Foydali internet resurslari. Sanoatni rivojlantirishda davlat ishtiroki
Mato har doim o'z qo'llanilishini yo'qotmaydigan engil sanoat mahsuloti bo'lib qoladi. Mato to'quv fabrikasida ishlab chiqariladi. Uning tashkiloti ishlab chiqarish uskunasining butun liniyasini o'rnatish uchun etarli bo'lgan binolarni sotib olish yoki ijaraga olishni talab qiladi.
Mato ishlab chiqarish asoslari
Mato ipdan qilingan, u o'z navbatida toladan qilingan. Olingan matoning sifati tolalarning xususiyatlariga juda bog'liq.
Elyaflar tabiiy xom ashyolardan kelib chiqqan yoki kimyoviy sintez natijasida olingan tabiiy va kimyoviy bo'linadi, masalan, polimer tolalari.
Butun texnologiya shartli ravishda uch bosqichga bo'linadi:
- Yigiruv;
- To'quv;
- Tugatish.
Yigiruv
Toʻqimachilik ishlab chiqarishining asosini yigiruv tashkil etadi. Bu jarayon natijasida uzun ip – kalta tolalardan to‘qilgan ip hosil bo‘ladi. Ushbu ishlab chiqarish jarayoni yigiruv mashinasida amalga oshiriladi.
Zavod tomonidan ishlab chiqarilgan tolalar odatda kichik toylarga siqiladi. Keyin ular bo'shatiladi va tegishli mashinalarda chayqatiladi, shu bilan birga qoldiqlardan tozalanadi. Chizma mashinasi o'ralgan iplardan tuval ishlab chiqaradi.
Keyin hosil bo'lgan tarmoq nozik metall ignalar bilan qoplangan tirnalgan sirtlardan o'tkaziladi. Chiqishda, tarashdan so'ng, lenta olinadi, uni chizma ramkasida tekislash kerak, so'ngra aylanuvchi va burama mashinasida biroz burish kerak. Ushbu operatsiyalardan so'ng roving olinadi.

Yigiruv mashinasida roving tekislanadi va tortib olinadi, so'ngra bobinlarga o'raladi. Mato ishlab chiqarish uchun yigirish mashinasi yigiruvchilar tomonidan boshqariladi. Ularning vazifalariga ip va aylanma uzilishlarni ta'mirlash, bobinlarni almashtirish va jihozlarga texnik xizmat ko'rsatish kiradi.
Ipdan qilingan:
- trikotaj;
- tikuv iplari;
- to'quv bo'lmagan va to'quv materiallari.
Sintetik ip
Sintetik mato ishlab chiqarish uchun yanada murakkab texnologiya tizimi. Suyuq va yopishqoq yigiruv massasi dastlabki komponentlardan olinadi. U sintetik tolalarni qayta ishlash uchun maxsus ishlab chiqilgan yigiruv mashinasiga kiradi.
Elyaflar maxsus spinnerlar yordamida hosil qilinadi - bu metalldan yasalgan kichik qopqoq, uning ichida juda ko'p kichik teshiklar mavjud. Nasoslar yordamida massa qolipga kiradi va kichik teshiklardan oqib chiqadi. Oqayotgan oqimlar qattiqlashuv uchun maxsus eritmalar bilan ishlov beriladi.
Sintetik tolaning yaratilishi bir vaqtning o'zida bu tolaning yigiruvidir. Matoning nima uchun mo'ljallanganligiga va qanday sifat talab qilinishiga qarab, biriga o'ralgan iplar soni hisoblanadi. Tugatgandan so'ng, iplar bobinlarga o'raladi va to'quvga yuboriladi.

To'quv
Ipdan mato ishlab chiqarishning bevosita jarayoni to'quv deb ataladi. Ushbu bosqichda ishlab chiqarish uchun asbob-uskunalar elliktagacha avtomatik dastgohlarga xizmat ko'rsatishi mumkin bo'lgan to'quvchilar tomonidan xizmat ko'rsatadi.
Mexanik turdagi dastgohda to'quvchi bo'sh g'altaklarni almashtiradi, ipning uzilishini yo'q qiladi. Xodim matoning sifatiga qo'yiladigan talablarni, nuqsonli matoning parametrlarini va nikohning sabablarini, nikohni oldini olish va bartaraf etish choralarini bilishi kerak. To'quvchi dastgohni ishga tushirgandan so'ng, u ipni to'qilgan matoga birlashtira boshlaydi, bu esa mahsulotdir.
Iplar va to'quvlar
Turli yo'llar bilan bir-biriga bog'langan ko'ndalang va lobar iplar mavjud. Birgalikda iplar tuvallar bo'ylab yo'naltiriladi, chunki ular ingichka va kuchliroqdir. Transvers iplar qalinroq, qisqaroq, cho'zilishga moyil.

To'qimachilik dastgohida olingan mato kulrang deb ataladi. Turli rangdagi tolalardan to'qilgan iplar melanj deb ataladi. Melanj iplaridan tayyorlangan mato xuddi shunday deb ataladi. Ammo to'qilgan mato ishlab chiqarish uchun turli xil rangdagi iplar ishlatilsa, mato ko'p rangli deb ataladi.
Kelajakdagi matoning xususiyatlari to'quv turiga bog'liq:
- Katta naqshli to'quv - jakkard;
- Murakkab to'quv - qoziq, pike, ochiq ish, pastadir, er-xotin;
- Oddiy to'quv - dimi, atlas, tekis, atlas, krep va diagonal.
Yupqa naqshli to‘quvlar bir shattli avtomatik to‘quv dastgohida tayyorlanadi. Ko'p rangli va murakkab to'quvlar - ko'p shattle avtomatik to'quv mashinasida, katta naqshli - jakkard dastgohlarida.
Mato qanday tayyorlanadi
Matoni pardozlash
Tugatish - ishlab chiqarishning oxirgi bosqichi. U matoning sifati va xususiyatlarini yaxshilaydi, uni beradi sotiladigan holat va quvvat, tugatish qanday jarayonlarni nazarda tutayotganiga qarab.
Tugatish amalga oshirilishi mumkin:
- uxlash;
- oqartirish;
- merserizatsiya;
- kuylash;
- qaynash.
Qo'shiq aytayotganda, chiqadigan tolalar qattiq tuval yuzasidan chiqariladi. Desizing matoni ho'llashni o'z ichiga oladi kiyinishni olib tashlash - to'quv paytida qo'llaniladigan emdirish.
Qaynatish tuvaldagi har qanday iflosliklarni olib tashlaydi va merserizatsiya yuvish orqali porlash, kuch va gigroskopiklikni qo'shadi. Oqartirilganda tuval rangsizlanadi, qoziq qo'yilganda unga yumshoqlik beriladi.

Yakuniy tugatish
Yakuniy tugatish quyidagi jarayonlarni o'z ichiga oladi:
- kalendrlash;
- kengaytirish;
- kiyinish.
Kalendrlash tuvalni tekislash, kengaytirish - uni standart kenglikka tekislash, kiyinish - zichlik uchun kraxmal, oqartirish uchun oqlik yoki porlash uchun mum yoki moyni qo'llashni o'z ichiga oladi.
Uskunalar
Mato ishlab chiqarish juda boy ishlab chiqarish liniyasini talab qiladi. Ishlab chiqarish uskunalarining asosiy turlarini ko'rib chiqing, ularsiz to'quv mahsulotlarini ishlab chiqarishni yo'lga qo'yib bo'lmaydi.
To'quv dastgohi
To'qilgan mato ishlab chiqarish uchun mo'ljallangan, u mokisiz va moki, yumaloq va tekis, keng va tor bo'lishi mumkin. To'quv dastgohlari qanday mato ishlab chiqarish kerakligiga qarab tanlanadi: zig'ir, ipak, paxta yoki jun.

Dekorativ va naqshli matolar, gilamlar va boshqa gilam mahsulotlari ishlab chiqaradigan dastgoh bilan ishlash uchun maxsus jihozlar.

o'lchov mashinasi
Matolarni kiyinish deb ataladigan yopishqoq eritma bilan singdiradi. Bu aşınmaya bardoshli va maxsus matolarni ishlab chiqarish uchun zarur, masalan, ish kiyimlari uchun.

prokat mashinasi
Olingan matoni avtomatik ravishda aylanadigan rulon yordamida rulon yoki rulonga aylantirish uchun ishlatiladi. To'g'ri parvarish qilingan o'rash mashinasi, ayniqsa, ishlab chiqarish miqyosida to'quvchi tomonidan matoni qo'lda o'rashdan ko'ra samaraliroq ishlaydi.

Bo'yoq liniyasi va bosma mashinalar
Tabiiy yoki sintetik bo'yoqlar bilan matolarni bo'yash imkonini beradi. Bosib chiqarish mashinasi bo'yoq bilan rangli nashrlarni qo'llaydi yoki tayyor bo'yalgan matoda ekran dizaynini eritadi.
![]()
Kir yuvish va o'lchash mashinalari
Kir yuvish mashinasi to‘qilgan matolarni bosma yoki bo‘yashdan keyin yuvib quritadi, o‘lchash moslamalari esa tayyor to‘qilgan mahsulot sifatini, uning uzunligi, eni, zichligini tekshirish uchun ishlatiladi.

Chiqib ketish va tozalash va silkitish mashinalari
Qisqa tolalarni olish uchun zig'ir tolasini qayta ishlashda ishlatiladi. Chayqash mashinalari kalta tolani bo'shatadi va unga sotiladigan ko'rinish beradi.

