Üretimin teknolojik hazırlığı. Üretimin teknik hazırlığı Üretimin teknik hazırlığının aşamaları
Üretimin teknik hazırlığı, üretimin tasarımını, teknolojik, organizasyonel hazırlığını ve ayrıca yeni ürünlerin seri üretiminin geliştirilmesini içerir. Bu aşamada, yeni bir ürün, Ar-Ge sonucunda elde edilen bir prototipten, pilot ve kurulum partisine, belirli bir işletme işletmesinde seri üretime kadar çeşitli geliştirme aşamalarından geçer. Teknik eğitimin temel amacı sadece yeni bir ürünün seri üretimine hakim olmak değil, aynı zamanda bu sorunu üreticinin özelliklerini maksimum düzeyde dikkate alarak ve bu geliştirme için minimum maliyetle çözmektir.
Seri üretime yönelik tasarım hazırlığı
Hedef seri üretim için tasarım hazırlığı (KPP) - Ar-Ge tasarım belgelerini üreticinin belirli bir seri üretim koşullarına uyarlayın. Kural olarak, Ar-Ge tasarım dokümantasyonu imalat işletmelerinin üretim ve teknolojik yeteneklerini zaten hesaba katmaktadır, ancak pilot ve seri üretim koşulları önemli farklılıklara sahiptir ve bu da Ar-Ge tasarım dokümantasyonunun kısmen veya hatta tamamen yeniden işlenmesi ihtiyacına yol açmaktadır.
Şanzıman, işletmenin baş mühendisinin hizmeti tarafından, kural olarak, bir seri tesisin baş tasarımcısının departmanı (OGK) veya Araştırma ve Tasarım Bürosu, SKB, OKB, vb.'nin seri departmanı tarafından üretilir. Birleşik Tasarım Dokümantasyon Sistemi (ESKD) kurallarına uygun olarak.
Kontrol noktası süreci sırasında tasarımcılar, üreticinin spesifik üretim koşullarını mümkün olan en üst düzeyde dikkate almalıdır:
- işletme veya ilgili işletmeler tarafından üretilen birleşik ve standart parçalar ve montaj birimleri;
- mevcut teknolojik ekipman ve kontrol araçları;
- mevcut teknolojik ve standart dışı ekipmanlar, araçlar vb.
Üreticinin üretiminin tasarım hazırlığı aşamasındaki işin kapsamı:
1. Geliştiriciden tasarım belgelerinin alınması.
2. Dokümantasyonun eksiksiz olup olmadığının kontrol edilmesi.
3. Üreticinin özelliklerine uygun değişiklik yapmak.
4. Tasarımın üretilebilirlik testi sonuçlarına göre değişiklik yapmak.
5. Üretimin teknolojik hazırlık sonuçlarına göre değişiklik yapmak.
6. Pilot ürün grubunun üretimi için teknik destek.
7. Pilot seri üretim sonuçlarına göre tasarım dokümantasyonunda değişiklik yapmak.
8. Kurulum serisinin üretimine ilişkin dokümantasyonun hazırlanması ve onaylanması.
9. Kurulum serisinin üretimi için teknik destek.
10. Seri üretime ilişkin dokümantasyonun hazırlanması ve onaylanması.
11. Onarım, ihracat ve diğer belgelerin düzenlenmesi.
12. Seri üretim için teknik destek.
Şu anda, bilgisayar destekli tasarım yöntemleri ve tasarım belgelerinin (CAD) oluşturulması, kontrol noktalarının çalışmalarında giderek daha önemli hale geliyor.
Üretimin teknolojik hazırlığı (TPP)
Ticaret ve Sanayi Odasının görevi- bu, şirketin belirli teknik ve ekonomik göstergelere sahip (yüksek teknik seviye, işçilik ve ayrıca minimum işçilik ve malzeme maliyetleriyle - işletmenin belirli bir teknik düzeyinde maliyet) yeni ürünlerin üretimi için tam teknolojik hazırlığını sağlamaktır. ve planlanan üretim hacimleri).
İlk veri Ticaret ve Sanayi Odası'nın yürüttüğü çalışmalar şunlardır:
1) yeni ürün için eksiksiz bir tasarım belgeleri seti;
2) işbirliği yoluyla yedek parça ve malzeme üretimini dikkate alarak, tam gelişme ile maksimum yıllık üretim hacmi;
3) mevsimsellik dikkate alınarak, ürünlerin beklenen çıkış tarihi ve yıllara göre üretim hacmi;
4) işletmenin planlanan çalışma şekli (vardiya sayısı, çalışma haftasının uzunluğu);
5) ana üretim ekipmanının planlanan yük faktörü ve işletmenin onarım stratejisi;
6) parça işletmesine, yarı mamul bileşenlerine ve tedarikçi işletmelere planlı kooperatif tedarikleri;
7) işletmenin fiyatlandırma stratejisini ve hedeflerini dikkate alarak yeni malların tahmini piyasa fiyatları;
8) riskle ilgili olarak benimsenen strateji (fazla ekipmanın mevcudiyeti açısından);
9) işletmenin emek sosyolojisi politikası.
Üretimin teknolojik hazırlığı “Birleşik Teknolojik Üretim Hazırlığı Sistemi” (USTPP) standartlarına göre düzenlenir.
CCİ'nin aşamaları, işin içeriği ve icracıları Tablo 6.5'te verilmiştir.
Üretilebilirlik açısından ürünlerin test edilmesi. Üretilebilirlik- Bu, belirli bir üretim ölçeğinde belirli organizasyonel, teknolojik ve üretim koşullarında bir ürünün üretilmesinin maliyet etkinliğidir.
Tablo 6.5
| Ticaret ve Sanayi Odasının Aşamaları | Ticaret ve Sanayi Odası çalışmalarının içeriği | Sanatçılar |
| CCI planlaması | Ticari ve endüstriyel işletmelerin tahmin edilmesi, planlanması ve modellenmesi. | Üretim Hazırlık Planlama Hizmeti (PPPP) |
| Süreç tasarımı | Ürünlerin atölyeler ve işletmenin bölümleri arasında dağıtımı. | OPPP |
| Üretim tesislerinin hareketi için teknolojik yolların geliştirilmesi. | OPPP | |
| Parçaların üretimi ve kontrolü, montajı ve testi ile diğer tüm teknolojik dokümantasyon için teknik süreçlerin geliştirilmesi. | Baş uzman departmanları (OGT, OGS, OGMet vb.) | |
| Teknolojik süreçlerin tiplendirilmesi, temel ve grup süreçlerinin geliştirilmesi. | -"- | |
| Teknolojik süreçlerin fizibilite çalışması | Başuzmanların bölümleri, ekonomi departmanı | |
| Ekipman seçimi | Evrensel, özel, modüler ve standart dışı ekipmanların seçimi ve gerekçesi. Bu ekipmanın tasarımının yanı sıra esnek otomatik, otomatik, robotik hatlar ve kompleksler, konveyörler, araçlar vb. tasarımı için görevler vermek. | Başuzmanların bölümleri |
| Ekipman seçimi ve teknolojik tasarımı | Gerekli özel, evrensel ve birleşik ekipmanın seçimi. Ekipman tasarımı (teknolojik tasarım). Ekipman seçimi ve kullanımına yönelik fizibilite çalışmaları | Ana uzmanların teknoloji ve tasarım departmanları. Ekonomi departmanı |
| Tayınlama | Tüm teknolojik süreçler için operasyonel teknik zaman standartlarının oluşturulması. Malzeme tüketim oranlarının hesaplanması (detaylı ve özet) | Çalışma ve Maaş Dairesi. Başuzmanların bölümleri. CDP |
Ürünlerin üretilebilirlik testi (teknolojik kontrol), tasarım belgelerinin oluşturulmasının tüm aşamalarında gerçekleştirilir:
- ön tasarım aşamasında, seçilen malzemelerin fizibilitesi, yapının montaj birimlerine, bloklara, montajlara bölünmesinin rasyonelliği ve üretilebilirliği, montaj kolaylığı sağlanması, demontaj vb. dahil olmak üzere özel tasarım çözümlerinin bir analizi gerçekleştirilir. ;
- teknik ve detaylı proje aşamalarında, ürünün üretilebilirliği ve elemanlarının imalatının doğruluğu konusunda nihai kararlar alınır;
- bir prototip ve bir pilot partinin üretilmesi aşamasında, tasarımın üretilebilirlik testi tamamlanır (standart teknik süreçlerin, birleşik yeniden yapılandırılabilir ekipmanın ve mevcut veya üretilmiş ekipmanın kullanılma olasılığı da dahil olmak üzere üretilebilirliği sağlama koşulları belirtilir).
