกแบบให้เป็นหน่วยสากลได้ ในร้านขายงานไม้มีการใช้พันธุ์ที่เพียงพอที่จะสามารถผลิตผลิตภัณฑ์บางประเภทได้อย่างรวดเร็วและแม่นยำ
เมื่อเลือกเครื่องสี่ด้านสำหรับการทำโปรไฟล์ของลำแสงแล้ว โปรไฟล์จะถูกสร้างด้วยการเชื่อมต่อแบบมีร่องกับหนาม สองด้าน (ครึ่งวงกลม) เท่ากัน การดำเนินการวางแผนสามารถรวมกันในเครื่องเดียวหลังจากการตัดโปรไฟล์ ตัวเลือกที่หลากหลายสำหรับรูปทรงของส่วนลำแสงกำหนดโดยการกำหนดค่าของหัวฉีดตัด
ช่างไม้ที่ใช้เครื่องกัดตามยาวสี่ด้านช่วยลดความยุ่งยากในการรับคานไม้สำหรับประตู, วงกบหน้าต่าง, ฐาน, ชิ้นส่วนตู้, พื้น
ไม้หลังเลื่อยวงเดือนมีคุณภาพผิวงานไม่ดี ในเวลาเดียวกันเพื่อให้ได้ความแม่นยำของมิติที่ต้องการช่วยให้สี่ด้าน กบประสิทธิภาพที่จำเป็น มีแกนหมุนตั้งแต่ 4 ถึง 10 แกนซึ่งหากจำเป็นให้วางมีดที่มีใบมีดแบบ slotted สำหรับไม้ ทำให้สามารถใช้งานอุปกรณ์ได้ เช่น เครื่องจักรสำหรับการผลิตไม้แปรรูป โดยยึดตามงานการผลิต
ทางเลือก
ข้อมูลจำเพาะ แผนภาพการเดินสายไฟ โหมดการทำงาน อุปกรณ์ การตั้งโปรแกรม - ทั้งหมดนี้ต้องได้รับการศึกษาตามข้อมูลที่ผู้ผลิตประกาศไว้ คุณสมบัติของการทำงานของระบบอัตโนมัติ, ข้อกำหนดสำหรับคุณสมบัติของบุคลากร, วัตถุดิบ, ซ่อมบำรุงต้องคำนึงในการจัดงาน กระบวนการผลิต, ร่าง แผนที่เทคโนโลยี. ความพร้อมใช้งานของการบำรุงรักษาเครื่องกัดสี่ด้านซึ่งเป็นอะไหล่สำหรับเครื่องนั้นจะส่งผลต่อการทำงานที่ราบรื่น
ตัวชี้วัดหลักของการผลิตงานไม้คืองานคุณภาพสูงและผลผลิต คุณต้องมีอุปกรณ์ที่เหมาะสมเพื่อให้เป็นไปตามเงื่อนไขเหล่านี้ หนึ่งในอุปกรณ์ดังกล่าวคือเครื่องไม้สี่ด้าน
การออกแบบและขอบเขต
เมื่อไม่นานมานี้ ในการผลิตการแปรรูปไม้ มีการออกแบบที่ผสมผสานการทำงานหลายอย่างเข้าด้วยกัน การแปรรูปผลิตภัณฑ์ไม้ในกรณีนี้เกิดขึ้นพร้อมกันสี่ด้าน อุปกรณ์นี้มักใช้สำหรับการกัดและการต่อเชื่อม
เครื่องจักรงานไม้ประกอบด้วย:
- ส่วนแกนหมุน
- หน่วยป้อนชิ้นส่วน
- ระบบควบคุมพารามิเตอร์อุปกรณ์
ในอีกด้านหนึ่ง อาจมีหลายหัวการประมวลผล ซึ่งทำให้สามารถลดต้นทุนของผลิตภัณฑ์ที่ผลิตขึ้น และลดเวลาในการดำเนินการบางอย่าง
เครื่องสี่ด้านได้รับการออกแบบเพื่อดำเนินการดังต่อไปนี้:
- การโม่. มีดคัตเตอร์ถูกติดตั้งบนหัวการทำงานของอุปกรณ์ แทนที่จะใช้เพลาไส ซึ่งทำให้สามารถกัดตามยาวได้ ในการประมวลผลด้วยเครื่องตัดนิ้ว จำเป็นต้องหยุดชิ้นส่วนเป็นระยะ อย่างไรก็ตาม ไม่ได้จัดเตรียมไว้โดยการออกแบบ
- การวางแผนและการต่อ ซึ่งสามารถทำได้โดยใช้เพลาที่มีใบมีดที่มีการกำหนดค่าบางอย่างติดตั้งอยู่ การออกแบบตัวเครื่องทำให้สามารถเก็บผิวละเอียดและหยาบได้
- Reiming และโปรไฟล์
ส่วนใหญ่มักจะใช้แบบจำลองดังกล่าวเพื่อสร้างไม้ที่มีพื้นผิวเรียบหรือโปรไฟล์ งานทั้งหมดสามารถทำได้ในครั้งเดียว
ด้วยความช่วยเหลือของเครื่องจักรสี่ด้าน คุณสามารถสร้างผลิตภัณฑ์เช่น:

การจำแนกประเภทและความแตกต่างของเครื่องจักร
เครื่องจักรงานไม้สี่ด้านทั้งหมดสามารถแบ่งออกเป็น:
- กบหนา
- การกัดตามยาว
เครื่องกัดแนวยาวใช้สำหรับตัดตามความยาวของวัสดุให้ได้ขนาดที่ต้องการ อุปกรณ์งานไม้นี้สามารถทำโปรไฟล์ที่ซับซ้อนได้ เพลาล่างของมีดโดยคำนึงถึงความหนาของไม้ที่ไสแล้วจะเคลื่อนที่ไปพร้อมกับท็อปโต๊ะในแนวตั้ง
กบใช้สำหรับตัดชิ้นงานให้ได้ความหนาตามที่กำหนดจากสองด้านพร้อมกัน เป็นกบไสไม้ในขั้นต้น แต่มีฟังก์ชันการทำโปรไฟล์เพิ่มเติม เครื่องดังกล่าวสามารถสร้างโปรไฟล์ตื้นได้ด้วยการออกแบบล็อคบาร์ขนาดเล็กที่เรียบง่าย
การแปรรูปไม้ทั้งสี่ด้านพร้อมกันช่วยประหยัดเวลาและเพิ่มผลผลิต นั่นคือเหตุผลที่ว่าทำไมในภาคการก่อสร้างและเฟอร์นิเจอร์ เครื่องจักรสี่ด้านจึงเป็นอุปกรณ์ที่เหมาะสมที่สุด
เกณฑ์การคัดเลือกหลัก
พิจารณาว่าเครื่องจักรสำหรับงานไม้ที่ซับซ้อนเป็นอุปกรณ์ราคาแพง สิ่งสำคัญที่ต้องพิจารณาเมื่อเลือกใช้คือ ข้อมูลจำเพาะและความแตกต่างทั้งหมดของการออกแบบ ประสิทธิภาพของอุปกรณ์ขึ้นอยู่กับ:
- ความเร็วและระบบการให้คาน
- ระดับของการประมวลผลและขนาด
การเลือกรุ่นเครื่องจักรที่เหมาะสมที่สุดคุณควรให้ความสนใจกับ:

ในการจัดตำแหน่งชิ้นงานให้สัมพันธ์กับศูนย์เครื่องจักรกลได้อย่างแม่นยำ จำเป็นต้องมีระบบเซ็นเซอร์ นอกจากนี้ เมื่อวิเคราะห์แบบจำลอง ควรคำนึงถึงต้นทุนของส่วนประกอบ ระดับความห่างไกลของศูนย์บริการของผู้ผลิต และเงื่อนไขการรับประกัน
การออกแบบตัวเครื่อง
เพื่อให้เข้าใจหลักการทำงานของอุปกรณ์จำเป็นต้องพิจารณา คุณสมบัติการออกแบบของเครื่องซึ่งรวมถึงโหนดจำนวนมาก