Taroqlash va yigiruv mashinalari
Taroqlash mashinasi zig'ir tolasini qayta ishlaydi va undan lentalar yasaydi, yigiruv mashinasi esa kerakli mustahkamlikdagi ip olish imkonini beradi. Yigiruv mashinasi shpindel yoki shpindelsiz bo'lishi mumkin, birinchisi, o'z navbatida, to'quv va asosiyga bo'linadi.
Bu faqat uskunaning asosiy liniyasi, sizga ham kerak bo'lishi mumkin:
- zig'ir paxta liniyalari;
- chizish mashinalari;
- siqish va quritish mashinalari;
- jun yuvish va paxtani qayta ishlash qurilmalari.
Bu korxonaning yo'nalishiga bog'liq.
Video: paxta, zig'ir, kanop - tabiiy matolarni ishlab chiqarish xususiyatlari
To'qimachilik- Bu to'quv dastgohida o'zaro perpendikulyar iplarni bir-biriga bog'lash orqali hosil qilingan to'qimachilik mahsulotidir. Mato bo'ylab o'tadigan iplar deyiladi poydevor, bo'ylab o'tadigan iplar — o'rdak. To'quv uchun ipni tayyorlash quyidagi operatsiyalarni o'z ichiga oladi: ipni qayta o‘rash, o‘rash, o‘lchamini aniqlash, lamellar, millar va qamishlarga kesish.
Ipni qayta o'rash iplar uzunligini oshirish va nuqsonlarni tezlashtirish uchun o'rash mashinalarida shpal yoki boshoqlardan bobingacha tayyorlanadi.
burish- iplarning taxminiy sonini, bir xil uzunlikdagi ipni (300 dan 640 gacha), egri rolikdagi bir xil kuchlanish bilan o'rash.
Hajmi — deb ataladigan maxsus yopishtiruvchi birikmalar bilan iplarning egriligini o'lchash kiyinish(un, kraxmal, glitserin). Hajmi silliqlik, mustahkamlik, ishqalanish qarshiligini beradi va to'quv paytida ipning sinishi oldini oladi.
o'tish shifobaxsh, qamish va lamelning ko'ziga ma'lum bir tartibda ipni ip bilan bog'lash deyiladi.
Lamella yassi, metall plastinka bo'lib, u o'ralgan iplar uzilib qolganda mashinani avtomatik ravishda to'xtatishga xizmat qiladi.
Sog'lom milya ikkita yog'och taxtadan iborat bo'lib, kengligi taxtaning stanogining kengligiga teng bo'lib, bir qator metall iplar "do'zaxlar" bilan bog'langan. Uning teshigida asosiy ip o'ralgan. Millar soni matoning to'quv turiga bog'liq.
Barcha iplar metall yopiq taroqning tishlari orasiga o'ralgan - qush. Birdo keng to'qimalarni va uning zichligini shakllantirishga xizmat qiladi.
o'rdak tayyorlash- bu iplar yoki iplarni boshoqlar / shpallar va bobinlardan to'quv g'altaklariga qayta o'rash.
Egri va to'quv iplarini bir-biriga bog'lash to'quv dastgohida amalga oshiriladi. Bir milning ko'zlariga o'ralgan halqa iplarining bir qismi (juft) ko'tariladi va boshqa milga o'ralgan boshqa iplar (toq) tushadi. Shiypon hosil bo'ladi va iplar orasiga tezda to'quv ipli moki tashlanadi, u darhol ishlab chiqarilayotgan matoning chetiga qamish bilan mixlanadi. Shundan so'ng, kaltaklar to'quv ipi bilan mokining shiyponiga keyingi otish uchun o'rnini o'zgartiradi. Shuttle har 0,3 soniyada o'tadi. 1 daqiqa davomida 220 ta to'quv iplari yotqiziladi. Kengroq matolarni qayta ishlashda mashina 100-120 zarba beradi.
Mashina turlari
Ko'p qatnovli dastgohlar turli tolali tarkibdagi to'qimali matolar ishlab chiqarish uchun ishlatiladi. Iplar bir xil burilishlar va yo'nalishlar, turli xil ranglar va 1,5-2 qatlamli emas.
To'quv iplari kichik chiziqqa yotqizilgan eng keng tarqalgan mokisiz dastgohlar mikroshatle. Bunday mashinaning unumdorligi 2 baravar yuqori.
Bundan ham samaraliroq yaratilgan dumaloq dastgoh, unda ip bir tomchi suv yoki bug 'bilan yotqiziladi. Unda murakkabroq to'quv matolari ishlab chiqariladi arava va jakkard mashinalar.
To'qimachilik dastgohidan chiqarilgan mato qo'pol deb ataladi, u bo'yash va pardozlash sexiga yoki pardozlash zavodiga yuboriladi.
To'quv nuqsonlari
To‘quv nuqsonlari ip sifatining pastligi, mashinaning tartibsizligi va xodimlarga ehtiyotsizlik bilan xizmat ko‘rsatish natijasida yuzaga keladi. Asosan, barcha turdagi matolar uchun nuqsonlar bir xil.
Blizny- bir yoki ikkita o'ralgan iplar tomonidan hosil qilingan lobar bo'shliqlar.
oraliqlar- bir yoki bir nechta ortiqcha oro bermay iplarning yo'qligi.
Pastki kesmalar- qamishning bo'sh mixlanishi tufayli matodagi ko'ndalang chiziqlar.
niklar- mato joyida, ip bilan ortiqcha qalinlashgan mato joylari.
Yig'ilish- ilmoqlar shaklida g'altakdan tushish natijasida yuzaga keladi.
Podpletiny- bir vaqtning o'zida bir nechta o'ralgan iplarning sinishi, buning natijasida mato doka yoki katta hujayrali to'rga o'xshaydi.
juftliklar- teng ravishda to'qilgan, ikki marta o'ralgan iplar.
yog 'qoralari- to'quv va yigiruv mashinalarining mo'l-ko'l moylanishi bilan yoki iflos qo'llar bilan ishlaganda hosil bo'ladi.
Bu nuqsonlar matolarning estetik xususiyatlarini, shuningdek, fizik-mexanik xususiyatlarini (yopiq, oraliq, pastki simlar) yomonlashtiradi.
To'quv T. ishlab chiqarish ipni (qarang) qattiq (tugallanmagan) matoga aylantirish uchun tayinlangan operatsiyalar majmuasini o'z ichiga oladi, zarur ko'rinishga keyingi pardozlash jarayonlarida allaqachon erishiladi (tegishli maqolaga qarang). To'qimachilik ishlab chiqarishning markaziy jarayoni to'quv dastgohida to'qishdir. Ipni uning ustiga to'quv ishlab chiqarish uchun qulay shaklga keltirish uchun bu talab qilinadi butun chiziq Tayyorgarlik operatsiyalari: yechish, burish, o'lchov, zondlash - o'rash uchun, ochish va bug'lash - to'quv uchun. Nihoyat, allaqachon to'qilgan mato to'quv fabrikasidan chiqishdan oldin ba'zi oddiy operatsiyalarga duchor bo'ladi: qabul qilish, ya'ni tekshirish, o'lchash va yotqizish. Mexanik to'quv jadal o'sib borayotganiga qaramay, qurilmaning soddaligi va arzonligi afzalliklariga ega bo'lgan qo'lda ishlab chiqarish nafaqat dehqon, hunarmandchilik sanoatida, balki zavod ishlab chiqarishida, ayniqsa qimmatbaho materialdan murakkab naqshli matolar, bu erda birinchi reja ishlab chiqarishning mukammalligi hisoblanadi. Bu ishlab chiqarishda ham, boshqa ishlab chiqarishda ham qo'llaniladigan jarayonlar va mexanizmlar printsipial jihatdan bir xil bo'lib, asosiy organlarni joylashtirishda faqat tafsilotlarda farqlanadi - bu organlarni harakatga keltirish usuliga bog'liq. Tayyorgarlik operatsiyalarining butun rejasi dastgoh qurilmasi va unda ishlash usuli bilan belgilanadi. Anjir. 1 (jadval. I) - asosiy qismlari bilan mashinaning sxematik bo'ylama qismi. O'ralgan iplar (qarang), milga o'ralgan ( navoiy) a, mashinaning podshipniklariga joylashtirilgan, undan buralib, gorizontal tarmoq shaklida o'ting. Iplarning har biri alohida-alohida halqa orqali (tortib olinadi) galyu, yoki ko'rish teshigi) deb nomlangan ramkaning lamellariga bog'langan mil, ma'lum bir ketma-ketlikda ko'tarilishi yoki tushishi mumkin. Ba'zi (kamida bitta) vallarni ko'tarishda va qolgan qismini va ipni tushirishda - o'qlar bilan ko'rsatilgandek, ba'zilari ko'tariladi, boshqalari tushadi. b, b, shuning uchun ular o'rtasida dihedral burchak hosil bo'ladi, deyiladi farenks. Farenksning bo'shlig'iga tashlangan uchun transport, g'altakni ortiqcha oro bermay ip bilan o'rab, g'altakdan yechib, tomoq ichida qoladi, birining tepasida va boshqa o'ralgan iplar ostida joylashgan. Keyin shinalar asl holatiga keladi va o'ralgan iplar bir tekislikda birlashtiriladi va harakatlanuvchi taroq ( qush) G, tebranish ramkasiga o'ralgan ( battan), tashlangan to'quvni ilgari qo'yilgan to'quv iplariga mixlaydi. Shakllangan to'qimalar, ko'krak atrofida egilish d, asta-sekin milga o'ralgan e (matn terish yoki tovar nur). Ishning to'g'ri davom etishi uchun o'ralgan iplarga ma'lum bir doimiy kuchlanish biriktiriladi. Bundan umumiy koʻrinish koʻrinib turibdiki, T.ga qoʻyish uchun taglik dastgohni nurga, oʻrdaklarni esa mokiga qulay joylashtirish mumkin boʻlgan shunday shakldagi gʻaltakga oʻrash kerak. Bundan tashqari, asosiy iplar ta'sir qiladigan naylarning ko'zlari va qamish tishlariga ta'sir qilish, kuchli kuchlanish va ishqalanish tufayli to'quv paytida ularga alohida kuch va silliqlik berilishi kerak, to'quv iplari esa mahrum bo'lishi kerak. ilmoqlarni burish va shakllantirish, ularning tolalarining elastikligini kamaytirish istagi. Bu barcha maqsadlarga erishish vazifadir tayyorgarlik operatsiyalari: Poydevor tayyorlash(qarang Egilish, burish,) T. dastgohiga oʻrnatilgan umumiy oʻq (navoiy)ga kerakli uzunlikdagi maʼlum miqdordagi iplarni ketma-ket oʻrashdan iborat; amaliy nuqtai nazardan maqsadlar - to'xtash uchun kamroq vaqt yo'qotish, o'ralgan nurning uzunligi va diametrida bir xillikka erishish, bo'shliqlarni yo'q qilish va boshqalar - o'rash bosqichma-bosqich amalga oshiriladi. Birinchidan, ipni (qo'lda yoki mexanik) skeyplardan yoki boshoqlardan orqaga o'rang burish g'altaklari katta hajmli (echish), bu allaqachon rulonlardan ma'lum miqdordagi iplarning uchlari umumiy katta lasanga (navoiy) ulanadi. V qo'lda ishlab chiqarish bu operatsiya asta-sekin amalga oshiriladi, bir vaqtning o'zida 20-40 dan ortiq bo'lmagan iplarni bog'laydi va ularni katta turgan g'altakga o'raladi ( Ram v. I, rasm. 2). Mexanik to'quvda iplarning ko'proq soni darhol egri chiziqqa o'raladi (matodagi iplarning umumiy sonining 1/5 dan 1/8 gacha, matoning kengligini uning egri zichligiga ko'paytirish orqali aniqlanadi). Tegishli miqdordagi burma nurlari keyin bitta umumiy ustiga o'raladi to'quv nur. Shu bilan birga, mexanik to'quvda iplarning mustahkamligini oshirish maqsadida ipakdan tashqari barcha materiallardan iplar ustida o'lcham yoki o'lchov o'tkaziladi. O'lchamlarni belgilash harakati alohida tolalar bir-biriga yopishtirilgan bo'lib, ular orasidagi tabiiy burilish (qarang Ip ) yopishqoqligini oshiradi. Bundan tashqari, tolalarning uchlari ipga yopishadi, bu undan mil ko'zlari va qamish tishlari orqali o'tganda uning ishqalanishini kamaytiradigan silliqlikni oladi. O'lchamlarni o'lchash mashinasi kiyinish quyilgan idish bilan jihozlangan (paxta va zig'ir uchun - cho'chqa yog'i, glitserin va boshqa moddalar bilan aralashtirilgan kartoshka kraxmal, jun uchun - teriga yopishtiruvchi); o'ralgan nurlardan o'ralgan iplar tankga botiriladi, so'ngra silindrlar orasiga kuchli siqiladi, quritiladi, bug' bilan isitiladigan barabanlardan yoki issiq quvurlar orasidan o'tadi va nihoyat, to'quv nuriga o'raladi. Qo'lda to'qishda o'lchamlarni o'lchash yoki maxsus idishda amalga oshiriladi, bu erda qo'chqordan olib tashlangandan so'ng, o'ramga o'ralgan o'ramlar partiyalari qo'lda tushiriladi, so'ngra ular halqa orqali yoki to'g'ridan-to'g'ri T.ga tortib siqib chiqariladi. to'quv dastgohi, asta-sekin, halqa ishlayotgandek. Oxirgi usulning asosiy kamchiliklari shundaki, u to'quvchining ishini kiyim quriguncha kechiktiradi, bu tezlashtirish uchun ba'zan to'quv dastgohi ostiga ko'mir solingan mangal qo'yiladi, bu ham yong'in, ham sanitariya nuqtai nazaridan xavflidir. Ko'pincha endi yigirish fabrikalarida deformatsiya va o'lchamlar mexanik ravishda amalga oshiriladi va qo'lda to'quvchi tayyor bo'lakni oladi. Kesilgan taglik ajralish qismiga kiradi, uning iplari millarning ko'zlariga va qamishga o'raladi. Bu ish har doim qo'lda ikkita ishchi, odatda ayollar tomonidan amalga oshiriladi. Tekshiruv uchun taglikli nur maxsus tayanchlarga osilgan yoki mustahkamlangan, shunda iplarning uchlari undan pastga tushadi. Millar dastgohda egallagan holatda nur ostida osilgan va qamish gorizontal holatda joylashgan. Ikkala tomonda ikkita ayol ishchi bor (m. I, 3-rasm). Asosiysi (ajraladigan ayol) milning oldida o'tiradi va ayirma kancasi bilan qurollangan bo'lib, u ma'lum bir tartibda u yoki bu milning ko'zidan o'tkazadi. Bu vaqtda uning orqasida o'tirgan yordamchisi (server) har bir ipni navbatma-navbat oladi va uni ilgakka qo'yadi, so'ngra ayriliq ayol olingan ip bilan orqaga tortadi. Shu bilan birga, xayrlashuvchi ayol qamishning tishlari orasidagi har bir bo'shliqqa bir nechta iplarni bog'laydi ("har bir tish uchun ikkita, uchta"). Teshilgan halqa allaqachon T. dastgohiga koʻchiriladi, bu yerda kaltaklar oʻz joylariga osiladi, qamish battanada mustahkamlanadi, oʻrash iplarining uchlari terish valiga bogʻlanadi. o'rdak tayyorlash ancha oson asoslar. Ko'pincha yigiruv mashinasidan ortiqcha oro bermay ip kob shaklida o'raladi (tegishli maqolaga qarang) yoki g'altakning ichiga o'rnatishga tayyor. Ammo ba'zida to'quv iplarini, masalan, bo'yashdan olingan shpallarda yoki moki o'lchamiga mos kelmaydigan g'altaklarda olingan bo'lsa, uni g'altaklarga o'rash kerak bo'ladi. O'rdakning kıvrılma tendentsiyasini yo'q qilish uchun u namlikka duchor bo'ladi: bug 'kameralarida bug'lanadi, suvga namlanadi, sug'orish idishidan quyiladi yoki ho'l tuvallar orasiga g'altaklar qo'yiladi. Har biri haqida yuqorida aytib o'tilgan dastgoh 1) T. navoiyni qoʻyish moslamasi, 2) tayyor gazlamani oʻrash uchun turtkich oʻqi, 3) shiyponni shakllantirish apparati, 4) toʻqmoq otish uchun moki va 5) mixlash uchun batan boʻlishi kerak. bu. Ushbu qismlarning qo'lda va mexanik to'quv dastgohlarida tuzilishidagi farq, asosan, qo'lda to'quvchining qo'llari yoki oyoqlari tomonidan bu qismlar nisbatan kichik tezlikda harakatga keltiriladi, mexanik to'quv dastgohida esa ular bir joydan harakatlanadi. uning harakatini qabul qiluvchi to'quv dastgohining asosiy vali.zavod haydovchisidan va bundan tashqari, sezilarli tezlik bilan. Keling, birinchi navbatda qo'lda ishlaydigan dastgohning oddiy qurilmasini ko'rib chiqaylik. Qurilma qo'llanma T. mashinasi t I rasmda koʻrsatilgan. 4. Mashinaning abutmenti yoki to'shagi tokchalardan iborat a, uzunlamasına chiziqlar b va ustunlar Bilan mashinaning barcha boshqa qismlari biriktirilgan. Baza va hosil bo'lgan to'qimalarni qo'llab-quvvatlash va ularni asta-sekin uzunlamasına siljitish uchun, navoiy: to'quv d- tayanch va turdagi tovar yoki tovar uchun; g- mato uchun. Ikkalasi ham o'z tayanchlariga joylashtirilgan. Ta'riflangan mashinada shakllangan matoni bosqichma-bosqich oshirish uchun eng oddiy qurilma ishlatilgan: tutqich. k mandal bilan l o'rnatilgan mil ustida. To'quvchi vaqti-vaqti bilan krankni aylantiradi va matoni milga aylantiradi. g, va butun poydevorning kuchlanishi bundan ortib borayotganligi sababli, u shnur bilan harakat qiladi m it ustida i, bir lahzada mandalni bo'shatadi i, bu sizga imkon beradi d bir oz aylantiring va taglikning bir oz uzunligini pasaytiring. Bir tekislik va tekislik uchun bir xil burilish tarangligi muhim ahamiyatga ega xushbichim matolar. Ayni paytda, matoni harakatlantirishning tavsiflangan usuli bilan, sakrashlarda burilishning kuchlanishi o'zgaradi. Ushbu kamchilikni bartaraf etish uchun regulyator stacking uchun va tormoz to'quv uchun (I jild, 5-rasm). Tur regulyatori bir necha juft viteslardan iborat bo'lib, ulardan l turini o'rnatish shaftiga o'rnatilgan, a h ratchet bilan bir xil o'qda o'tiradi g 2 bu panjani aylantiradi g 1 rokerga o'tirdi f dantel bilan bog'langan e mashina battan bilan (pastga qarang). Binobarin, battananing har bir tebranishi bilan, ya'ni har bir to'quv ipining kiritilishi bilan bog'lovchi mil kichik doimiy burchak ostida aylanadi, shuning uchun matoning o'zi teng ravishda oziqlanadi. Egrilikning bir xil tarangligiga T. nurini tormozlash orqali erishiladi d lenta b va yuk d 0 , qaysi dastagida harakatlantiriladi Bilan kuchlanish istalgancha sozlanishi mumkin. Mil e, asos bilan o'ralgan, deyiladi tosh, va dumaloq bar f 0 , uning bo'ylab mato ketadi, - ko'krak. Eritma iplarini ko'tarish, yoki tomoq shakllanishi, tomonidan ishlab chiqarilgan mil dan iborat apparat yengillik va ularni ko'tarish uchun qurilmadan. Remise ikkitadan iborat lamellar, yoki qanot, a 1 va a 2 (I-bet, 6-rasm), ular orasida iplar cho'zilgan ( nitchenki, yoki yuzlar), ko'zlarga biriktirilgan - sim, filament yoki shisha cho'zinchoq halqalar, ular ichiga çözgü iplari o'raladi. Pastki yonboshlar dantellar bilan bog'langan oyoq taxtalari p 1 va R 2 ta yuqori tasma v 1 va v 2 rolik bilan u(I jild, 7-rasm). Toʻquvchi zinapoyadan biriga oyogʻi bilan qadam qoʻyganda, unga bogʻlangan mil yiqilib, unga oʻralgan halqa iplarini tushiradi, boshqa mil esa koʻtarilib, mos keladigan iplarni koʻtaradi. Shunday qilib, butun taglik ikki qismga bo'linadi, bo'shliq (og'iz) bilan ajratiladi, bu orqali uni tashlash mumkin transport vositasi o'rdak bilan. Millar soni, ulardagi asosiy iplarni tishlash (burg'ulash) tartibi va ularni ko'tarish va tushirish tartibi matoning to'quviga bog'liq, ular haqida - pastga qarang. Bu erda oddiy to'quv ishlab chiqarish uchun moslashtirilgan eng oddiy milya tartibi ko'rsatilgan. To'qimachilikdan o'tgandan so'ng, miller yana oldingi holatiga qaytadi, bunda barcha iplar bir tekislikda tekislanadi (8-rasm). Ta'riflangan tarzda, ya'ni ba'zi iplar ko'tarilib, boshqalari tushganda hosil bo'lgan farenks deyiladi. to'liq. Agar ba'zi iplar ko'tarilsa, boshqalari gorizontal tekislikda qolsa, u holda shiypon chaqiriladi yuqori, va orqaga, pastroq farenks ba'zi iplarni pastga tushirish orqali hosil bo'ladi, qolganlari esa harakatsizdir. To'qimachilik iplarini o'rash uchun ishlatiladigan moki uchlari uchlari uchli cho'zinchoq to'rtburchaklar yog'och quti shakliga ega. Uning ichida cho'zinchoq bo'shliq mavjud bo'lib, uning ichida maxsus shpindelga g'altak yoki to'quv iplari joylashtiriladi. Ipning uchi, hidoyat kancasi (9-rasm) atrofida egilib, moki devoridagi teshikdan chiqadi. Shuttle, tomoqdagi harakati paytida, yo'naltiriladi shilimshiq ning bir qismi bo'lgan battan. Ikkinchisida quyidagi qurilma mavjud. Mashinaning yuqori qismida b(4 va 10-rasmlar) bar yotqizilgan q shunday qilib, u ularning ustiga suzishi mumkin. Ikki pichoqlar, unga battanning pastki nuri quyida biriktirilgan t. Bundan tashqari, battanning pichoqlariga yana bir bar qo'yiladi s, chaqirildi cho'qqi, har qanday balandlikda o'rnatilishi mumkin. Ustki qism pastdan yiv bilan ta'minlanadi, bu pastki barning ustki tekisligida bir xil yivga to'g'ri keladi. Ushbu slotlarga kiritilgan qush, tekis simli tishlardan hosil bo'lgan yopiq taroqning jinsini ifodalaydi, har ikki uchida dumaloq kesmaning ikkita taxtasiga biriktiriladi. Qamishning tishlari orasiga halqa iplari tortiladi. Farenks shakllanishi bilan bir vaqtda, to'quvchi qo'li bilan battanni o'zidan olib tashlaydi va uni rasmda ko'rsatilgan joyga qo'yadi. 7; shu bilan birga, shiyponning pastki iplari pastki barning yuqori yuzasida yotadi t battan. Bu sirt qat'iy muntazam tekislik bo'lib, odatda qamish tomon bir oz moyil; deyiladi shilimshiq. Shunday qilib, o'zining parvozidagi moki, halqumning shakllanishi paytida tushirilgan va slip tomonidan qo'llab-quvvatlanadigan halqa iplari bo'ylab siljiydi. Shuttle kamroq ishqalanishni boshdan kechirishi uchun u ko'pincha roliklar bilan ta'minlanadi (9-rasm). Shtlni ulash usuliga kelsak, eng oddiy mashinalarda, ularning dumbasi shaklda ko'rsatilgan. 