Tasarım üretilebilirlik göstergeleri:
- tasarım çözümlerinin teknolojik rasyonelliği;
- tasarımın sürekliliği.
Teknolojik rasyonellik şu şekilde karakterize edilir:
- üretimin emek yoğunluğu;
- spesifik malzeme tüketimi;
- malzeme kullanım oranı;
- teknolojik maliyet;
- ürün imalatının spesifik enerji yoğunluğu;
- ürünü çalışmaya hazırlamanın spesifik emek yoğunluğu;
- malzemelerin uygulama katsayısı;
- grup ve standart teknolojik süreçlerin uygulama katsayısı vb.
Tasarımın sürekliliği şu şekilde karakterize edilir:
1) uygulanabilirlik katsayısı
K pr = (m - m op)/m,
burada m, parçaların (elemanlar, mikro devreler vb.) standart boyutlarının (isimlerinin) toplam sayısıdır;
m op - orijinal parça sayısı;
2) tekrarlanabilirlik faktörü
burada m yaklaşık toplam parça sayısıdır;
3) birleşme katsayısı
burada my, sanayi kuruluşları tarafından üretilen birleşik standart ve ödünç alınan parçaların sayısıdır;
4) standardizasyon katsayısı
burada m st standart parçaların sayısıdır.
Elemanların emek yoğunluğuna göre K pr, K p, K y, K st katsayılarını hesaplamak daha doğrudur.
Optimum teknolojik süreç seçeneğinin seçimi. Yeni ürünlerin üretimi için teknolojik süreçlerin çeşitli varyantlarında, çeşitli iş parçaları, ekipmanlar, teknolojik ekipmanlar vb. Kullanılabilir, bu da farklı emek yoğunluğuna, üretkenliğe ve farklı niteliklere sahip işçilerin kullanımına yol açar.
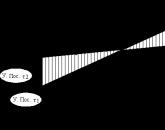
Optimum teknolojik süreci seçmenin ana kriterleri maliyet ve verimliliktir. Hesaplamaları basitleştirmek için, toplam maliyetin bir parçası olan ve teknolojik süreç seçeneğine bağlı maliyetleri hesaba katan teknolojik maliyet kullanılır. Grafiksel olarak seçenek 1 ve 2 düz çizgilerle gösterilebilir (Şekil 6.2).

Pirinç. 6.2. İki süreç seçeneğinin karşılaştırmalı değerlendirme grafiği
Bu A çizgilerinin kesişme noktası, her iki seçeneğin de eşdeğer olacağı kritik Qcr parça sayısını belirler;
 .
.
burada Z, teknik sürecin toplam maliyetidir;
Upos ve Uper sırasıyla koşullu sabit ve koşullu değişken maliyetlerdir.
Örneğimizde, eğer üretilen ürün hacmi kritik değerden azsa, seçenek 1 daha ekonomik olacaktır; ürün sayısı kritik değerden fazla ise seçenek 2 daha ekonomik olacaktır.
Ürünlerin imalatına yönelik çeşitli olası yöntemler arasından teknolojik bir işlemin uygulanmasına yönelik en ekonomik seçeneğin seçimi, genel olarak, optimallik kriteri olarak kabul edilen minimum verili maliyetlerle gerçekleştirilmelidir. Ancak teknolojik süreç seçeneklerini karşılaştırmak için çoğu durumda kendimizi üretimin teknolojik maliyetini hesaplamakla sınırlamak yeterlidir. İkincisi, daha önce de belirtildiği gibi, yalnızca seçenekler değiştiğinde değişen maliyetleri içerir.
Bu nedenle, aşağıda fiyat fonksiyonu olarak mevcut maliyetlerin tamamı değil, minimum tutar kullanılacaktır.
üretim seçeneğine göre yıllık üretimin teknolojik maliyeti nerede;
E n - standart verimlilik katsayısı;
K i - teknolojik süreç seçeneğini değiştirirken değişen sermaye yatırımları.
Üretimin organizasyonel hazırlığı (OPP)
Üretimin organizasyonel hazırlığının işlevleri:
1) planlanmış (üretim ilerlemesinin üretim öncesi hesaplamaları, ekipman yüklemesi, malzeme akışlarının hareketi, geliştirme aşamasındaki çıktı dahil);
2) sağlanması (personel, ekipman, malzeme, yarı mamul ürünler, mali kaynaklar);
3) tasarım (sitelerin ve atölyelerin tasarımı, ekipman yerleşimi).
Üretimin organizasyonel hazırlığı sürecinde, üretimin teknolojik hazırlığını gerçekleştirmek için tasarım, teknolojik dokümantasyon ve veriler kullanılır. Operasyonel projenin aşamaları, işin içeriği ve uygulayıcıları Tablo 6.6'da verilmektedir.
Yeni ürünlerin geliştirme aşamasında teknik ve ekonomik göstergelerindeki değişikliklerin niteliği
Yeni ürünlerin üretiminde uzmanlaşmanın ilk aşaması, artan maliyetlerle karakterize edilir. Bunun nedeni aşağıdaki faktörlerle açıklanabilir:
- yeni ürünlerin geliştirilmesiyle ilgili yarı sabit maliyetlerin dağıtıldığı küçük miktarda ürün çıktısı;
- üretimin emek ve sermaye yoğunluğunun artması (ekipmanın kademeli olarak hata ayıklaması nedeniyle; teknik süreçlerin özel ekipman ve aletlerle eksik donatılması; işçi ve mühendislerin yetersiz deneyimi);
- çok sayıda değişiklik (örneğin, pres ekipmanı);
- artan kusurlar;
- personel eğitimi maliyetleri;
- geliştirme dönemi boyunca ortalama maaş seviyesine kadar ek ödemeler vb.
Yeni ürünlerin üretim hacmi arttıkça üretim maliyetleri de azalır. Geliştirme aşamasında üretim verimliliğini artırmanın olası yolları Şekil 1'de gösterilmektedir. 6.3.

Pirinç. 6.3. Ekonomik fayda elde etmenin ana yönleri
yeni ürünler geliştirme sürecinde
Kayıpların en aza indirilmesi, çıktıyı artırmanın özellikleriyle yakından ilgilidir; bu da, geliştirme sürecinde ürünün emek yoğunluğunun azaltılmasına bağlıdır.
Belirli bir tür ürünün üretimi, teknoloji düzeyi, organizasyon vb. ile karakterize edilen her bir işletme için, toplam çıktı hacmi ile emek yoğunluğu arasında istatistiksel verilere dayanarak bir korelasyon kurmak mümkündür. daha önce piyasaya sürülen ürünlerin üretiminin geliştirilmesi. Toplam çıktı hacmi ve maliyeti için de benzer bir ilişki kurulabilir:
burada Z 1 ve a, geliştirmenin başlangıcının dikkate alındığı ilk ürünün imalatının maliyeti veya emek yoğunluğudur; Q i ve x, ürünün üretim başlangıcından itibaren seri numarasıdır; b, bu işletmenin gelişim eğrisinin dikliğini (0,05-0,75) karakterize eden bir üsteldir. Kolaylık sağlamak için logaritmik ölçeklere sahip dikdörtgen bir koordinat sistemi kullanılır. Bu durumda maliyet azaltma (emek yoğunluğu) fonksiyonu, eğimi (- b) üssüne karşılık gelen düz bir çizgiyi temsil eder, çünkü
log y=log a - blog x.
Üretimin belirli sayıda artmasıyla birlikte, ustalaşılan ürünün maliyeti (emek yoğunluğu) da belirli sayıda değişecektir. Üretimin her iki katına çıkmasını karakterize edecek maliyetteki azalmanın emilim katsayısının (K os) değeriyle belirlenmesi gelenekseldir.
