Modelowanie numeryczne procesów skrawania. Modelowanie numeryczne procesów skrawania materiałów lepkosprężystych w układzie trójwymiarowym
MECHANIKA SOLIDNEGO KORPUSU<3 2008
© 2008 V.N. A. L. Kukudzhanov Lewitin
SYMULACJA NUMERYCZNA PROCESÓW CIĘCIA MATERIAŁÓW ELASTYCZNOPLASTYCZNYCH W WYMIARACH TRÓJWYMIAROWYCH
W pracy zastosowano metodę elementów skończonych do symulacji niestacjonarnego procesu skrawania sprężysto-lepkoplastycznej płyty (przedmiotu obrabianego) za pomocą absolutnie sztywnego noża poruszającego się stała prędkość V0 przy różnych nachyleniach krawędzi noża a (rys. 1). Modelowanie przeprowadzono na podstawie sprzężonego modelu termomechanicznego materiału sprężysto-lepko-koplastycznego. Podano porównanie adiabatycznego procesu skrawania i trybu z uwzględnieniem przewodności cieplnej materiału przedmiotu obrabianego. Przeprowadzono badanie parametryczne procesu skrawania przy zmianie geometrii przedmiotu obrabianego i narzędzia skrawającego, prędkości i głębokości skrawania oraz właściwości obrabianego materiału. Wielkość grubości wlewka zmieniała się w kierunku osi z. Zmienił się stan naprężenia z płaskiego stanu naprężenia H = H / L< 1 (тонкая пластина) до плоскодеформируе-мого H >1 (szeroka płyta), gdzie H to grubość, L to długość obrabianego przedmiotu. Problem został rozwiązany na ruchomej adaptacyjnej siatce Lagrange'a-Eulera metodą elementów skończonych z podziałem i zastosowaniem schematów całkowania jawno-ukrytego dla równań. Wykazano, że symulacja numeryczna problemu w ujęciu trójwymiarowym umożliwia badanie procesów skrawania z powstawaniem ciągłych wiórów, jak również z niszczeniem wiórów na oddzielne kawałki. Mechanizm tego zjawiska w przypadku cięcia ortogonalnego (a = 0) można wyjaśnić zmiękczaniem termicznym z powstawaniem adiabatycznych pasm ścinania bez angażowania modeli uszkodzeń. Przy cięciu ostrzejszym nożem (kąt a jest duży) konieczne jest zastosowanie połączonego modelu zmiękczania termicznego i strukturalnego. Dla różnych parametrów geometrycznych i fizycznych problemu uzyskuje się zależności siły działającej na frez. Pokazano, że możliwe są reżimy quasi-monotoniczne i oscylacyjne oraz podano ich fizyczne wyjaśnienie.
1. Wstęp. Procesy skrawania odgrywają ważną rolę w obróbce materiałów trudnych do odkształcenia przy toczeniu i frezarki... Obróbka skrawaniem jest główną operacją kształtującą cenę w produkcji skomplikowanych elementów profilowych z trudno odkształcalnych materiałów, takich jak stopy tytanowo-aluminiowe i molibdenowe. Podczas ich cięcia powstają wióry, które mogą pękać na oddzielne kawałki (wióry), co prowadzi do nierównej powierzchni ciętego materiału i bardzo nierównomiernego nacisku na frez. Eksperymentalne wyznaczenie parametrów temperatury i stanów naprężenie-odkształcenie obrabianego materiału podczas skrawania z dużą prędkością jest niezwykle trudne. Alternatywą jest numeryczna symulacja procesu, która pozwala na wyjaśnienie głównych cech procesu oraz szczegółowe zbadanie mechanizmu cięcia. Podstawowe znaczenie dla wydajnego skrawania ma podstawowe zrozumienie powstawania i łamania wiórów. Matematy-
Modelowanie mechaniczne procesu skrawania wymaga uwzględnienia dużych odkształceń, szybkości odkształceń oraz nagrzewania w wyniku rozpraszania odkształceń plastycznych, prowadzących do zmiękczenia termicznego i zniszczenia materiału.
Dokładne rozwiązanie tych procesów nie zostało jeszcze uzyskane, chociaż badania są podejmowane od połowy XX wieku. Pierwsze prace opierały się na najprostszym schemacie obliczeń sztywnych-plastycznych. Jednak wyniki uzyskane na podstawie analizy sztywno-plastycznej nie mogły zadowolić ani zajmujących się materiałami, ani teoretyków, ponieważ model ten nie dostarczał odpowiedzi na postawione pytania. W literaturze brak jest rozwiązania tego problemu w układzie przestrzennym, biorąc pod uwagę nieliniowe efekty powstawania, niszczenia i fragmentacji wiórów podczas termomechanicznego zmiękczania materiału.
W ciągu ostatnich kilku lat, dzięki modelowaniu numerycznemu, uzyskano pewne przesunięcia w badaniu tych procesów. Przeprowadzono badania nad wpływem kąta cięcia na powstawanie i niszczenie wiórów termicznych właściwości mechaniczne części i nóż, mechanizm niszczenia. Jednak w większości prac proces cięcia był rozpatrywany ze znacznymi ograniczeniami: przyjęto dwuwymiarowe sformułowanie problemu (deformacja płaszczyzny); wpływ nie był brany pod uwagę etap początkowy niestabilny proces na siłę działającą na nóż; zakładano, że zniszczenie następuje za pośrednictwem z góry określonego interfejsu. Wszystkie te ograniczenia nie pozwalały na pełne zbadanie procesu cięcia, aw niektórych przypadkach prowadziły do niezrozumienia mechanizmu samego procesu.
Ponadto badania eksperymentalne pokazują ostatnie lata, w wysokie prędkości deformacji e> 105-106 s-1, wiele materiałów wykazuje anomalną zależność temperaturową związaną z restrukturyzacją mechanizmu ruchu dyslokacji. Mechanizm termofluktuacji zostaje zastąpiony mechanizmem rezystancji fononów, w wyniku czego zależność rezystancji materiału od temperatury staje się wprost przeciwna: wraz ze wzrostem temperatury wzrasta twardnienie materiału. Takie efekty mogą być bardzo uciążliwe przy cięciu z dużą prędkością. Do tej pory te problemy nie były w ogóle badane w literaturze. Modelowanie procesu o dużej szybkości wymaga opracowania modeli uwzględniających złożone zależności zachowania lepkoplastycznego materiałów, a przede wszystkim uwzględniających uszkodzenia i zniszczenia z powstawaniem pęknięć i fragmentacji cząstek i kawałków materiału odkształcalnego . Aby wziąć pod uwagę wszystkie wymienione
8 Mechanika nadwozi sztywnych, nr 3
Potrzebne są jednak nie tylko złożone modele termofizyczne, ale także nowoczesne metody obliczeniowe, które pozwalają na obliczenie dużych odkształceń, które nie pozwalają na ograniczenie zniekształceń siatki oraz uwzględniają zniszczenie i pojawianie się nieciągłości materiału. Rozważane zadania wymagają ogromnej ilości obliczeń. Konieczne jest opracowanie szybkich algorytmów rozwiązywania równań sprężysto-lepkoplastycznych ze zmiennymi wewnętrznymi.
2. Stwierdzenie problemu. 2.1. Geometria. Przyjmuje się trójwymiarowe sformułowanie problemu. FIGA. 1 przedstawia obszar i warunki brzegowe w płaszczyźnie cięcia. W kierunku prostopadłym do płaszczyzny obrabiany przedmiot ma ostateczną grubość I = H / L (b jest długością przedmiotu obrabianego), która zmieniała się w szerokim zakresie. Przestrzenne ustawienie pozwala na swobodę ruchu materiału obrabianego od płaszczyzny cięcia i płynniejsze wyjście wióra, co zapewnia korzystniejsze warunki skrawania.
2.2 Podstawowe równania. Kompletny, sprzężony układ równań termoelastolepkoplastyczności składa się z równania zachowania pędu
ryi / dr =; (2.1)
Prawo Hooke'a z naprężeniami temperaturowymi
dO; / dr = k1 - ey - «M) (2.2) równanie dopływu ciepła dd
pCe d- = K 0, .. - (3 X + 2t) a0 ° e „■ + ko; p (2.3)
gdzie Ce jest pojemnością cieplną, K jest współczynnikiem przewodzenia ciepła, a k jest współczynnikiem Queeny-Taylora, który uwzględnia nagrzewanie się materiału w wyniku rozproszenia plastycznego.
Mamy również powiązane prawo płynięcia plastycznego
ep = Xj ^ / yo; (2.4)
i plastyczności
Л, ЕЫ, X ;, 9) = Oy (] ЕЫ, X ;, 0)< 0 (2.5)
gdzie A] - niezmienniki tensora naprężenia, E; - tensor odkształcenia plastycznego. Równania ewolucyjne dla zmiennych wewnętrznych mają postać
dX / dr = nAk, Xk, 9) (2,6)
2.3 Model materiałowy. W pracy wykorzystano model termoelasto-lepkoplastyczny typu Misesa – model plastyczności z granicą plastyczności w postaci zależności multiplikatywnej (2.7), obejmującym odkształcenie oraz lepkoplastyczne utwardzanie i zmiękczanie termiczne:
oy (ep, ¿*, 9) = [a + b (ep) "]
gdzie oy to granica plastyczności, ep1 to intensywność odkształceń plastycznych, 0 to temperatura względna odniesiona do temperatury topnienia 0m: „0<0*
(0 - 0 *) / (0t - 0 *), 0 *<0<0т
Zakłada się, że materiał części jest jednorodny. W obliczeniach zastosowano stosunkowo miękki materiał A12024-T3 (stałe sprężystości: E = 73 GPa, V = 0,33; tworzywo sztuczne: A = 369 MPa, B = 684 MPa, n = 0,73, e0 = 5,77 ■ 10-4, C = 0,0083, t = 1,7, 9 * = 300 K, 9t = 775 K, s = 0,9) i bardziej sztywne 42CgMo4 (E = 202 GPa, V = 0,3, A = 612 MPa, B = 436 MPa, n = 0,15 , e0 = 5,77 ■ 10-4, C = 0,008, t = 1,46, 9 * = 300 K, 9m = 600 K, s = 0,9). Dokonano porównania procesu cięcia adiabatycznego z rozwiązaniem całego problemu termomechanicznego.
2.4. Zniszczenie. Model pękania materiału oparty jest na podejściu ciągłym Mainchen-Sack, opartym na modelowaniu stref pęknięć przez cząstki dyskretne. Wartość krytyczna jest przyjmowana jako kryterium pękania
intensywność odkształceń plastycznych ep:
ep = [dx + d2exp (d311 / 12)] [1 + d41n (ep / d0)] (1 + d59) (2.8)
gdzie jest gr. - stałe materiałowe wyznaczone na podstawie eksperymentu.
Jeżeli w komórce Lagrange'a spełnione jest kryterium pękania, to wiązania między węzłami w takich komórkach są zwolnione i naprężenia albo rozluźniają się do zera, albo opór zostaje zachowany tylko w odniesieniu do ściskania. Masy węzłowe Lagrange'a po zniszczeniu przekształcają się w niezależne cząstki, unoszące masę, pęd i energię, poruszając się jako sztywna całość i nie oddziałując z niezakłóconymi cząstkami. Aby uzyskać szczegółowy przegląd tych algorytmów, zobacz. W niniejszej pracy pęknięcie jest określane przez osiągnięcie krytycznej intensywności odkształcenia plastycznego ep, a powierzchnia pęknięcia nie jest z góry określona. W powyższych obliczeniach
e p = 1,0, przyjęto prędkość frezu równą 2 m/s i 20 m/s.
2.5. Metoda całkowania równań. Do całkowania zredukowanego sprzężonego układu równań termoplastyczności (2.1) - (2.8) wskazane jest zastosowanie opracowanej w pracy metody rozszczepiania. Schemat rozszczepienia równań elastoplastycznych polega na rozbiciu całego procesu na predyktor - proces termoelastyczny, w
gdzie ep = 0 i znikają wszystkie operatory związane z odkształceniem plastycznym oraz korektor, przy którym całkowita prędkość odkształcenia wynosi e = 0. Na etapie predykcyjnym układ (2.1) - (2.6) względem zmiennych oznaczonych tyldą przyjmuje forma
pdb / dr = a]
d aA = «- a§« 9) pCeu9 / dr = K.9c - (3X + 2c) a90eu
W celu dalszej lektury artykułu należy zakupić pełny tekst. Artykuły wysyłane są w formacie
V.K.AstashevA.V.Razinkin - 2008
„MECHANIKA UKD: 539,3 A.N. Shipachev, S.A. Zelepugin NUMERYCZNE MODELOWANIE PROCESÓW ORTOGONALNYCH O DUŻEJ PRĘDKOŚCI…”
BIULETYN TOMSKIEJ UNIWERSYTETU PAŃSTWOWEGO
2009 Matematyka i Mechanika № 2 (6)
MECHANIKA
JAKIŚ. Shipachev, S.A. Zelepugin
NUMERYCZNE MODELOWANIE PROCESÓW
SZYBKIE ORTOGONALNE CIĘCIE METALI1
Procesy szybkiego cięcia ortogonalnego metali metodą elementów skończonych badane są numerycznie w ramach modelu elastoplastycznego ośrodka w zakresie prędkości skrawania 1 - 200 m/s. Jako kryterium oddzielania wiórów przyjęto wartość graniczną energii właściwej odkształceń ścinających. Ujawnia się konieczność zastosowania dodatkowego kryterium formowania wiórów, jakie proponuje się wartość graniczna określona objętość mikrouszkodzeń.