10, bu to'g'ridan-to'g'ri ishchining qo'li bilan, o'ng va chap navbat bilan amalga oshiriladi. Ammo bu usulning amaliy emasligi tufayli u ko'proq qo'llaniladi samolyot moki, buning uchun battan bir oz boshqacha qurilmaga ega (I-bet, 12-rasm). Uning pastki paneli t ikki tomonga cho'zilgan va uchlarida mokini joylashtirish uchun qutilar bilan jihozlangan. Quti ikkita devordan iborat (11-rasm), ichki oluklar bilan jihozlangan f 1 harakat qiladi poyga, jarayonga ega bo'lgan taxtadan iborat T, mokiga tegib turgan tomondan teri bilan yopishtirilgan (uning oxiri 11-rasmda nuqta chiziq bilan ko'rsatilgan). Dantel poygaga bog'langan X. Ikkala qutining dantellari bitta aylanma rolikka ulangan Z va tutqich bilan tugaydi H. Qutiga uchib ketadigan moki (12-rasmda chapda) poygalarni o'zining ekstremal holatiga olib boradi. Tutqichni tortib, to'quvchi poygani keltirib chiqaradi va u orqali mokiga shunday zarba beradiki, undan moki slayd bo'ylab uchib, boshqa qutiga tushadi. Samolyot to'quvchining ishini sezilarli darajada tezlashtiradi. Moki otilganda, to'quvchi shiyponni tushiradi va battanani o'ziga qaratib, uni rasmda ko'rsatilgan holatga keltiradi. 8. Shu bilan birga, qamishning tishlari, o'ralgan iplar orasidan sirg'alib, tashlangan to'qilgan ipni harakatga keltiradi va uni ilgari qo'yilgan iplarga bosadi. U deyiladi bemaqsad. Ta'riflangan protsedura, bemaqsad og'iz yopiq holda sodir bo'lganda, bemaqsad deyiladi belkurak bilan. ish va belkuraksiz, ochiq (ochiq) farenks bilan ham mixlash. Birinchi holda, ikkinchisiga qaraganda zichroq mato olinadi. Matoning ortiqcha oro bermay zichligi bemaqsad paytida ta'sir kuchiga bog'liq. Sörfni amalga oshirgandan so'ng, to'quvchi boshqa zinapoyani bosib, keyingi farenksni hosil qiladi va qo'llari bilan batanni olib tashlaydi, ikkinchisi bilan uloqtiradi. Agar regulyator bo'lmasa, vaqti-vaqti bilan to'quvchi matoni olish va halqani bo'shatish uchun to'xtashi kerak. Ammo regulyatordan foydalanganda ham, to'quvchi daqiqada 60 dan ortiq zarba bermaydi. Mexanik T. mashinasi. Leonardo da Vinchi (XV asr), de Jennes (XVII asr), Vokanson (1747)ning urinishlari ma'lum, ammo faqat XVIII asr oxirida. qiyosiy muvaffaqiyat Angliyada Kartraytga va mustaqil ravishda Shotlandiyada Jeffriga tushdi. Muvaffaqiyat faqat mashina shpal qisqarganda va to'quv singanida tovarlarning shikastlanishiga yo'l qo'ymaydigan qurilmalar bilan jihozlangan bo'lsa ta'minlandi. 1830-yilda dastgohlar daqiqada 100 zarbani tashkil qilgan bo'lsa, hozirda ular 200 dan ortiq zarba berishmoqda. Kattaroq barqarorlikni ta'minlash uchun mexanik mashinalar asosan cho'yan va temirdan yasalgan va ulardan faqat bir nechtasi (asosan harakatlanuvchi) ) qismlar yog'ochdan yasalgan. Anjir. 13 (I jild) - eng oddiy mexanik mashinalardan birining asosiy qismlari bo'limi. Ikki valning podshipniklari quyma temir to'shaklarda mustahkamlangan: yuqori - w 1 haydovchidan aylanishni qabul qiladi va pastroq - w 2, vites yordamida yuqoridan aylanishni qabul qilish z 1 va z 2 .
Yuqori shaft ikkita tizza bilan jihozlangan r birlashtiruvchi novdalar orqali uzatish R battanu tebranish harakati a. Bu erda battanning burilish nuqtasi uning pastki qismida joylashgan. Batanning pastki paneli l shilimshiq bilan ta'minlangan b; cho'qqi d bardo tutadi. Xuddi qo'lda ishlaydigan mashinada bo'lgani kabi, quyidagilar mavjud: k- T. Navoiy, b 1 - tosh, b 2 - ko'krak qafasi, z- turini o'rnatish kamon, x- ikkita (yoki undan ko'p) bar, deyiladi narxlar va asosiy iplarni to'g'ri taqsimlash va buzilganlarni oson qidirish uchun xizmat qiladi. Millar ikkita (yoki undan ko'p) yordamida ko'tariladi va tushiriladi jinoyatchi eksantriklar e 1 va e 2 , pastki shaftda xanjar w 2, ikkita eksantrik bo'lsa, milga qaraganda yarim inqilobni amalga oshiradi w. Eksantriklar tutqichlarda ishlaydi (qoziqlar) t 1 va t 2, unga millarning pastki qanotlari allaqachon bog'langan s 1 va s 2. Eng katta xususiyatlar shuttleni o'tkazish usuli hisoblanadi. Turli xil mashinalar bilan pastroq va bilan yuqori(yon) jang. Pastki qurilma (battanning bir tomoni uchun) Jadvalda ko'rsatilgan. II, rasm. 15. Batanning pastki paneli poygalar harakatlanadigan ikkita quti bilan jihozlangan t, parallelepiped shakliga ega bo'lgan, teridan bosilgan, yog'och tayoqning yuqori uchi kiradigan tirqishi bilan s, menteşe ustida tebranish, battan pichog'ining pastki uchida o'rnatiladi. Bahor f mahsulotni tashqariga tortadi. Pastki shaftda w ikkita zarba eksantriklari bilan jihozlangan mashina e(bir-biriga 180 ° burchak ostida) krank qo'lida harakat qiladi r, ikkinchisi, uning uzunroq qo'li h kamar bilan bog'langan z bosilganda itaruvchi bilan e ustida r tezda o'ngga (chizma bo'yicha) va poygaga og'adi t mekikni uradi. Odatda engil va tor matolarni to'qishda ishlatiladigan yuqori kurash qurilmasi II jildda ko'rsatilgan. 16. Mana poyga t kamar bilan bog'langan z gorizontal tekislikda joylashgan va vertikal o'qda o'rnatilgan itargich bilan a, uning pastki rulosida r oyoq barmog'i bilan tepdi n eksantrik e. Stol ustida II, rasm. 14 pastki jang bilan mexanik T. mashinasining orqa ko'rinishini ko'rsatadi. Burilish odatda yuqorida aytib o'tilgan regulyator tomonidan oldinga suriladi va kuchlanish nurning T. ni tormozlash orqali erishiladi. Bunday holda, besleme tezligi ham, kuchlanish qiymati ham nurlarning diametrlaridagi o'zgarishlarga bog'liq bo'lmagan bunday qurilmalar qo'llaniladi. Boshqa oziqlantirish va kuchlanish qurilmalari kamroq qo'llaniladi. Shunday qilib, matoning shakllanishiga, ya'ni tashlangan to'quv iplarining soni va qalinligiga qarab ta'sir qiluvchi 2-toifa (passiv) ozuqa regulyatorlari qo'llaniladi. Bunga qaramasdan, toʻsinning T.ini tormozlash oʻrniga, baʼzida tarangligi uchiga prujinalar bilan yuklangan, rolik (tosh) atrofida aylanib oʻtishga majbur boʻlgan asosning toʻgʻridan-toʻgʻri tarangligi qoʻllaniladi. asos. Ushbu qurilmalarning barchasi, kontseptsiyada aqlli, ammo ularning murakkabligi tufayli juda kamdan-kam hollarda qo'llaniladi. To'quv iplari matoni kengligi bo'ylab tortib olishiga yo'l qo'ymaslik uchun qo'llang tarqatuvchilar. Qoʻlda toʻqishda yoyuvchi yogʻoch oʻlchagich boʻlib, uchlari matoga tiqilgan qator ignalar bilan jihozlangan (II jild, 17-rasm). Uning uzunligi o'zboshimchalik bilan o'zgartirilishi mumkin. Xuddi shu maqsadda mexanik mashinalar deb ataladigan narsalar bilan ta'minlangan. spatulalar matoning har ikki tomonida, bemaqsad joyi yaqinida. Shparutki roliklardan iborat a(v. II, 18-rasm), uning atrofida plitalar aylanadi s sektoral bo'lim, shunday yo'naltirilganki, ular aylanish paytida, qo'shimcha ravishda, rolik bo'ylab oldinga va orqaga harakat qiladilar. Plitalar matoga kiradigan nuqtalar bilan jihozlangan, bu uning harakati paytida bu plitalarning aylanishiga olib keladi. Tarjima lateral harakati tufayli, bu plitalar matoga har ikki tomondan valentlik holatida ta'sir qiladi. Batanning tebranish harakati uchun yuqorida tavsiflangan ulash novlari orqali uzatish ko'pincha ishlatiladi. Ammo bu uzatish uchun boshqa, murakkabroq qurilmalar ham mavjud bo'lib, ular moki uchib o'tayotgan paytda batanni to'xtatishga erishish uchun. Bu juda keng mashinalar uchun ayniqsa muhimdir. Mexanik dastgohning zarur yordamchi organlari deyiladi. elektron to'xtatuvchilari- ortiqcha oro bermay ip uzilganda va moki qarama-qarshi qutiga yetib bormasa, mashinani avtomatik ravishda to'xtatuvchi to'quv va moki. Ushbu qurilmalar mashinaning ishlashini nazorat qilishni sezilarli darajada osonlashtiradi. To'quv qo'riqchisi quyidagi qurilmaga ega (II jild, 19-rasm). Mashinaning yuqori miliga kasnaklar o'rnatiladi l- bo'sh va m- kamar bo'lgan ishchi n sanchqi bilan tarjima qilingan k dastagiga o'rnatilgan i, ikkinchi uchi buloq bilan bog'langan g. Prujina o'q yo'nalishi bo'yicha egilib, kamarni bo'sh turgan kasnakka o'tkazishga intiladi, ammo bu tutqich tomonidan oldini oladi. f rozetkadagi buloqlar pçentik h mashinaning ko'kragida mavjud. Ko'krak qafasiga tutqich o'rnatilgan e, tutqichga tayangan holda f va vilkalar chayqaladigan maxsus jarayonni qo'llab-quvvatlash b. Vilka - tutqich bo'lib, uning chap yelkasi 3 ta kavisli tishdan iborat, o'ng, og'irroq esa ilgak shakliga ega. Batan shuningdek, vilkalar tishlari orasidagi bo'shliqlarga mos keladigan bir nechta tishlarga ega, shuning uchun ular bemaqsad paytida bir-biridan erkin o'tishlari mumkin. Ammo agar to'quv ipi botan tishlari va vilkalar orasiga kirsa, u vilkaning tishlarini vilkaning tishlari orasiga o'tkazmaydi, bu esa vilkaning og'ishiga olib keladi va ikkinchisining ilgak shaklidagi uchini ko'taradi. Bu vaqtda tutqichning pog'onali uchi ilgak ostidan o'tadi. Bilan, eksantrik tomonidan boshqariladigan ( bodring) pastki milning. Shunday qilib, ortiqcha oro bermay ip mavjud bo'lganda, ilgak ko'tariladi va tutqichning chetiga tegmaydi. Bilan. Agar ip uzilib qolsa, vilkaning ilgagi tushib ketadi va tokchaga ilgaklanadi, uning harakati bilan butun tutqich e strelka yo'nalishi bo'yicha harakatlaning o, uyadan tashqariga suring p yakun f buloqlar va shu bilan mashinani to'xtating. Xuddi shu bahor bilan g yoki shakliga ega bo'lgan aloqa va moki sigortalar mavjud qal'a tutqich ustida harakat qilish f moki qutiga tegmaganida yoki buklanadigan qamish, moki tomoqqa tiqilib qolganda harakat qilish. Ko'pincha bu turlarning ikkalasi birgalikda tartibga solinadi. Eng so'nggi dizaynerlar (Northrop) o'z-o'zidan ishlaydigan sigortalar dizaynida ancha oldinga boradi. Demak, bu tizimda to‘quv ipi uzilib qolganda (yoki to‘qimaning uchida) dastgoh avtomatik ravishda ishni to‘xtatmasdan singan g‘altakni dastgohda mavjud bo‘lgan zaxiradagi (revolver) yangisiga almashtiradi. Amerika ma'lumotlariga ko'ra, bitta ishchi ushbu mashinalardan 12 tagacha xizmat ko'rsatishi mumkin. Ular hali mamlakatimizda tarqalmagan, odatdagidan ko'ra kuchliroq to'quv va ip ipni talab qiladi. Mashina asboblarini loyihalashda sezilarli farq tomoqni ishlab chiqaradigan apparatning bir yoki boshqa tizimidan kelib chiqadi. Qurilmaning dizayni mashinada ishlab chiqarilgan matoning to'quv turiga chambarchas bog'liq. Toʻqimachilik sanʼatining toʻqimachilik dastgohlarida turli toʻquv matolarini yasash usullarini oʻrganuvchi boʻlimi deyiladi to'quv chizish. Unda berilgan namunani yoki berilgan naqshni (chizilgan) matoga qanday o'tkazish, ya'ni tegishli to'quvni aniqlash, so'ngra bu to'quv bo'ylab mashinani qanday qilib ip bilan bog'lash tavsifi mavjud. Naqshning murakkabligiga koʻra T. chizmasi ikki boʻlimga boʻlinadi: oddiy va murakkab boʻlmagan naqshli gazlamalarga taalluqli toʻqnashuv va murakkab naqshli gazlamalar oʻz predmeti boʻlgan jakkard chizma (qarang. Gazlamalar va gazlamalarda iplarni oʻzaro bogʻlash). . Yuqoridagi to'quv maqolasida ularning asosiy turlari va katak qog'ozda ko'rsatilishi haqida tushuncha berilgan. Endi eslang, naqshning o'ziga xos xususiyati munosabat- katak qog'ozga chizilgan to'rtburchak, to'quv va asosiy qoplamalarning shunday joylashishini tasvirlaydi, u matoda ham kengligi, ham uzunligi bo'yicha cheksiz ko'p marta takrorlanadi. Ushbu to'rtburchakka kiritilgan o'ralgan iplar soni egri chizig'i, to'qilgan iplar soni esa o'rdakning aloqasi deb ataladi. Naqsh qanchalik murakkab bo'lsa, uning o'zaro bog'liqligi shunchalik katta bo'ladi, shuning uchun nihoyat, butun kengligi bo'yicha bitta asosiy moslashuvdan iborat matolar (mebel matolari, pardalar va boshqalar). T. chizishning birinchi vazifasi naqshni shashka qogʻozga oʻtkazishdan iborat boʻlib, silliq va asoratsiz naqshli gazlamalar uchun qiyin emas; bu matolarda qoplamalarni joylashtirish ma'lum qoidalarga bo'ysunadi (tegishli maqolaga qarang), berilgan namunaning to'quvi esa matoning tahlili bilan aniqlanadi (ib.). Jakkard chizishda, matoga chizilgan naqsh berilganda va uni katak qog'ozga iloji boricha aniqroq o'tkazish talab etilsa, bu masala yanada qiyinlashadi. Bu erda biz chizmaning egri chiziqlarini kvadratlarning eng mos singan chiziqlari bilan almashtirishga harakat qilishimiz kerak. Shunday qilib, rasmda ko'rsatilgan. 1 - shaklda ko'rsatilgan katak qog'ozga egri chiziq almashtiriladi. 2 - berilgan egri chiziq shaklini faqat taxminan takrorlaydigan kvadratlar ketma-ketligi. Bu bilan birga keladigan yana bir qiyinchilik, ip va to'qimadagi matoning zichligidagi farqdan kelib chiqadi. Kvadrat hujayrali oddiy katak qog'ozda 10 ta o'ralgan ipga to'g'ri keladigan 10 ta bo'ylama chiziqlar kengligi bo'yicha 10 ta to'quv ipiga mos keladigan 10 ta ko'ndalang chiziq kabi ko'p joy egallaydi. Matoda shunday bo'lishi mumkinki, 10 ta to'quv iplari 10 ta o'ralgan ipga qaraganda kamroq yoki ko'proq joy egallaydi va natijada naqsh buziladi: cho'zilgan yoki tekislangan. Bunga yo'l qo'ymaslik uchun mo'ljallangan matodagi zichlik nisbati bo'yicha uzunligi va kengligi kesilgan maxsus qog'oz ishlatiladi. Shunday qilib, agar, masalan, matoning zichligi egri chiziq uchun 40 va to'qima uchun 50 deb qabul qilingan bo'lsa, u holda qog'oz ham hujayra o'lchamlari 5: 4 nisbatda bo'lishi uchun olinishi kerak. T. chizmasining ikkinchi vazifasi - maʼlum gazlama uchun dastgohning kiyinishini aniqlash, yaʼni maʼlum toʻquvni tayyorlash uchun zarur boʻlgan oʻqlar sonini, ularda oʻrash iplarini teshish tartibini, vallarni zinapoyalarga ulash tartibi (qo'lda ishlaydigan mashinalarda) va nihoyat, millarni ko'tarish va tushirish tartibi (chizish). Bu masalalarning barchasi matoning ushbu nisbatiga ko'ra hal qilinadi. Millar soni bazaviy kelishuv bilan belgilanadi. T. toʻquv dastgohida har qanday toʻquvni gazlamaning oʻrash nisbatiga teng oʻqlar sonini olib, koʻpaytirish mumkin. Darhaqiqat, yaqinlashuvning aniq ta'rifidan kelib chiqadigan bo'lsak, matodagi har qanday o'ralgan ip birinchi aloqa iplaridan biri bilan bir xil ketma-ketlikda ko'tariladi va tushadi. Shuning uchun, agar biz n munosabatlarning turli yo'nalishlari o'tadi n turli vallar, keyin biz har bir keyingi burilish ipini unga mos keladigan aloqa ipi o'ralgan bir xil milga siljitishimiz mumkin. Shunday qilib, ( n+1)- Men ip 1 bilan bir xil milga o'raladi - Men, (n+ 2)- Men- 2 bilan bir xil - Men va hokazo.; nihoyat mavzular (2 n+ 1)- Men, (3n+ 1)- Men va hokazo hammasi 1 bilan bir xil milga tortilishi mumkin - Men, chunki ularning barchasi to'quv paytida bir xil naqshni takrorlaydi, bir vaqtning o'zida ko'tariladi va tushadi. Agar bir xil aloqada har doim bir xil tarzda bir-biriga mos keladigan asosiy iplar mavjud bo'lsa, unda, albatta, ularni bir xil milga o'tkazish mumkin, bu ularning sonini kamaytiradi. Millar sonini aniqlagandan so'ng, o'ralgan iplarni ularga joylashtirish tartibini tanlang. Oddiy tortish tartibi, to'g'ri: 1-ip (to'quvchining chapdan o'ngiga) 1-valga (orqada), 2-chi 2-chiga, 3-chi 3-chiga va boshqalarga yashirinadi. raqamlar. 3, 4, 5 va 6. Egri iplarga mos keladigan chiziqlar davomida ular yuqoridan pastgacha, ya'ni orqadan oldinga sanab, 1, 2 ... raqamlari bilan belgilanadi. miller soniga teng gorizontal chiziqlar. Ma'lum bir ipning ma'lum bo'lgan shilimshiqqa kiritilishi mos keladigan vertikal va gorizontal chiziqlar kesishmasidagi kvadratga nuqta, doira, xoch yoki boshqa belgi qo'yilganligi bilan ko'rsatiladi. Shaklda. 3 ko'rsatilgan Streyt tekshirish. Shaklda. 4 .