Üs b ve geliştirme katsayısı K os bağımlılıkla birbirine bağlıdır
b=log K oc /log 2.
Örneğin, gelişme katsayısı K os =0,7, b=0,546'ya karşılık gelecektir; K os =0,8 - b=0,322; K os =0,9 - b=0,152, vb. Uygulama, alet yapımı işletmeleri için K os'un 0,7 ila 0,9 aralığında olduğunu ve en yaygın olanı 0,8 olduğunu göstermektedir.
Tablo 6.6
| HAYIR. | Proje geliştirme projesinin çalışmalarının aşamaları ve içeriği | Sanatçılar |
| Operasyonel süreç süreçlerinin planlanması ve modellenmesi | Üretim planlama departmanı (PPPP) | |
| Özel teknolojik ve kontrol ekipmanlarının imalatı | Takımhane Departmanı (IOH), takım atölyeleri | |
| Ek ekipmanların miktarının ve aralığının hesaplanması, başvuruların hazırlanması ve siparişlerinin verilmesi | OGT (kapasite bürosu), OKS (veya OMTS) | |
| Parçaların hareketinin ve gelecekteki üretimin ilerleyişinin hesaplanması; üretim hattı hesaplamaları; iş yükleri; operasyonel planlama standartlarının, döngülerin, parti büyüklüklerinin, birikmiş işlerin hesaplamaları | Planlama ve sevk departmanı (PDO), baş uzman departmanları (OGG, OGS, OGMet vb.) | |
| Yardımcı departman ve hizmetlerin yanı sıra hizmet birimlerinin çalışmalarının planlanması | HAG, baş mekanik departmanı, baş enerji mühendisi departmanı, ulaştırma departmanı, depo departmanı | |
| Ekipman ve işyeri yerleşimlerinin hesaplamaları ve tasarımı, üretim alanlarının oluşturulması | Baş uzman departmanları (OGT, OGS, OGMet vb.), OTO ve Z | |
| Operasyonlar arası taşımacılık, konteynerler, ofis ekipmanları ve yardımcı ekipmanların tasarımı ve seçimi; başvuruların hazırlanması ve siparişlerin verilmesi | Standart dışı ekipman departmanı (mekanizasyon ve otomasyon), baş uzman departmanları, OMTS | |
| Taşıma araçları, konteynerler ve diğer yardımcı ekipmanların imalatı | Yardımcı üretim atölyeleri, OMA | |
| İş yerlerine ana ve yardımcı teçhizatın, ulaşım araçlarının ve büro ekipmanlarının kabulü, montajı ve yerleştirilmesi | OGM, OGE, OMA, yardımcı üretim atölyeleri | |
| İşbirliği yoluyla elde edilen malzeme, parça ve montajların sağlanması | OMTS, dış işbirliği departmanı (OVK), satın alma departmanı (OKP) | |
| Eğitim ve işe alım | İnsan Kaynakları Departmanı (İK), OHTiZ | |
| Pilot ve pilot serilerin üretiminin organizasyonu, eski ürünlerin üretiminin durdurulması ve yeni ürünlerin üretimine başlanması | Üretim departmanı (PO), üretim atölyeleri, baş uzman departmanları | |
| Ürünlerin maliyet ve fiyatının belirlenmesi | PEO, pazarlama departmanı | |
| Ürün dağıtım desteğinin hazırlanması, yeni ürünlerin dağıtımı ve satış promosyonu | Pazarlama Bölümü |
Yani, örneğin Z 10 = 1000 bin ruble ise, geliştirmenin başlangıcı K os = 0,8'deki onuncu üründen itibaren, ardından Z 20 = 800 bin ruble olarak kabul edilir; Z 40 =640 bin ruble; Z 80 = 512 bin ruble.
K os ve gösterge b'nin değerleri aşağıdaki faktörlere bağlıdır:
- teknik (tasarım, testlerin kapsamlılığı, vb.);
- teknolojik;
- maddi ve teknik;
- organizasyonel;
- öznel.
Gelişimin bitiş anı, X E veya (Q E Y E veya Z E) nihai göstergeleri ile karakterize edilir. Maliyet değerinin elde edilen nihai değerlerini ve b veya K os değerini bilerek bir gelişme eğrisi oluşturmak mümkündür.
İncirde. 6.4. yarı değişken maliyetler için K os = 0,9, K os = 0,8, K os = 07 katsayılarına karşılık gelen soğurma eğrileri gösterilmiştir. K os ne kadar küçük olursa (ve buna bağlı olarak b göstergesi ne kadar büyük olursa), işletmenin geliştirme aşamasında uğradığı kayıplar o kadar büyük olur.

Pirinç. 6.4. Yarı değişken maliyetleri değiştirme seçenekleri
geliştirme aşamasında
İlgili bilgi.
Ticaret ve Sanayi Odasının ana aşamaları şunlardır:
- 1) teknolojik süreçlerin geliştirilmesi;
- 2) teknolojik ekipmanın ve standart dışı ekipmanın tasarımı;
- 3) teknolojik ekipmanların üretimi (ekipman ve standart dışı ekipman);
- 4) tasarlanan teknolojinin ve üretilen teknolojik ekipmanın doğrulanması ve hata ayıklaması.
İlk aşamada parça ve montaj birimlerinin imalatına yönelik rasyonel yöntemler seçilir ve yeni teknolojik süreçler geliştirilir. Bu çalışma aşağıdakiler temelinde gerçekleştirilir: yeni tasarlanmış bir ürün için çizimler, GOST'ler, malzemeler, aletler için endüstri ve fabrika standartları, ayrıca toleranslar ve ödenekler, kesme modlarının seçimi için referans kitapları ve düzenleyici tablolar, planlanan ürün boyutları.
- - iş parçası tipinin seçimi;
- - mağazalar arası rotaların geliştirilmesi;
- - teknolojik işlemlerin sırasını ve içeriğini belirlemek;
- - teknolojik ekipmanın belirlenmesi, seçimi ve sipariş edilmesi;
- - teknik kalite kontrol prosedürünü, yöntemlerini ve araçlarını oluşturmak;
- - kesme modlarının atanması ve hesaplanması;
- - üretim süreci operasyonlarının teknik standardizasyonu;
- - sanatçıların mesleklerinin ve niteliklerinin belirlenmesi;
- - üretim sahalarının organizasyonu (üretim hatları);
- - UST'ye uygun olarak teknolojik süreçler için çalışma belgelerinin oluşturulması.
Ticaret ve Sanayi Odası'nın ikinci aşamasında öncelikle model, kalıp, fikstür, özel alet ve standart dışı ekipmanların tasarımlarını tasarlar, ikinci olarak da oldukça iyi olması gereken teknolojik ekipmanların imalatına yönelik teknolojik bir süreç geliştirirler. evrensel ama aynı zamanda ilerici, mükemmel ve üretilen parçaların yüksek kalitesini garanti ediyor.
Teknolojik ekipman tasarımlarının geliştirilmesi, yeni bir ürünün parçalarının işlenmesi için teknolojik süreçler tasarlayan teknoloji uzmanlarıyla yakın işbirliği içinde ekipman ve araçlara yönelik tasarım büroları tarafından gerçekleştirilir.
Üçüncü aşamada Ticaret ve Sanayi Odası tüm ekipmanları ve standart dışı ekipmanların imalatını yapmaktadır. Bu, teknolojik hazırlığın en yoğun emek gerektiren kısmıdır (işgücünün ve fonların %60 - 80'i CCİ'nin toplam hacminden gelir). Bu nedenle, kural olarak, bu çalışma, kendisini ilk önce gerekli minimum gerekli ekipmanla sınırlayarak ve daha sonra üretim sürecinin ekipman ve mekanizasyon derecesini ekonomik olarak mümkün olan maksimum sınırlara yükselterek kademeli olarak gerçekleştirilir. Bu aşamada mevcut ekipmanın (gerekirse) yeniden geliştirilmesi, yeni ve standart dışı ekipman ve ekipmanların kurulumu ve testleri, üretim hatları ve ürünlerin işlenmesi ve montajı için alanlar gerçekleştirilir.
