Zašto se rubna traka ne zagrijava? Mašina za ivica i njena pravilna njega
Sa opremom za ivica, materijal se može zalijepiti na rubove radnih komada pomoću posebnog superljepila. U nedostatku ovog aparata ni jedno drvoprerađivačko preduzeće neće moći da funkcioniše. Proizvođači iz cijelog svijeta mogu preporučiti drugačiji asortiman ovih mašina. Sistem ovog uređaja je jednostavan, tako da možete sami napraviti prijenosni rubni trak.
Danas ova specijalna oprema djeluje baza za proizvodnju proizvoda u tvornicama namještaja. Rubiranje je proces lijepljenja završnog materijala kako bi se zajamčio atraktivan izgled proizvoda. Ova metoda je postala široko rasprostranjena u proizvodnji namještaja, gdje su ograničeni rubovi ploča ili panelnih elemenata podložni lijepoj završnoj obradi. Do danas postoji veliki izbor uzoraka i boja, što primorava dizajnere da stvaraju nove mašine.
Kao korišćeni materijal mogu se koristiti papir, melamin, furnir, ABC, PVC, debljine 0,4 - 3 mm i širine 2 - 6 cm.Osnovom tehnologije se smatra sistem "prazno - lepak - materijal". Zbog kompresije i preuređivanja, obloga je čvrsto pričvršćena na rubu.
Mnoge mašine se rukovode upotrebom lepka, koji se topi kada se zagreva, a brzo očvršćava kada se ohladi. Takva tehnika zahtijeva strogo podešavanje redoslijeda temperature i pritiskanje dijelova koji se lijepe određenom silom. Ako ne razmišljate o tome, sistem može izgubiti stabilnost, a obloga može pasti.
Dizajn instrumenata
 U okviru opreme postavljen je stol od tekstolita ili sličnog materijala koji ne dozvoljava kvarenje radnog komada. Glavni modul je instaliran na stolu, iza kojeg se može smjestiti jedinica za glodanje kako bi se eliminisali prevjesi. Prednost takve opreme može se okarakterizirati njenom pokretljivošću, jer dimenzije omogućavaju transport pogonske mašine do lokacije dijela. Osim toga, postoje utični vodiči koji funkcioniraju s oblogom od čvrste trake.
U okviru opreme postavljen je stol od tekstolita ili sličnog materijala koji ne dozvoljava kvarenje radnog komada. Glavni modul je instaliran na stolu, iza kojeg se može smjestiti jedinica za glodanje kako bi se eliminisali prevjesi. Prednost takve opreme može se okarakterizirati njenom pokretljivošću, jer dimenzije omogućavaju transport pogonske mašine do lokacije dijela. Osim toga, postoje utični vodiči koji funkcioniraju s oblogom od čvrste trake.
Sistem hranjenja uključuje:
- roll;
- giljotina;
- valjci.
Za podlogu se u magacin unosi materijal za oblaganje, iz kojeg se traka valjcima privlači na područje lijepljenja. Da bi se podesio protok trake, pogon valjaka mora imati kontroliranu frekvenciju okretanja. Giljotina seče traku na način da bude dovoljno duga da kompenzira ceo rub i 25 mm za dodatak. Električni pogon giljotine može biti automatski ili pneumatski. Pomoću senzora položaja obratka određuje se trenutak rada giljotine.
Mašinska oprema
Mašina se često isporučuje sistem za grijanje i nanošenje ljepila. Proizvodi se u dvije različite alternative - za rubni materijal koji se isporučuje sa i bez ljepila. Kod opcije 1, superljepilo je već u traci, međutim, zagrijava se zagrijanim zrakom pomoću fena. U slučaju 2, superljepilo se zagrijava u kadi i nanosi na ravan trake pomoću valjka. Treba napomenuti da određene modifikacije imaju 2 valjka, od kojih je drugi potreban za nanošenje ljepila na rub dijela.