Słowa kluczowe: szybkie cięcie, modelowanie numeryczne, metoda elementów skończonych.
Z fizycznego punktu widzenia proces skrawania materiałów jest procesem intensywnego odkształcenia plastycznego i zniszczenia, któremu towarzyszy tarcie wiórów o przednią powierzchnię frezu oraz tarcie tylnej powierzchni narzędzia o powierzchnię skrawającą, występujące w warunkach wysokich ciśnień i prędkości poślizgu. Energia mechaniczna wydatkowana w tym procesie zamieniana jest na energię cieplną, która z kolei ma duży wpływ na prawidłowość odkształcania się warstwy ciętej, siły skrawania, zużycie i trwałość narzędzia.
Produkty nowoczesnej inżynierii mechanicznej charakteryzują się zastosowaniem materiałów o wysokiej wytrzymałości i trudnych w obróbce, gwałtownym wzrostem wymagań dotyczących dokładności i jakości wyrobów oraz znacznym skomplikowaniem form konstrukcyjnych części maszyn uzyskiwanych przez cięcie. Dlatego proces obróbki wymaga ciągłego doskonalenia. Obecnie jednym z najbardziej obiecujących obszarów takiego ulepszenia jest szybkie przetwarzanie.
W literaturze naukowej w skrajnie niewystarczającym stopniu prezentowane są badania teoretyczne i eksperymentalne procesów szybkiego cięcia materiałów. Przedstawiono kilka przykładów badań eksperymentalnych i teoretycznych wpływu temperatury na charakterystyki wytrzymałościowe materiału w procesie skrawania wysokoobrotowego. W ujęciu teoretycznym problem cięcia materiałów otrzymał największe rozwinięcie w tworzeniu szeregu modeli analitycznych dla cięcia ortogonalnego. Jednak złożoność problemu i potrzeba pełniejszego opisu właściwości materiałów, efektów termicznych i bezwładności doprowadziły do 08-99059), Ministerstwa Edukacji i Nauki Federacji Rosyjskiej w ramach AVTsP ” Rozwój potencjału naukowego szkolnictwa wyższego” (projekt 2.1.1/5993).
110 Shipachev, S.A. Zelepugin za pomocą metod numerycznych, z których najszerzej stosowana jest metoda elementów skończonych w odniesieniu do rozważanego problemu.
- & nbsp– & nbsp–
Oblicza się ją za pomocą równania stanu typu Mie - Grüneisena, w którym współczynniki dobierane są na podstawie stałych aib adiabaty szoku Hugoniota.
Relacje konstytutywne łączą składowe dewiatora naprężeń i tensora prędkości odkształcenia i wykorzystują pochodną Jaumanna. Warunek von Misesa służy do opisu płynięcia plastycznego. Uwzględniono zależności charakterystyk wytrzymałościowych ośrodka (modułu ścinania G i dynamicznej granicy plastyczności) od temperatury i stopnia uszkodzenia materiału.
Modelowanie procesu oddzielania wiórów od przedmiotu obrabianego przeprowadzono stosując kryterium zniszczenia obliczonych elementów przedmiotu obrabianego, stosując podejście zbliżone do symulacja zniszczenie materiału typu erozyjnego. Jako kryterium pękania przyjęto wartość graniczną energii właściwej odkształceń ścinających Esh - kryterium separacji wiórów.
Aktualną wartość tej energii oblicza się ze wzoru:
D Esh = Sij ij (5) dt Wartość krytyczna energii właściwej odkształceń ścinających zależy od warunków interakcji i jest wyrażona funkcją prędkość początkowa cios:
c Esh = popiół + bsh 0, (6) c gdzie popiół, bsh są stałymi materiałowymi. Gdy Esh Esh znajduje się w komórce obliczeniowej, komórka ta jest uważana za zniszczoną i usuwana z dalszych obliczeń, a parametry sąsiednich komórek są korygowane z uwzględnieniem zasad zachowania. Korekta polega na usunięciu masy zniszczonego elementu z mas węzłów należących do tego elementu. Jeżeli w tym przypadku masa dowolnego obliczonego węzła wynosi zero, to ten węzeł jest uważany za zniszczony i jest również usuwany z dalszych obliczeń.
Wyniki obliczeń Obliczenia przeprowadzono dla prędkości skrawania od 1 do 200 m/s. Wymiary części roboczej narzędzia: długość górnej krawędzi 1,25 mm, boczna 3,5 mm, przednia kąt 6°, tylna kąt 6°. Obrabiana blacha stalowa miała grubość 5 mm, długość 50 mm i głębokość cięcia 1 mm. Materiałem obrabianego przedmiotu jest stal St3, materiałem części roboczej narzędzia jest gęsta modyfikacja azotku boru.
Zastosowano następujące wartości stałych materiału przedmiotu obrabianego: 0=7850 kg/m3, a=4400 m/s, b=1,55, G0=79 GPa, 0=1,01 GPa, V1=9,2·10 –6 m3/kg, V2 = 5,7 · 10–7 m3/kg, Kf = 0,54 m · s/kg, Pk = –1,5 GPa, popiół = 7 · 104 J/kg, bsh = 1,6 103 m/s. Materiał części roboczej narzędzia charakteryzuje się stałymi 0 = 3400 kg/m3, K1 = 410 GPa, K2 = K3 = 0, 0 = 0, G0 = 330 GPa, gdzie K1, K2, K3 są stałymi równania stanu w postaci Mie - Gruneisena.
Wyniki obliczeń procesu formowania wiórów, gdy frez porusza się z prędkością 10 m / s pokazano na ryc. 1. Z obliczeń wynika, że procesowi skrawania towarzyszy silne odkształcenie plastyczne przedmiotu obrabianego w sąsiedztwie ostrza frezu, co w przypadku powstawania wiórów prowadzi do silnego zniekształcenia pierwotnego kształtu konstrukcji elementy znajdujące się wzdłuż linii cięcia. W niniejszej pracy zastosowano liniowe elementy trójkątne, które przy zastosowaniu w obliczeniach wymagają małego kroku czasowego, zapewniają stabilność obliczeń przy ich znacznym odkształceniu,
- & nbsp– & nbsp–
Ryż. 1. Kształt wiórów, przedmiotu obrabianego oraz części roboczej narzędzia skrawającego w chwilach czasu 1,9 ms (a) i 3,8 ms (b) gdy frez porusza się z prędkością 10 m/s Modelowanie numeryczne wysokiej -szybkość prostopadłych procesów cięcia 113 aż do spełnienia kryterium oddzielania wiórów. Przy prędkościach skrawania 10 m/s i niższych w próbce pojawiają się obszary, w których kryterium separacji wiórów nie działa w odpowiednim czasie (rys. 1, a), co wskazuje na konieczność zastosowania dodatkowego kryterium lub wymiany zużytego kryterium z nowym.
Dodatkowo na konieczność dostosowania kryterium powstawania wióra wskazuje kształt powierzchni wióra.
Na ryc. 2 przedstawia pola temperatury (w K) i energii właściwej odkształceń ścinających (w kJ/kg) przy prędkości skrawania 25 m/s w momencie 1,4 ms po rozpoczęciu skrawania. Obliczenia pokazują, że pole temperatury jest prawie identyczne z polem energii właściwej odkształceń ścinających, co wskazuje, że 1520
- & nbsp– & nbsp–
Ryż. 3. Pola objętości właściwej mikrouszkodzeń (w cm3/g) w momencie 1,4 ms gdy frez porusza się z prędkością 25 m/s Modelowanie numeryczne szybkich procesów cięcia ortogonalnego 115 Wnioski Procesy szybkiego cięcia ortogonalnego prędkości cięcia ortogonalnego metali metodą elementów skończonych są numerycznie badane w ramach modelu elastoplastycznego otoczenia w zakresie prędkości skrawania 1 - 200 m/s.
Na podstawie obliczonych wyników stwierdzono, że charakter rozkładu linii poziomu energii właściwej odkształceń ścinających i temperatur przy ultrawysokich prędkościach skrawania jest taki sam jak przy prędkościach skrawania rzędu 1 m/s, a jakościowe różnice w trybie mogą powstawać w wyniku topienia materiału przedmiotu obrabianego, które występuje tylko w wąskiej warstwie stykającej się z narzędziem, a także w wyniku pogorszenia właściwości wytrzymałościowych materiału części roboczej narzędzia.
Ujawnia się parametr procesu - określona objętość mikrouszkodzeń, - którego wartość graniczna może być wykorzystana jako dodatkowe lub niezależne kryterium tworzenia wiórów.
LITERATURA
1. Petrushin S.I. Optymalna konstrukcja części roboczej narzędzi skrawających // Tomsk: Izd-vo Tom. Politechnika, 2008.195 s.
2. Sutter G., Ranc N. Pola temperatury w chipie podczas szybkiego cięcia prostopadłego - badanie eksperymentalne // Int. J. Obrabiarki i produkcja. 2007. Nie. 47. S. 1507-1517.
3. Miguelez H., Zaera R., Rusinek A., Moufki A. i Molinari A. Modelowanie numeryczne cięcia ortogonalnego: Wpływ warunków cięcia i kryterium separacji // J. Phys. 2006. V. IV. Nie. 134.
4. Hortig C., Svendsen B. Symulacja powstawania wiórów podczas skrawania z dużą prędkością // J. Materials Processing Technology. 2007. Nie. 186. S. 66 - 76.
5. Campbell C.E., Bendersky L.A., Boettinger W.J., Ivester R. Charakterystyka mikrostrukturalna wiórów AlT651 i elementów obrabianych wytwarzanych metodą obróbki szybkościowej // Materials Science and Engineering A. 2006. No. 430. str. 15 - 26.
6. Zelepugin S.A., Konyaev A.A., Sidorov V.N. i wsp. Eksperymentalne i teoretyczne badanie zderzenia grupy cząstek z elementami ochrony pojazdów kosmicznych // Badania kosmiczne. 2008. T. 46. Nr 6. P. 559 - 570.
7. Zelepugin SA, Zelepugin A.S. Symulacja niszczenia przeszkód przy uderzeniu z dużą prędkością grupy ciał // Fizyka chemiczna. 2008.T. 27.Nr 3.S. 71 - 76.
8. Ivanova O.V., Zelepugin S.A. Stan odkształcenia złącza składników mieszanki podczas zagęszczania falą uderzeniową // Vestnik TSU. Matematyka i Mechanika. 2009. Nr 1 (5).
9. Kanel G.I., Razorenov S.V., Utkin A.V., Fortov V.E. Badanie właściwości mechanicznych materiałów pod obciążeniem falą uderzeniową // Izvestiya RAN. MTT. 1999. Nr 5. S. 173 - 188.
10. Zelepugin S.A., Szpakow S.S. Zniszczenie dwuwarstwowego stopu węglika boru - tytanu przy uderzeniu z dużą prędkością // Izv. uniwersytety. Fizyka. 2008. Nr 8/2. s. 166 - 173.
11. Gorelsky V.A., Zelepugin S.A. Zastosowanie metody elementów skończonych do badania prostopadłego cięcia metali narzędziem STM z uwzględnieniem wpływu pękania i temperatury // Materiały supertwarde. 1995. Nr 5. S. 33 - 38.
INFORMACJE O AUTORACH:
SHIPACHEV Alexander Nikolaevich - doktorant Wydziału Fizyki i Technologii w Tomsku Uniwersytet stanowy... E-mail: alex18023@mail.ru ZELEPUGIN Sergey Alekseevich - doktor fizyki i matematyki, profesor Katedry Mechaniki Stałej Wydziału Fizyki i Technologii Tomskiego Uniwersytetu Państwowego, starszy pracownik naukowy Katedry Makrokinetyki Strukturalnej Tomskiego Centrum Naukowego Syberyjskiego Oddziału Rosyjskiej Akademii Nauk. E-mail: szel@dsm.tsc.ru, szel@yandex.ru Artykuł został przyjęty do publikacji 19 maja 2009 r.|
|
Podobne prace:
„APT Legal Briefing Series Series National Human Rights Institutions in the Role of National Preventive Mechanisms: Opportunities and Challenges Grudzień 2013 Wprowadzenie Protokół fakultatywny do Konwencji ONZ przeciwko torturom (OPCAT) tworzy system zapobiegania torturom oparty na wizytacjach miejsc pozbawienia wolności przez organ międzynarodowy przez Podkomisję, a organizacje krajowe przez krajowe mechanizmy prewencji. Państwa mają prawo do obdarowania jednego lub więcej istniejących lub ... ”
„Rada Akademicka: wyniki spotkania 30 stycznia Na posiedzeniu Rady Naukowej Petersburskiego Uniwersytetu Państwowego 30 stycznia wręczono Uniwersytetowi w Petersburgu medal, certyfikaty zwycięzców konkursu 2011 na pomoc państwową młodzieży Rosyjscy naukowcy-kandydaci nauk, tytuł Honorowego Profesora Petersburskiego Uniwersytetu Państwowego, nagrody Petersburskiego Uniwersytetu Państwowego za prace naukowe, nadawanie tytułów naukowych, wybór kierowników katedr oraz konkurs pracowników naukowych i pedagogicznych . Prorektor ds. pracy naukowej Nikołaj Skvortsov dokonał ... ”
"jeden. Postanowienia ogólne W celu identyfikacji i wspierania utalentowanych młodych naukowców, promowania rozwoju zawodowego młodych naukowców, zachęcania do twórczej aktywności młodych naukowców Rosyjskiej Akademii Nauk, innych instytucji, organizacji Rosji i studentów wyższych uczelni Rosji w dziedzinie nauki badania, Rosyjska Akademia Nauk przyznaje corocznie 19 medali za najlepszą pracę naukową z nagrodami w wysokości 50 000 rubli każda dla młodych naukowców Rosyjskiej Akademii Nauk, innych instytucji, organizacji Rosji i 19 medali ... ”
KOMISJA PRAW CZŁOWIEKA DS. ELIMINACJI DYSKRYMINACJI RASOWEJ Arkusz informacyjny nr 12 Światowa kampania na rzecz praw człowieka Seria arkuszy informacyjnych dotyczących praw człowieka jest publikowana przez Centrum Praw Człowieka Biura Narodów Zjednoczonych w Genewie. Odzwierciedla niektóre kwestie praw człowieka, które są przedmiotem analizy lub szczególnego zainteresowania. Arkusze informacyjne dotyczące praw człowieka są przeznaczone dla jak najszerszego grona odbiorców; jego celem jest promocja...”