Dördüncü aşamada CCI, tasarlanan teknolojiyi doğrular ve ince ayarlar yapar, parçaları ve montajları (blokları) üretilebilirlik için son haline getirir, tasarlanan ekipmanın ve standart dışı ekipmanın uygunluğunu ve rasyonelliğini, ürünün sökülüp takılmasının kolaylığını doğrular. , bu işlerin doğru gerçekleştirilme sırasını oluşturur, işleme ve montaj işlemlerinin zamanlamasını gerçekleştirir ve tüm teknolojik dokümantasyonu tamamlar.
Çeşitli üretim türleri (tekli, seri ve seri) için teknolojik dokümantasyon, teknolojik süreçlerin gelişim derinliği ve detay derecesi ile ayırt edilir. Öncelikle imalat parçaları ve montaj birimlerinin teknolojik süreçlerine yönelik atölyeler arası yol haritaları geliştirilir. Güzergah haritaları, iş parçalarının, parçaların veya montaj birimlerinin işletmenin atölyeleri ve üretim alanları boyunca geçiş sırasını gösterir. Tek veya küçük ölçekli üretimde parça üretmek ve bir ürünü monte etmek için, geçişleri belirtmeden tasarım belgelerine, teknolojik sürecin bir rota veya rota-operasyonel açıklamasına veya teknolojik operasyonların tam bileşiminin bir listesine sahip olmak yeterlidir. teknolojik modlar. Seri ve seri üretim için rota teknolojisine ek olarak şekillendirme, işleme ve montajın operasyonel tanımını içeren teknolojik bir süreç geliştirilir. Aynı zamanda bireysel teknolojik süreçler için operasyonel teknoloji haritası, standart (grup) teknolojik süreçler için ise standart (grup) operasyon haritası geliştirilir. Bu özel operasyon için tüm geçişleri ve her birini gerçekleştirme yöntemlerini, teknolojik modları, teknolojik ekipmana ilişkin verileri, malzemeleri ve işçilik maliyetlerini gösterirler. Tipik olarak operasyonel kartlar, parçaları veya parçaların parçalarını gösteren ve belirli bir işlemi gerçekleştirmek için gerekli olan işleme yönelik boyutları ve talimatları (parçaları makineye sabitleme yöntemi, aletlerin konumu, fikstürler vb.) içeren eskiz çizimlerini içerir.
Ayrıca, belirli ürünler için, elektrolitik kaplamaların uygulanması, kimyasal işlemler, boya ve vernik kaplamaların uygulanması için tipik teknolojik süreçlerin haritaları, solventlerin, anotların, kimyasalların spesifik tüketim oranlarına ilişkin beyanlar, ayrıntılı atık beyanları ve diğer belgeler geliştirilmektedir.
Teknolojik süreçlerin geliştirilmesine yönelik ilk bilgiler temel, yol gösterici ve referans olabilir. Temel bilgiler, nesnenin adının yanı sıra tasarım belgelerinde yer alan verileri içerir. Yol gösterici bilgiler, teknolojik süreçlere, ekipmanlara, demirbaşlara, mevcut standart ve grup teknolojik süreçlere ilişkin belgelere, üretim talimatlarına, güvenlik standartlarının seçimine ve endüstriyel sanitasyona ilişkin belgelere ilişkin gereksinimleri belirleyen endüstri ve fabrika standartlarıdır. Referans bilgileri, pilot üretimin belgelerini, ilerici üretim yöntemlerinin açıklamalarını, katalogları, referans kitaplarını, düzen albümlerini, düzenleri vb. içerir.
Bilimsel ve teknolojik ilerlemenin en önemli bileşeni, yani. Emek araçlarının ve nesnelerinin sürekli iyileştirilmesi süreci, ürünleri iyileştirmek, yeni teknolojik süreçleri tanıtmak ve üretimi donatmak için tüm önlemleri içeren üretimin teknik hazırlığıdır. Üretimin teknik hazırlığına ilişkin tüm çalışmalar işletmenin iş planlarında sağlanmaktadır.
Teknik ve ekonomik hesaplamalarla gerekçelendirilen yeniliklerin sunulmasından beklenen sonuçlar, yatırımcıları yeni ekipmanlara yatırım yapma riskinin derecesinin ve ürün üreticilerinin üretiminin gelişiminin minimum düzeyde olduğuna ikna etmeye yardımcı oluyor.
Teknik eğitim aşağıdaki çalışma türlerini içerir:
yeni ve önceden geliştirilmiş ürün türlerini geliştirmek ve üreticilere bu ürünler için gerekli tüm belgeleri sağlamak;
yeni tasarlamak ve halihazırda hakim olunan teknolojik süreçleri geliştirmek;
yeni geliştirilmiş teknolojik süreçlerin doğrudan atölye koşullarında, işyerlerinde deneysel olarak test edilmesi ve uygulanması;
demirbaşlar, her türlü çalışma ve ölçüm aleti, modeller, kalıplar vb. dahil olmak üzere yeni teknolojik ekipmanların tasarımı ve imalatı;
Ürünlerin emek ve malzeme yoğunluğunun, ekipman, alet, üretim ve yardımcı alanlara olan ihtiyacın, proses yakıtı, enerjinin, bu kaynaklara olan ihtiyacın belirlenmesine yönelik hesaplamaların belirlenmesi için teknik açıdan sağlam norm ve standartların geliştirilmesi;
standart dışı ekipmanların tasarımı ve üretimi, eksik ekipmanların satın alınması ve mevcut ekipmanların modernizasyonu için planların geliştirilmesi;
ekipmanın üretim birimleri arasında yerleştirilmesi ve rasyonel düzenlenmesi;
sanatçıların yeni mesleklerde eğitimi;
Bireysel üretim birimlerinin organizasyonel olarak yeniden yapılandırılması, üretim sürecinin ilerlemesinin planlanması ve yönetilmesi için yeni sistemlerin geliştirilmesi ve uygulanması.
Tüm bu tür işler, karmaşıklıkları ve devasa hacimleri nedeniyle yalnızca sanayi kuruluşunun kendisi tarafından gerçekleştirilemez. Çeşitli endüstriyel olmayan kuruluşlar, üretimin teknik hazırlığıyla ilgilenmektedir.
Bir sonraki bağlantı endüstri araştırma enstitüleri, tasarım büroları, araştırma ve tasarım enstitülerinden oluşan sistemdir. Bu kuruluşlar çok çeşitli teorik, deneysel, deneysel, tasarım ve diğer çalışmaları yürütmektedir. Ayrıca yeni ürün numunelerinin pilot üretimini ve geliştirilen teknolojik süreçlerin testlerini yürütüyorlar.
Kuruluşlar tarafından geliştirilen teknik belgeler, büyük bir işletmede üretimin teknik hazırlığının ana organları olan baş tasarımcı, baş teknoloji uzmanı, baş metalurji uzmanı, üretim mekanizasyonu ve otomasyonu departmanları tarafından daha fazla çalışmanın yürütüldüğü işletmelere sağlanır. . Burada alınan dokümantasyon şartlarına göre sonuçlandırılır, teknolojik ekipmanlar tasarlanır, standartlar netleştirilir vb.
Listelenen departmanların yaptığı çalışmalar kurum içi teknik eğitimlerin içeriğini oluşturmaktadır.
Üretimin en eksiksiz haliyle teknik hazırlığı dört aşamaya ayrılmıştır:
1) araştırma eğitimi;
2) tasarım hazırlığı;
3) teknolojik hazırlık;
4) organizasyonel ve materyal hazırlığı.
İşletmenin tasarım çalışması birkaç aşamada gerçekleştirilir:
1. Teknik spesifikasyonların (TOR) geliştirilmesi. Görev, amaçlanan amacı belirler ve bu ürünün ana teknik ve operasyonel özellikleri için izin verilen değer aralıklarını belirler.
2. Teknik bir teklifin (TP) geliştirilmesi. Teknik spesifikasyonların analizine göre soruna en olası çözüm belirlenerek hem yeni tip ürünün kullanım amacı hem de temel özellikleri ve kullanım koşulları netleştirilir.