Sljedeća komponenta je kupka za ljepilo, u kojoj se superljepak za rubnu traku zagrijava na temperaturu od 200 stepeni, ne lijepi se, ima ujednačenu gustinu i dobro cirkulira.
Uglavnom se koriste:
- kade s teflonskim premazom;
- temperaturni senzori.
 Određene modifikacije imaju uložak za nanošenje odabranog ljepila na ravninu.
Određene modifikacije imaju uložak za nanošenje odabranog ljepila na ravninu.
Sistem pritiska ima oblik glavnog valjka. Ako je traka u kontaktu sa završnim materijalom, postoji specifična tlačna sila ovih dijelova. Ako ručna mašina za ivica ima mehanički pomak, tada se traka na ivicu pritisne jednim ili više valjaka, koji se postavljaju naizmjenično.
U opremi sa ručnim ubacivanjem dijela ovu funkciju može izvršiti osoba koja hrani dio i istovremeno ga pritiska na izlaznu traku.
Kao oslonac koriste se jedan ili 2-3 valjka. Međutim, ova metoda će zahtijevati dobre vještine. Pored izmjerenog reda, brzina pomaka radnog komada i trake se konstantno prilagođava kako bi se spriječilo kidanje ili sklapanje trake. Najsofisticiranija oprema omogućava upravljanje mašinom u automatskom režimu, koristeći elektroniku.
Princip rada uređaja
Za lijepljenje se koristi traka čija je širina više visine element za 2-5 mm. Ovo se radi radi preciznog zatvaranja ivica. U pravilu nakon lijepljenja ostaju takozvani prevjesi, koji su naznačeni sa dva ruba. Da bi se uklonili, koristi se modul za glodanje koji odsiječe oblogu koja se proteže izvan granica dijela.
Obično je mehanizam obdaren brza vožnja sa 12 hiljada okretaja u minuti kako ne bi oštetili avion. Osim toga, modul uzima u obzir ograničene valjke za ispravnu ugradnju radnog komada. Jedinica je opremljena sa 2 glodala sa pogonima, prilagođena je potrebnoj visini dijela. Da bi se modul delikatno podesio i osigurao, aktivira se sistem kretanja sa transmisijom "vijak - matica".
Nakon rezanja nožem, traka se zalijepi na rub. Da bi se to isključilo, treba koristiti modul za obrezivanje, čiji sistem može biti drugačiji. Najjednostavniji tip uključuje kružnu pilu koja ima okomito kretanje i opremljena je pogonom male snage.
 Na posebnu komandu, ova električna pila ulazi u radni prostor mašine za ivičnjake i odrezuje dodatni dio obloge. Ovaj princip može funkcionirati samo u strojevima s ručnim ubacivanjem. Ako je dostava mehanizovana, krajnji modul je najteži. Električna pila sa pogonom se uvodi prema uputstvu za mašinu na kolicima koji imaju 2 kratka pravca: prvi za pomicanje testere kako bi se eliminisao dodatak trake, a drugi za glatku brzinu pomaka obratka. Mašina za ivica može se dopuniti velikim brojem multifunkcionalnih elemenata.
Na posebnu komandu, ova električna pila ulazi u radni prostor mašine za ivičnjake i odrezuje dodatni dio obloge. Ovaj princip može funkcionirati samo u strojevima s ručnim ubacivanjem. Ako je dostava mehanizovana, krajnji modul je najteži. Električna pila sa pogonom se uvodi prema uputstvu za mašinu na kolicima koji imaju 2 kratka pravca: prvi za pomicanje testere kako bi se eliminisao dodatak trake, a drugi za glatku brzinu pomaka obratka. Mašina za ivica može se dopuniti velikim brojem multifunkcionalnih elemenata.
Ivični uređaji sa ručnim uvlačenjem uključeni su ne samo u domaće prilike ili radionice. Čak i velike kompanije za namještaj imaju ovaj uređaj za brzu popravku i oblaganje ekskluzivnih praznina, malih serija dijelova.