„Wykład 3 REGULACJA RYNKOWA I RZĄDOWA Państwo jest jedyną tego typu organizacją zajmującą się uporządkowaną przemocą na dużą skalę. Murray Rothbard7 Zawsze opowiadałem się za wyważonym spojrzeniem na rolę państwa, uznając ograniczenia i wady zarówno mechanizmu rynkowego, jak i państwa, ale zawsze zakładałem, że działają one razem, w partnerstwie. Joseph Stiglitz8 Kluczowe pytania: 3.1. Fiasko, czyli porażki rynku i potrzeba państwa…”
|
|
2016 www.site - "Bezpłatna biblioteka elektroniczna - Publikacje naukowe"
Materiały na tej stronie są publikowane do recenzji, wszelkie prawa należą do ich autorów.
Jeśli nie zgadzasz się, aby Twój materiał był publikowany na tej stronie, napisz do nas, usuniemy go w ciągu 1-2 dni roboczych.
Wstęp
Rozdział 1. Ogólne sformułowanie problemu odkształceń sprężysto-plastycznych 25
1.1. Kinematyka procesów 25
1.2. Związki konstytutywne procesów elastoplastycznych deformacji skończonych 32
1.3. Sformułowanie problemu końcowego odkształcenia sprężysto-plastycznego 38
1.4. Przygotowanie procesu separacji 42
Rozdział 2. Modelowanie numeryczne końcowych procesów kształtowania 44
2.1. Numeryczne sformułowanie problemu 44
2.2. Metoda integracji rozdzielczości 50
2.3. Algorytmy rozwiązywania zagadnień brzegowych sprężysto-plastyczności 51
2.4. Sprawdzenie poprawności implementacji modelu matematycznego 54
2.5. Analiza zachowania modelu przy małych deformacjach 57
2.6. Modelowanie procesu separacji elementów skończonych materiału 58
2.7. Budowa modelu do wprowadzenia sztywnego klina w półnieskończony korpus sprężysto-plastyczny 60
2.8. Mechanizm uwzględniania tarcia w modelu cięcia 62
Rozdział 3. Matematyczne modelowanie procesu cięcia . 65
3.1. Swobodny proces cięcia 65
3.2. Czynniki wpływające na proces formowania wiórów 68
3.3. Symulacja warunków brzegowych 70
3.4. Wdrożenie elementów skończonych procesu cięcia 74
3.5. Modelowanie cięcia w stanie ustalonym 75
3.6. Proces iteracyjny w kroku 77
3.7. Uzasadnienie wyboru kroku obliczeniowego i liczby elementów skończonych 80
3.8. Porównanie znalezionych eksperymentalnie i obliczonych wartości sił skrawania 83
Bibliografia
Wprowadzenie do pracy
niszczenie metalu w tak ekstremalnych warunkach, które zwykle nie są spotykane ani w badaniach materiałów, ani w innych procesach technologicznych. Proces cięcia można badać na wyidealizowanych modelach fizycznych za pomocą analizy matematycznej. Przed przystąpieniem do analizy fizycznych modeli procesu skrawania warto zapoznać się ze współczesnymi koncepcjami dotyczącymi budowy metali oraz mechanizmu ich plastycznego przepływu i niszczenia.
Najprostszym wzorem cięcia jest cięcie prostokątne (prostokątne), gdy krawędź tnąca jest prostopadła do wektora prędkości cięcia i ukośny wzór cięcia, gdy określony kąt nachylenia cięcia
krawędź I.
Ryż. 1. (a) Schemat cięcia prostokątnego (b) Schemat cięcia ukośnego.
Charakter formowania się wiórów w rozważanych przypadkach jest w przybliżeniu taki sam. Różni autorzy dzielą proces formowania wiórów na 4 i 3 typy. Zgodnie z rozróżnieniem trzech głównych rodzajów formowania wiórów, pokazanych na ryc. 2: a) przerywany, obejmujący okresowe oddzielanie wiórów w postaci małych segmentów; b) ciągłe tworzenie wiórów; c) ciągły z tworzeniem się narostu na instrumencie.
Wstęp
Zgodnie z inną koncepcją, już w 1870 roku I.A.Time zaproponował klasyfikację rodzajów wiórów powstających przy cięciu różnych materiałów. Według klasyfikacji I.A.Time przy cięciu materiałów konstrukcyjnych w każdych warunkach powstają cztery rodzaje wiórów: elementarne, stawowe, drenażowe i pękające. Wióry elementarne, stawowe i drenażowe nazywane są wiórami ścinanymi, ponieważ ich powstawanie jest związane z naprężeniami ścinającymi. Pęknięte wióry są czasami określane jako wióry odłamywane, ponieważ ich powstawanie wiąże się z naprężeniami rozciągającymi. Wygląd wszystkich wymienionych typów żetonów pokazano na ryc. 3.
Ryż. 3. Rodzaje wiórów według klasyfikacji Tima.
Rysunek 3a przedstawia tworzenie się chipów elementarnych, składających się z oddzielnych „elementów” o mniej więcej tym samym kształcie, niepołączonych lub słabo połączonych ze sobą. Granica tp, oddzielenie uformowanego elementu wiórowego od ciętej warstwy nazywa się powierzchnią wiórową.
Wstęp8
Fizycznie jest to powierzchnia, na której w procesie cięcia okresowo dochodzi do niszczenia naciętej warstwy.
Rysunek 36 - powstawanie wiórów stawowych. Nie jest podzielony na osobne części. Powierzchnia odprysku jest tylko obrysowana, ale nie wnika w wióry na całej grubości. Wióry składają się więc niejako z pojedynczych stawów, nie zakłócając połączenia między nimi.
Na rysunku Sv - tworzenie się wiórów drenażowych. Główną cechą jest jego ciągłość (ciągłość). Jeśli na drodze wiórów drenażowych nie ma przeszkód, odchodzi jako ciągła taśma, zwijając się w płaską lub spiralną spiralę, aż część wiórów odłamie się pod własnym ciężarem. Powierzchnia wiórów 1 - przylegająca do przedniej powierzchni narzędzia, nazywana jest powierzchnią styku. Jest stosunkowo gładka i przy dużych prędkościach skrawania jest polerowana przez tarcie o przód narzędzia. Jego przeciwległa powierzchnia 2 nazywana jest wolną powierzchnią (bokiem) wiórów. Jest pokryta małymi nacięciami i ma aksamitny wygląd przy dużych prędkościach cięcia. Wióry stykają się z przednią powierzchnią narzędzia w obszarze styku, którego szerokość oznaczono literą C, a długość jest równa długości roboczej ostrza głównego. W zależności od rodzaju i właściwości obrabianego materiału oraz prędkości cięcia szerokość powierzchni styku jest 1,5 - 6 razy większa niż grubość ciętej warstwy.
Rysunek Zd przedstawia tworzenie się wiórów pękających, składających się z oddzielnych, niepołączonych kawałków o różnych kształtach i rozmiarach. Powstawaniu odprysków pękających towarzyszy drobny pył metalowy. Powierzchnia zniszczenia TP może znajdować się poniżej powierzchni cięcia, w wyniku czego ta ostatnia jest pokryta śladami odłamanych z niej kawałków wiórów.
Wprowadzenie 9
Zgodnie z powyższym rodzaj wiórów w dużej mierze zależy od rodzaju i właściwości mechanicznych przetwarzanego materiału. Podczas cięcia tworzyw sztucznych możliwe jest powstawanie pierwszych trzech rodzajów wiórów: elementarnych, stawowych i drenażowych. Wraz ze wzrostem twardości i wytrzymałości obrabianego materiału, wióry drenażowe przekształcają się w stawowe, a następnie w elementarne. Podczas przetwarzania materiałów kruchych powstają wióry elementarne lub, rzadziej, wióry pękające. Wraz ze wzrostem twardości materiału, takiego jak żeliwo, wióry elementarne przekształcają się w wióry pękające.
Spośród parametrów geometrycznych narzędzia największy wpływ na rodzaj wióra ma kąt natarcia i kąt pochylenia ostrza głównego. Podczas przetwarzania tworzyw sztucznych wpływ tych kątów jest zasadniczo taki sam: wraz ze wzrostem, elementarne wióry przechodzą do stawu, a następnie do odpływu. Podczas cięcia kruchych materiałów pod dużymi kątami natarcia mogą tworzyć się wióry pękające, które wraz ze zmniejszaniem się kąta natarcia stają się elementarne. Wraz ze wzrostem kąta nachylenia ostrza głównego wióry stopniowo zamieniają się w wióry elementarne.
Na rodzaj wióra ma wpływ posuw (grubość ciętej warstwy) i prędkość skrawania. Głębokość cięcia (szerokość ciętej warstwy) praktycznie nie ma wpływu na rodzaj wiórów. Zwiększenie posuwu (grubości ciętej warstwy) prowadzi przy cięciu tworzyw sztucznych do sekwencyjnego przejścia od wiórów drenażowych do wiórów stawowych i elementarnych. Podczas cięcia materiałów kruchych ze wzrostem posuwu wióry elementarne przekształcają się w wióry łamliwe.
Najtrudniejszym wpływem na rodzaj wióra jest prędkość skrawania. Podczas cięcia większości stali konstrukcyjnych węglowych i stopowych, jeśli wykluczymy strefę prędkości cięcia, przy której
Wprowadzenie 10
wzrost, wraz ze wzrostem prędkości skrawania, wióry z pierwiastka stają się stawowe, a następnie spływają. Jednak podczas obróbki niektórych stali i stopów żaroodpornych, stopów tytanu, wzrost prędkości skrawania, przeciwnie, zamienia wióry drenażowe w wióry elementarne. Fizyczna przyczyna tego zjawiska nie została jeszcze w pełni wyjaśniona. Zwiększeniu prędkości skrawania przy obróbce materiałów kruchych towarzyszy przejście wiórów łamanych w wióry elementarne przy zmniejszeniu wielkości poszczególnych elementów i wzmocnieniu wiązania między nimi.
Przy parametrach geometrycznych narzędzi i trybach skrawania stosowanych w produkcji, głównymi rodzajami wiórów przy cięciu tworzyw sztucznych są częściej wióry drenażowe, a rzadziej wióry łączące. Wióry elementowe są głównym rodzajem wiórów podczas cięcia materiałów kruchych. Tworzenie się wiórów pierwiastkowych podczas cięcia zarówno materiałów ciągliwych, jak i kruchych nie zostało odpowiednio zbadane. Powodem jest złożoność opisu matematycznego zarówno procesu dużych odkształceń sprężysto-plastycznych, jak i procesu separacji materiału.
Kształt i rodzaj frezu w produkcji zależy przede wszystkim od zakresu zastosowania: na tokarkach, karuzelach, maszynach obrotowych, strugających i dłutownicach, tokarkach automatycznych i półautomatycznych oraz maszynach specjalnych. Frezy stosowane we współczesnej inżynierii mechanicznej są klasyfikowane według konstrukcji (lite, kompozytowe, prefabrykowane, uchwytowe, regulowane), według rodzaju obróbki (przelotowe, podcinane, przecinane, wytaczane, kształtowane, gwintowane), według rodzaju obróbki (zgrubne , wykańczające, do precyzyjnego toczenia), przez montaż w stosunku do części (promieniowy, styczny, prawy, lewy), przez kształt przekroju pręta (prostokątny, kwadratowy, okrągły), według materiału
Wstęp
części lufy (ze stali szybkotnącej, z twardego stopu, z ceramiki, z materiałów supertwardych), zgodnie z obecnością urządzeń do kruszenia wiórów.
Względne położenie części roboczej i korpusu jest różne dla różnych typów frezów: w przypadku narzędzi tokarskich końcówka frezu znajduje się zwykle na poziomie górnej płaszczyzny korpusu, w przypadku strugarek na poziomie podpory płaszczyzna korpusu, do wytaczania wierteł o okrągłym korpusie, wzdłuż osi korpusu lub pod nią. Korpus przecinaków w strefie cięcia ma nieco większą wysokość - w celu zwiększenia wytrzymałości i sztywności.