3. Eskiz tasarımı. Temel amacı, teknik şartnamelerde ve teknik şartnamelerde formüle edilen şartların uygulanmasının teknik fizibilitesini kanıtlamaktır.
4. Teknik tasarım. En önemli teknik çözümlerin tümü nihayet geliştirilir ve yeni tip ürünün yapısı ve işleyişi hakkında tam bir anlayış sağlanır.
5. Detaylı tasarım. Sonuç olarak, yeni ürünlerin piyasaya sürülmesi için üretime hazırlanmaya başlamanıza olanak tanıyan bir dizi belge oluşturulmalıdır.
Her aşamadaki işin spesifik içeriği ve aşamaların sayısı bir dizi faktöre bağlı olacaktır; bunların en önemlileri geliştirilmekte olan ürün tipinin karmaşıklığı ve yeniliği, gelecekteki üretimin ölçeği, üretimin doğasıdır. performans gösteren kuruluşlar arasında iş dağılımı ve deneysel bir temelin varlığı.
Üretimin teknolojik hazırlığı, yeni ürün türlerinin üretim süreci için malzeme tabanının tasarlanması ve oluşturulması konusunda geniş bir çalışma yelpazesini içerir.
Teknolojik hazırlık 4 aşamaya ayrılabilir:
1. Çizimlerin teknolojik kontrolü (standart kontrol).
2. Teknolojik süreçlerin tasarımı. İşin içeriği üretilen ürünün türüne göre belirlenir.
3. Özel ekipman ve standart dışı ekipmanların tasarımı ve imalatı.
4. Tasarlanan teknik süreçlerin hatalarının ayıklanması ve uygulanması.
Üretimin teknik hazırlığına yönelik planlama, çeşitli düzeylerde gerçekleştirilen karmaşık, çok aşamalı bir süreçtir.
İyi çalışmanızı bilgi tabanına göndermek basittir. Aşağıdaki formu kullanın
Bilgi tabanını çalışmalarında ve çalışmalarında kullanan öğrenciler, lisansüstü öğrenciler, genç bilim insanları size çok minnettar olacaklardır.
St. Petersburg Eyaleti Şubesi
Mühendislik ve Ekonomi Üniversitesi
Cheboksary'de
Departman kent ekonomisi bölgesel ekonomi
RAPOR
Unitary Enterprise'a göre "Makine mühendisliği teknolojileri"
Özel kod 0 80502/1
Şaboksarı
giriiş
Bölüm 1. Üretimin teknolojik hazırlığı
Bölüm 2. Bir parçanın maliyetinin hesaplanması
2.1. Temel malzemeler için maliyetlerin hesaplanması
2.2. Kilit çalışanlar için işçilik maliyetlerinin belirlenmesi
2.3.Temel maaş
2.4. Sosyal ihtiyaçların maliyetlerinin belirlenmesi
2.5. Mağaza maliyetlerinin belirlenmesi
2.6. Üretim maliyetlerinin belirlenmesi
2.7. Parçanın tam maliyetinin belirlenmesi
2.8.Birim üretim başına tam maliyet
Bölüm 3. Parçanın operasyonel haritasının hazırlanması
Uygulamalar
Çözüm
GİRİİŞ
Bir işletmenin maddi ve teknik temelini geliştirme, üretimi, işçiliği ve yönetimi organize etme faaliyetleri, üretimin teknik hazırlığını oluşturur. O içerir:
* Üretilen ürünlerin, ekipmanların, teknolojinin, kullanılan malzemelerin bileşiminin ve üretim organizasyonunun iyileştirilmesine ilişkin uygulamalı araştırmalar yapmak;
* yeni ürünlerin tasarımı ve daha önce üretilmiş olanların modernizasyonu;
* Ürünlerin imalatına yönelik teknolojik sürecin geliştirilmesi;
* dışarıdan özel ekipman, alet ve yarı mamul ürünlerin satın alınması;
* üretimin lojistik desteği;
* Personelin eğitimi, yeniden eğitimi ve ileri eğitimi;
* norm ve standartların geliştirilmesi, yönetim aparatının teknolojik, teknik ve organizasyonel yapısı ve bilgi desteği.
Teknik eğitim, yeni veya modernize edilmiş bir ürüne etkin bir şekilde hakim olmak, yeni karmaşık makine ve ekipmanları, yeni teknolojik teknikleri ve üretim organizasyonundaki değişiklikleri tanıtmak için gerçekleştirilir. Üretimin teknik hazırlığı görevi, üretim sürecinin bilim ve teknolojinin kazanımlarına dayalı olarak daha yüksek teknik ve sosyo-teknik düzeye aktarılmasını tam olarak garanti eden teknik, organizasyonel ve ekonomik koşulların yaratılmasını içerir.
Üretimin teknik hazırlığı, tasarım ve teknolojik hazırlığı içerir.
Farklı tür, ölçek ve profildeki işletmelerde, üretim hazırlığının çeşitli aşamaları değişen tamlık dereceleriyle temsil edilebilir; ancak her halükarda üretimi organize etme çalışmalarının önemli bir kısmı işletmenin yetki alanı dahilindedir.
Bölüm 1. ÜRETİMİN TEKNOLOJİK HAZIRLIĞI
Üretimin teknolojik hazırlığı (TPP), tesisin belirlenen zaman dilimi, çıktı hacmi ve maliyetler dahilinde belirli bir kalite seviyesinde ürünler üretmeye teknolojik olarak hazır olmasını sağlayan birbiriyle ilişkili bir dizi süreçtir.
Tüm aşamalarındaki çalışma, ilerici standardın yaygın kullanımını sağlayan, devlet standartlarıyla oluşturulan TPP'nin organizasyon ve yönetim sistemi olarak anlaşılan birleşik teknolojik üretim hazırlık sisteminin (USTPP) standartlarına tabidir. teknolojik süreçler, standart teknolojik ekipman ve ekipmanlar, üretim süreçlerinin mekanizasyon ve otomasyon araçları, mühendislik - teknik ve yönetim çalışmaları.
GOST 14.102-73'e uygun olarak, üretimin teknolojik hazırlığının organize edilmesi ve iyileştirilmesine yönelik belgelerin geliştirilmesi üç aşamada gerçekleştirilir.
Teknik şartnamelerin geliştirilmesi, Ticaret ve Sanayi Odası'nın mevcut yöntem ve araçlarının organizasyonel ve teknik analizinin yapılmasını ve buna dayanarak organizasyonu ve iyileştirilmesi için teknik tekliflerin geliştirilmesini içerir.
Teknik projede, Ticaret ve Sanayi Odasının genel yapısal şeması, hizmetlerin organizasyon yapısı, Ticaret ve Sanayi Odası sürecinin düzenlenmesi ve yönetilmesine ilişkin temel hükümler, bilgisayarlar için programlama görevlerine yönelik teknik şartnameler ve algoritmalar geliştirildi, birleştirme ve dokümantasyon formlarının standardizasyonu gerçekleştirilir, vb.
Çalışma projesinde Ticaret ve Sanayi Odasının bilgi modeli, bilgisayardaki sorunların çözümüne yönelik çalışma belgeleri, organizasyonel düzenlemeler ve görev tanımları geliştirilmekte, teknolojik süreçlerin tiplendirilmesi ve standardizasyonu, teknolojik ekipmanların birleştirilmesi ve standardizasyonu vb. gerçekleştirillen.
Üretimin teknolojik hazırlanmasında, yapıların üretilebilirliğinin sağlanması, teknolojik tasarımın kendisi (teknolojik yolların ve süreçlerin geliştirilmesi), standardizasyon (işlemlerin emek yoğunluğunun hesaplanması ve parçaların malzeme tüketimi), tasarım (takımlama, özel) ile ilgili görevler ve yardımcı ekipman), üretim (özel ekipmanın imalatı) nihayet çözülür ve ekipman) ve son olarak hata ayıklama ve geliştirme.