Zbog prisutnosti procesora, kontrolera, uređaji s ručnim ubacivanjem dijelova smatraju se vrlo praktičnim i lakim za upravljanje. Glavni procesi tokom radnog perioda su brzina pomaka, automatska kontrola temperature i, pored toga, dužina vezanog materijala.
Jedinica za ručno punjenje radi s materijalom do 3 mm, troši oko 2 kW električne energije, zauzima površinu do 2-3 kvadratna metra. metara, kojim upravlja jedan korisnik i održava brzinu protoka od 6 metara u minuti. Da bi sistemi mašina mogli da rade, sistem je povezan pod pritiskom komprimovanog vazduha od 0,6 MPa.
Obično se prvo testira mašina, uz kontrolu sigurnosti linije ljepila i stepena prianjanja ljepila. Za izvođenje testa moguće je koristiti bezbojni PVC film, koji omogućava promatranje raspodjele ljepljivog sastava nakon kompresije i polimerizacije. Ako se radna smjena promijeni, preporučuje se i provođenje testova kako bi se spriječila pojava latentnog kršenja.
 Cijeli mehanizam za rezanje je dobro izbrušen. Ovo se odnosi na noževe i sekače. Ne zaboravite redovno čistiti posudu za ljepilo.
Cijeli mehanizam za rezanje je dobro izbrušen. Ovo se odnosi na noževe i sekače. Ne zaboravite redovno čistiti posudu za ljepilo.
Jedinica za ivica može imati ogradu i oznaku zagrijanih površina. Okvir uređaja mora biti uzemljen. Uređaj mora biti povezan na aspiracijski sistem, jer zagrijani superljepak može osloboditi otrovne tvari opasne po zdravlje.
Takav uređaj ne zahtijeva nikakva komplikovana podešavanja. Potrebno je ispraviti temperaturu grijanja, pravilno podesiti brzinu rotacije valjaka koji nanose superljepilo i brzinu pomaka. Veoma je važno da tokom nanošenja količina lepka bude optimalna ispunili prave uslove. Ako to nije dovoljno, može se izgubiti čvrstoća odnosa između upotrijebljenog materijala i radnog komada. Višak ljepila će dovesti do viška količine na avionu i pojave prljavštine.
Samostalna proizvodnja mašine
Zbog značajne cijene opreme za rubne trake, mnogi biraju domaće ivične trake, međutim, oni imaju slabu sigurnosnu opremu, zbog čega treba biti vrlo oprezan. Prije svega, umjesto da razmišljate o dizajnu stroja, trebate se fokusirati na debljinu materijala koji se koristi, s kojim će specijalna oprema funkcionirati, razmisliti s kojim će materijalom funkcionirati i koji uređaji moraju biti obavezni. . Za podlogu treba organizirati podlogu koja sadrži sistem za dovod završnog materijala, presovanje, zagrijavanje i nanošenje ljepljivog sastava.
Standardna oprema mašine uključuje:

Mašine za kantovanje se koriste u gotovo svim drvoprerađivačkim preduzećima, ali njihov dizajn i sistemske komponente mogu značajno varirati. To uglavnom ovisi o veličini posla koji se obavlja sa ovim uređajem.
Uzmite u obzir najsavremenije i najkompleksnije modifikacije mašina za ivica rezervoar koji je dizajniran za zagrijavanje ljepila i nanošenje na rub ove kompozicije. Rezervoar je opremljen ručkama i valjkom koji kotrlja materijal do ivice, koji se u ovoj mašini nalazi na posebnom zasebnom nosaču. Ovi uređaji su dizajnirani za lijepljenje deblje plastike na obradak.
 Prevjesi materijala koji nastaju prilikom suočavanja s domaćim mašinama obično se uklanjaju ručno pomoću specijaliziranih uređaja.