Wiele projektów frezów w ogólności, jak również ich poszczególnych elementów konstrukcyjnych, jest znormalizowanych. Do ujednolicenia konstrukcji i wymiarów przyłączeniowych oprawek przyjęto następujący rząd przekrojów pręta, mm: kwadrat o boku a = 4, 6, 8, 10, 12, 16, 20, 25, 32, 40 mm; prostokątny 16x10; 20x12; 20x16; 25x16; 25x20; 32x20; 21x25; 40x25; 40x32; 50x32; 50x40; 63x50 (proporcje H: B = 1,6 są używane do półwykańczania i wykańczania, a H: B = 1,25 do obróbki zgrubnej).
Ogólnorosyjski klasyfikator produktów przewiduje 8 podgrup frezów z 39 typami. Opublikowano około 60 norm i specyfikacji dotyczących budowy przecinarek. Ponadto ujednolicono 150 standardowych rozmiarów płyt HSS dla wszystkich typów frezów, około 500 standardowych rozmiarów płyt lutowanych stopami twardymi, 32 rodzaje wieloaspektowych płyt bezodrostowych (ponad 130 standardowych rozmiarów). W najprostszych przypadkach frez modelowany jest jako absolutnie sztywny klin, bez uwzględniania wielu parametrów geometrycznych.
Główne parametry geometryczne frezu z uwzględnieniem ww.
Przypisanie kąta tylnego a- w celu zmniejszenia tarcia tylnej powierzchni o obrabiany przedmiot i zapewnienia niezakłóconego ruchu noża po obrabianej powierzchni.
Wstęp12
Wpływ kąta przyłożenia na warunki skrawania wynika z faktu, że na krawędź skrawającą od strony obrabianego przedmiotu działa normalna siła sprężystego powrotu powierzchni skrawającej oraz siła tarcia.
Wraz ze wzrostem kąta przyłożenia zmniejsza się kąt ostrzenia, a tym samym zmniejsza się wytrzymałość ostrza, zwiększa się chropowatość obrabianej powierzchni i pogarsza się przenoszenie ciepła do korpusu frezu.
Wraz ze spadkiem kąta przyłożenia wzrasta tarcie o obrabianą powierzchnię, co prowadzi do wzrostu sił skrawania, wzrasta zużycie frezu, wzrasta wydzielanie ciepła na styku, chociaż poprawiają się warunki wymiany ciepła i grubość zwiększa się plastycznie odkształcalna warstwa na obrabianej powierzchni. W tak sprzecznych warunkach powinien istnieć optymalny kąt przyłożenia, zależny od właściwości fizykomechanicznych obrabianego materiału, materiału ostrza tnącego oraz parametrów ciętej warstwy.
Książki referencyjne podają uśrednione wartości optymalnych wartości kątów, a potwierdzone wynikami testów przemysłowych. Zalecane wartości kątów oparcia frezów podano w tabeli 1.
Wstęp13
Przypisanie kąta natarcia Posiadać- w celu zmniejszenia deformacji ciętej warstwy i ułatwienia przepływu wiórów.
Wpływ kąta natarcia na warunki skrawania: zwiększenie kąta w ułatwia proces cięcia poprzez zmniejszenie sił skrawania. Jednak w tym przypadku siła klina tnącego maleje, a przenikanie ciepła do korpusu frezu pogarsza się. Zmniejsz kąt Posiadać zwiększa żywotność frezów, w tym wymiarowych.
Ryż. 6. Kształt przedniej powierzchni siekaczy: a - płaski z fazką; b - zakrzywiony z fazką
Na wartość kąta natarcia oraz kształt powierzchni czołowej duży wpływ mają nie tylko właściwości fizyczne i mechaniczne obrabianego materiału, ale również właściwości materiału narzędzia. Stosowane są formy płaskie i zakrzywione (z fazkami lub bez) powierzchni czołowej (rys. 1.16).
Płaska powierzchnia czołowa jest używana do frezów wszystkich rodzajów materiałów narzędziowych, natomiast faza wzmacniająca jest ostrzona na ostrzu pod
kąt UV-^ ~ 5 - dla kilofów HSS i PosiadaćF = -5 ..- 25. do frezów z węglików spiekanych, wszystkich rodzajów ceramiki i syntetycznych materiałów supertwardych.
Do pracy w trudnych warunkach (cięcie z udarem, z nierównomiernym naddatkiem, przy obróbce stali twardych i hartowanych), przy stosowaniu twardych i kruchych materiałów skrawających (ceramika mineralna, supertwarde materiały syntetyczne, stopy twarde z niską zawartością kobaltu), frezy Móc
Wstęp
Grabie z płaską powierzchnią natarcia, bez fazowania z ujemnym kątem natarcia.
Frezy ze stali szybkotnącej i stopów twardych z płaską powierzchnią czołową bez fazki o ^=8,15 służą do obróbki materiałów kruchych dających wióry łamliwe (żeliwo, brąz). Przy niewielkiej grubości skrawania, porównywalnej z promieniem zaokrąglenia krawędzi skrawającej, wartość kąta natarcia praktycznie nie wpływa na proces skrawania, ponieważ odkształcenie warstwy ciętej i jej przekształcenie w wióry jest realizowane przez zaokrąglona krawędź promienia. W tym przypadku kąty natarcia dla wszystkich rodzajów materiałów narzędziowych są przyjmowane w zakresie 0...5 0. Wartość kąta natarcia znacząco wpływa na trwałość frezów.
Przypisanie głównego kąta w planie - zmień stosunek szerokości b i gruby a ciąć na stałej głębokości cięcia T i zgłoszenia S.
Zmniejsz kąt zwiększa wytrzymałość końcówki frezu, poprawia odprowadzanie ciepła, zwiększa żywotność narzędzia, ale zwiększa siły skrawania Pz oraz, rw wzrasta
wirowanie i tarcie na obrabianej powierzchni stwarza warunki do występowania drgań. Kiedy rośnie wióry stają się grubsze i lepiej się łamią.
Konstrukcje frezów, zwłaszcza z mechanicznym mocowaniem wkładek z węglików, zapewniają zakres wartości kątów #>: 90, 75, 63, 60, 50, 45, 35, 30, 20, 10, co pozwala na wybór kąt który najlepiej odpowiada Twoim konkretnym warunkom.
Proces separacji materiału zależy od kształtu frezu. W związku z tym, że separacja metalu zachodzi podczas cięcia, można się spodziewać, że proces ten obejmuje pękanie z powstawaniem i rozwojem pęknięć. Początkowo ten pomysł na proces skrawania był ogólnie akceptowany, ale później pojawiły się wątpliwości co do obecności pęknięcia przed narzędziem skrawającym.
Malloch i Ryuliks jako jedni z pierwszych opanowali mikrofotografię strefy powstawania wiórów i zaobserwowali pęknięcia przed frezem, natomiast Kik na podstawie podobnych badań doszedł do przeciwnych wniosków. Za pomocą bardziej wyrafinowanej techniki mikrofotografii wykazano, że cięcie metalu opiera się na procesie płynięcia tworzywa sztucznego. Z reguły w normalnych warunkach nie tworzy się wiodące pęknięcie, może wystąpić tylko w określonych warunkach.
W związku z występowaniem odkształceń plastycznych, propagujących daleko przed frezem, ustalono je obserwując pod mikroskopem proces formowania wiórów przy bardzo małych prędkościach skrawania rzędu V- 0,002 m / min.Świadczą o tym również wyniki badań metalograficznych deformacji ziarna w strefie powstawania wióra (rys. 7). Należy zauważyć, że obserwacja procesu formowania wiórów pod mikroskopem wykazała niestabilność procesu odkształcania plastycznego w strefie formowania wiórów. Początkowa granica strefy powstawania wiórów zmienia swoje położenie ze względu na różne orientacje płaszczyzn krystalograficznych poszczególnych ziaren obrabianego metalu. Na końcowej granicy strefy formowania wióra obserwuje się okresowe zagęszczenie odkształceń ścinających, w wyniku czego proces odkształcenia plastycznego okresowo traci stabilność, a zewnętrzna granica strefy plastycznej ulega miejscowym odkształceniom, a na powierzchni tworzą się charakterystyczne zęby. zewnętrzna granica chipa.
T ^ - \ : " G
Wstęp
Ryż. 7. Kontur strefy tworzenia wiórów, ustalony przez badanie swobodnego cięcia za pomocą filmowania.
Ryż. 8. Mikrografia strefy formowania wiórów podczas skrawania stali z małą prędkością. Mikrografia przedstawia początkowe i końcowe granice strefy tworzenia wiórów. (100x powiększenie)
Możemy więc mówić tylko o średnim prawdopodobnym położeniu granic strefy formowania wióra i średnim prawdopodobnym rozkładzie odkształceń plastycznych w obrębie strefy formowania wióra.
Dokładne określenie stanu naprężenia i odkształcenia strefy plastycznej metodą mechaniki plastycznej nastręcza duże trudności. Granice obszaru plastycznego nie są określone i same podlegają ustaleniu. Składniki naprężeń w obszarze plastycznym zmieniają się nieproporcjonalnie względem siebie, tj. odkształcenia plastyczne warstwy ścinanej nie dotyczą przypadku obciążenia prostego.
Wszystkie współczesne metody obliczeniowe operacji cięcia oparte są na badaniach eksperymentalnych. Najbardziej kompletne metody eksperymentalne przedstawiono w. Podczas badania procesu formowania wiórów, wielkości i kształtu strefy odkształcenia stosuje się różne metody eksperymentalne. Według V.F.Bobrova przedstawia się następującą klasyfikację:
Metoda obserwacji wizualnej. Bok swobodnie przyciętej próbki jest polerowany lub nakładana jest na niego gruba kwadratowa siatka. Przy cięciu z małą prędkością, zgodnie ze zniekształceniem siatki, matowieniem i marszczeniem polerowanej powierzchni próbki, można ocenić wielkość i kształt strefy odkształcenia i uzyskać zewnętrzne wyobrażenie o tym, jak ciętej warstwy po
Wstęp17
zamienia się w wióry. Metoda nadaje się do skrawania z bardzo małymi prędkościami, nieprzekraczającymi 0,2 - 0,3 m/min i daje jedynie jakościowe wyobrażenie o procesie formowania wiórów.
Metoda szybkiego filmowania. Daje dobre rezultaty przy strzelaniu z częstotliwością około 10 000 klatek na sekundę i pozwala poznać cechy procesu formowania wiórów przy praktycznie stosowanych prędkościach skrawania.
Metoda siatki dzielącej. Polega na zastosowaniu dokładnej kwadratowej siatki dzielącej o wielkości oczek 0,05 - 0,15 mm. Siatkę rozdzielającą nakłada się na różne sposoby: poprzez wałkowanie farbą drukarską, trawienie, natrysk w próżni, sitodruk, drapanie itp. Najdokładniejszą i najprostszą metodą jest drapanie wgłębnikiem diamentowym na urządzeniu PMTZ do pomiaru mikrotwardości lub na uniwersalny mikroskop. Aby uzyskać niezakłóconą strefę odkształcenia odpowiadającą pewnemu etapowi formowania wiórów, stosuje się specjalne urządzenia do „natychmiastowego” zakończenia procesu skrawania, w którym wyciągnięcie noża spod wiórów odbywa się za pomocą silnej sprężyny lub za pomocą energia wybuchu ładunku proszkowego. Na powstałym korzeniu wióra mierzy się za pomocą mikroskopu instrumentalnego wymiary komórek siatki podziałowej zniekształconej w wyniku odkształcenia. Wykorzystując aparat matematycznej teorii plastyczności, wielkość odkształconej siatki podziału można wykorzystać do określenia rodzaju stanu odkształconego, wielkości i kształtu strefy odkształcenia, intensywności odkształcenia w różnych punktach strefy odkształcenia, oraz inne parametry, które ilościowo charakteryzują proces formowania wiórów.
Metoda metalograficzna. Korzeń wiórów uzyskanych za pomocą urządzenia do „natychmiastowego” zaprzestania cięcia jest wycinany, jego boczna strona jest starannie wypolerowana, a następnie wytrawiona odpowiednim odczynnikiem. Powstały mikrosekcja korzenia wiórów jest badana pod mikroskopem w powiększeniu 25-200 razy lub robiona jest mikrofotografia. Zmiana struktury
Wstęp
wióry i strefy deformacji w porównaniu ze strukturą nieodkształconego materiału, kierunek tekstury deformacji pozwalają na ustalenie granic strefy deformacji i ocenę zachodzących w niej procesów deformacyjnych.