Tek ve küçük ölçekli üretim yapan işletmelerde ticari üretim genellikle merkezi olmayan bir şekilde gerçekleştirilmektedir. Baş teknoloji uzmanı ve metalurji uzmanının bölümleri metodolojik rehberlik sağlar, teknolojik süreçlerin tipikleştirilmesi ve ekipmanın birleştirilmesi üzerine çalışmalar yürütür. Üretimin teknolojik hazırlığına ilişkin diğer tüm çalışmalar atölyelerin teknolojik bürolarına verilir. Büyük ölçekli ve seri üretim işletmelerinde, TPP genellikle merkezi olarak - baş teknoloji uzmanı ve metalurjist departmanlarında gerçekleştirilir. Mağaza teknoloji büroları, tasarlanan teknolojik süreçlerin uygulanmasıyla görevlendirilmiştir. Ayrıca, özellikle farklı çıktı hacimlerine sahip çeşitli ürünler ürettikleri yerlerde, teknolojik eğitimin organize edilmesine yönelik karma bir sistem de bulunmaktadır.
CCI, GOST 3.1102-74'e uygun olarak teknolojik belgelerin geliştirilmesiyle belirli bir sırayla gerçekleştirilir.
OGK, prototiplerin test sonuçlarına göre çalışma çizimlerini ve diğer tasarım belgelerini (teknik koşullar, özellikler vb.) tamamladıktan sonra bunları OGT'ye bir bildirimle birlikte yayınlar.
Boşlukların, parçaların, montaj birimlerinin ve bir bütün olarak ürünün üretimi için teknoloji geliştirirken OGT, direktif teknolojik malzemeler tarafından yönlendirilir: GOST'ler ve Avrupa Sanayiciler ve Girişimciler Birliği'nin tavsiyeleri, endüstri standartları, işletme standartları, teknik koşullar, talimatlar , standartlar, işlenmemiş parçaların sınıflandırıcıları, standart süreçleri geliştirmek için kullanılan parçalar ve montaj birimleri, standart ve standart ekipman albümleri, atölyelerin teknolojik özellikleri.
Ticaret ve Sanayi Odasının ilk aşaması, boşlukların, parçaların ve montaj birimlerinin bölümlere geçiş sırasını belirleyen mağazalar arası teknolojik yolların (işleme) geliştirilmesidir. CCI'yi organize etmek için merkezi bir sistem altındaki mağaza içi teknolojik yollar da CCT tarafından ve merkezi olmayan bir sistem altında - yukarıdaki tasarım belgelerinin eki ile alınan talimatlara dayanarak mağaza teknolojik hizmetleri tarafından geliştirilmektedir. Tek ve küçük ölçekli üretim koşullarında, evrensel ekipman ve aletlerle, ana işçilerin yüksek vasıflarında, nispeten düşük işbölümünün neden olduğu koşullarda, rotaların geliştirilmesi, parça ve imalat için oldukça yeterli olduğu ortaya çıkıyor. montaj süreçleri.
Diğer üretim türlerinde TPP'nin ikinci aşaması, ayrıntılı teknolojik süreçlerin geliştirilmesidir. Teknolojik süreçlerin geliştirilmesine yalnızca GOST 14.301-73 uyarınca üretilebilirlik açısından test edilen yapılar için izin verilir. Ürünlerin yapısal ve teknolojik özelliklerine göre gruplandırılmasından önce gelir. Bu aşamada teknolojik haritalar geliştirilir (detaylı veya operasyon bazında detay), ekipman ve işyerlerinin yerleşim planları hesaplanır ve optimize edilir, üretim alanları oluşturulur, operasyonel süre veya çıktı standartları, malzeme tüketim standartları hesaplanır, operasyonel planlama hesaplamaları yapılır. gerekli ekipman oranları ve terminoloji belirlenir, özel ve birleşik ekipman ve özel ekipman, ekipman tasarımı için OGT tasarım bürosuna görevler verilir.
Üçüncü aşama - OGD tasarım bürosu, alet ve damga atölyeleri (ISHTS) tarafından gerçekleştirilen ekipmanın tasarımı ve üretimi - ekipmanın üretim sırasının oluşturulmasını, yeni bir ürünün üretimine geçiş için bir yöntemin seçilmesini, ekipman seviyesini, alet atölyelerinin kapasitesini ve diğer faktörleri, özel ve birleşik ekipman setinin tasarımını ve üretimini hesaba katın. Takım tasarımcıları tarafından OGK'dan alınan çalışma çizimlerine ve direktif teknolojik malzemelere dayanarak yapılan takım çizimleri, bunların tescilini, çoğaltılmasını ve üretim için ISC'ye aktarılmasını düzenleyen teknik arşive aktarılır. Ekipmanın tamamı alet departmanının merkezi deposuna aktarılır ve atölyelerin teknik hizmetlerine, ekipmanın kullanım noktasında hata ayıklamaya hazır olduğu ve ilgili belgelerin hazırlanması konusunda bilgi verilir.
Son olarak dördüncü aşama, teknolojik süreçlerin (dokümantasyon, ekipman vb.) doğrulanmasını, hata ayıklanmasını ve üretim atölyelerine teslim edilmesini, bir deneme ve kurulum partisinin üretilmesini içerir.
Bu aşamada OGT, geliştirilen teknolojik süreç, ekipman ve ekipmanların deneysel testlerini gerçekleştirir. Hem OGT laboratuvarında hem de doğrudan üretim atölyelerinde gerçekleştirilir. Atölyelere teslimat ve yerleşik teknolojik süreç ve ekipmanların kabulü, sürecin geliştirilmesinde yer alan bir teknoloji uzmanı, bir ekipman tasarımcısı, bir atölye müfettişi ve bir saha ustabaşı içeren resmi olarak onaylanmış bir ekip tarafından gerçekleştirilir. Atölyenin tasarlanan teknolojiye uygunluğu başta olmak üzere teknolojik disiplinin sağlanmasında büyük önem taşıyan prosesin kabulüne ilişkin özel bir kanun imzalanır.
Tüm çalışmaların aşamalar halinde planlanması ve koordinasyonu, bunların uygulanmasının zamanlamasının kontrolü ve hazırlığın tamamlanması, genellikle üretim hazırlığı için baş mühendis yardımcısına bağlı olan üretim hazırlık planlama bürosu (bölüm) tarafından gerçekleştirilir. .
CCI'nın emek yoğunluğunun ve zamanlamasının azaltılması, ESTCI çerçevesinde gerçekleştirilen, üretim hazırlığının emek yoğunluğunu ve zamanlamasını azaltmayı amaçlayan çeşitli organizasyonel ve teknolojik önlemlerle sağlanmaktadır: teknolojik standardizasyon ve birleştirme; teknolojik süreçlerin ve grup işlemlerinin tiplendirilmesi, teknolojik belgelerin birleştirilmesi, ekipmanların toplanması ve standardizasyonu, teknolojik ekipmanların birleştirilmesi; bilgi erişim sistemlerini kullanarak teknolojik dokümantasyon araştırması düzenleyerek işin tekrarını ortadan kaldırmak; teknolojik süreçlerin tasarlanması için otomatik sistemlerin uygulanması.
Bölüm 2. BİR PARÇA MALİYETİNİN HESAPLANMASI
Endüstriyel yönetimin yeni organizasyonel biçimleri ve ekonomik teşviklerin rolünün güçlenmesi planlamanın önemini artırmaktadır. Nesnel ekonomik hesaplamanın ana faktörlerinden biri, işyerinde, şantiyede, atölyede ve bir bütün olarak işletmede işin karlılığını belirleyen maliyettir. Tüm teknolojik sürecin veya bireysel işleyişinin en yüksek verimliliğinin koşulu, yani. Bir parçanın en düşük maliyetinin koşulu, teknolojik bir sürecin veya ayrı bir operasyonun fizibilitesini değerlendirmek için ana kriterdir.
Maliyet fiyatı- doğrudan işçilik maliyetleri (ücretler), hammaddeler, malzemeler ve ayrıca hammaddelerin ve malzemelerin nihai ürünlere dönüştürülmesiyle doğrudan ilişkili genel giderler dahil olmak üzere, işletmenin ürünlerin (işler, hizmetler) üretimine ilişkin maliyetlerinin parasal ifadesi .
“Düzenleme mili” kısmının maliyetini hesaplayalım.