Prevjesi materijala koji nastaju prilikom suočavanja s domaćim mašinama obično se uklanjaju ručno pomoću specijaliziranih uređaja.
To uključuje razne uzdužne giljotinske uređaje koji odsijecaju prevjes i formiraju ivice na rubovima proizvoda. Sve komponente sistema su pričvršćene udobnim ručkama za kontrolu.
Vrijedi pamćenja da se prilikom rada na takvom bloku obložni materijal treba koristiti u rolama, na koje je već nanesena ljepljiva kompozicija, inače jednostavno ne možete ništa popraviti. Budući da će vam i dalje biti potrebni određeni dijelovi za proizvodnju rubne trake vlastitim rukama, nemojte očekivati da će vas izrada jedinice koštati vrlo jeftino.
Danas u ruskoj industriji namještaja gotovo da nema ljudi koji ne znaju šta je jedinica za prethodno glodanje rubova dijelova (stolja) i gdje se nalazi u mašini za ivica. Međutim, nekolicina još uvijek razumije ono što potrošaču daje njegovu upotrebu. Možda zato iznova čujemo želje da se ponudi mašina bez fuga. A među onima koji su već kupili mašinu sa ovim uređajem, ima onih koji jednostavno isključuju preliminarne rezače. Stoga smatram da je potrebno ponovo govoriti o tome šta je fuga i šta daje.
Šta je uzda?
Jedinica za prethodno glodanje rubova dijelova prije nego što se furniraju često se ukratko naziva jedinica za spajanje ili jednostavno "spajanje". Porijeklo riječi je njemačko - Fügeaggregat. Zadatak ove operacije je uklanjanje sloja materijala sa ruba dijela kako bi se formirala ravna i ravna površina na koju je zalijepljen rubni materijal.
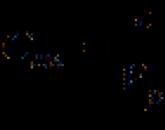
Kako bi se spriječilo oštećenje već obloženih okomitih rubova (slika 1), opremljen je sa dva glodala koji se okreću u suprotnim smjerovima. Pokreće glodalo suprotnom rotacijom, "pritišćući" materijal na početku obratka. Na izlazu radi prolazni rezač koji sprečava odvajanje rubnog materijala na kraju dijela.

Dizajn glodala uzima u obzir činjenicu da obrađene ploče imaju obložene površine. Kako bi se izbjeglo lomljenje, sile rezanja moraju biti usmjerene unutar dijela. To se osigurava položajem sjekutića pod blagim uglom u odnosu na vertikalu. Štoviše, nagib gornjih i donjih sjekutića ima različitom pravcu- uzorak reznih elemenata podsjeća na slovo V.
U pravilu se koriste dijamantske glodalice kako bi se osigurao maksimalan vijek trajanja alata. Iako treba imati na umu da pri obradi prirodnog drveta (stolarija, paneli vrata itd.) treba koristiti glave sa rezačima od specijalnog čelika - dijamant u ovom slučaju nije prikladan.
Spajanje i/ili kvalitetno rezanje?
Mnogi proizvođači namještaja vjeruju da obavlja samo jednu funkciju - ispravljanje nedostataka u materijalima daske za rezanje. Iz ovoga neki zaključuju da je dovoljno poboljšati kvalitet rezanja i da će nestati potrebe za spajanjem. Ali ovo je daleko od istine.
S jedne strane, predglodanje ne može eliminirati sve probleme vezane za sečenje, te je u svakom slučaju potrebno poboljšati kvalitetu piljenja. S druge strane, spajanje vam omogućava rješavanje mnogo šireg spektra zadataka. Ali prvo stvari.
Nedostaci koji se javljaju tokom piljenja uključuju: strugotine na čeonim stranama, tzv. „korak“ od pile za bodovanje, neokomite stranice obratka, neupravne ivice u odnosu na čelo, neravne ivice ( zbog “banana rezanja” ili unutrašnjih naprezanja u materijalu).