Metoda pomiaru mikrotwardości. Ponieważ istnieje jednoznaczny związek między stopniem odkształcenia plastycznego a twardością odkształconego materiału, pomiar mikrotwardości nasady wióra daje pośrednie wyobrażenie o intensywności odkształcenia w różnych objętościach strefy odkształcenia. W tym celu za pomocą urządzenia PMT-3 mierzy się mikrotwardość w różnych punktach korzenia wióra i konstruuje się isocleary (linie o stałej twardości), za pomocą których można określić wielkość naprężeń ścinających w strefie odkształcenia .
polaryzacyjna metoda optyczna, lub metoda fotoelastyczności opiera się na fakcie, że przezroczyste ciała izotropowe pod działaniem sił zewnętrznych stają się anizotropowe, a oglądany w świetle spolaryzowanym obraz interferencyjny umożliwia określenie wielkości i znaku działających naprężeń. Polaryzacyjno-optyczna metoda wyznaczania naprężeń w strefie odkształcenia ma ograniczone zastosowanie z następujących powodów. Materiały transparentne używane do cięcia mają zupełnie inne właściwości fizyczne i mechaniczne niż metale techniczne – stal i żeliwo. Metoda podaje dokładne wartości naprężeń normalnych i stycznych tylko w obszarze sprężystym. Dlatego stosując metodę polaryzacyjno-optyczną można uzyskać jedynie jakościowe i przybliżone wyobrażenie o rozkładzie naprężeń w strefie odkształcenia.
Metody mechaniczne i radiograficzne służy do badania stanu warstwy wierzchniej leżącej pod obrabianą powierzchnią. Metoda mechaniczna, opracowana przez N.N. Davidenkova, służy do wyznaczania naprężeń pierwszego rodzaju, które są równoważone w obszarze ciała większym niż wielkość ziarna kryształu. Metoda jest taka, że z
Wprowadzenie 19
Na powierzchni próbki wyciętej z obrabianej części usuwane są sukcesywnie bardzo cienkie warstwy materiału, a odkształcenie próbki mierzone jest za pomocą tensometrów. Zmiana wymiarów próbki prowadzi do tego, że pod wpływem naprężeń szczątkowych staje się ona niewyważona i odkształcona. Zmierzone odkształcenia można wykorzystać do oceny wielkości i znaku naprężeń szczątkowych.
Na podstawie powyższego można stwierdzić, że metody eksperymentalne są złożone i ograniczone w badaniu procesów i wzorców w procesach skrawania, ze względu na ich wysoki koszt, duże błędy pomiarowe i niedobór mierzonych parametrów.
Istnieje potrzeba pisania modeli matematycznych, które mogą zastąpić badania eksperymentalne w dziedzinie skrawania metali, a bazę doświadczalną wykorzystywać dopiero na etapie potwierdzania modelu matematycznego. Obecnie do obliczania sił skrawania stosuje się szereg technik, niepotwierdzonych eksperymentalnie, lecz wywodzących się z nich.
W pracy przeprowadzono analizę znanych wzorów na wyznaczanie sił i temperatur skrawania, według których otrzymano pierwsze wzory w postaci empirycznych stopni zależności do obliczania głównych składowych sił skrawania postaci:
p, = c P F P sy K P
gdzie Poślubićg - współczynnik uwzględniający wpływ na wytrzymałość pewnych stałych warunków; *R- głębokość cięcia; $^,- posuw wzdłużny; DOr- uogólniony współczynnik skrawania; xyz- wykładniki.
Wprowadzenie 20
Główną wadą tego wzoru jest brak wyraźnego fizycznego powiązania z modelami matematycznymi znanymi w cięciu. Drugą wadą jest duża liczba współczynników eksperymentalnych.
Zgodnie z uogólnieniem danych eksperymentalnych można było ustalić, że średnia linia styczna działa na przednią powierzchnię narzędzia
Napięcie QF = 0,285 ^, gdzie &Do jest rzeczywistą ostateczną wytrzymałością na rozciąganie. Na tej podstawie A.A. Rosenberg uzyskał inny wzór na obliczenie głównej składowej siły skrawania:
(90-y)"cos /
- їїdG + grzech /
Pz= 0,28SKod (2.05Ka-0,55)
2250QK Qm5 (9Q - T) "
gdzie b- szerokość ciętej warstwy.
Wadą tej formuły jest to, że dla każdego konkretnego
w przypadku obliczania sił wymagane jest określenie parametrów DOa oraz$ do eksperymentalnie, co jest bardzo pracochłonne. Zgodnie z danymi z licznych eksperymentów okazało się, że przy zastąpieniu zakrzywionej linii ścinania linią prostą kąt Posiadać jest bliski 45, dlatego formuła przyjmie postać:
d cos Posiadać
Pz = - "- r + grzech ^
tg arccos
Z eksperymentów wynika, że kryterium to nie może być stosowane jako kryterium uniwersalne, mające zastosowanie do dowolnych stanów naprężeń. Jest jednak używany jako punkt odniesienia w obliczeniach inżynierskich.
Kryterium największych naprężeń ścinających. Kryterium to zostało zaproponowane przez Treskę do opisu stanu plastyczności, ale może być również stosowane jako kryterium wytrzymałości dla materiałów kruchych. Złamanie występuje, gdy największe naprężenie ścinające
r maks = gir „x ~ b) osiąga określoną wartość (dla każdego materiału osobną).
W przypadku stopów aluminium kryterium to, porównując dane eksperymentalne z obliczonymi, dało akceptowalny wynik. W przypadku innych materiałów nie ma takich danych, więc nie można ani potwierdzić, ani zaprzeczyć stosowalności tego kryterium.
Istnieje również kryteria energetyczne. Jedną z nich jest hipoteza Hubera-Misesa-Genka, zgodnie z którą destrukcja następuje/gdy określona energia zmiany kształtu osiąga określoną wartość graniczną.
Wstęp23
cheniya. Kryterium to uzyskało zadowalające potwierdzenie eksperymentalne dla różnych metali konstrukcyjnych i stopów. Trudność w zastosowaniu tego kryterium polega na doświadczalnym wyznaczeniu wartości granicznej.
Kryteria wytrzymałości materiałów nierówno odpornych na rozciąganie i ściskanie obejmują kryterium Schleichera, Balandina, Mirolyubova, Yagna. Wady to złożoność aplikacji i słabe potwierdzenie weryfikacją eksperymentalną.
Należy zauważyć, że nie ma jednej koncepcji mechanizmów niszczenia, a także uniwersalnego kryterium niszczenia, za pomocą którego można by jednoznacznie ocenić proces niszczenia. W tej chwili możemy mówić o dobrym opracowaniu teoretycznym tylko wielu szczególnych przypadków i próbach ich uogólniania. Praktyczne zastosowanie w obliczeniach inżynierskich większości nowoczesnych modeli pęknięć nie jest jeszcze dostępne.
Analiza powyższych podejść do opisu teorii separacji pozwala na wyodrębnienie następujących cech charakterystycznych:
Istniejące podejścia do opisu procesów pękania są akceptowalne na etapie początku procesu pękania oraz przy rozwiązywaniu problemów w pierwszym przybliżeniu.
Model procesu powinien być oparty na opisie fizyki procesu skrawania, a nie na statystycznych danych eksperymentalnych.
Konieczne jest zastosowanie, zamiast relacji liniowej teorii sprężystości, relacji fizycznie nieliniowych, uwzględniających zmiany kształtu i objętości ciała pod wpływem dużych deformacji.
Metody eksperymentalne są w stanie jednoznacznie dostarczyć informacji
Wstęp
informacje o zachowaniu mechanicznym materiału w zadanym zakresie temperatur i parametrach procesu skrawania.
Na podstawie powyższego, główny cel pracy jest stworzenie matematycznego modelu separacji, który pozwala, na podstawie uniwersalnych relacji konstytutywnych, uwzględnić wszystkie etapy procesu, od etapu odkształcenia sprężystego do etapu separacji wiórów i przedmiotu oraz badanie wzory procesu usuwania wiórów.
W pierwszym rozdziale W rozprawie przedstawiono matematyczny model deformacji skończonej, główne hipotezy modelu pęknięcia. Problemem jest cięcie prostopadłe.
W drugim rozdziale w ramach teorii opisanej w rozdziale pierwszym budowany jest model elementów skończonych procesu skrawania. Podano analizę mechanizmów tarcia i pękania w odniesieniu do modelu elementów skończonych. Przeprowadzane są kompleksowe testy otrzymanych algorytmów.
W trzecim rozdziale opisano fizyczne i matematyczne sformułowanie problemu technologicznego usuwania wiórów z próbki. Szczegółowo opisano mechanizm modelowania procesu i jego implementację metodą elementów skończonych. Przeprowadzana jest analiza porównawcza uzyskanych danych z badaniami eksperymentalnymi, wyciągane są wnioski dotyczące stosowalności modelu.
Główne postanowienia i wyniki prac zostały ogłoszone na ogólnorosyjskiej konferencji naukowej „Współczesne problemy matematyki, mechaniki i informatyki” (Tula, 2002), a także w zimowej szkole z mechaniki kontinuum (Perm, 2003), na międzynarodowa konferencja naukowa „Współczesne problemy matematyki, mechaniki i informatyki” (Tula, 2003), na konferencji naukowo-praktycznej „Młodzi naukowcy centrum Rosji” (Tula, 2003).
Związki konstytutywne procesów elastoplastycznych odkształceń skończonych
Aby zindywidualizować punkty ośrodka, dla początkowego t - О ustalonej, tak zwanej, obliczonej, konfiguracji (KQ), arbitralnego układu współrzędnych 0, za pomocą którego każdej cząstce przypisywana jest trójka liczb (J, 2 ,3) „przypisane” do danej cząstki i niezmienione przez cały czas ruchu. Wprowadzony w konfiguracji odniesienia układ 0 wraz z bazą = -r (/ = 1,2,3) nazywany jest stałym układem współrzędnych Lagrange'a. Zauważ, że współrzędne cząstek w początkowym momencie czasu w układzie odniesienia mogą być wybrane jako współrzędne materiałowe. Należy zauważyć, że przy rozpatrywaniu procesów deformacji ośrodka o właściwościach zależnych od historii deformacji, niezależnie od zastosowanych zmiennych materiałowych czy przestrzennych, wykorzystywane są dwa układy współrzędnych – Lagrange'a i Eulera.
Jak wiadomo, występowanie naprężeń w ciele jest generowane przez deformację włókien materiału, tj. zmiana ich długości i względnego położenia, dlatego głównym problemem rozwiązywanym w geometrycznie nieliniowej teorii deformacji jest podzielenie ruchu ośrodka na translacyjny i „czysto odkształcenie” oraz wskazanie miar do ich opisu. Należy zauważyć, że takie przedstawienie nie jest jednoznaczne i można wskazać kilka podejść do opisu medium, w których podział ruchu na figuratywne „quasi-stałe” i względne „deformacje” dokonuje się w różny sposób. W szczególności w wielu pracach ruch deformacji jest rozumiany jako ruch otoczenia cząstki materialnej względem wzniosłej bazy Lagrange'a ek; W pracach ruch względem sztywnej podstawy traktowany jest jako ruch odkształcający, którego ruch postępowy określa tensor obrotu łączący główne osie lewej i prawej miary zniekształcenia. W niniejszej pracy podział ruchu otoczenia cząstki materialnej M (rys. 1.1) na translacyjny i zdeformowany opiera się na naturalnej reprezentacji gradientu prędkości w postaci części symetrycznych i antysymetrycznych. W tym przypadku prędkość deformacji definiuje się jako względną prędkość ruchu cząstki względem sztywnego trójścianu ortogonalnego bazy wiru, którego obrót jest określony przez tensor wiru Q. Należy zauważyć, że w ogólnym przypadku średni ruch, główne osie tensora W przechodzą przez różne włókna materiału. Jednak, jak pokazano w, dla procesów prostego i quasi-prostego obciążenia w rzeczywistym zakresie odkształceń, badanie ruchu odkształcenia w bazie wirowej wydaje się być bardzo zadowalające. Jednocześnie przy konstruowaniu relacji opisujących proces końcowego odkształcenia ośrodka dobór miar musi spełniać szereg kryteriów naturalnych: 1) miara odkształcenia musi być połączona z miarą naprężenia poprzez wyrażenie elementarnej Praca. 2) obrót elementu materialnego jako ciała absolutnie sztywnego nie powinien prowadzić do zmiany miar deformacji i ich pochodnych czasowych - właściwość obiektywności materialnej. 3) przy różnicowaniu miar należy zachować właściwość symetrii i warunek rozdzielenia procesów zmiany kształtu i zmiany objętości. Ten ostatni wymóg jest wysoce pożądany.
Jak pokazuje analiza, zastosowanie powyższych miar do opisu procesu deformacji końcowej z reguły prowadzi albo do niewystarczającej poprawności opisu deformacji, albo do bardzo złożonej procedury ich obliczania.
Do określenia krzywizny i stromości trajektorii wykorzystuje się niezmienniki
tensory W ", które są pochodnymi Jaumanna n-tego rzędu dewiatora szybkości odkształcenia, jak pokazano na. Można je wyznaczyć na podstawie znanej wartości tensora metrycznego i pochodnych jego składowych w danej chwili. krzywizny oraz trzecie niezmienniki funkcjonalnej miary deformacji H nie zależą od charakteru zmiany metryki w całym przedziale. konstrukcja konkretnych modeli ciał skończenie odkształcalnych i ich eksperymentalne uzasadnienie poprzez przejście do proponowanych miar deformacji i obciążenia.Należy zauważyć, że ponieważ w problemach badania procesu deformacji ośrodka z reguły stosuje się ustawienie prędkości , wtedy wszystkie relacje zostaną uformowane w szybkościach zmian parametrów skalarnych i tensorowych opisujących zachowanie ośrodka. W tym przypadku prędkości wektorów deformacji i obciążenia odpowiadają względnym, w sensie Jaumanna, pochodnym tensorów i dewiatorów.