- atlas qo'ziqorin; rasmda. 5 - mantar, buning natijasida bir xil darajada bir-biriga o'xshash o'ralgan iplar mavjud; rasmda. 6 - bir xil va naqsh 1 va 6-chi iplarga nisbatan nosimmetrikdir. Natijada paydo bo'lgan blokirovka deyiladi birlashtirilgan. Tekshiruvni tanlagandan so'ng, oldingi ma'lumotlar bilan to'liq aniqlangan vallar paydo bo'lish tartibini belgilash qoladi. Buni amalga oshirish uchun, o'qlarga mos keladigan gorizontal chiziqlarning davomida, o'ngdan chapga chiziqlarni hisoblab, o'rdak takroriga teng vertikal chiziqlar sonini belgilaymiz. Keyin ushbu to'quvga e'tibor berib, ma'lum bo'lgan to'quv ipida asosiy qoplamani olish uchun mos keladigan milni ko'tarish kerakligini bilib, biz ketma-ket barcha to'quv iplarini pastdan yuqoriga sanab, ularni kuzatib boramiz va har bir to'quv ipini o'tkazishda qaysi vallar ko'tarilishi kerakligini aniqlang. Biz olgan vertikal chiziqlar ustida biz qo'yamiz ramzi(nuqta, xoch, va hokazo) mos keladigan ortiqcha oro bermay ipni o'tkazishda ko'tarilishi kerak bo'lgan o'sha shaftlarga qarshi. Qabul qildi qadam chizish mil va muammoning yechimini ifodalaydi. Uning rahbarligi ostida biz millarni ko'taradigan mexanizmni o'rnatamiz, shunda ko'tarish har bir mil uchun zarur bo'lgan tartibda sodir bo'ladi. Shunday qilib, matoning o'zaro bog'liqligi oshishi bilan vallar soni ham ko'payadi va shu bilan birga ularni ko'tarish uchun butun qurilma murakkablashadi. Bir nechta miller uchun qo'lda ishlaydigan mashinalar (bir nechta miller) odatda tizimga muvofiq tartibga solinadi qarshi yurishlar(II jild, f. 20). Pastdagi har bir mil esa qarshi marshga bog'langan b, va yuqoridan kran ed qarshi marsh bilan bog'langan Bilan. Qarama-qarshi yurishlar ostida qadamlar soni qo'yiladi a, ortiqcha oro bermay takrorlash va protektor naqshidagi vertikal chiziqlar soniga mos keladi. Ikkinchisiga ko'ra, har bir oyoq paneli ko'taruvchi qarshi marshlar bilan bog'lanadi Bilan ma'lum bir farenks uchun ko'tarilishi kerak bo'lgan o'sha miller va qarshi yurishlar bilan b qolgan millarning (tushirish). Belgilangan bog'lash to'liq farenksni olish uchun tayinlanadi. Tegishli o'zgarishlar bilan u yuqori va pastki farenksni olish mumkin. Ba'zida qadamlar soni o'rdakning o'zaro munosabatiga qarshi kamayishi mumkin. Shunday qilib, shaklda ko'rsatilgan to'quvda. 6, 10 o'rniga, siz ikkinchi qatorda ko'rsatilgan tartibda 6-dan keyin yana 5-, 4-chi va hokazolarda qadam bosgan holda 6 qadam bilan o'tishingiz mumkin. Munosabatning yanada ortishi bilan qadamlar soni ham ko'payadi va to'quvchiga ularning paydo bo'lish tartibini eslab qolish tobora qiyinlashadi. Bunday hollarda, u allaqachon amal qiladi zirh(II-plastinka, 21-rasm), bu jakkard mexanizmiga o'tishni tashkil qiladi. Zirhda har bir milya ikkita ilgakka bog'langan a 1 va a 2, ishlab chiqarish: biri - ko'tarish, ikkinchisi - uni tushirish. Ko'taruvchi bar (pichoq) m u bilan faqat bitta ilgak olib ketishi mumkin, qaysi biri igna bilan tortilganiga qarab n. Ushbu igna gorizontal ravishda jakkard mashinasi bilan bir xil qurilma yordamida harakatlanadi (pastga qarang). Millar soni 32 dan ortiq bo'lsa, yuqorida ko'rsatilgan mashinaga o'tish kerak. Ko'p milli mexanik mashinalarda, San'atda tasvirlangan mexanizmlar. Qidiruv mexanizmi (qarang). Ular yoki kabi ko'rinishi mumkin transgressiv eksantriklar qo'lda ishlaydigan mashinalarning qadamlariga mos keladigan yoki homiysi Vudkroft, o'zgartirilgan eksantrikni ifodalaydi yoki, nihoyat, busting vagon, qo'lda ishlaydigan mashinaning armaturasiga mos keladi. Saralash mexanizmlarini qo'llash maksimal 40 shafta bilan cheklangan, kattaroq asosiy aloqa jakkard mashinasiga yo'l beradi. Qurilma g'oyasi jakkard mashinalari Keyingi. Matoning asosiy moslashuvi ortib borishi va natijada miller sonining ko'payishi bilan har bir milga qilingan iplar soni kamayadi va nihoyat bittaga etadi. Ammo bu holda, milning yon tomonidagi joylashuvi ortiqcha bo'ladi va ikkinchisini shunchaki ipga bog'langan ko'z bilan almashtirish mumkin ( yuz), boshqa uchi bilan ko'taruvchi ilgakka ulangan. Shunga o'xshash qurilma II jildda ko'rsatilgan, rasm. 22. Yuzlar h ip o'ralgan ko'z bilan k, orqali bog'langan arkada iplar s kancaga p, va pastdan u og'irlik bilan yuklanadi ( kulon) i. Kanca temir simdan egilgan (ba'zida yog'ochlari ham bor) va har biri egilish bilan tugaydigan teng bo'lmagan uzunlikdagi ikkita qismdan iborat. Kancaning pastki egilishi ramkaga tayanadi b, bir xil tekislikdagi barcha kancalarni qo'llab-quvvatlaydi. Yuqori qavat ostida pichoq m ko'tarilishi va tushishi mumkin. Taxminan uzunligining o'rtalarida kanca gorizontal igna ustida kavisli halqa bilan qoplangan. n. Ushbu pastadir ilgakning erkin ko'tarilishiga imkon beradi, lekin igna chapga harakat qilganda, u ham kancani burib, uni nuqta chiziq bilan ko'rsatilgan joyga qo'yadi. Kanca pichog'ining bu holatida m, ko'tarilib, uning yonidan o'tadi; aksincha, ilgak burilmagan bo'lsa, u pichoq bilan ushlanib, mos keladigan ip bilan ko'zni ko'taradi. Shunday qilib, ipni ko'tarish yoki tushirish mos keladigan igna joyida qolishiga bog'liq. n yoki chapga egilib turing. Ushbu og'ish kvadrat rolikning o'ngdagi ignalar ustida oldinga siljishi bilan hosil bo'ladi Bilan, unda har bir igna qarshi tegishli chuqurchaga qilingan. Ushbu rolik cheksiz zanjir bilan o'ralgan l 1 ta karta plitalari ( kart) dantellar bilan bog'langan. Har bir kartaning o'lchami rolikning yon tomoniga to'g'ri keladi, shuning uchun rolik ignalar ustiga surilganda, karta ignalar va rolik orasiga yotqiziladi va barcha ignalarni chapga bosadi, bunga qarshi bo'lganlardan tashqari. unda teshiklar bo'ladi. Shunday qilib, faqat o'sha ilgaklar ko'tariladi, ularning ignalariga qarshi kartada teshiklar teshiladi. Jakkard vagonining umumiy joylashuvi rasmda ko'rsatilgan. 23. 100, 200, 300 .... 1000 gacha (kamdan-kam) sonli ilgaklar bir necha vertikal qatorlarda joylashgan. Har bir qatorda o'zining gorizontal qatori ignalari mavjud. Ignalilar o'ng tomonda teshilgan igna taxtasi tomonidan quvvatlanadi m, chap - taxta n unda buloqlar dam oladi g (f rasmda. 22), rolik harakati o'tgandan keyin ignalarni o'ngga siqib qo'ying. Pichoqlar d raqam kancalar qatorlari soniga mos keladi. Ularning barchasi umumiy ramka bilan bog'langan Bilan, oyoq dastagiga ulangan tutqichlar harakati bilan ko'tariladi M(24-rasm). Rolikning o'ngga va chapga harakatlanishi rolikdan olinadi p(23-rasm), ko'taruvchi ramkaga ulangan Bilan. Bu rolik, egri buloqda ko'tarilganda harakat qiladi k, tebranish ramkasini o'ngga buradi h, unda rulon o'zining trunnionlari bilan mustahkamlangan. Shu bilan birga, tutqichlardan biri l, tsilindrni bilan rolikning burchagiga tegib, uni 90 ° ga aylantiradi va keyingi karta igna taxtasiga aylanadi. Anjir. 24 vagonning mashinadagi umumiy joylashuvi va uni qo'llab-quvvatlash va boshqarish usulini beradi. karton(barcha kartalar to'plami) ish joyida. Shaklda. 25-rasmda kartalarni kartonga bog'lash usuli va kartalardagi teshiklarning joylashuvi ko'rsatilgan. Qora doiralar teshiklarga, oq doiralar igna tutashgan qattiq joylarga mos keladi. Yuzlarni ilgaklar bilan to'qish birinchi burilish iplari har bir gorizontal qatordagi birinchi ignalarga mos keladigan birinchi ilgaklar bilan (chapga, rolikdan sanab, 23-rasm) navbat bilan bog'langan tarzda amalga oshiriladi. Shunday qilib, 4 ta, masalan, qatorlar bilan, burilishning dastlabki 4 ta iplari kartalardagi dastlabki 4 ta doiraga to'g'ri keladi (25-rasmdagi I kartaga qarang), quyidagi 4 ta ip: 5, 6, 7 va 8 - mos keladi. Har bir qatorning ikkinchi doiralarigacha va hokazo. Kartochkalardagi teshiklarni teshishni osonlashtirish uchun shunday qog'ozda to'quv namunasi tayyorlanadi, uning kichik hujayralari qalinroq chiziqlar bilan ko'p hujayralarni (kenglik bo'yicha) o'z ichiga olgan guruhlarga bo'linadi. bu mashina ignalar qatori bor. Shunday qilib, bizning misolimizda siz qog'ozga chizishingiz kerak, unda har 4 hujayra qalinroq chiziq bilan ajratilgan. Keyin to'quv chizmasining har bir gorizontal chizig'i 4 ta o'ralgan ipdan iborat guruhlarga bo'linadi; guruhlarning har biri xaritadagi vertikal nuqtalar qatoriga mos keladi. Bu burilish iplarini hisoblashni va ularga mos keladigan xarita nuqtalarini topishni osonlashtiradi. Albatta, aytilganlardan ko'rinib turibdiki, har bir to'quv ipi, ya'ni har bir shiypon bitta kartochkaga to'g'ri keladi, shuning uchun kartondagi kartochkalar soni, umuman olganda, naqshning to'quv nisbatiga teng. , va vagondagi barcha ilgaklar soni asosiy aloqadir. Teshish operatsiyasining o'zi yoki qo'lda, kartochkada teshiklari bo'lgan mis shablonni qo'llash va kartaning tegishli joylarini zımba bilan teshish orqali amalga oshiriladi yoki ular bu maqsadda teshuvchi yoki nusxa ko'chirish mashinasidan foydalanadilar, bu operatsiyani sezilarli darajada osonlashtiradi. . Ushbu mashinaning umumiy tuzilishi rasmda ko'rsatilgan. 26 va haqiqiy zımbalama apparati - rasmda. 27. Penetratsion karta r plastinka bilan bosiladi s pimlarni teshish uchun k, aravacha ignalari bilan aynan bir xil tartibda. Har bir pin vertikal plastinkaga mos keladi h unga yon tomondan teginish. Pim yelka bilan ta'minlangan x, plastinkada qaysiga qarshi h teshik yasaladi. Agar plitalar tushirilsa, karta pinlarga bosilganda, ikkinchisi erkin o'ngga o'tadi va hech qanday zarba bo'lmaydi. Lekin yozuvlardan birortasi bo'lsa h ko'tariladi (masalan. h"), keyin elkaga qarshi x plastinkaning silliq tomoniga ega bo'lishingiz kerak bo'ladi, bu pinni o'ng tomonga siljitishga imkon bermaydi va uni kartaga chuqurroq kirib, teshik ochishga majbur qiladi. Rekordlarni ko'tarish h dantellar bilan qilingan Bilan(26-rasm), konvert tayoqchalari d va kancalar bilan tugaydi e qaysi dantellar bog'langan f. To'quv chizmasi bo'yicha ishchi mos keladigan shnurlarni tanlaydi va ularning barchasini oyoq taxtasi yordamida birlashtirib, plitani itaradi. s va kartani teshilish. To'g'ri poyabzal bog'ichlarini tanlash f ko'pincha muddatidan oldin amalga oshiriladi. Har bir karta uchun tanlangan dantellar ketma-ket bog'langan va keyin butun tizim allaqachon ilgaklarga osib qo'yilgan. e. Agar tayyor karton bo'lsa va siz uni qayta nusxalashingiz kerak bo'lsa, jakkard aravachasidan foydalaning. a, bu allaqachon plitalarni avtomatik ravishda ko'taradi h poyabzal bog'ichlari yordamida b. Jakkard mashinasining eng so'nggi ishlanmasi Verdol aravasi. Unda kvadrat rolik har bir igna qarshi alohida protrusionlar bilan jihozlangan taxta bilan almashtiriladi. Ignalilar ikkinchi, vertikal ignalarning ilmoqlaridan o'tadi, ular allaqachon kartondan ta'sirlanishi mumkin, bu kichik teshiklari bo'lgan qalin qog'oz varag'i. Qog'ozning qattiq joylari, ikkinchi ignalarni bosib, birinchi, gorizontal ignalarni yon tomonga siljitadi, shuning uchun bu ignalarga mos keladigan protrusionlar ularning yonidan o'tadi va tegishli ilgaklar ko'tariladi. Bu erda karton o'rniga qog'ozdan foydalanish mumkin, chunki jakkard mashinasida ilgakni burishdan ko'ra ignani burish uchun kamroq kuch talab etiladi. Bu tizim ipak va zig'ir matolarni to'qishda kuchli tarqala boshlaydi. Maxsus modifikatsiyalar baʼzi maxsus turdagi gazlamalar ishlab chiqaruvchi T. mashinalarida boʻladi. Ha, ichida rang-barang matolar (qarang) naqsh to'quvni o'zgartirish orqali amalga oshiriladi. Qo'lda to'qishda u to'quvchining o'zi tomonidan ishlab chiqariladi, bir moki bilan almashtiriladi. Mexanik mashinalarda ko'p qatnovli bir yoki ikkala tomondan battan bir-birining ustiga joylashgan, turli xil o'rdaklar bilan mokilarni o'rab turgan bir nechta qutilar bilan ta'minlangan. Qutilar maxsus saralash aravachasi tomonidan boshqariladigan turli moslamalar yordamida ko'tarilishi va tushirilishi mumkin, shuning uchun itaruvchiga tegish paytida tegishli quti sirpanishga qarshi turadi va uning zarbasiga ta'sir qiladi. Albatta, bu vaqtda mokini qabul qilish uchun batanning qarama-qarshi tomonida bo'sh quti bo'lishi kerak. Er-xotin matolar (pike, qarang) ularni ishlab chiqarish uchun ikkita burilish kerak bo'ladi, ular uchun ikkita turli xil nurlar o'rnatiladi. Ba'zan ular uchun, masalan, ikki xil ko'tarish moslamalari o'rnatiladi. jakkardli aravacha yuqori burilish uchun, vallar esa pastki burilish uchun. Velvet matolarini ishlab chiqarish uchun ikkita tayanch ham qo'llaniladi. Qoziqni olish uchun toʻquvchi maʼlum miqdordagi iplar orqali qoziq halqasining vilkalarini koʻtarib (qarang, polga, polga) toʻquvchi ip oʻrniga maxsus uchburchak tayoqcha yotqizadi. Keyin hosil bo'lgan ilmoqlar nozik pichoq bilan kesiladi. Peluş ishlab chiqarish haqida - qarang Paxta matolari . Tasmalar juda yupqa to'qimalardir. Ularni foydaliroq ishlab chiqarish uchun T. bir vaqtning oʻzida bir nechta lenta toʻqadigan dastgohlar bilan jihozlangan. Bunday mashinalar mexanik va qo'lda oraliq turni ifodalaydi (28 va 29-rasmlar). U tebranuvchi stul yordamida harakatga keltiriladi H bir nuqtada ulanadi N battan bilan, oxirida esa - milya tizzalari bilan w. Qatlam burmaga emas, balki alohida bobinlarga joylashtiriladi S, novdalar ustida harakatsiz o'rnatilgan V". Eritma va matoning kuchlanishi og'irliklar bilan amalga oshiriladi G" va G". Millarning ko'tarilishi (yoki jakkard aravachasi) mildan qilingan w. Shuttle, lentaning torligi tufayli, matoning kengligidan uzunroqdir. Battan pastki qismida har bir lenta uchun kesilgan qattiq qutini taqdim etadi. Shu sababli, harakatni mokilarga o'tkazish shpallar bilan bog'langan tishli tokchalar bilan bog'langan, battan qutisi ichiga joylashtirilgan viteslar orqali amalga oshiriladi. Bu relslar shu qadar uzunlikdagiki, uning orqa uchi haydovchi uzatmasidan uzilganda, relsning oldingi uchi allaqachon bo'shliqdan o'tib ketgan va lenta uyasining narigi tomonida joylashgan boshqa vites bilan bog'langan. Mashina asboblari haqida batafsil ma'lumotni Op. Lebois et Frécon, "Les métiers à tisser le ruban" (1899), shuningdek, maqola oxirida keltirilgan manbalarda. Butun bo‘lak tugagach, to‘quvchi uni halqaning qolgan qismidan (8-10 bo‘lak uzunlikdagi iplarni o‘z ichiga oladi) kesib tashlaydi, halqaning uchlarini hosil qiluvchi milga qayta bog‘laydi va keyingi qismni boshlaydi. Tayyor bo'lak idoraga topshiriladi va sinchkovlik bilan tekshiriladi va topilgan nuqsonlar, agar iloji bo'lsa, tuzatiladi (darned). To'quvning asosiy kamchiliklari quyidagilardan iborat. bitta) Blizny- bir yoki bir nechta o'ralgan iplarning sinishidan matodagi bo'shliqlar. 2) Pastki kesmalar- mashina bir nechta yasaganida, to'quvning sinishi natijasida paydo bo'lgan ko'ndalang bo'shliqlar yolg'iz uradi va regulyator matoning bir oz uzunligiga ega bo'ladi. 3) niklar- ortiqcha oro bermay iplar juda tez-tez yotadigan joylar (to'quv zichligi odatdagidan kattaroq). 4) redoch- teskari nuqson - to'quv iplari juda kam uchraydi. 5) Qattiq kurash- tez-tez va kam uchraydigan bantlarning almashinishi. Ushbu uchta illat to'quvchi tomonidan matoning terish miliga notekis o'ralganligi yoki regulyatorning noto'g'ri ishlashi, noto'g'ri ishlov berish, zaif yuk va boshqa sabablarga ko'ra yuzaga keladi. 6) Podpletiny- singan o'ralgan iplar bir-biri bilan tugun yoki flagellumga bog'langan joylar. 7) Sho'ng'in- iplarni buzmasdan to'quvning to'g'riligini buzish. Oxirgi ikki illat asosan jardan kelib chiqadi nitchenok(qoziq) vallar. sakkiz) To'quv ilmoqlari, yoki burilishlar(tegishli maqolaga qarang), juda tik to'quvdan yoki zaif g'altakdan. 9) ajinlar va zaif joylar matoning noto'g'ri yoki zaif tormozlanishi, o'ta kuchli kurash, moki va shattl qutisining noto'g'ri holati va boshqalar. To'qishdagi tartibsizliklardan kelib chiqadigan nuqsonlardan tashqari, sifatsiz matolarda ham nuqsonlar uchraydi. ip: qayta izlar(ipning qalin joylari), o'tadi(ingichka joylarda) doimiy bo'lmagan ip raqamidan chiziqlar, ilmoqlar, tugunlar, nopok materialdan bo'shliqlar, notekis bo'yashdan rangli silliq matolardagi chiziqlar va boshqalar. bo'yash va pardozlash zavodlariga jo'natish uchun toylarga qadoqlanadi. Adabiyot T. ishlab chiqarish uchun. 1) Gerasimov, "Nazariy tajriba va amaliy qo'llanma to'quvga" (Sankt-Peterburg, 1849); Shorin, "Paxta matolarini mexanik to'qish bo'yicha amaliy qo'llanma tajribasi" (1881); Golgofskiy, "Mexanik to'quv" (1898, 2-nashr); Verner, "A. kaliko to'qish bo'yicha yodgorlik kitobi "(1898); Trusov, "Qog'oz matolarni to'qish bo'yicha yodgorlik kitobi"; Ugarov, "Zig'ir ipidan qo'lda va mexanik to'qish" ("Texnik kollektsiya va sanoat byulleteni" jurnalida). , 1892); Alcau, "Fabrication des étoffes" (1866); Bona, "Traité de tissage"; Joulin, "Industrie and commerce des tissus" (1895); Bipper, "Traité de filature et de tissage" va boshqalar Reiser va Spennrath, "Handbuch d. Weberei" (1885-90); Reh, "Lehrbuch der mech. Weberei" (1889); Shams, "Handbuch der gesammter Weherei" (1890); Lembke, "Mechanische Wehstühle" (1886-90); uning "Vorhereitungs-maschinen und s. w." (1877); Oelsner, "Die Deutsche Webschule" (1891); Donat, "Metodik d. Bindungslehre"; Mikolaschek, ""Die mechanische Weberei"; Myuller, "Handbuch d. Weberei"; Kinzer und Fiedler, "Technologie d. Handweherei" (1899) va boshqalar, Brooks, "Paxta ishlab chiqarish"; Nevill, "Talabalar uchun amaliy mato tuzilishi bo'yicha qo'llanma" (1897); Braun, "Powerloom" (1896); Xolms, "Paxta mato dizayni" (1896). S. Ganeshin. Δ .