Prethodno glodanje se nosi sa "korakom" od pile za zarezivanje, strugotine, uz blagi nagib ivice prema licu. Ali drugi problemi su teži. Nedostatak pravog ugla između susjednih ivica ne može se ispraviti spajanjem. Dio sa konveksnim lučnim ivicama ne može se pravilno bazirati na ravnalu za vođenje, te stoga kvalitetno obrađen. Kod konkavnih rubova, ispravno postavljanje je moguće samo ako je njihova dužina manja od dužine ravnala.
Usput, čak i uz najkvalitetnije sečenje, „korak“ od pile za bodovanje i dalje ostaje. Možda je minimalan, jedva prepoznatljiv, ali ga neće biti moguće potpuno eliminirati. Ovo je, zapravo, suština upotrebe testere za bodovanje - širina njenog reza mora nužno biti veća od reza glavne testere. A to znači da će nakon suočavanja s rubovima ljepljivi šav na donjem sloju (gdje je obrub ostavio trag) biti uočljiviji. A ova razlika se može eliminisati samo spajanjem.
Problemi ne nastaju samo nakon rezanja
Krhotine i manja oštećenja ploča mogu nastati ne samo tokom rezanja, već i tokom skladištenja, pomeranja delova između operacija, slaganja i utovara u mašinu. Posebno se lako oštećuju „labave“ ploče sa tankom, lomljivom oblogom. Naime, 90% ruskih fabrika nameštaja radi sa takvim materijalom. Samo prethodno glodanje može garantovati da će linija spoja ploče i rubnog materijala biti idealna.
Čak i za vrijeme male pauze između operacija rezanja i ivica, prašina se taloži na radnim komadima, što dovodi do pogoršanja kvalitete lijepljenja rubnog materijala. Osim toga, prašina s dijelova dolazi na valjak ljepila i doprinosi stvaranju čađi. Predglodanje dijelova vam omogućava da "zagladite" rubove nekoliko sekundi prije nanošenja ljepila na njih, što rješava ovaj problem.
Uz pomoć opreme za rubne trake, materijal se može zalijepiti na rubove izratka pomoću posebnog ljepila. Bez ove jedinice ni jedno drvoprerađivačko preduzeće neće moći da radi. Proizvođači iz cijelog svijeta mogu ponuditi različite asortimane ovih mašina. Dizajn ovog uređaja nije nimalo kompliciran, tako da možete sami napraviti prijenosni rubni trak.
Namjena mašine za ivica
Prva mašina za ivica je izmišljena veoma davno, tačnije – za pet godina biće pola veka od uvođenja mašine za kontinualnu ivicu koja koristi topi lepak. Trenutno ovu opremu je osnova proizvodnje u fabrikama nameštaja. Brojni su proizvođači ovih mašina iz Nemačke, Italije, Austrije, Češke, Španije, Japana, Turske i Kine.
Rubna traka je proces lijepljenja materijala za trake na rub kako bi se proizvodu pružio lijep izgled. Ova metoda ima široku primjenu u proizvodnji namještaja, gdje se uski rubovi ploča ili panelnih dijelova trebaju lijepo završiti. Danas postoji ogroman izbor uzoraka i nijansi, što primorava dizajnere da razviju nove rubne trake.

Kao materijal možete koristiti papir, furnir, melamin, ABC, PVC, čija je debljina 0,4 - 3 milimetra, a širina 2 - 6 centimetara. Osnova tehnologije je sistem "prazno - ljepljiva smjesa - lijepljeni materijal". Zahvaljujući posebnoj kompresiji i transformaciji, obloga je sigurno pričvršćena za rub.
Mnogi rubrici se oslanjaju na ljepilo za topljenje, koje se topi kada se zagrije i brzo stvrdne kada se ohladi. Ova tehnologija zahtijeva strogo prilagođavanje temperaturnog režima i prešanje lijepljenih komponenti uz pomoć zadane sile. Ako ne razmišljate o tome, sistem može izgubiti stabilnost, a obloga može pasti.