ในอุปกรณ์บางรุ่น จะมีจอยเตอร์ แกนหมุนไฮดรอลิก และเครื่องมือทำงานจำนวนหนึ่งรวมอยู่ด้วย อุปกรณ์ดังกล่าวลับมีดโดยตรงในระหว่างการประมวลผลของผลิตภัณฑ์
รับซื้อเครื่อง
เครื่องกัดแนวยาวสามารถซื้อได้ที่ร้านค้าก่อสร้างเฉพาะ แต่ควรซื้อโดยตรงจากผู้ผลิต (ถ้าเรากำลังพูดถึงผู้ผลิตในประเทศ) อุปกรณ์สามารถเช่าหรือซื้อแบบผ่อนชำระได้
ก่อนที่คุณจะซื้ออุปกรณ์ คุณต้องให้ความสนใจกับประเด็นหลักดังต่อไปนี้:
- ประสิทธิภาพ;
- ความแม่นยำ;
- ความน่าเชื่อถือในการปฏิบัติงาน
- ความพร้อมในการให้บริการ;
- ราคาอุปกรณ์.
หากเครื่องจักรงานไม้สี่ด้านจะเป็นส่วนเสริมของเส้นที่วิ่งอยู่แล้ว ควรพิจารณาขนาดของเครื่องจักรด้วย ตอนซื้อต้องพิจารณา ข้อกำหนดทางเทคนิคและการรวมกัน ตัวเลือกต่างๆการประมวลผล น้ำหนักของอุปกรณ์ และความเร็วในการทำงาน
บางบริษัทที่จัดหาอุปกรณ์ดังกล่าวยังไม่ค่อยมีใครรู้จัก ราคาสินค้า ค่อนข้างต่ำ แต่คุณภาพเพียงพอ. ตัวอย่างเช่น Beaver แบรนด์เยอรมัน ต้นทุนของผลิตภัณฑ์ต่ำเนื่องจากการผลิตตั้งอยู่ในไต้หวันและจีน แต่ชิ้นส่วนประกอบผลิตในประเทศเยอรมนี
เมื่อเลือกอุปกรณ์คุณไม่ควรพิจารณารุ่นที่ผลิตในจีนราคาถูก ควรระลึกไว้เสมอว่าการหาอะไหล่สำหรับพวกเขาเป็นเรื่องยากมาก
บริการบำรุงรักษา
 เครื่องจักรใด ๆ มักจะพังตามกาลเวลา ชิ้นส่วนที่เป็นส่วนประกอบจะเสื่อมสภาพ เพื่อให้มีการหยุดชะงักในการทำงานน้อยลงด้วยเหตุผลดังกล่าว ขอแนะนำให้เลือกอุปกรณ์ที่เหมาะสมที่สุด ทนทานและทนต่อการสึกหรอ.
เครื่องจักรใด ๆ มักจะพังตามกาลเวลา ชิ้นส่วนที่เป็นส่วนประกอบจะเสื่อมสภาพ เพื่อให้มีการหยุดชะงักในการทำงานน้อยลงด้วยเหตุผลดังกล่าว ขอแนะนำให้เลือกอุปกรณ์ที่เหมาะสมที่สุด ทนทานและทนต่อการสึกหรอ.
นอกจากความสามารถในการผลิตแล้ว สิ่งสำคัญคือเครื่องต้องปลอดภัยที่สุด ดังนั้นการมีอยู่ของลิมิตสวิตช์ เบรกไฟฟ้า และโลหะ ฝาครอบป้องกันพร้อมฉนวนกันเสียง
การประมวลผลบนเครื่องจักรของผลิตภัณฑ์ควรมีความแม่นยำและมีคุณภาพสูงที่สุด เพื่อจุดประสงค์เหล่านี้ สิ่งสำคัญคืออุปกรณ์ต้องมีการปรับสมดุลแบบสถิตและไดนามิกของการยึดชิ้นส่วนทั้งหมด
เมื่อใช้งานอุปกรณ์จำเป็นต้องปฏิบัติตามกฎที่ระบุไว้ในคำแนะนำ เป็นไปไม่ได้ที่จะแปรรูปชิ้นงานที่มีขนาดใหญ่กว่าที่กำหนดไว้ในกฎเกณฑ์ จำเป็นต้องดำเนินการป้องกันและซ่อมแซมเพื่อให้อุปกรณ์อยู่ในสภาพการทำงาน
การตั้งค่าเครื่องให้ถูกต้องเป็นสิ่งสำคัญมากโดยคำนึงถึงขนาดและน้ำหนักของมันเท่านั้น แต่ยังรวมถึงขนาดของช่องว่างไม้ด้วย ผู้ปฏิบัติงานไม่ควรเผชิญกับปัญหาที่เกี่ยวข้องกับการจัดหาวัสดุ
ข้อดีและข้อเสียของอุปกรณ์
หนึ่งในคุณสมบัติที่เป็นบวกที่สุดของเครื่องจักรสี่ด้านคือผลผลิตสูง เพื่อให้ได้ผลลัพธ์ที่ดีที่สุด การออกแบบจะต้องติดตั้งชุดควบคุมเชิงตัวเลขของโปรแกรม จากนั้นอิทธิพลของปัจจัยมนุษย์จะน้อยที่สุด
ต้องเป็นไปตามเงื่อนไขสำหรับการรวบรวมโปรแกรมที่ถูกต้องและต้องทำการวัดชิ้นงานที่ถูกต้องแม่นยำ ในการกำหนดค่าที่เหมาะสมที่สุด อุปกรณ์ได้รับการออกแบบสำหรับการประมวลผลชิ้นงานทรงกระบอกและไม้สี่เหลี่ยม สามารถทำการต่อและกัดวัสดุแผ่นได้ทั้งสองด้าน คุณสมบัติของการทำงานของเครื่องจักรประเภทนี้เป็นปัจจัยดังต่อไปนี้:

ข้อเสียเปรียบหลักของเครื่องจักรงานไม้สี่ด้านคือต้นทุนสูงและความซับซ้อนในการติดตั้ง อย่างไรก็ตาม ในสายการผลิต ตัวชี้วัดเหล่านี้ไม่มีนัยสำคัญ

เป็นที่นิยม
- โปรแกรมเปลี่ยนมุมโจมตีและระยะพิทช์
- ความเร็วเอาต์พุตจริง การคำนวณของชุดเกียร์ปิด
- ขั้นตอนการใช้รถราชการของพนักงานมีอะไรบ้าง
- ระบบเชื้อเพลิงอากาศยาน
- ข้อตกลงสำหรับการอพยพของยานพาหนะ ข้อตกลงมาตรฐานสำหรับการอพยพของยานพาหนะ
- ประสิทธิภาพของรถปราบดินและวิธีการปรับปรุง ข้อมูลพื้นฐานเกี่ยวกับรถปราบดิน
- ระบบการผลิตของโตโยต้า (TPS) และการผลิตแบบลีน
- ตั๋วสอบโดยช่างประกอบท่อสายอาชีพ
- จะทำอย่างไรถ้าคุณไม่รู้สึกอยากทำอะไรเลย
- Globus - ร้านค้าสำหรับทั้งครอบครัว