Sanitariya nuqtai nazaridan to'quv.- Hozirgi vaqtda to'quv fabrikasidagi ishlar ko'plab noqulay sharoitlarni o'z ichiga oladi, ular umuman to'quv ishlab chiqarishiga xos bo'lgan yoki xususan, fabrika va sanoat korxonalarini tashkil etishdagi kamchiliklarga va ularda mehnatdan foydalanish usullariga bog'liq bo'ladi. Sanitariya nuqtai nazaridan muhim ahamiyatga ega, chunki kasallikning ma'lum shakllarini keltirib chiqarmasa ham, ishchining tanasini asta-sekin eskiradi. T., bir tomondan, ga boʻlinadi mexanik(o'z-o'zidan to'quv) va qo'llanma, va boshqa tomondan, zavod va uy. Mexanik t., maxsus kuchni qoʻllashni talab qilgan holda, faqat fabrikalarda, maxsus binolarda, qoʻlda esa fabrikalarda ham, turar-joy binolarida ham amalga oshiriladi. Da mexanik to'quv, ishlab chiqarishning asosiy zararli momentlari quyidagilardir: 1) ishchining doimiy ravishda turgan holati, majburiydir. tik turgan bir yoki ikkita tegirmon ishini kuzating, G'arbiy Evropa va Amerika shtatlarida esa hatto 3-4 ta; 2) katta o'z-o'zidan to'quv bo'limlarida hukmronlik qilayotgan dahshatli shovqin; 3) gazlamalarni to'qishda changning chiqishi va 4) polning silkinishi. O'z-o'zidan to'qishda dahshatli va bundan tashqari, doimiy shovqin yuqori daraja ishchilarga salbiy ta'sir qiladi, asab tizimining, ayniqsa ayollar va o'smirlarning tirnash xususiyati keltirib chiqaradi va eshitish organining funktsional buzilishlarini keltirib chiqaradi. 1896 yilda Moskvadagi Proxorov zavodining 900 nafar to'quvchisining eshitish organini tekshirgan doktor E. N. Malyutin (Medical Review, 1897 yil yanvar) shovqin eshitishni zerikarli qilishini va yuqori va past ohanglar uchun eshitish sezgirligi chegaralarini kamaytirishini aniqladi. 5 yildan ortiq vaqt davomida ishlaganlar eshitish juda qiyin, garchi u mutlaqo karlikka kelmasa ham. Juda ko'p to'quvchi sub'ektiv shovqinlardan aziyat chekadi; keyinchalik, ehtimol, asab tizimining xiralashishi tufayli, shovqin haqida shikoyat qilganlar ulushi kamayadi. Malyutinning so'zlariga ko'ra, eshitish qobiliyatini yo'qotish sababi, ehtimol, azoblanishdir. ovozni qabul qiluvchi qurilma. Quloqning shikastlanishi shu darajadaki, eshitish bir necha yil ishlagan tanaffusdan keyin ham sezilarli darajada kamayadi. Ish paytida aurikullarni paxta momig'i bilan to'ldirish eshitishni funktsional buzilishlardan himoya qiladi. Dastgohlarning yopiq toshli binolarda emas, balki yopiq hovlining o'rtasida joylashganligi, xorijda allaqachon qo'llanila boshlanganidek, og'riqli shovqinning kamayishiga olib keladi. Haddan tashqari shovqinga qo'shimcha ravishda, to'quvchining asab tizimi ko'pincha diqqatning doimiy kuchayishi bilan, ayniqsa qimmatbaho ipak va baxmal mato to'quvchilari orasida juda g'azablanadi, bu erda noziklik, tozalik, ishda aniqlik va nozik manipulyatsiya qilish qobiliyati talab qilinadi. . Katta to'quv ustaxonalarida, ayniqsa, ko'p qavatli binolarda, asab tizimining tirnash xususiyati ko'pincha doimiy chayqalish, to'quv xonasining zaminining tebranishi bilan kuchayadi; ikkinchisi, taxtalardan qurilgan bo'lib, ish paytida tez-tez shunday shiddatli silkitadiki, kunning oxiriga kelib, odam shunchaki u yoqdan-bu yoqqa tebranishni boshlaydi. Bu chayqalishlar, ayniqsa, ayollar uchun, ayniqsa, homilador ayollar va ayollar kasalliklaridan aziyat chekadiganlar uchun noqulaydir. Ko'p qavatli binolarda mutlaqo o'xshash tebranishlarni oldini olish mumkin, agar pollar g'ishtli gumbazlarga qurilgan bo'lsa va yog'och o'rniga tsement pol bilan qurilgan bo'lsa; Rossiyada allaqachon keng miqyosda qo'llanila boshlangan tsement-asfalt qoplamali bir qavatli binolarni tartibga solish yanada yaxshi. Sanitariya nuqtai nazaridan, bu ham muhimdir chang, to'quv ustaxonalarida doimo kuzatiladi, ayniqsa bo'yalgan matolarni to'qishda va ko'pincha ipak, qog'oz va jun tolalari bilan birga matoga ta'sir qiladigan materiallar massasidan, bo'yoq zarralari va kraxmalning eng kichik donalarining o'lchamlaridan ajratilgan. burmalar havoda tashiladi. Eng oddiy qog'oz mahsulotlarini to'qishda, chang ishlab chiqarish jarayonida shunchalik ko'p chang chiqariladiki, tegirmonlar ostidagi zamin ko'pincha bo'shashgan qoplamaning qalin qatlami bilan qoplanadi; bu chang, pol chayqalganda, harakatga keladi, shuning uchun uning havodagi miqdori sezilarli darajada oshadi. Bu changli zarralarning barchasi havo bilan birga nafas yo'llariga kirib, ularning shilliq qavatida qoladi va mexanik tirnash xususiyati keltirib chiqaradi, bu ko'pincha doimiy bronxial katar va yallig'lanish jarayonlarini keltirib chiqaradi, ba'zan esa ko'proq yoki kamroq jiddiy patologik va anatomik o'zgarishlarga olib keladi. Changning zararli qiymati juda ko'p to'quv ustaxonalarida havoni ventilyatsiya qilish va namlash uchun maqsadga muvofiq va to'g'ri joylashtirilgan qurilmalarning yo'qligi tufayli yanada kuchayadi. So'nggi 10 yil ichida to'quv xonalarida sun'iy shamollatish va namlash, ayniqsa, Germaniya fabrikalarida tobora ko'proq foydalanilmoqda; Rossiyada bu qurilmalar hali ham oz sonli yirik o'z-o'zidan to'quv fabrikalarida, asosan, eng yangi konstruktsiyalarda ishlaydi. Ikkinchisi orasida Tver fabrikasining (Tver shahrida) keng to'quv binosi 1898 yilda tom yopish tizimi (Schoedning modifikatsiyasi), markaziy shamollatish va havo namlash, qisman uni to'yingan holda to'yintirish orqali qurilgan. ventilyatsiya kamerasi, qisman uni tizimga purkash orqali keskin ajralib turadi.Zimin-Zotikov. Ushbu fabrikada to'quv zallarining gigienik tartibga solinishi tufayli ularda na alohida issiqlik, na o'z-o'zidan to'quv fabrikalarida deyarli doimiy ravishda kuzatiladigan havo harorati va nisbiy namlikning keskin o'zgarishi sezilmaydi. Bunday zavodlarda, ayniqsa Rossiyada, ishlab chiqarish uchun mutlaqo keraksiz boʻlgan yuqori harorat – 22° dan 26° gacha va undan ortiq R. va havoning haddan tashqari quruqligi yoki namligi keng tarqalgan hodisa boʻlib, kataral paydo boʻlishi uchun nihoyatda qulaydir. va to'quvchilar orasida revmatik kasalliklar. Ta'sir ostida yuqori harorat butun asab va mushak tizimining qandaydir bo'shashishi mavjud; kamqonlik, bosh aylanishi, zaiflik va boshqalar keng tarqalgan kasalliklar o'z-o'zini to'qishchilar orasida juda keng tarqalgan va bu kasalliklarning sabablaridan biri sifatida shifokorlar yuqori harorat va havo korruptsiyasining zararli ta'sirini ko'rsatmoqdalar to'quv ustaxonalarida ishchilar qolishlari kerak. uzoq vaqt, ba'zan hayotlarining deyarli yarmi. Sanitariya nuqtai nazaridan, to'quv ustaxonalarida tomlarni yuqoridan bir xil yoritishni ta'minlaydigan Schöda tizimiga muvofiq tartibga solish juda oqilona ko'rinadi; bu vizual apparatning haddan tashqari kuchlanishini sezilarli darajada kamaytiradi, uning oqibatlari - boshga qon oqimi va ko'rishning buzilishi, tabiiyki, ustaxonalarning etarli darajada va noto'g'ri yoritilishidan kelib chiqadi. Agar o'z-o'zidan to'quvchi tananing doimiy turishi bilan hisoblashishi kerak bo'lsa (bunday bo'lsa-da, oddiy skameykalarni kiritish orqali oldini olish mumkin), qo'lda to'quvchi uchun teskari moment noqulay qiymatga ega, ya'ni doimiy o'tirish holati. tananing yarim egilgan holati, ko'plab tadqiqotchilarning (Vestergardt, Erisman va boshqalar) fikriga ko'ra, mexanik to'quvchining turgan joyidan ancha nosog'lom. Qoʻlda ishlaydigan T. bilan ishchi mustahkam tirgakda oʻtirib, oldinga qattiq egilib, koʻkragini nurga bosadi; bir oyog'i bilan dastgohni harakatga keltiradi, qo'li bilan mokini ishga tushiradi. Tabiiyki, to'quvchining tanasining bunday g'ayritabiiy holati, ko'pincha kundan-kunga 12 yoki undan ko'proq soat davom etishi uning tanasi uchun zararli oqibatlarsiz qolmaydi: epigastriumni ignaga bosish konvulsiyalar, gastralgiya, ovqat hazm qilish traktining funktsional buzilishlarini keltirib chiqaradi. nafas olish apparatlarining charchashiga olib keladi. , bu ham mashinaning tebranishiga qarab ko'krak qafasining doimiy chayqalishi bilan osonlashadi va oyoqning doimiy harakati ko'pincha buzoq mushaklarida kramplarni keltirib chiqaradi. Qo'lda to'qishda havoning ko'p miqdorda chang chiqarishi natijasida buzilishi mexanik to'quvga qaraganda ko'proq kuzatiladi.Sun'iy shamollatishning etishmasligi, ayniqsa Rossiyada, xuddi shunday, hatto undan ham ko'proq. Ammo boshqa tomondan, kichik rus to'quv korxonalari kichik yog'och uylarda joylashganligi sababli, ular tabiiy shamollatish uchun eng yaxshi sharoitlarga ega (devorlar, eshiklar va boshqalar orqali) afzalliklarga ega. Biroq, bu afzallik unchalik katta emaski, ular ustaxonalarning odamlar bilan to'lib-toshganligi, T. paytida changning chiqishi natijasida yuzaga kelgan havoning buzilishi uchun to'liq qoplanadi. , noto'g'ri kechki yorug'lik (tutunli lampochkalar) va ko'pincha noto'g'ri isitish (g'isht ishlari va hatto temir quvurlar xonadan o'tadigan temir pechlar). O'z-o'zidan to'quv bilan solishtirganda, qo'lda ishlaydigan dastgohlar shovqin va polning silkinishidan ancha kamroq azoblanadi, chunki hatto yirik qo'lda to'qimachilik korxonalarida ham mexanik to'quvda aytilgandek, na biri, na boshqasi hech qachon kuzatilmaydi. Haqida travmatik jarohatlar toʻquv fabrikalarida asosiylari oyoq va yon tomonlarga moki bilan (baʼzan toʻquvchi egilib qolsa boshga) zarbalardir. Biroq, bu jarohatlar kuchli emas, chunki mokining zarbasi materiya tomonidan yumshatiladi, u to'quv dastgohidan sakrash uchun avval uni yorib o'tishi kerak va oddiy to'siqlar qurilmasi yordamida osongina yo'q qilinadi. o'z-o'zidan to'quv fabrikalarida allaqachon keng qo'llaniladigan panjara. Vaqti-vaqti bilan, asosan, barmoqlar, o'z-o'zidan to'quv dastgohining o'zi tomonidan shikastlangan. Ko'pincha erta o'limga olib keladigan surunkali kasalliklar orasida nafas olish organlarining surunkali kasalliklari va ular orasida o'pka tuberkulyarlari muhim o'rinni egallaydi. Erisman ("Professional gigiena") ma'lumotlariga ko'ra, to'quvchilar orasida birinchisi juda keng tarqalgan va barcha kasalliklarning 70% ni tashkil qiladi; 25% bitta iste'molga to'g'ri keladi. Umuman olganda, to'quvchilarda o'pka sili faqat kasbiy kasallik bo'lib, ko'pchilik tadqiqotchilarning (Leye, Xirsh, Erisman va boshqalar) fikriga ko'ra, bu kasallik quyidagi asosiy sabablarning birgalikda ta'siri natijasidir: 1) harakatsiz. tanasi oldinga egilib, ko'kragini nurga bosganligi sababli turmush tarzi, 2) ortiqcha ish vaqti va tiqilib qolgan ustaxonalarda bo'lish, 3) to'quv ustaxonalarining gigiyenik bo'lmagan joylashuvi tufayli chang va umuman buzilgan havoning uzoq vaqt nafas olishi, 4) yomon uy-joy va kambag'allik. to'quvchilar uchun ovqatlanish. Yaxshiyamki, hozir ham, ayniqsa Rossiyada, fabrikalarda ham, uyda ham ishlaydigan qo'l to'quvchilarining aksariyati yil davomida emas, balki faqat kuz va qishda, yozda va qisman bahorda bu kasb bilan shug'ullanadilar. butun tanaga foydali va ogohlantiruvchi ta'sir ko'rsatadigan qishloq dala ishlari uchun. Biroq, uchun Yaqinda Rossiyada kichik zavod kattaroq korxonaga aylanishi bilanoq, garchi u o'z ishlab chiqarishini qo'l mehnati bilan olib borsa ham, kapitalizmning sezilarli ta'siri darhol boshlanadi; Shunday qilib, prof. Erisman, Doktorlar Dementiev va Pogozhev, Moskva viloyatidagi yirik qo'lda to'qimachilik fabrikalarida ishchilarning to'rtinchi yoki undan ko'pi endi umuman dala ishlariga bormaydilar, lekin qolishadi. butun yil davomida fabrikalarda ("Moskva viloyatlari uchun statistik ma'lumotlar to'plami" ga qarang, sanitariya bo'limi, IV jild, II qism). Mehnat sharoitlarining zararli tomonlarini falaj qilish va kichik to'qimachilik fabrikalarida ishlashning o'z-o'zidan bepul ekanligi, to'quvchining nafaqat bug'ning hushtak chalganda, balki ehtiyoj sezganda dam olishi uchun ahamiyatsiz emas. dvigatel yoki zavod qo'ng'irog'ining jiringlashi unga ishni to'xtatish huquqini beradi, chunki u yirik to'quv fabrikalarida ishlaydi. Ammo shunga qaramay, uydan tashqarida, hatto kichik fabrikalarda ham ishlaydigan to'quvchilar, uyda ishlaydigan to'quvchilarga qaraganda, kattaroq fabrikalarda ham, kamroq erkinlikdan bahramand bo'lishadi va yopiq, havodor, yomon shamollatiladigan, chang bilan to'ldirilgan ustaxonalarda ko'proq vaqt o'tkazadilar. ko'pincha turli uy yumushlari tufayli lagerdan chalg'ib, toza havoga ko'chib o'tishga majbur bo'ladi. Bogorodsk sanoat tumani bo'yicha yaqinda o'tkazilgan tadqiqotlar shuni ko'rsatadiki, ba'zilari bilan bog'liq bo'lgan bu qulay shart sababdir. Moskva lablar., aholi oʻz uylarida qoʻlda yasalgan T. qogʻozli yengil materiallar bilan deyarli toʻliq band boʻlgan uning oʻsha qismida isteʼmolning sezilarli darajada kam rivojlanishi va tarqalishi va T. – shoyi va baxmal asosan yirik va koʻproq uchraydi. kichik fabrikalar va yorug'lik xonalariga ko'ra ("Moskva viloyati bo'yicha ma'lumot uchun statistik ma'lumotlar to'plamiga qarang.", Sanitariya bo'limi, jildi. VII, 1901 yil 1-son). FF Erismanning Moskva-Klin tumanlariga taalluqli so'zlariga ko'ra (qarang: V Viloyat shifokorlari kongressi materiallari. Moskva Zemstvosi), qo'l to'quvchilari orasida ko'pincha kuchli jismoniy, yaxshi rivojlangan mushaklar va yaxshi ovqatlangan ishchilar bor - spinnerlar o'rtasida juda kam uchraydigan hodisa; umuman olganda, ularning ko'krak qafasi bo'yoqchilar, duradgorlar va boshqalarnikiga qaraganda kamroq rivojlangan, ammo shunga qaramay, u juda qattiq hajmni ifodalaydi. Ko'krakning qoniqarli rivojlanishi, shuningdek, doktor P. A. Peskov tomonidan qog'oz materiallarini qo'lda to'qish bilan shug'ullanadigan to'quvchilarda ham qayd etilgan ("Moskva Zemstvo shifokorlarining VI viloyat kongressi materiallari"). Peskovning so'zlariga ko'ra, ko'krakning yomon rivojlanishi ipak mato to'quvchilarida - o'z sohasining haqiqiy mutaxassislarida uchraydi, shuning uchun ular orasida faqat zavod mehnati bilan yashaydigan, qishloqlaridan chiqib ketgan va butunlay sog'lom bo'lgan ishchilar ancha ko'p. unutilgan dala ishlari. Ipak to'quvchilarida, Peskovning so'zlariga ko'ra, hozirgi avlodda to'quvchi ko'krak qafasi bo'yicha harbiy xizmatga yaroqli emas. O'z-o'zidan to'quvchining jismoniy rivojlanishiga kelsak, F o'lchovlariga ko'ra. F. Erisman, A. V. Pogozhev va E. M. Dement'evlar to'liq ma'qul ko'rinmaydi va tolali moddalarni qayta ishlashda umuman ishlaydigan ishchilarning rivojlanishiga yaqinlashadi. Ikkinchisining jismoniy rivojlanishi boshqa sohalarda ishlaydigan odamlarning rivojlanishidan ancha past. Yuqorida aytilganlarning barchasidan to'quv sanoatini takomillashtirish zarurati aniq ko'rinadi. Buning uchun ishchilarning turar-joylarini, ularning ovqatlanishini yaxshilash, ish kunini 8 soatgacha qisqartirishning o'ta dolzarbligi haqida gapirmasa ham bo'ladi. va uzoq vaqt dam olishdan foydalanish, to'quv ustaxonalarini umuman yaxshilash kerak, ayniqsa tozalik va ventilyatsiya nuqtai nazaridan, ikkinchisini havo namlash bilan birlashtirish, buning yordamida to'quv xonalarida haroratni pasaytirishga erishish mumkin. havoda chang hosil bo'lishi va odamga quruq va issiq havo uchun zarur bo'lgan namlikni berish; bundan tashqari, to'quv xonalarida shovqin va polning silkinishini kamaytirish, ustaxonalarni bir xil va etarli darajada yoritishni ta'minlash, o'z-o'zidan to'quvchini o'rindiq uchun skameykalar bilan ta'minlash va boshqalar; qo'l to'qimachilariga epigastrium va ko'krakni nurga bosmasliklarini qat'iy tavsiya qilish kerak. Shubhasiz eng yaxshi qurilma fabrikalar sanitariya nuqtai nazaridan to'quvchilik kasbini yaxshilashga sezilarli ta'sir ko'rsatadi. Shunday qilib, Dyusseldorf tumanidagi yomon shamollatiladigan to'quv ustaxonalarida kasal to'quvchilar soni erkaklar o'rtasida 61 foizga va ayollar o'rtasida 58 foizga yetdi (bir ustaxonada kasallar soni 116 foizga yetdi), yaxshi shamollatiladigan zallarda esa kasal to'quvchilar soni. kasal odamlar 33% dan oshmaydi. Bir peluş fabrikasida, shamollatish joriy etilishidan oldin, to'quvchilarning 54%, ventilyatsiya o'rnatilgandan keyin - 33% kasal bo'lib qoldi (V. V. Svyatlovskiy).