Budowa modelu do wprowadzenia sztywnego klina w półnieskończony korpus sprężysto-plastyczny
Obecnie brak jest analitycznych metod rozwiązywania problemów związanych z operacjami separacji. Metoda linii poślizgu jest szeroko stosowana do operacji takich jak wstawianie klinów lub usuwanie wiórów. Uzyskane tą metodą roztwory nie są jednak w stanie jakościowo opisać przebiegu procesu. Bardziej akceptowalne jest stosowanie metod numerycznych opartych na zasadach wariacyjnych Lagrange'a i Jourdaina. Istniejące przybliżone metody rozwiązywania problemów granicznych w mechanice bryły odkształcalnej są wystarczająco szczegółowo opisane w monografiach.
Zgodnie z podstawową koncepcją MES, cała objętość ośrodka odkształcalnego jest podzielona na skończoną liczbę elementów stykających się ze sobą w punktach węzłowych; połączony ruch tych elementów symuluje ruch odkształcalnego ośrodka. W tym przypadku, w granicach każdego elementu, układ cech opisujących ruch jest aproksymowany przez taki lub inny układ funkcji określony przez typ wybranego elementu. W tym przypadku głównymi niewiadomymi są przemieszczenia punktów węzłowych elementu.
Użycie elementu simplex znacznie upraszcza procedurę konstruowania reprezentacji relacji elementów skończonych (2.5), ponieważ pozwala na użycie prostszych operacji jednopunktowego całkowania na objętości elementu. Jednocześnie, ponieważ dla wybranej aproksymacji spełnione są wymagania kompletności i ciągłości, wymagany stopień adekwatności modelu elementów skończonych do „układu ciągłego” – bryły odkształcalnej jest osiągany przez proste zwiększenie liczby elementów skończonych o odpowiedni spadek ich wielkości. Duża ilość elementów wymaga dużej ilości pamięci i jeszcze bardziej czasochłonne przetwarzanie tych informacji, mała ilość nie zapewnia wysokiej jakości rozwiązania. Jednym z podstawowych zadań w obliczeniach jest określenie optymalnej liczby pierwiastków.
W przeciwieństwie do innych stosowanych metod, metoda ładowania sekwencyjnego ma pewne znaczenie fizyczne, ponieważ na każdym etapie reakcja systemu na przyrost obciążenia jest rozpatrywana w taki sam sposób, jak w rzeczywistym procesie. Dzięki temu metoda pozwala uzyskać znacznie więcej informacji o zachowaniu się ciała niż tylko wielkość przemieszczenia dla danego układu obciążeń. Ponieważ w naturalny sposób uzyskuje się pełen zestaw rozwiązań odpowiadający różnym częściom obciążenia, możliwe staje się zbadanie stanów pośrednich pod kątem stateczności i, jeśli to konieczne, dokonanie odpowiednich modyfikacji procedury w celu wyznaczenia punktów rozgałęzienia i znalezienia możliwej kontynuacji proces.
Wstępnym etapem algorytmu jest aproksymacja badanego obszaru dla chwili t = O przez elementy skończone. Konfiguracja obszaru odpowiadającego momentowi początkowemu jest uważana za znaną, podczas gdy korpus może być albo w stanie „naturalnym”, albo może mieć naprężenia spowodowane na przykład przez poprzedni etap obróbki.
Dalej, w oparciu o założony charakter procesu deformacji, wybiera się rodzaj określonej teorii plastyczności (rozdział 1.2). Przetworzone dane z eksperymentów jednoosiowego rozciągania próbek badanego materiału tworzą specyficzny rodzaj relacji konstytutywnych, wykorzystując, zgodnie z wymaganiami punktu 1.2, dowolną z najpowszechniejszych metod aproksymacji krzywej eksperymentalnej. Przy rozwiązywaniu problemu zakłada się, że pewien rodzaj teorii plastyczności pozostaje niezmienny dla całej badanej objętości podczas całego procesu. Trafność wyboru oceniana jest następnie na podstawie krzywizny trajektorii deformacji obliczonej w najbardziej charakterystycznych punktach ciała. Podejście to zastosowano w badaniach modeli procesów technologicznych końcowego odkształcenia próbek rurowych w trybach prostego lub bliskiego obciążenia zewnętrznego. Zgodnie z wybraną procedurą całkowania krok po kroku, cały przedział ładowania w odniesieniu do parametru t jest podzielony na kilka raczej niewielkich etapów (kroków). W przyszłości rozwiązanie problemu dla typowego kroku konstruuje się według następującego algorytmu. 1. Dla nowo wyznaczonego przez wyniki poprzedniego kroku konfiguracji regionu obliczane są charakterystyki metryczne zdeformowanego kraju. W pierwszym kroku konfiguracja obszaru pokrywa się z konfiguracją wyznaczoną w t = O. 2. Charakterystyki sprężysto-plastyczne materiału dla każdego elementu są określane zgodnie ze stanem naprężenie-odkształcenie odpowiadającym zakończeniu poprzedniego kroku. 3. Powstaje lokalna macierz sztywności i wektora sił elementu. 4. Na powierzchniach styku ustalane są kinematyczne warunki brzegowe. Dla dowolnego kształtu powierzchni styku stosuje się dobrze znaną procedurę przejścia do lokalnego układu współrzędnych. 5. Powstaje globalna macierz sztywności układu i odpowiadający jej wektor siły. 6. Rozwiązuje się układ równań algebraicznych, wyznacza się wektor kolumnowy prędkości przemieszczeń węzłowych. 7. Wyznacza się charakterystyki chwilowego stanu naprężenie-odkształcenie, oblicza tensory prędkości odkształcenia W, wir C1, prędkość zmiany objętości 0, krzywiznę trajektorii odkształcenia X 8. Pola prędkości integrowane są tensory naprężeń i odkształceń, wyznaczana jest nowa konfiguracja regionu. Określa się rodzaj stanu naprężenie-odkształcenie, strefy odkształceń sprężystych i plastycznych. 9. Określa się osiągnięty poziom sił zewnętrznych. 10. Monitorowane jest spełnienie warunków równowagi, obliczane są wektory resztkowe. Gdy schemat jest wdrażany bez dopracowywania iteracji, przejście do pozycji 1 następuje natychmiast.
Czynniki wpływające na proces formowania wiórów
Proces powstawania wiórów przy cięciu metali jest odkształceniem plastycznym, z możliwym zniszczeniem warstwy ciętej, w wyniku czego cieta warstwa zamienia się w wióry. Proces formowania wiórów w dużej mierze determinuje proces skrawania: wielkość siły skrawania, ilość wytworzonego ciepła, dokładność i jakość powstałej powierzchni oraz zużycie narzędzia. Niektóre czynniki mają bezpośredni wpływ na proces formowania wiórów, inne pośrednio, poprzez te czynniki, które wpływają bezpośrednio. Prawie wszystkie czynniki wpływają pośrednio, a to powoduje cały łańcuch powiązanych ze sobą zjawisk.
Zgodnie z tym, tylko cztery czynniki bezpośrednio wpływają na proces formowania wiórów przy skrawaniu prostokątnym: kąt przytarcia, kąt natarcia narzędzia, prędkość skrawania oraz właściwości materiału. Wszystkie inne czynniki wpływają pośrednio. Aby zidentyfikować te zależności, wybrano proces swobodnego cięcia prostokątnego materiału na płaskiej powierzchni, obrabiany przedmiot jest podzielony na dwie części linią zamierzonej separacji GA, górna warstwa to przyszłe wióry, grubość usuwanego warstwa około, pozostała część ma grubość h. Punkt M to maksymalny punkt dojścia do końcówki frezu podczas zagłębiania, ścieżka przemierzana przez frez to S. Szerokość próbki jest skończona i równa b. Rozważ model procesu cięcia (rys. 3.1.) Zakładając, że w początkowym momencie próbka jest nieodkształcona, cała, bez nacięć. Obrabiany przedmiot z dwóch powierzchni połączonych bardzo cienką warstwą AG o grubości 8 .а, gdzie а jest grubością usuwanych wiórów. AG - domniemana linia podziału (rys. 3.1.). Kiedy nóż się porusza, dochodzi do kontaktu wzdłuż dwóch powierzchni narzędzia tnącego. W początkowym momencie zniszczenia nie występują - penetracja noża przebiega bez zniszczenia. Jako główny materiał stosowany jest elastoplastyczny materiał izotropowy. W obliczeniach uwzględniono zarówno materiały plastyczne (zdolność materiału do przyjmowania dużych trwałych odkształceń bez zapadania się), jak i kruche (zdolność materiału do zapadania się bez zauważalnych odkształceń plastycznych). Opierał się na trybie cięcia wolnoobrotowego, w którym konsekwentnie wyklucza się występowanie stagnacji na powierzchni czołowej. Kolejną cechą jest niskie wytwarzanie ciepła podczas skrawania, co nie wpływa na zmianę właściwości fizycznych materiału, a w konsekwencji na proces skrawania i wartość sił skrawania. W ten sposób staje się możliwe, zarówno numeryczne, jak i eksperymentalne, badanie procesu cięcia warstwy przysiekowej, który nie jest komplikowany dodatkowymi zjawiskami.
Zgodnie z rozdziałem 2, proces elementów skończonych rozwiązywania quasi-statycznego problemu skrawania realizowany jest poprzez stopniowe obciążanie próbki, w przypadku skrawania poprzez niewielkie przemieszczenie frezu w kierunku próbki. Zadanie rozwiązuje kinematyczne ustawienie ruchu na frezie, ponieważ prędkość skrawania jest znana, ale siła skrawania jest nieznana i jest wielkością do ustalenia. Aby rozwiązać ten problem, opracowano specjalistyczny pakiet oprogramowania Wind2D, zdolny do rozwiązania trzech problemów - dostarczanie wyników potwierdzających słuszność uzyskanych obliczeń, obliczanie problemów testowych, potwierdzanie poprawności zbudowanego modelu, posiadanie umiejętności projektowania i rozwiązać problem technologiczny.
Aby rozwiązać te problemy, wybrano model modułowej budowy kompleksu, w tym wspólną powłokę, jako element unifikujący zdolny do zarządzania połączeniem różnych modułów. Jedynym głęboko zintegrowanym modułem jest jednostka wizualizacji wyników. Pozostałe moduły podzielone są na dwie kategorie: problemy i modele matematyczne. Nie dopuszcza się unikalności modelu matematycznego. W oryginalnym projekcie są trzy z nich na dwa różne rodzaje elementów. Każde zadanie to również moduł powiązany z modelem matematycznym z trzema procedurami i powłoką z jedną procedurą wywołania modułu, dzięki czemu integracja nowego modułu sprowadza się do wpisania czterech wierszy do projektu i ponownej kompilacji. Jako narzędzie implementacyjne wybrano język wysokiego poziomu Borland Delphi 6.0, który ma wszystko, co niezbędne do rozwiązania zadania w ograniczonym czasie. W każdym zadaniu możliwe jest użycie albo automatycznie generowanych siatek elementów skończonych, albo wykorzystanie tych specjalnie przygotowanych przy użyciu pakietu AnSYS 5.5.3 i zapisanych w formacie tekstowym. Wszystkie granice można podzielić na dwa typy: dynamiczne (gdzie węzły zmieniają się z kroku na krok) i statyczne (stałe w trakcie obliczeń). Najtrudniejsze w modelowaniu są granice dynamiczne, jeśli prześledzimy proces separacji przez węzły, to po osiągnięciu kryterium zniszczenia w węźle należącym do granicy OL, połączenie pomiędzy elementami, do których ten węzeł należy, zostaje zerwane przez zduplikowanie węzeł - dodanie nowego numeru dla elementów leżących poniżej linii podziału. Jeden węzeł jest przypisany do J- i, a drugi 1 з (rysunek 3.10). Dalej od 1 i węzeł przechodzi do C, a drugi do C. Węzeł przypisany do A n natychmiast lub po kilku krokach opada na powierzchnię noża i idzie do C, gdzie można go oderwać z dwóch powodów: dochodząc do kryterium odrywania, lub po osiągnięciu punktu B, jeśli łamacz wióra jest określony do zadania. Ponadto węzeł przechodzi do G9, jeśli węzeł przed nim jest już odłączony.
Porównanie znalezionych doświadczalnie i obliczonych wartości sił skrawania
Jak wspomniano wcześniej, w pracy zastosowano metodę stopniowego obciążania, której istotą jest podzielenie całej drogi posuwu klina na małe odcinki o równej długości. Aby zwiększyć dokładność i szybkość obliczeń, zamiast ultramałych kroków zastosowano iteracyjną metodę zmniejszania wielkości kroku, która jest niezbędna do dokładnego opisu problemu styku przy zastosowaniu metody elementów skończonych. Sprawdzane są zarówno warunki geometryczne dla węzłów, jak i warunki deformacji dla elementów skończonych.