2.1. Temel malzemeler için maliyetlerin hesaplanması
Temel malzemeler için maliyetlerin hesaplanması (Zm) formülle belirlenir:
C- malzeme fiyatı; C= 32.500 RUB/ton; - atık kütlesi; ton atık başına fiyat;
a) atık kütlesini belirlemek (HAKKINDA oş) formüle göre:
Ooth = O 3 -SD, Nerede HAKKINDA 3 -- iş parçası kütlesi;
as = 1,1 kg; * Oda - parçanın kütlesi;
O>=0,8 kg; b) Temel malzemelerin maliyetleri:
3 M =325-(0,3x1,8)= 324,46 ovmak.
2.2. Kilit çalışanlar için işçilik maliyetlerinin belirlenmesi
İşçilik maliyetleri (3 ohm) ana işçiler aşağıdaki formülle belirlenir:
3 0 .t = Ö zz+D 3 .„. Nerede Ohm. - temel maaş; D, " -- ek maaş;
A) Temel maaş - emek yoğunluğuna, işin türüne, saatlik tarife oranına ve fiyatlarına bağlı olarak belirlenir.
2.3.Temel maaş
tablo 1
HAKKINDA S. = 6,48 ovmak.
B) Ek maaş -%60'ına ayarlandı
temel maaş:
D™.=6,48x0,6=3,89/7^.
V) Ana işçilere ödeme yapmanın maliyetini belirliyoruz:
*o.t ~ O 3 _ P + D 3 .P
Z 0 .T.= 6,48+3,89= 10,37 ovmak. 2.4. Sosyal maliyetlerin belirlenmesi gerekmektedir.
Sosyal harcamalar (3 İle.ts) --İşçilerin temel ücretlerinin %35,6'sı tutarında belirlenir:
3 İle_„ =0,356x6,48=2,31 ovmak.
2.5. Mağaza maliyetlerinin belirlenmesi
Mağaza maliyetleri (Zt'ler)İşçilerin temel maaşının %25'ini kabul ediyoruz:
3, =0,25x6,48=1,62 ovmak.
2.6. Üretim maliyetlerinin belirlenmesi
Üretim maliyeti (İLE vesaire) formülle belirlenir:
İLE" R = 3 M+Z Serin, + Z İle. +Z ts, Nerede Z M -- temel malzeme maliyetleri; 3 0 _ T_ - işçilik maliyetleri; Z İle.N. - sosyal maliyetler; Z ts -- mağaza maliyetleri.
İLE" R =324,46 + 10,37 + 2,31 + 1,61= 338,75 ovmak.
2.7. Toplam maliyetin belirlenmesiÖarpacık ayrıntıları
Parçanın tam maliyeti (C^ formülle belirlenir:
İLE vesaire - üretim maliyeti; İLE T - üretim dışı gider oranı; K=0,05;
İLE ar = 338,75x(1+ 0,05)=355,69 ovmak.
Tüm hesaplama verileri Tablo 2'ye yansıtılacaktır.
2.8. Üretim birimi başına toplam maliyet
Tablo 2
ÇÖZÜM
1. Dünya pazarında rekabetçi, yeni, daha ilerici ve yüksek verimli ürünler geliştirme sorunu, üretimin teknik hazırlığının organize edilmesi ve iyileştirilmesi konularıyla doğrudan ilgilidir. Yeni ekipman ve teknolojinin yaratılması, geliştirilmesi ve uygulanmasına yönelik sürekli olarak bağlantılı bilimsel, tasarım, teknolojik, üretim ve ekonomik çalışma kompleksini kapsar.
2. Üretimin teknik hazırlık alanının tamamı aşağıdaki belgelerle düzenlenmektedir: Birleşik Tasarım Dokümantasyon Sistemi (ESKD); Birleşik Teknolojik Dokümantasyon Sistemi (USTD); Üretimin birleşik teknik hazırlık sistemi (USTP).
3. Üretimin teknik hazırlığı, tasarım ve teknolojik hazırlığı içerir. İşletmede mevcut olan teknik eğitim planına uygun olarak gerçekleştirilir.
4. Üretim için tasarım hazırlığı şunları içerir: tasarım özelliklerinin geliştirilmesi, ön tasarım; bir prototipin üretimi ve test edilmesi; teknik tasarımın geliştirilmesi, çalışma tasarımı; pilot seri ürünlerin üretimi ve test edilmesi; test sonuçlarına göre tasarımın nihai hale getirilmesi; çalışma taslağının açıklığa kavuşturulması ve uygulanması; çalışma taslağının üretimin teknolojik hazırlığı için organlara aktarılması.
5. Ürünün tasarım hazırlığına ilişkin çalışmaların devamı, üretimin teknolojik hazırlığıdır. Amacı, bir ürünün üretilmesi için teknolojik bir süreç (teknoloji) geliştirmek ve bu projeyi belirli koşullarda uygulamaktır.
Üretim teknolojisi, ürünlerin imalatına veya belirli bir tür işin gerçekleştirilmesine yönelik yöntemler, teknik araçlar ve birbirine bağlı yöntemler sistemidir.
Benzer belgeler
Yeni ürünlerin piyasaya sürülmesi için üretimin bilimsel ve teknik hazırlığının organizasyonu. İşletmedeki bilimsel ve teknik araştırma ve tasarım eğitiminin tanımı. Organizasyonel, teknolojik ve tasarım eğitimi.
kurs çalışması, eklendi 01/13/2009
Seramik tuğlaların tanımı ve özellikleri. İşletmenin üretim alanları ve özel ekipmanları. Seramik tuğla üretiminin teknolojik süreci ve üretim yapısı. İşletme yönetiminin organizasyon yapısı.
kurs çalışması, eklendi 05/07/2012
Yeni ürün türlerinin yaratılması. Teknolojik süreçleri karşılaştırma yöntemleri. Üretim hazırlığının içeriği, organizasyonu ve aşamaları. İşletmenin sabit varlıklarının özellikleri. OJSC "MZ" örneğini kullanarak üretimin teknolojik hazırlığının özellikleri
kurs çalışması, eklendi 05/04/2015
Oluklu çelik telden kare hücreli ağların üretimi için teknolojik süreç. Üretimin sertifikasyona hazırlanması. Bu tür bir ürün için düzenleyici ve teknik belgelerin incelenmesi. Bitmiş ürünlerin kontrolünün organizasyonu.
ders çalışması, eklendi 06/07/2014
Seri üretim koşullarında konut üretimi için teknolojik bir sürecin geliştirilmesi. Yeni bir işleme yönteminin gerekçesi - alüminyumun yüksek hızlı işlenmesi. Üretim organizasyonunun türü ve şeklinin belirlenmesi, ekipman ve araçların seçimi.
tez, 10/17/2010 eklendi
İşletmenin tarihi, gelişimi için beklentiler. Üretim ve ekonomik faaliyetler, yönetim yapısı, çalışma düzenlemeleri, toplu sözleşme. Mühendisin çalışma yeri ve teknolojik süreç. Rasyonalizasyon ve yaratıcı çalışma.
uygulama raporu, 10/07/2017 eklendi
Konserve balık üretimi için hammaddelerin biyolojik, teknik-kimyasal ve enerji değeri. Ürün üretiminin teknolojik diyagramı, etiketleme kuralları. Bitmiş ürünlerin çıkışı. Teknolojik ekipmanın teknik özellikleri.
uygulama raporu, 12/01/2014 eklendi
Orta ve düşük kapasiteli et işleme tesislerinde köfte ve pirzola üretimi için kullanılan otomatik makinelerin çalışma prensibi. Mutfak yarı mamul ürünlerinin üretimi için hammaddelerin hazırlanması. Pirzola yapmak için tasarlanan cihazın amacı ve açıklaması.
kurs çalışması, eklendi 03/13/2014
Üretimi organize etmenin ana yöntemlerinin analizi, akış ve parça üretim teknolojisinin özellikleri ve özü. Hoparlör üretimini organize etmek için ekonomik gerekçe ve yöntem seçimi. Ürün kalite kontrolünün teknik organizasyonu.
kurs çalışması, eklendi 03/29/2013
Küçük ölçekli üretim için bir parçanın çizimi, üretiminin teknolojik süreci. Kullanılan yöntemin kısa açıklaması, faz yapısıyla birlikte dilbilgisi. Teknolojik sürecin analizi ve dil ve gramer yöntemi açısından tanımlanması.