T. ishlab chiqarish ipni (qarang) qattiq (tugallanmagan) matoga aylantirish uchun tayinlangan operatsiyalar majmuasini o'z ichiga oladi, zarur ko'rinishga keyingi pardozlash jarayonlarida allaqachon erishiladi (tegishli maqolaga qarang). Markaziy ......
Agregat texnologik jarayonlar ipdan to'qimachilik matolarini ishlab chiqarish uchun zarur. To'quv tayyorgarlik ishlarini o'z ichiga oladi (ular to'quv dastgohlarida ishlash uchun mos bo'lgan o'rash va to'quv iplarini yaratish uchun xizmat qiladi), ... ... ensiklopedik lug'at
to'quv- ipdan to`qimachilik gazlama ishlab chiqarishda bajariladigan texnologik jarayonlar majmui. To'quv ipni tayyorlash, to'quv dastgohlarida mato ishlab chiqarish, tugatishdan oldin kulrang matoni yakuniy qayta ishlashdan iborat ... ... To'qimachilik lug'ati
To'quv- to'quv bilan bir xil. 1. Qattiq (tugallanmagan) to'qimachilik matolarini ishlab chiqarish uchun zarur bo'lgan texnologik jarayonlar majmuasi. Xom ashyo turiga koʻra paxta toʻqish, jun toʻqish, shoyi toʻqish, zigʻir toʻqish va hokazolarga boʻlinadi. ... Moda va kiyim ensiklopediyasi
Qattiq (tugallanmagan) to'qimachilik matolarini ishlab chiqarish uchun zarur bo'lgan texnologik jarayonlar to'plami (Qarang: To'qimachilik matosi). Ba'zan T. p. to'quv deb ataladi. Qayta ishlangan xom ashyo (tolalar, iplar) turiga qarab ... ... Buyuk Sovet Entsiklopediyasi
Texnologik to'plam ipdan to'qimachilik matolarini ishlab chiqarishda bajariladigan jarayonlar. T. p. ip tayyorlash, toʻquv dastgohlarida gazlama ishlab chiqarish, xulosa qiladi, boʻz matoni pardozlash yoki boʻshatishdan oldin qayta ishlash ... ... Katta ensiklopedik politexnika lug'ati
1881 yilda 536 ming rubllik mahsulot ishlab chiqaradigan 69 R. zavodi, 4997 ishchi, 1892 yilda 52 zavod, ishlab chiqarish 381 ming rubl, 4351 ishchi, 1896 yilda R. zavodlari 127, 1280 ming dona mahsulot ishlab chiqargan. rubl, 7514 ishchi bilan. Ustida… … Entsiklopedik lug'at F.A. Brockhaus va I.A. Efron
- (lat.). yigiruv to'quv. Rus tiliga kiritilgan xorijiy so'zlarning lug'ati. Chudinov A.N., 1910 yil ... Rus tilidagi xorijiy so'zlar lug'ati
Orexovo, Zuevskaya o'lkasining tarixiy yilnomasi: 1209 yil 26 mart, kelajakdagi Zuyevo qishlog'i Klyazmadagi Volochka yilnomalarida birinchi eslatma. OK. 1339 yilda Moskva yaqinidagi Voxna va Guslitsa chekkalari birinchi marta ma'naviy ... ... Vikipediyada qayd etilgan.
To‘quv – to‘quv dastgohida mato olish
To‘quv – to‘quv dastgohida mato olish
Toʻqimachilik toʻquv dastgohlarida gazlama ishlab chiqarishdir. Toʻqish uchun tayyorlov tsexidan boʻgʻim va toʻqmoqlar ulardan gazlama ishlab chiqarish uchun toʻquv tsexiga boradi. Bir-biriga parallel ravishda joylashtirilgan va mato bo'ylab cho'zilgan iplarni to'qishdagi egri. Toʻqimachilik dastgohidagi mato ikki ip sistemasining ketma-ket oʻzaro bogʻlanishi natijasida hosil boʻladi - toʻqish jarayonida oʻrash iplariga perpendikulyar boʻlgan toʻqima va toʻqima, ular dastgohning ishchi organlariga nisbatan koʻproq taʼsir qiladi. to'qilganlar, shuning uchun ular mustahkamlik, chidamlilik va aşınma qarshilik uchun ortib borayotgan talablarga bog'liq.
Shunga ko'ra, mato ishlab chiqarish uchun turli xil dizayn xususiyatlariga ega to'quv dastgohlari qo'llaniladi. Biroq, to'quv dastgohida mato hosil qilishning umumiy printsipi buzilmas bo'lib qolmoqda.
Toʻqimachilik dastgohining asosiy ishchi organlari val 14, moki (toʻquv qatlami) 7 va qamish 6 hisoblanadi.
To‘sindan 1 yechilgan egri iplar yo‘naltiruvchi g‘altak (tosh) 3 atrofida aylanib, gorizontal yoki qiyshaygan holatni egallaydi. Keyin ular lamellar 4 teshiklaridan va o'qlar 14 ning to'siqlari 15 ko'zlari orqali o'tadi, ular o'ralgan iplarni vertikal yo'nalishda siljitib, shiypon hosil qiladi. To‘qimachilik ipi shiyponga moki yoki boshqa turdagi to‘quv qatlami orqali kiritiladi, u mato chetiga qamish 6 bilan oldinga (mixlanadi), u batan 16 bilan birga o‘zaro harakatlanadi. Matoning chetida halqa iplari toʻqilgan ip bilan oʻzaro bogʻlanib, koʻkrak 8, valian 10, yoʻnaltiruvchi rolik 9 va tovar gʻaltakda 11. shamol aylanib yuruvchi mato hosil qiladi. Milning oʻzgaruvchan harakatlanish tartibi turli xil toʻquv iplari matolarini ishlab chiqarishni taʼminlaydi. Qamishning uzunligi birligiga to‘g‘ri keladigan tishlar soni va tishlar orasidagi bo‘shliqlardan o‘tuvchi iplar soni egri chiziq bo‘ylab matoning zichligini, bir to‘quv ipiga matoning harakatlanishi (tortishishi) esa ipning zichligini aniqlaydi. to'quv bo'ylab mato.
To'qimachilik dastgohida mato shakllanishi
1 - to'quv nuri;
2 - o'ralgan iplar;
3 - tosh;
4 - lamellar;
5 - yuqori;
6 - qamish;
7 - moki (mikroplotter);
8 - ko'krak qafasi;
9 - hidoyat rulosi;
10 - valian;
11 - tovar rulosi;
12 - o'ralgan mil;
13 - batan pichog'i;
14 - mil;
15 - ko'zdan kechirish teshigi;
16 - batan.
To'quv dastgohi korpuslari va mexanizmlari
Toʻqimachilik dastgohining maqsadi mato olish uchun oʻralgan va toʻqilgan iplarni oʻzaro bogʻlashdan iborat. Bunga turli mexanizmlar va mashinaning ishchi organlarining muvofiqlashtirilgan harakatlari natijasida erishiladi.
257 surtish