Proces polega na sprawdzeniu wszystkich kryteriów i określeniu najmniejszego współczynnika redukcji kroku, po czym krok jest przeliczany i tak dalej, aż osiągnie K 0,99. Niektórych kryteriów w wielu zadaniach nie można stosować, wówczas wszystkie kryteria są opisane (rys. ZŁO): 1. Zakaz wnikania materiału do korpusu przecinarki – uzyskuje się sprawdzając wszystkie węzły z i\L 9 "! 12 na przecięciu przedniej powierzchni cięcia. Uznając przemieszczenie w kroku za liniowe, wyznaczany jest punkt styku powierzchni z węzłem i wyznaczany jest współczynnik zmniejszania wielkości kroku. Krok jest przeliczany. 2. Identyfikowane są elementy, które przekroczyły granicę plastyczności na danym stopniu, wyznaczany jest współczynnik redukcyjny dla tego stopnia, aby tylko kilka elementów „przekroczyło” granicę. Krok jest przeliczany. 3. Zidentyfikowano węzły z pewnego obszaru należącego do linii podziału GA, które na tym etapie przekroczyły wartość kryterium pękania. Współczynnik redukcji dla kroku jest określany tak, że tylko jeden węzeł przekracza wartość kryterium zniszczenia. Krok jest przeliczany. Rozdział 3. Matematyczne modelowanie procesu skrawania 4. Zakaz wnikania materiału do korpusu frezu przez tylną powierzchnię skrawania dla węzłów od A 6, jeżeli granica ta nie jest ustalona. 5. Dla węzłów od 1 do 8 można określić warunek oderwania i przejście do środka w punkcie B, jeśli wybrano warunek do użycia w obliczeniach z łamaczem wiórów. 6. Jeżeli odkształcenie zostanie przekroczone w co najmniej jednym elemencie o więcej niż 25%, wielkość stopnia zmniejsza się do granicy odkształcenia 25%. Krok jest przeliczany. 7. Określa się minimalny współczynnik zmniejszenia wielkości kroku, a jeśli jest mniejszy niż 0,99, to krok jest przeliczany, w przeciwnym razie przejście do poniższych warunków. 8. Pierwszy krok jest uważany za bezproblemowy. Po obliczeniu wyznaczane są kierunki ruchu węzłów należących do A8 i C, dodawane jest tarcie i przeliczany krok, kierunek siły tarcia jest zapisywany w osobnym rekordzie. Jeżeli krok jest obliczany z tarciem, to sprawdza się, czy zmienił się kierunek ruchu węzłów, na które działa siła tarcia. W przypadku zmiany węzły te są sztywno przymocowane do przedniej powierzchni cięcia. Krok jest przeliczany. 9. Jeśli przejście do następnego kroku jest wykonywane, a nie ponowne obliczanie, wówczas węzły, które dotarły do przedniej powierzchni cięcia, są stałe - PRZEJŚCIE WĘZŁÓW Z і 12 NA A 8 10. Jeśli przejście do następnego kroku jest przeprowadzane, a nie przeliczanie, to dla węzłów należących do 1 8 wykonuje się obliczenia sił skrawania i jeśli są ujemne, to jednostka jest sprawdzana pod kątem możliwości oderwania, tj. oderwanie odbywa się tylko wtedy, gdy jest najwyższy. 11. W przypadku przejścia do następnego kroku, a nie przeliczania, to identyfikowany jest węzeł należący do AG, który przekroczył wartość kryterium zniszczenia na tym kroku o dopuszczalną (niewielką) wartość. Włączanie mechanizmu separacji: zamiast jednego węzła tworzone są dwa, jeden należy do -, a drugi 1 z; renumeracja węzłów ciała według specjalnego algorytmu. Przejdź do następnego kroku.
Ostateczna implementacja kryteriów (1-11) różni się zarówno złożonością, jak i prawdopodobieństwem ich wystąpienia oraz realnym wkładem w poprawę wyników obliczeń. Kryterium (1) często występuje, gdy w obliczeniach używa się małej liczby kroków i bardzo rzadko przy dużej liczbie kroków, na tej samej głębokości zanurzenia. Jednak to kryterium nie pozwala węzłom „wpaść” do frezu, co prowadzi do nieprawidłowych wyników. Zgodnie z kryterium (9) węzły są ustalane na etapie przejścia do kolejnego kroku, a nie przy kilku przeliczeniach.
Realizacja kryterium (2) polega na porównaniu starych i nowych wartości natężenia naprężeń dla wszystkich elementów i wyznaczeniu elementu o maksymalnej wartości natężenia. Kryterium to umożliwia zwiększenie wielkości kroku, a tym samym nie tylko zwiększenie szybkości obliczeń, ale także zmniejszenie błędu powstającego w wyniku masowego przejścia elementów ze strefy sprężystej do plastycznej. Podobnie z kryterium (4).
Badanie czystego procesu skrawania, bez efektu gwałtownego wzrostu temperatury na powierzchni współdziałania i w próbce, w której tworzą się wióry drenażowe, bez tworzenia się narostu na powierzchni skrawania, zgodnie z wymaganym skrawaniem prędkość około 0,33 mm/s. Przyjmując tę prędkość jako maksymalną, stwierdzamy, że aby przesunąć frez o 1 mm, konieczne jest obliczenie 30 kroków (przy założeniu odstępu czasu 0,1 - co zapewnia najlepszą stabilność procesu). Przy obliczaniu za pomocą modelu testowego, gdy frez został wprowadzony o 1 mm, z uwzględnieniem zastosowania wcześniej opisanych kryteriów i bez uwzględnienia tarcia, zamiast 30 kroków uzyskano 190. Jest to spowodowane zmniejszeniem wielkość kroku z góry. Jednak ze względu na to, że proces jest iteracyjny, faktycznie policzono 419 kroków. Ta rozbieżność jest spowodowana zbyt dużym rozmiarem kroku, co prowadzi do wielokrotnego zmniejszenia rozmiaru kroku ze względu na iteracyjny charakter kryteriów. Więc. przy początkowym wzroście liczby kroków do 100 zamiast 30 uzyskano obliczoną liczbę kroków - 344. Dalszy wzrost liczby do 150 prowadzi do zwiększenia liczby obliczonych kroków do 390, a w konsekwencji do wydłużenia czasu obliczeń. Na tej podstawie można przyjąć, że optymalna liczba kroków przy symulowaniu procesu usuwania wiórów wynosi 100 kroków na 1 mm penetracji, przy nierównomiernym podziale siatki o liczbie elementów 600-1200. Jednocześnie rzeczywista liczba kroków, nie licząc tarcia, wyniesie co najmniej 340 na 1 mm, a biorąc pod uwagę tarcie, co najmniej 600 kroków.
BIULETYN TOMSKIEJ UNIWERSYTETU PAŃSTWOWEGO Matematyka i Mechanika
MECHANIKA
JAKIŚ. Shipachev, S.A. Zelepugin
SYMULACJA NUMERYCZNA SZYBKIEGO ORTOGONALNEGO CIĘCIA METALI1
Procesy szybkiego cięcia ortogonalnego metali metodą elementów skończonych badane są numerycznie w ramach modelu elastoplastycznego ośrodka w zakresie prędkości skrawania 1 - 200 m/s. Jako kryterium oddzielania wiórów przyjęto wartość graniczną energii właściwej odkształceń ścinających. Ujawniono konieczność zastosowania dodatkowego kryterium formowania wiórów, jakim było zaproponowanie wartości granicznej objętości właściwej mikrouszkodzeń.
Słowa kluczowe: szybkie cięcie, modelowanie numeryczne, metoda elementów skończonych.
Z fizycznego punktu widzenia proces skrawania materiałów jest procesem intensywnego odkształcenia plastycznego i zniszczenia, któremu towarzyszy tarcie wiórów o przednią powierzchnię frezu oraz tarcie tylnej powierzchni narzędzia o powierzchnię skrawającą, występujące w warunkach wysokich ciśnień i prędkości poślizgu. Energia mechaniczna wydatkowana w tym procesie zamieniana jest na energię cieplną, która z kolei ma duży wpływ na prawidłowość odkształcania się warstwy ciętej, siły skrawania, zużycie i trwałość narzędzia.
Produkty nowoczesnej inżynierii mechanicznej charakteryzują się zastosowaniem materiałów o wysokiej wytrzymałości i trudnych w obróbce, gwałtownym wzrostem wymagań dotyczących dokładności i jakości wyrobów oraz znacznym skomplikowaniem form konstrukcyjnych części maszyn uzyskiwanych przez cięcie. Dlatego proces obróbki wymaga ciągłego doskonalenia. Obecnie jednym z najbardziej obiecujących obszarów takiego ulepszenia jest szybkie przetwarzanie.
W literaturze naukowej w skrajnie niewystarczającym stopniu prezentowane są badania teoretyczne i eksperymentalne procesów szybkiego cięcia materiałów. Przedstawiono kilka przykładów badań eksperymentalnych i teoretycznych wpływu temperatury na charakterystyki wytrzymałościowe materiału w procesie skrawania wysokoobrotowego. W ujęciu teoretycznym problem cięcia materiałów otrzymał największe rozwinięcie w tworzeniu szeregu modeli analitycznych dla cięcia ortogonalnego. Jednak złożoność problemu i potrzeba pełniejszego opisu właściwości materiałów, efektów termicznych i bezwładnościowych doprowadziły do
1 Praca ta była wspierana finansowo przez Rosyjską Fundację Badań Podstawowych (projekty 07-08-00037, 08-08-12055), Rosyjską Fundację Badań Podstawowych i Administracji Obwodu Tomskiego (projekt 09-08-99059), "(Projekt 2.1.1 / 5993).
wykorzystanie metod numerycznych, z których najszerzej stosowana jest metoda elementów skończonych w odniesieniu do rozważanego problemu.
W niniejszej pracy zbadano numerycznie procesy szybkiego cięcia metali metodą elementów skończonych w dwuwymiarowym sformułowaniu odkształcenia płaskiego w ramach elastoplastycznego modelu ośrodka.
W obliczeniach numerycznych wykorzystuje się model ośrodka uszkodzonego, który charakteryzuje się możliwością inicjacji i rozwoju w nim pęknięć. Na całkowitą objętość ośrodka L składa się jego nieuszkodzona część, która zajmuje objętość Lc i charakteryzuje się gęstością pc oraz pęknięcia zajmujące objętość L/, w których gęstość przyjmuje się jako zero . Średnia gęstość medium związana jest z wprowadzonymi parametrami stosunkiem p = pc (Ws/W). Stopień zniszczenia ośrodka charakteryzuje się określoną objętością pęknięć V / = W // (W p).
Układ równań opisujących nieustalony ruch adiabatyczny (zarówno przy odkształceniu sprężystym, jak i plastycznym) ośrodka ściśliwego składa się z równań ciągłości, ruchu, energii:
gdzie p to gęstość, r to czas, u to wektor prędkości ze składowymi u, σy = - (P + Q) 5jj + Bu to składowe tensora naprężenia, E to właściwa energia wewnętrzna, to składowe tensora prędkości odkształcenia, P = Pc (p / pc) - ciśnienie średnie, Pc - ciśnienie w składniku stałym (część nieuszkodzona) substancji, 2 - lepkość sztuczna, Bu - składowe dewiatora naprężeń.
Modelowanie złamań typu „odrywanie” odbywa się za pomocą modelu kinetycznego złamania typu aktywnego:
Tworząc model założono, że materiał zawiera potencjalne miejsca pęknięć o efektywnej objętości właściwej V:, na których tworzą się pęknięcia (lub pory) i narastają, gdy ciśnienie rozciągające Pc przekroczy pewną wartość krytyczną P = P) Y \ / (Y \ + V / ), która zmniejsza się wraz ze wzrostem wynikowych mikrouszkodzeń. Stałe VI, V2, Pk, K / wybrano porównując wyniki obliczeń i eksperymentów dotyczących rejestracji prędkości tylnej powierzchni przy obciążeniu próbki impulsami ściskania płaskiego. Ten sam zestaw stałych materiałowych jest używany do obliczania zarówno wzrostu, jak i zapadania się pęknięć lub porów, w zależności od znaku Pc.
Ciśnienie w nieuszkodzonej substancji jest funkcją objętości właściwej i właściwej energii wewnętrznej i jest wyznaczane w całym zakresie warunków obciążenia
Sformułowanie problemu
Shu (ri) = 0;
0 jeśli |Pc |< Р* или (Рс >P * i Y ^ = 0),
^ = | - hn (Pc) k7 (Pc | - P *) (Y2 + Y7),
jeśli Ps< -Р* или (Рс >P * i Y> 0).
Oblicza się ją za pomocą równania stanu typu Mie - Grüneisena, w którym współczynniki dobierane są na podstawie stałych aib adiabaty szoku Hugoniota.
Relacje konstytutywne łączą składowe dewiatora naprężeń i tensora prędkości odkształcenia i wykorzystują pochodną Jaumanna. Warunek von Misesa służy do opisu płynięcia plastycznego. Uwzględniono zależności charakterystyk wytrzymałościowych ośrodka (modułu ścinania G i dynamicznej granicy plastyczności o) od temperatury i stopnia uszkodzenia materiału.
Modelowanie procesu oddzielania się wiórów od przedmiotu obrabianego przeprowadzono stosując kryterium zniszczenia obliczonych elementów przedmiotu obrabianego, stosując podejście zbliżone do symulacji niszczenia materiału typu erozyjnego. Jako kryterium pękania przyjęto wartość graniczną energii właściwej odkształceń ścinających Esh - kryterium separacji wiórów. Aktualną wartość tej energii oblicza się ze wzoru:
Wartość krytyczna energii właściwej odkształceń ścinających zależy od warunków oddziaływania i jest wyrażona w funkcji początkowej prędkości uderzenia:
Esh = popiół + bsh U0, (6)
gdzie popiół, bsh są stałymi materialnymi. Gdy Esh> Esch w komórce obliczeniowej, komórka ta jest uważana za zniszczoną i usuwana z dalszych obliczeń, a parametry sąsiednich komórek są korygowane z uwzględnieniem zasad zachowania. Korekta polega na usunięciu masy zniszczonego elementu z mas węzłów należących do tego elementu. Jeśli w tym samym czasie masa dowolnego obliczonego węzła staje się
wynosi zero, to ten węzeł jest uważany za zniszczony i jest również usuwany z dalszych obliczeń.