Bilimsel ve teknolojik ilerlemenin en önemli bileşeni, yani. Emek araçlarının ve nesnelerinin sürekli iyileştirilmesi süreci, ürünleri iyileştirmek, yeni teknolojik süreçleri tanıtmak ve üretimi donatmak için tüm önlemleri içeren üretimin teknik hazırlığıdır. Üretimin teknik hazırlığına ilişkin tüm çalışmalar işletmenin iş planlarında sağlanmaktadır.
Teknik ve ekonomik hesaplamalarla gerekçelendirilen yeniliklerin sunulmasından beklenen sonuçlar, yatırımcıları yeni ekipmanlara yatırım yapma riskinin derecesinin ve ürün üreticilerinin üretiminin gelişiminin minimum düzeyde olduğuna ikna etmeye yardımcı oluyor.
Teknik eğitim aşağıdaki çalışma türlerini içerir:
yeni ve önceden geliştirilmiş ürün türlerini geliştirmek ve üreticilere bu ürünler için gerekli tüm belgeleri sağlamak;
yeni tasarlamak ve halihazırda hakim olunan teknolojik süreçleri geliştirmek;
yeni geliştirilmiş teknolojik süreçlerin doğrudan atölye koşullarında, işyerlerinde deneysel olarak test edilmesi ve uygulanması;
demirbaşlar, her türlü çalışma ve ölçüm aleti, modeller, kalıplar vb. dahil olmak üzere yeni teknolojik ekipmanların tasarımı ve imalatı;
Ürünlerin emek ve malzeme yoğunluğunun, ekipman, alet, üretim ve yardımcı alanlara olan ihtiyacın, proses yakıtı, enerjinin, bu kaynaklara olan ihtiyacın belirlenmesine yönelik hesaplamaların belirlenmesi için teknik açıdan sağlam norm ve standartların geliştirilmesi;
standart dışı ekipmanların tasarımı ve üretimi, eksik ekipmanların satın alınması ve mevcut ekipmanların modernizasyonu için planların geliştirilmesi;
ekipmanın üretim birimleri arasında yerleştirilmesi ve rasyonel düzenlenmesi;
sanatçıların yeni mesleklerde eğitimi;
Bireysel üretim birimlerinin organizasyonel olarak yeniden yapılandırılması, üretim sürecinin ilerlemesinin planlanması ve yönetilmesi için yeni sistemlerin geliştirilmesi ve uygulanması.
Tüm bu tür işler, karmaşıklıkları ve devasa hacimleri nedeniyle yalnızca sanayi kuruluşunun kendisi tarafından gerçekleştirilemez. Çeşitli endüstriyel olmayan kuruluşlar, üretimin teknik hazırlığıyla ilgilenmektedir.
Bir sonraki bağlantı endüstri araştırma enstitüleri, tasarım büroları, araştırma ve tasarım enstitülerinden oluşan sistemdir. Bu kuruluşlar çok çeşitli teorik, deneysel, deneysel, tasarım ve diğer çalışmaları yürütmektedir. Ayrıca yeni ürün numunelerinin pilot üretimini ve geliştirilen teknolojik süreçlerin testlerini yürütüyorlar.
Kuruluşlar tarafından geliştirilen teknik belgeler, büyük bir işletmede üretimin teknik hazırlığının ana organları olan baş tasarımcı, baş teknoloji uzmanı, baş metalurji uzmanı, üretim mekanizasyonu ve otomasyonu departmanları tarafından daha fazla çalışmanın yürütüldüğü işletmelere sağlanır. . Burada alınan dokümantasyon şartlarına göre sonuçlandırılır, teknolojik ekipmanlar tasarlanır, standartlar netleştirilir vb.
Listelenen departmanların yaptığı çalışmalar kurum içi teknik eğitimlerin içeriğini oluşturmaktadır.
Üretimin en eksiksiz haliyle teknik hazırlığı dört aşamaya ayrılmıştır:
1) araştırma eğitimi;
2) tasarım hazırlığı;
3) teknolojik hazırlık;
4) organizasyonel ve materyal hazırlığı.
İşletmenin tasarım çalışması birkaç aşamada gerçekleştirilir:
1. Teknik spesifikasyonların (TOR) geliştirilmesi. Görev, amaçlanan amacı belirler ve bu ürünün ana teknik ve operasyonel özellikleri için izin verilen değer aralıklarını belirler.
2. Teknik bir teklifin (TP) geliştirilmesi. Teknik spesifikasyonların analizine göre soruna en olası çözüm belirlenerek hem yeni tip ürünün kullanım amacı hem de temel özellikleri ve kullanım koşulları netleştirilir.
3. Eskiz tasarımı. Temel amacı, teknik şartnamelerde ve teknik şartnamelerde formüle edilen şartların uygulanmasının teknik fizibilitesini kanıtlamaktır.
4. Teknik tasarım. En önemli teknik çözümlerin tümü nihayet geliştirilir ve yeni tip ürünün yapısı ve işleyişi hakkında tam bir anlayış sağlanır.
5. Detaylı tasarım. Sonuç olarak, yeni ürünlerin piyasaya sürülmesi için üretime hazırlanmaya başlamanıza olanak tanıyan bir dizi belge oluşturulmalıdır.
Her aşamadaki işin spesifik içeriği ve aşamaların sayısı bir dizi faktöre bağlı olacaktır; bunların en önemlileri geliştirilmekte olan ürün tipinin karmaşıklığı ve yeniliği, gelecekteki üretimin ölçeği, üretimin doğasıdır. performans gösteren kuruluşlar arasında iş dağılımı ve deneysel bir temelin varlığı.
Üretimin teknolojik hazırlığı, yeni ürün türlerinin üretim süreci için malzeme tabanının tasarlanması ve oluşturulması konusunda geniş bir çalışma yelpazesini içerir.
Teknolojik hazırlık 4 aşamaya ayrılabilir:
1. Çizimlerin teknolojik kontrolü (standart kontrol).
2. Teknolojik süreçlerin tasarımı. İşin içeriği üretilen ürünün türüne göre belirlenir.
3. Özel ekipman ve standart dışı ekipmanların tasarımı ve imalatı.
4. Tasarlanan teknik süreçlerin hatalarının ayıklanması ve uygulanması.
Üretimin teknik hazırlığına yönelik planlama, çeşitli düzeylerde gerçekleştirilen karmaşık, çok aşamalı bir süreçtir.
-
 Alexey Ivanovich Goncharov Uralplastik biyografi Alexey Ivanovich Goncharov Uralplastik biyografi
Alexey Ivanovich Goncharov Uralplastik biyografi Alexey Ivanovich Goncharov Uralplastik biyografi
-
 Üretimin teknik hazırlığı Üretimin teknik hazırlığının aşamaları
Üretimin teknik hazırlığı Üretimin teknik hazırlığının aşamaları
-
 Natürmortta genel kompozisyon yasaları Bir natürmort yapın, bir tema ve olay örgüsü seçin
Natürmortta genel kompozisyon yasaları Bir natürmort yapın, bir tema ve olay örgüsü seçin
-
 Konuyla ilgili bir ders için “Hipokrat'ın mizaç türleri” sunumu
Konuyla ilgili bir ders için “Hipokrat'ın mizaç türleri” sunumu
Popüler
- Bir iş için özgeçmiş nasıl yazılır
- Çocuk kütüphanelerinde okumayı teşvik etme yöntemleri Gençler arasında okumayı teşvik etmeye yönelik kütüphane projesi
- İş projelerinin sınıflandırılması
- Bir CEO tam zamanlı çalışabilir mi?
- Eşyaları ikinci el ve diğer konsinye mağazalara iade etmek: Bunu yapmak mümkün mü ve iade nasıl işliyor?
- Hibe yoluyla çalışanlara yapılan ödemeler Hibe başvurularına ilişkin kararlar nasıl alınır?
- Sendika nedir ve neden gereklidir?
- Aktif Satış Yöneticisinin İş Tanımı
- Sağlık hizmetlerinde işgücü düzenlemesindeki mevcut durum
- Göreli istatistikler