Bolalar uchun adyol an'anaviy "Karamel", 1891, BAMBU, 110x140
Blanket Caramel - bu chaqaloqlar uchun ajoyib taklif bo'lib, poliester qoplamali tabiiy bambuk tolasi. Yumshoq, yumshoq va issiq. Yuqori sifatli materiallardan foydalaniladi, ekologik toza va hipoalerjenik. Polyester aşınmaya bardoshli va yaxshi gigienik fazilatlarga ega, matoning tematik dizayni bambuk poyasi, plomba uslubidagi rang sxemasi. To'ldiruvchi bambuk qatlami 300 gr./kv.m. - 30% bambuk tolasi + 70% bokira sintetik tola, mutlaqo hipoalerjenik, mukammal nafas oladigan, issiqlikni saqlaydi va to'planmaydi statik elektr, lekin juda engil. Yagona igna dastgohida tikish sizga adyolning yumshoqligi va havodorligini saqlashga imkon beradi. Kir yuvish mashinasida yuvish shartlariga muvofiq yuvilishi mumkin.
1275 surtish

Pardalar to'plami "Sehrli tun", rangi: to'q ko'k, balandligi 270 sm.721877
"Matt" - tabiiylik va tabiiylik tendentsiyasini aks ettiruvchi tabiiy zig'ir effekti bilan pardalar to'plami. Ranglarning cheklanishi tufayli 2 ta tekis pardalar to'plami deyarli har qanday interyerga mos keladi.
Material tabiiy zig'ir matosining tuzilishini takrorlaydi, ammo qo'shimchaga ega foydali xususiyatlar: yuqori aşınma qarshilik, kuch, hidga chidamlilik.
Pardalar dizayni matoning juda to'qimasi va melanj ipi (ipning notekis rangi) bilan ta'minlanadi.
To'plam pardalarning o'zi bilan bir xil materialdan tayyorlangan mutlaqo eksklyuziv fermuarli sumkaga qadoqlangan. Nafaqat moda, balki funksional aksessuar ham sotib olgandan keyin ham sizga xizmat qiladi.
2729 surtish