Wyniki obliczeń
Obliczenia przeprowadzono dla prędkości skrawania od 1 do 200 m/s. Wymiary części roboczej narzędzia: długość górnej krawędzi 1,25 mm, boczna 3,5 mm, przednia kąt 6°, tylna kąt 6°. Obrabiana blacha stalowa miała grubość 5 mm, długość 50 mm i głębokość cięcia 1 mm. Materiałem obrabianego przedmiotu jest stal St3, materiałem części roboczej narzędzia jest gęsta modyfikacja azotku boru. Zastosowano następujące wartości stałych materiału przedmiotu obrabianego: p0 = 7850 kg/m3, a = 4400 m/s, b = 1,55, G0 = 79 GPa, o0 = 1,01 GPa, V = 9,2-10 „6 m3/kg, V2 = 5,7-10-7 m3/kg, K = 0,54 m-s/kg, Pk = -1,5 GPa, popiół = 7-104 J/kg, bsh = 1,6 -10 m/s. Materiał części roboczej narzędzia charakteryzują stałe p0 = 3400 kg/m3, K1 = 410 GPa, K2 = K3 = 0, y0 = 0, G0 = 330 GPa, gdzie K1, K2, K3 są stałymi równania stanu w formie Mi - Gruneisen.
Wyniki obliczeń procesu formowania wiórów, gdy frez porusza się z prędkością 10 m / s pokazano na ryc. 1. Z obliczeń wynika, że procesowi skrawania towarzyszy silne odkształcenie plastyczne przedmiotu obrabianego w sąsiedztwie ostrza frezu, co w przypadku powstawania wiórów prowadzi do silnego zniekształcenia pierwotnego kształtu konstrukcji elementy znajdujące się wzdłuż linii cięcia. W niniejszej pracy zastosowano liniowe elementy trójkątne, które przy zastosowaniu w obliczeniach wymagają małego kroku czasowego, zapewniają stabilność obliczeń przy ich znacznym odkształceniu,
Ryż. 1. Kształt wiórów, przedmiotu obrabianego i części roboczej narzędzia skrawającego w momentach 1,9 ms (a) i 3,8 ms (b) gdy frez porusza się z prędkością 10 m/s
aż do spełnienia kryterium separacji wiórów. Przy prędkościach skrawania 10 m/s i niższych w próbce pojawiają się obszary, w których kryterium separacji wiórów nie działa w odpowiednim czasie (rys. 1, a), co wskazuje na konieczność zastosowania dodatkowego kryterium lub wymiany zużytego kryterium z nowym. Dodatkowo na konieczność dostosowania kryterium powstawania wióra wskazuje kształt powierzchni wióra.
Na ryc. 2 przedstawia pola temperatury (w K) i energii właściwej odkształceń ścinających (w kJ/kg) przy prędkości skrawania 25 m/s w momencie 1,4 ms po rozpoczęciu skrawania. Z obliczeń wynika, że pole temperatury jest prawie identyczne z polem energii właściwej odkształceń ścinających, co wskazuje, że
Ryż. 2. Pola i izolinie temperatury (a) i energii właściwej odkształceń ścinających (b) w momencie 1,4 ms, gdy frez porusza się z prędkością 25 m/s
reżim temperaturowy w cięciu z dużą prędkością zależy głównie od odkształcenia plastycznego materiału przedmiotu obrabianego. W tym przypadku maksymalne wartości temperatury w wiórach nie przekraczają 740 K, w obrabianym przedmiocie -640 K. W procesie skrawania znacznie więcej wysokie temperatury(rys. 2, a), co może prowadzić do degradacji jego właściwości wytrzymałościowych.
Wyniki obliczeń przedstawiono na rys. 3 pokazują, że gradientowe zmiany objętości właściwej mikrouszkodzeń przed frezem są znacznie większe niż zmiany energii odkształceń ścinających czy temperatury, dlatego w obliczeniach można wykorzystać graniczną wartość objętości właściwej mikrouszkodzeń (samodzielnie lub dodatkowo) jako kryterium oddzielania wiórów.
0,1201 0,1101 0,1001 0,0901 0,0801 0,0701 0,0601 0,0501 0,0401 0,0301 0,0201 0,0101
Ryż. 3. Pola objętości właściwej mikrouszkodzeń (w cm/g) w momencie 1,4 ms, gdy frez porusza się z prędkością 25 m/s
Wniosek
Procesy szybkiego cięcia ortogonalnego metali metodą elementów skończonych badane są numerycznie w ramach modelu elastoplastycznego ośrodka w zakresie prędkości skrawania 1 - 200 m/s.
Na podstawie obliczonych wyników stwierdzono, że charakter rozkładu linii poziomu energii właściwej odkształceń ścinających i temperatur przy ultrawysokich prędkościach skrawania jest taki sam jak przy prędkościach skrawania rzędu 1 m/s, a różnice jakościowe w trybie mogą powstawać w wyniku topienia materiału przedmiotu obrabianego, które występuje tylko w wąskiej warstwie stykającej się z narzędziem, a także w wyniku pogorszenia właściwości wytrzymałościowych materiału części roboczej narzędzia.
Ujawnia się parametr procesu - określona objętość mikrouszkodzeń, - którego wartość graniczna może być wykorzystana jako dodatkowe lub niezależne kryterium tworzenia wiórów.
LITERATURA
1. Petrushin S.I. Optymalna konstrukcja części roboczej narzędzi skrawających // Tomsk: Izd-vo Tom. Politechnika, 2008.195 s.
2. Sutter G., Ranc N. Pola temperatury w chipie podczas szybkiego cięcia prostopadłego - badanie eksperymentalne // Int. J. Obrabiarki i produkcja. 2007. Nie. 47. S. 1507-1517.
3. Miguelez H., Zaera R., Rusinek A., Moufki A. i Molinari A. Modelowanie numeryczne cięcia ortogonalnego: Wpływ warunków cięcia i kryterium separacji // J. Phys. 2006. V. IV. Nie. 134. S. 417 - 422.
4. Hortig C., Svendsen B. Symulacja powstawania wiórów podczas skrawania z dużą prędkością // J. Materials Processing Technology. 2007. Nie. 186. S. 66 - 76.
5. Campbell C.E., Bendersky L.A., Boettinger W.J., Ivester R. Charakterystyka mikrostrukturalna wiórów Al-7075-T651 i elementów obrabianych wytwarzanych metodą obróbki szybkościowej // Materials Science and Engineering A. 2006. No. 430. str. 15 - 26.
6. Zelepugin S.A., Konyaev A.A., Sidorov V.N. i wsp. Eksperymentalne i teoretyczne badanie zderzenia grupy cząstek z elementami ochrony pojazdów kosmicznych // Badania kosmiczne. 2008. T. 46. Nr 6. P. 559 - 570.
7. Zelepugin SA, Zelepugin A.S. Symulacja niszczenia przeszkód przy uderzeniu z dużą prędkością grupy ciał // Fizyka chemiczna. 2008.T. 27.Nr 3.S. 71 - 76.
8. Ivanova O.V., Zelepugin S.A. Stan odkształcenia złącza składników mieszanki podczas zagęszczania falą uderzeniową // Vestnik TSU. Matematyka i Mechanika. 2009. Nr 1 (5). s. 54 - 61.
9. Kanel G.I., Razorenov S.V., Utkin A.V., Fortov V.E. Badanie właściwości mechanicznych materiałów pod obciążeniem falą uderzeniową // Izvestiya RAN. MTT. 1999. Nr 5. S. 173 - 188.
10. Zelepugin SA, Shpakov SS Zniszczenie dwuwarstwowego stopu węglika boru z tytanem przy uderzeniu z dużą prędkością Izv. uniwersytety. Fizyka. 2008. Nr 8/2. s. 166 - 173.
11. Gorelsky V.A., Zelepugin S.A. Zastosowanie metody elementów skończonych do badania prostopadłego cięcia metali narzędziem STM z uwzględnieniem wpływu pękania i temperatury // Materiały supertwarde. 1995. Nr 5. S. 33 - 38.
SHIPACHEV Alexander Nikolaevich - doktorant Wydziału Fizyki i Technologii Tomskiego Uniwersytetu Państwowego. E-mail: alex18023@mail.ru
ZELEPUGIN Sergey Alekseevich - doktor fizyki i matematyki, profesor Katedry Mechaniki Stałej Wydziału Fizyki i Technologii Tomskiego Uniwersytetu Państwowego, starszy pracownik naukowy Zakładu Makrokinetyki Strukturalnej Tomskiego Centrum Naukowego SB RAS. E-mail: szel@dsm.tsc.ru, szel@yandex.ru
V 0 z. H / L 1 (szeroka płyta), gdzie n- grubość, L- długość przedmiotu obrabianego. Problem został rozwiązany na ruchomej adaptacyjnej siatce Lagrange'a-Eulera metodą elementów skończonych z podziałem i zastosowaniem schematów całkowania jawno-ukrytego dla równań...
W pracy zastosowano metodę elementów skończonych do symulacji niestacjonarnego procesu skrawania sprężysto-lepkoplastycznej płyty (przedmiotu obrabianego) za pomocą absolutnie sztywnego noża poruszającego się ze stałą prędkością. V 0 przy różnych nachyleniach krawędzi noża a (rys. 1). Modelowanie przeprowadzono na podstawie sprzężonego modelu termomechanicznego materiału sprężysto-lepko-koplastycznego. Podano porównanie adiabatycznego procesu skrawania i trybu z uwzględnieniem przewodności cieplnej materiału przedmiotu obrabianego. Przeprowadzono badanie parametryczne procesu skrawania przy zmianie geometrii przedmiotu obrabianego i narzędzia skrawającego, prędkości i głębokości skrawania oraz właściwości obrabianego materiału. Wielkość grubości przedmiotu obrabianego była zróżnicowana w kierunku osi z. Stan naprężenia zmienił się od stanu naprężenia płaskiego R = H / L 1 (szeroka płyta), gdzie n- grubość, L- długość przedmiotu obrabianego. Problem został rozwiązany na ruchomej adaptacyjnej siatce Lagrange'a-Eulera metodą elementów skończonych z podziałem i zastosowaniem schematów całkowania jawno-ukrytego dla równań. Wykazano, że symulacja numeryczna problemu w ujęciu trójwymiarowym umożliwia badanie procesów skrawania z powstawaniem ciągłych wiórów, jak również z niszczeniem wiórów na oddzielne kawałki. Mechanizm tego zjawiska w przypadku cięcia ortogonalnego (a = 0) można wyjaśnić zmiękczaniem termicznym z powstawaniem adiabatycznych pasm ścinania bez angażowania modeli uszkodzeń. Przy cięciu ostrzejszym nożem (kąt a jest duży) konieczne jest zastosowanie połączonego modelu zmiękczania termicznego i strukturalnego. Dla różnych parametrów geometrycznych i fizycznych problemu uzyskuje się zależności siły działającej na frez. Pokazano, że możliwe są reżimy quasi-monotoniczne i oscylacyjne oraz podano ich fizyczne wyjaśnienie.
-
 Czy muszę co roku zatwierdzać kontyngent do badania lekarskiego?
Czy muszę co roku zatwierdzać kontyngent do badania lekarskiego?
-
 Jak zwolnić pracowników biurowych, którzy pracują tylko przy komputerze osobistym i ze sprzętem biurowym, z instruktażu w miejscu pracy (podstawowego i dodatkowego)?
Jak zwolnić pracowników biurowych, którzy pracują tylko przy komputerze osobistym i ze sprzętem biurowym, z instruktażu w miejscu pracy (podstawowego i dodatkowego)?
-
 W sprawie organizacji szkoleń i weryfikacji znajomości wymagań ochrony pracy personelu organizacji
W sprawie organizacji szkoleń i weryfikacji znajomości wymagań ochrony pracy personelu organizacji
-
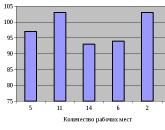 Cechy definicji podobnych prac w specjalnej cenie
Cechy definicji podobnych prac w specjalnej cenie
Popularny
- Wykazy imienne osób podlegających badaniom lekarskim
- Jak wygląda poprawny protokół sprawdzania znajomości wymogów ochrony pracy?
- Ze zmianami i dodatkami od
- Po zatwierdzeniu procedury tworzenia i pracy komisji w celu sprawdzenia znajomości wymagań ochrony pracy organizacji szkoleniowych
- Instrukcje ochrony pracy dla personelu administracyjnego i specjalistów (pracowników biurowych) Nazwa instrukcji ochrony pracy dla pracowników
- Radziecka encyklopedia historyczna
- „Gazeta rzymska”: historia kraju, historia pisma
- Zastrzyki Michaiła Sesja telepatii publicznej
- Kup niedrogo segmentowe bramy garażowe na raty
- Firmy zajmujące się produkcją i rafinacją ropy naftowej