Oshxona uchun tul KauffOrt "Iris", lentada, rangi: shaffof, oq, balandligi 175 sm
Tul "Kaufort" poliesterdan tayyorlangan. Yuqori sifatli material va original dizayn e'tiborni tortadi va xonaning ichki qismiga organik tarzda mos keladi.
Tul kornişga lenta bilan biriktirilgan bo'lib, u yuqoridan chiroyli va bir tekis o'rashga yordam beradi.
1265 surtish

15 ta buyumdan iborat beshik to'plami "Kappuchino"
15 tadan iborat beshik to'plami (12 ta yon yostiq bo'yinbog'li + yostiq jild, choyshab, ko'rpa-to'shak) ayniqsa chaqaloqlar uchun yaratilgan, chunki bolalar ko'p vaqtini tushida o'tkazadilar. Biz g'amxo'rlik qildik eng yuqori sifat ishlatiladigan materiallar - 100% hipoalerjenik tabiiy paxta. Amaldagi matolar tez-tez yuvishga chidamli, to'kilmaydi va uzoq vaqt davomida asl ko'rinishini saqlaydi. Beshik to'plamining o'ziga xos afzalliklari universal o'lchamda (nostandart beshikda ishlatilishi mumkin), shuningdek, ixcham o'lchamda - sayohatga yoki tashrif buyurishga sevimli to'plamingizni osongina o'zingiz bilan olib ketishingiz mumkin. .
mato to'qimachilik dastgohida o'zaro perpendikulyar ikkita iplar tizimini bir-biriga bog'lash natijasida hosil bo'lgan to'qimachilik matosi. To'qimalarning hosil bo'lish jarayoni deyiladi to'quv.
Mato bo'ylab joylashgan iplar tizimi egri deb ataladi, mato bo'ylab joylashgan iplar tizimi to'quv deb ataladi.
Mato ishlab chiqarish uch bosqichda amalga oshiriladi:
halqa va to‘quvni tayyorlash;
dastgohda mato yasash;
matoni saralash.
Birinchi bosqichda to'quv jarayoni uchun halqa va to'quv iplari tayyorlanadi. Tayyorlash yigiruv fabrikasidan olingan iplarni to'quv dastgohiga o'rash uchun qulay bo'lgan o'ramlarga qayta o'rashdan iborat.
Cho'zma tayyorlash quyidagi operatsiyalardan iborat: to'quv dastgohi detallariga alohida iplarni qayta o'rash, o'rash, o'lchamlarni o'lchash va o'rash.
orqaga o'rash iplarni yigiruvchi boshoqlar yoki shpallardan silindrsimon yoki konussimon bobinlarga o'rash o'rash mashinalarida amalga oshiriladi. Shu bilan birga, uzun iplarning paketlari olinadi, iplar iflosliklardan tozalanadi va iplarning zaif nuqtalari yo'q qilinadi. Qayta o'rash iplarning ma'lum bir kuchlanishi bilan amalga oshirilganligi sababli, ular zaif joylarda sinadi. Iplarning singan uchlari maxsus to'quv tugunlari bilan bog'langan. O'rash tezligi 1200 m / min ga yetadigan zamonaviy o'rash mashinalarida singan uchlarini bog'lash avtomatik ravishda amalga oshiriladi. Qayta o'rashdan so'ng, katta bobinlarga o'ralgan o'ralgan iplar deformatsiyaga o'tadi.
burish Buning sababi shundaki, ko'p sonli bobinlardan (600 tagacha yoki undan ko'p) o'ralgan iplar gardishli bitta katta lasanda bir xil kuchlanish bilan bir-biriga parallel ravishda o'ralgan. Ushbu g'altakning burilish mili deb ataladi. Burish miliga o'ralgan barcha iplar bir xil uzunlikda bo'lishi kerak. Burish jarayoni maxsus o'rash mashinasida amalga oshiriladi. Buzilish tezligi 800 m/min. Qatlam o'qidan o'ralgan iplar o'lchamlarga beriladi.
Hajmi egri iplarni maxsus yopishtiruvchi - kiyinish bilan o'lchash deb ataladi. Hajmi iplarning silliqligi va mustahkamligini beradi. Bu to'quv jarayonida to'quv dastgohi qismining ishqalanishidan egri ipning uzilishining oldini olish uchun juda muhimdir.
O'lchamlar qaynatiladi va keyin o'lchov mashinasiga beriladi. Kiyinish formulasi yopishtiruvchi, yumshatuvchi, antiseptik moddalarni, shuningdek namlash vositalarini - iplarni gigroskopik qiladigan moddalarni o'z ichiga oladi. Kiyinish formulasi mato turiga qarab farq qilishi mumkin.
Oʻlchov dastgohi orqali taranglik ostida oʻtuvchi iplar bogʻlash bilan ishlanadi, siqiladi, quritiladi, ajratiladi va parallel va bir-biridan teng masofada joylashgan valga oʻraladi, bu toʻquv toʻsin deb ataladi. Hajmi o'lchash dastgohida burmaning harakat tezligi 12 dan 75 m / min gacha. Turli maqsadlarda va tolali tarkibda mato ishlab chiqarish uchun to'quv mashinalari turli xil kengliklarga ega. Shuning uchun o'lchamli dastgohga tegishli kenglikdagi to'quv nuri o'rnatiladi.
To'quv ignasi to'quv dastgohiga o'rnatilishidan oldin, zarbni teshish va bog'lashni amalga oshirish kerak. Proborkoy , yoki to'quv, o'rash operatsiya deb ataladi, bunda har bir ipni to'quv dastgohining detallari: lamellar, to'qilgan ko'zlar va qamish tishlari orqali ma'lum bir tartibda tishlash kerak.
Lamel - yupqa metall plastinka, dumaloq teshikka ega bo'lib, u orqali hal qiluvchi ip o'tkaziladi. Lamellar o'ralgan ip uzilganda to'quv dastgohini avtomatik ravishda to'xtatish uchun ishlatiladi. Lamellar soni egri chiziqdagi iplar soniga va shunga mos ravishda matoning egri chizig'idagi iplar soniga teng.
Mil ramkasi yoki mil, to'quv dastgohining butun kengligi bo'ylab joylashgan. U bir-birining ostiga qo'yilgan ikkita gorizontal chiziqdan iborat. Ularning har birining o'rtasida ko'zli to'siqlar taxtalar orasiga vertikal ravishda o'rnatiladi. Iplar to'nkaning ko'zlari orqali - har bir ko'zdan bittadan o'tkaziladi. Shaft ramkalari to'quv ipini yotqizish uchun shiyponning shakllanishini ta'minlaydi. Sog'lom ramkalar soni matoning to'quv turiga bog'liq bo'lib, 2 dan 32 gacha o'zgarib turadi. Qoziqlar soni qoziqdagi çözgü iplari soniga to'g'ri keladi, lekin iplarning ko'zlarga o'ralish tartibi. to'qmoq matoning to'quviga bog'liq.
Qamish, shuningdek, to'quv dastgohining to'liq eni bo'ylab harakatlanadi va ikkita lamelga vertikal ravishda o'rnatilgan tekis metall plitalardan iborat. Metall plitalarga qamish tishlari deyiladi. Qamish yangi yotqizilgan to'quv ipini oldingisiga mixlash uchun, shuningdek, to'qish paytida iplarning bir xil parallel joylashishini ta'minlash uchun ishlatiladi. Har bir o'ralgan ip navbat bilan qamish tishlari orasidan o'tadi.
Qamish iplarini lamellar teshiklariga, naylarning ko'zlariga va qamish tishlari orasiga o'tkazish ishlari maxsus ajratuvchi mashinada amalga oshiriladi. Tozalash ikki ishchi tomonidan qo'lda amalga oshiriladi. Oziqlantiruvchi birin-ketin egri iplarni oziqlantiradi, ajratuvchi esa maxsus ilgak bilan barcha iplarni birinchi ipdan to oxirgisiga qadar dastgoh detallari orqali tortadi. Bunday tashkilot bilan soatiga 1000-2000 ip elakdan o'tkaziladi.
Supurish yangi turdagi mato ishlab chiqarish uchun dastgohni to'ldirishda yoki dastgohning eskirgan qismlarini almashtirishda amalga oshiriladi. Agar to'quv dastgohida xuddi shu mato ishlab chiqarilgan bo'lsa, u holda to'quv amalga oshirilmaydi, lekin eski halqaning uchlariga cho'zilgan yangi ipning uchlari bog'lanadi (biriktiriladi). Qatlamning uchlarini bog'lashda soatiga 5000 tugundan ortiq to'qish tezligi bilan bog'lovchi mashinalar qo'llaniladi. Dastgohni ishga tushirish uchun bog'langan tugunlar ehtiyotkorlik bilan lamellarning teshiklari, g'unajinlarning ko'zlari, qamish tishlari orqali tortiladi.
Egri iplarni teshish uchun avtomatik mashinalar mavjud va ulardan foydalaniladi.
To'quv uchun ortiqcha oro bermay tayyorlash - bu oddiyroq jarayon bo'lib, iplarni maxsus yog'och g'altaklarga o'rash va iplarni namlashdan iborat.
orqaga o'rash Agar to'quv moki dastgohlarida amalga oshirilsa, moki g'altaklarida kerak bo'ladi. Bu operatsiya 300 m/min tezlikda to'qmoq o'rash mashinalarida bajariladi.
Nemlendirici iplar shunday amalga oshiriladiki, to'quv ipini moki g'altakdan yotqizish paytida bir vaqtning o'zida ipning bir nechta burilishlari o'ralmaydi, bu esa matoda nuqsonlarning paydo bo'lishiga olib keladi. Turli xil tolali tarkibdagi iplarni namlash turli usullar bilan amalga oshiriladi. Paxta va zigʻir iplari namligi yuqori boʻlgan xonalarda saqlanadi, jun ip bugʻlanadi, ipak va kimyoviy iplar emulsiyalanadi.
Ikkinchi bosqichda to'quv dastgohida mato ishlab chiqariladi. Toʻquv toʻsin 1 dan (10-rasm) halqa iplari 2 togʻ jinsini Z aylanib chiqadi, lamellar 4 oʻtadi, toʻqilgan koʻzlar 5 va qamish tishlari b. 5-gachasi o'ralgan romlarni navbat bilan ko'tarish va tushirish bilan o'ralgan iplar to'quv ipi 7 yotqizilgan shiyponni hosil qiladi.
Berdo 6, batan mexanizmining 8 tebranish harakati tufayli o'ngga harakatlanayotganda to'quv ipini matoning 9 chetiga mixlaydi va chap holatga o'tadi. Olingan mato, ko'krak 10 va kigiz 11 atrofida egilib, tovar regulyatori tomonidan harakatga keltiriladi va tovar rolikiga 12 o'raladi. Shunday qilib, to'quv nuridan bo'shatilgan halqa doimo tarang holatda bo'ladi.
Matoning to'quv zichligi tovar regulyatori tomonidan o'zgartiriladi: tovar rulosiga matoni o'rash tezligi oshishi bilan matoning zichligi pasayadi.
Eng oddiy tekis to'quv matosini ishlab chiqarishda, bunda o'rash va to'quv iplari bittadan (chintz, kaliko) almashinadi, ikkita shilimshiq bo'lishi kerak. Barcha juft iplar biriga, barcha toq iplar ikkinchisiga bog'langan. To‘qimachilik dastgohi ishlaganda bir mil ko‘tarilib, ikkinchisi tushiriladi. Bunday holda, barcha o'ralgan iplar bir-biridan ajralib, to'quv shiyponini hosil qiladi. Bu bo'shliqda to'quv g'altakli moki prodning zarbalari ostida uchadi. Mekikning o'tishi paytida to'quv ipi g'altakdan uchib chiqadi, u halqa iplari orasidagi shiyponda yotgan holda qoladi. Batan tebranuvchi harakat qiladi va qamish yordamida yotqizilgan to'quv ipini mato chetiga mixlaydi. Shundan so'ng, shifobaxshlar o'z pozitsiyalarini o'zgartiradilar: yuqori qismi pastga tushadi, pastki qismi esa yuqoriga ko'tariladi. Bunday holda, yangi to'quv ombori hosil bo'ladi, u orqali moki teskari yo'nalishda uchadi. Qamish bilan mixlangan yangi to'quv ipi shunday yotqiziladi. Baza asta-sekin burilishdan chiqariladi, hosil bo'lgan mato tovar rulosiga o'raladi. Dastgoh ishchi organlarining barcha ko'p va ko'p shaklli harakatlari sinxronlashtiriladi.
To'quv to'quvining murakkablik darajasiga qarab, kaptar mexanizmining turli xil konstruktsiyalari qo'llaniladi: eksantrik mexanizm, dobby dobby va jakkard mashinasining gumbazli ko'taruvchi mexanizmi. Eksantrik mashinalarda faqat tekis to'quv matolari ishlab chiqariladi. Kichkina naqshli gazlamalar val ko'taruvchi vagonli dastgohlarda (32 shaftagacha), yirik naqshli to'quvli gazlamalar - jakkard dastgohlarida ishlab chiqariladi.
Toʻqilgan ipni yotqizish usuliga koʻra toʻquv dastgohlari mokili va mokisizlarga boʻlinadi. Shuttle dastgohlarida to'quv ipi moki yordamida yotqiziladi. Bu metall uchlari bo'lgan uchlari uchli yog'och quti. Shuttlening bo'shlig'iga ip bilan g'altak o'rnatilgan bo'lib, uning uchi mokining yon devorida joylashgan teshikdan chiqariladi. to'quv ipini yotqizish uchun maxsus jangovar mexanizm, mokining metall barmog'iga kuchli zarba berib, uni to'quv dastgohining bir tomonida joylashgan shattl qutisidan qarama-qarshi tomonda joylashgan moki qutisiga uchib, o'rdak ichimligini qoldiradi. tomoqqa. Mashinada bir daqiqada 220 ta to'qima yotqiziladi va moki tomoq orqali 0,3 soniyada uchadi.
Mato ishlab chiqarishda g'altakning avtomatik o'zgarishiga ega shattle mashinalari juda keng qo'llaniladi. Ularga qo'shimcha ravishda, mokisiz to'quv dastgohlari tobora ko'proq qo'llanilmoqda, ularda to'quv iplari moki bilan emas, balki boshqa ishchi organlar yordamida yotqiziladi. Kichik o'lchamli o'rdak plotterlari, rapier, nozul, pnevmorapierli shattlesiz mashinalar mavjud.
Ulardan eng keng tarqalgani kichik o'lchamdagi to'quv qatlamlari bo'lgan STB mashinalari. Bunday mashinalarda katta konussimon bobinlardan to'quv iplari iplar ajratgichlar bilan yotqiziladi. Har bir bo'shliq ipli qisqichli kichik plastinka. Plotter kesilgan to'quv ipining uchini ushlaydi va jangovar mexanizm zonasiga o'tadi. Ushbu mexanizmning ta'siri ostida qatlam chapdan o'ngga to'quv shiyponida harakat qiladi. Kiritgandan so'ng, to'quv ipi kesiladi va uning uchi keyingi qatlam tomonidan olinadi. To'qimachilik ipini yotqizgandan so'ng, qatlam maxsus konveyerga tushiriladi va dastgohning chap tomoniga o'tkaziladi. Bitta mashinada 11 dan 17 gacha plotter mavjud. 1,5 sm uzunlikdagi kesilgan ortiqcha oro bermay iplarning uchlari egilib, keyingi shiyponda matoga ishlangan bo'lib, er-xotin zichlikdagi kuchli chekka hosil qiladi. STB mashinalari katta kenglikdagi matolarni ishlab chiqarishga imkon beradi, bu esa moki mashinalarida qiyin.
Mekiksiz to'quvning afzalliklari mehnat unumdorligining keskin oshishi, ipning uzilishining kamayishi, shuningdek, to'quvda shovqin darajasining pasayishi hisoblanadi.
Qoziqli gazlamalarni ishlab chiqarish qoziq qoziq mashinalarida - to'quv qoziq va ikki qatlamli o'z-o'zidan tejamkor qoziqda amalga oshiriladi. Terri konstruksiyalarning matolari ikkita nurli (tuproq va ilmoqlar uchun) vagon va jakkardli dastgohlarda ishlab chiqariladi. Triko matolari ishlab chiqariladi, unda matoning tor chiziqlari to'quv iplaridan hosil bo'lgan trikotaj mato bilan almashtiriladi. Mato va trikotaj chiziqlari mato bo'ylab joylashgan.
Ishlab chiqarilgan matolarni saralash ularni ishlab chiqarishning yakuniy bosqichida amalga oshiriladi. Shu bilan birga, qattiq (tayyor bo'lmagan) matolarning uzunligi o'lchov mashinalarida o'lchanadi, matolarni tozalash va kesish, rad etish mashinalarida sifat nazorati amalga oshiriladi, to'quv nuqsonlari aniqlanadi. Nihoyat, matolar katlama mashinalariga yotqiziladi.
Barcha yakuniy operatsiyalar ishlab chiqarish liniyalarida amalga oshiriladi, bu erda alohida qismlardan tikilgan qattiq mato uzluksiz oqimda harakatlanadi.
Ishning oxiri -
Ushbu mavzu quyidagilarga tegishli:
Tolalar haqida umumiy ma'lumot. Elyafning tasnifi. Elyaflarning asosiy xossalari va ularning o'lchovli xususiyatlari
Kiyim-kechak ishlab chiqarishda turli xil materiallardan foydalaniladi: gazlamalar, trikotaj buyumlar, to'qilmagan materiallar, tabiiy va sun'iy .. bu materiallarning tuzilishini bilish, ularning xususiyatlarini aniqlash qobiliyati, tushunish .. eng katta hajm tikuvchilik sanoatida to'qimachilik materiallaridan tayyorlangan mahsulotlar ..
Agar sizga ushbu mavzu bo'yicha qo'shimcha material kerak bo'lsa yoki siz qidirayotgan narsangizni topa olmasangiz, bizning ishlar ma'lumotlar bazasida qidiruvdan foydalanishni tavsiya etamiz:
Qabul qilingan material bilan nima qilamiz:
Agar ushbu material siz uchun foydali bo'lib chiqsa, uni ijtimoiy tarmoqlardagi sahifangizga saqlashingiz mumkin:
| tvit |
Ushbu bo'limdagi barcha mavzular:
1-ma'ruza
Kirish. Tolali materiallar 1. “Tikuvchilik ishlab chiqarish materialshunosligi” kursining maqsad va vazifalari. 2. Umumiy ma'lumot haqida
paxta tolasi
Gʻoʻza — bir yillik gʻoʻza oʻsimligining chigitini qoplaydigan tolalar shunday nomlanadi. Paxta issiqlikni yaxshi ko'radigan o'simlik bo'lib, ko'p miqdorda namlikni iste'mol qiladi. Issiq joylarda o'sadi. Izv
Hayvonlardan olingan tabiiy tolalar
Hayvonlardan olingan tabiiy tolalarni (jun va ipak) tashkil etuvchi asosiy modda tabiatda sintez qilingan hayvon oqsillari - keratin va fibroindir. Molekulyar tuzilishdagi farq
Tabiiy ipak
Tabiiy ipak pillaning qo'g'irchoq bo'lishidan oldin burishishi paytida ipak qurti tırtıllarının bezlari tomonidan ajralib chiqadigan ingichka uzluksiz iplar deb ataladi. Asosiy sanoat qiymati xonakilashtirilgan tut ipakidir.
B. Kimyoviy tolalar
Kimyoviy tolalarni yaratish g'oyasi 19-asrning oxirida o'z timsolini topdi. kimyoning rivojlanishi tufayli. Kimyoviy tolalarni olish jarayonining prototipi ipak qurti ipining shakllanishi edi
sun'iy tolalar
Sun'iy tolalarga tsellyuloza va uning hosilalaridan tayyorlangan tolalar kiradi. Bular viskoza, triasetat, asetat tolalari va ularning modifikatsiyalari. Viskoza tolasi tsellyulozadan tayyorlanadi
Sintetik tolalar
poliamid tolalari. Eng ko'p ishlatiladigan kapron tolasi ko'mir va neftni qayta ishlash mahsulotlaridan olinadi. Mikroskop ostida poliamid tolalari mavjud
noorganik tolalar
Yuqorida sanab o'tilganlarga qo'shimcha ravishda, tabiiy noorganik birikmalardan tolalar mavjud. Ular tabiiy va kimyoviy bo'linadi. Asbest-tonkovol tabiiy noorganik tolalarga tegishli.
To'qimachilik iplarining turlari
Mato yoki trikotaj matoning asosiy elementi ipdir. Tuzilishi bo'yicha to'qimachilik iplari iplar, murakkab iplar va monofilamentlarga bo'linadi. Bu iplar birlamchi deb ataladi
Asosiy yigirish jarayonlari
Pulpa tabiiy tolalar yig'ish va birlamchi qayta ishlashdan so'ng u yigirish fabrikasiga kiradi. Bu erda nisbatan qisqa tolalar - ipdan uzluksiz mustahkam ip ishlab chiqariladi. Bu p
Matoni pardozlash
To'qimachilik dastgohidan olib tashlangan matolar qo'pol yoki qo'pol gazlamalar deb ataladi. Ular turli xil aralashmalar va aralashmalarni o'z ichiga oladi, yomon ko'rinishga ega va kiyim-kechak ishlab chiqarish uchun yaroqsiz.
Paxta matolari
Tozalash va tayyorlash jarayonida paxta matolarini qabul qilish va saralash, singdirish, oqartirish, oqartirish (oqartirish), merserizatsiya va nayzalash ishlari amalga oshiriladi. Tozalash va
zig'ir matolari
Zig'ir matolarini tozalash va tayyorlash odatda paxta ishlab chiqarishda bo'lgani kabi amalga oshiriladi, lekin ehtiyotkorlik bilan, operatsiyalarni bir necha marta takrorlaydi. Bu zig'ir bilan bog'liq
Jun matolar
Jun matolar taroqli (tosh) va gazlamaga bo'linadi. Ular tashqi ko'rinishi bilan bir-biridan farq qiladi. Taroqli gazlamalar yupqa, to‘quv naqshlari aniq. Mato - qalinroq
Tabiiy ipak
Tabiiy ipakni tozalash va tayyorlash quyidagi tartibda amalga oshiriladi: oqartirilgan matolarni qabul qilish va saralash, singdirish, qaynatish, oqartirish, jonlantirish. Qachon
Kimyoviy tolali matolar
Sun'iy va sintetik tolalardan tayyorlangan matolarda tabiiy aralashmalar mavjud emas. Ularda asosan oson yuviladigan moddalar, masalan, kiyinish, sovun, mineral moy va boshqalar bo'lishi mumkin.
Matolarning tolali tarkibi
Kiyim-kechak ishlab chiqarish uchun tabiiy (jun, ipak, paxta, zig'ir), sun'iy (viskon, polinoz, atsetat, mis-ammiak va boshqalar), sintetik (lavza) matolardan tayyorlangan matolar.
To'qimalarning tolali tarkibini aniqlash usullari
Organoleptik - bu sezgi organlari - ko'rish, hidlash, teginish orqali to'qimalarning tolali tarkibini o'rnatish usuli. Matoning ko'rinishini, uning teginishini, burishishini baholang
Matolarni to'qish
Egri va to‘quv iplarining bir-biriga nisbatan joylashishi, ularning munosabati gazlamaning tuzilishini belgilaydi. Shuni ta'kidlash kerakki, matolarning tuzilishiga quyidagilar ta'sir qiladi: matoning o'rash va to'quv iplarining turi va tuzilishi.
Matoni pardozlash
Matolarga sotiladigan ko'rinish beradigan pardozlash uning qalinligi, qattiqligi, pardasi, ajinlari, nafas olish qobiliyati, suvga chidamliligi, porlashi, qisqarishi, yong'inga chidamliligi kabi xususiyatlariga ta'sir qiladi.
Mato zichligi
Zichlik to'qimalar tuzilishining muhim ko'rsatkichidir. Matolarning og'irligi, aşınmaya bardoshliligi, havo o'tkazuvchanligi, issiqlikdan himoya qilish xususiyatlari, qattiqligi va o'tkazuvchanligi zichlikka bog'liq. Har biri
To'qimalarning tuzilishi fazalari
To'quv paytida o'ralgan va to'qilgan iplar o'zaro egilib, buning natijasida ular to'lqin shaklida joylashadi. halqa va to'quv iplarining egilish darajasi ularning qalinligi va qattiqligiga, p turiga bog'liq.
Matoning sirt tuzilishi
Old tomonining tuzilishiga ko'ra gazlamalar silliq, qoziq, qoziq va kigizga bo'linadi. Silliq matolar - bu aniq to'quv naqshiga ega bo'lgan matolar (qo'pol kaliko, chintz, atlas). jarayonida
Matoning xususiyatlari
Reja: Geometrik xossalar Mexanik xossalar Jismoniy xususiyatlar Texnologik xususiyatlar Turli xil iplar va iplardan tayyorlangan matolar
Geometrik xususiyatlar
Bularga matoning uzunligi, kengligi, qalinligi va massasi kiradi. Matoning uzunligi egri iplar yo'nalishi bo'yicha o'lchash yo'li bilan aniqlanadi. Kesishdan oldin matoni yotqizayotganda, qismning uzunligi
Mexanik xususiyatlar
Kiyim-kechaklarni ishlatish jarayonida, shuningdek, matolarni qayta ishlash jarayonida ular turli xil ta'sirlardan o'tadi mexanik ta'sirlar. Ushbu ta'sirlar ostida to'qimalar cho'zilib, egilib, ishqalanishni boshdan kechiradi.
Jismoniy xususiyatlar
To'qimalarning fizik xususiyatlariga ko'ra gigienik, issiqlikdan himoya qiluvchi, optik va elektrga bo'linadi. Gigienik, kimga sezilarli ta'sir ko'rsatadigan to'qimalarning xususiyatlari deb hisoblanadi
Matoning aşınma qarshiligi
Matolarning aşınma qarshiligi ularning halokatli omillarga qarshi turish qobiliyati bilan tavsiflanadi. Kiyimlarni ishlatish jarayonida ularga yorug'lik, quyosh, namlik, cho'zish, siqish, buralish ta'sir qiladi.
Matolarning texnologik xossalari
Kiyimlarni ishlab chiqarish jarayonida va ekspluatatsiya qilish jarayonida matolarning bunday xususiyatlari namoyon bo'ladi, bu kiyimni loyihalashda hisobga olinishi kerak. Bu xususiyatlar texnologik jihatdan sezilarli darajada ta'sir qiladi
Shlangi materiallar
5. Yopishtiruvchi materiallar. 1. MATOLAR assortimenti Xom ashyo turiga ko'ra barcha matolar assortimenti paxta, zig'ir, jun va ipakga bo'linadi. Ipaklari
Yopishqoq materiallar
Nuqtali polietilen qoplamali yarim qattiq flilla mato - bu bir tomoni yuqori bosimli polietilen kukuni bilan qoplangan paxta matosi (qo'pol kaliko yoki madapolam).
Kiyim uchun materiallarni tanlash
Kiyim-kechak ishlab chiqarishda turli xil materiallar qo'llaniladi: matolar, trikotaj va to'qilmagan matolar, dublikat, plyonkali materiallar, tabiiy va sun'iy mo'yna, tabiiy va san'at
Mahsulot sifati
Kiyim va boshqa kiyim-kechak ishlab chiqarishda gazlamalar, trikotaj va to'qilmagan matolar, plyonkali materiallar, sun'iy teri va mo'yna ishlatiladi. Ushbu materiallarning jami assortiment deb ataladi
Kiyim materiallarining sifati
yaxshi kiyim qilish uchun siz yuqori sifatli materiallardan foydalanishingiz kerak. Sifat nima? Mahsulot sifati deganda yaroqlilik darajasini tavsiflovchi xususiyatlar birikmasi tushuniladi
Materiallar darajasi
Ishlab chiqarishning yakuniy bosqichidagi barcha materiallar nazoratga olinadi. Shu bilan birga, materialning sifat darajasi baholanadi va har bir qismning darajasi belgilanadi. Darajasi mahsulot sifatining gradatsiyasini bildiradi.
Mato darajasi
Matolarning navini aniqlash katta ahamiyatga ega. Matoning navi sifat darajasini baholashning kompleks usuli bilan aniqlanadi. Shu bilan birga, fizik-mexanik xususiyatlar ko'rsatkichlarining me'yorlardan chetga chiqishi,
To'qimalarning ko'rinishidagi nuqsonlar
nuqson Buzilish turi Tavsif Nosozlik yuzaga keladigan ishlab chiqarish bosqichi Zaso
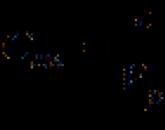

Mashhur
- Hujum burchagi va balandlikni o'zgartirish uchun dastur
- Haqiqiy chiqish tezligi yopiq tishli poezdni hisoblash
- Xodimning rasmiy transportdan foydalanish tartibi qanday
- samolyot yoqilg'i tizimi
- Avtotransport vositasini evakuatsiya qilish bo'yicha shartnoma. Avtotransportni evakuatsiya qilish bo'yicha standart shartnoma
- Buldozerning ishlashi va uni qanday yaxshilash mumkin Buldozerlar haqida asosiy ma'lumotlar
- Toyota ishlab chiqarish tizimi (TPS) va tejamkor ishlab chiqarish
- Quvurlarni o'rnatish bo'yicha mutaxassis tomonidan imtihon chiptalari
- Hech narsa qilishni xohlamasangiz nima qilish kerak
- Globus - butun oila uchun do'konlar