Dizajn mašine za ivica
Na ležaj se postavlja sto od tekstolita ili sličnog materijala koji ne dozvoljava oštećenje radnog predmeta. Postavljen na sto osnovni modul, iza kojeg se može postaviti modul za glodanje kako bi se eliminisali prevjesi. Prednost takve opreme je njena mobilnost, jer vam dimenzije omogućuju premještanje stroja na lokaciju dijela. Tu su i izmjenjive vodilice, kao na fotografiji rubnih traka na našoj web stranici, za rad s tvrdim trakama.
Sistem hranjenja uključuje rolnu, giljotinu i valjke. Za početak, u prodavnicu se ugrađuje materijal za oblaganje, iz kojeg se traka povlači valjcima u područje lijepljenja. Za podešavanje brzine uvlačenja trake, pogon valjka mora imati podesivu brzinu. Giljotina seče traku tako da bude dovoljno duga da pokrije ceo rub i 25 milimetara za dodatak. Pogon giljotine može biti mehanički ili pneumatski. Pomoću senzora položaja obratka određuje se trenutak rada giljotine.
Mašina je često opremljena sistemom za grijanje i nanošenje ljepila. To se radi u dvije različite verzije - tako da se rubni materijal isporučuje sa i bez sloja ljepila. U prvoj opciji, ljepilo je već sadržano na traci, ali se zagrijava vrućim zrakom pomoću industrijskog sušila za kosu. U drugom slučaju, ljepilo se zagrijava u posebnoj kupki i nanosi na površinu trake pomoću pogonskog valjka. Vrijedi napomenuti da neki modeli imaju dva valjka, od kojih je drugi dizajniran za nanošenje ljepila na rub radnog komada.

Sljedeći element je kupka za ljepilo, gdje se ljepilo za rubnu traku zagrijava na temperaturu od 150-200 stepeni Celzijusa, ne lijepi se, ujednačene je konzistencije i dobro cirkulira. Pretežno se koriste kade obložene teflonom i temperaturni senzori. Neki modeli imaju poseban uložak za nanošenje ljepila na površinu.
Stezni sistem ima oblik potpornog valjka. Kada traka dođe u kontakt sa obloženim materijalom, na ovim komponentama postoji određena sila pritiska. Ako rubna traka ima motorizirani pogon, traka se pritiska na rub dijela pomoću jednog ili više valjaka koji su raspoređeni u seriji. U opremi s ručnim uvlačenjem dijela, ovu funkciju može izvršiti osoba koja ubacuje dio i istovremeno ga pritiska na izlaznu traku.
Kao oslonac koriste se jedan ili dva ili tri valjka. Ali ova metoda zahtijeva dobre vještine. Pored uniformnog načina rada, brzina pomaka radnog komada i trake se konstantno prilagođava kako bi se izbjeglo kidanje ili gomilanje trake. Sofisticiranija oprema vam omogućava da automatski kontrolišete mašinu, koristeći elektroniku.

Za lijepljenje se koristi traka čija je širina 2-5 milimetara veća od visine dijela. Ovo se radi kako bi se osiguralo da je rub zatvoren. U pravilu nakon lijepljenja ostaju tzv. prevjesi, koji strše s obje strane. Za njihovo uklanjanje koristi se modul za glodanje, koji odsiječe svu površinu koja se proteže izvan dijela.
Obično je alat opremljen brzim pogonom sa 10-12 hiljada okretaja u minuti kako bi površina ostala neozlijeđena. Modul također pruža ograničavajuće valjke za kompetentnu ugradnju radnog komada. Modul je opremljen sa dva rezača sa pojedinačnim pogonima, prilagođava se željenoj visini dijela. Za fino podešavanje modula i njegovo fiksiranje aktivira se mehanizam za pomicanje sa posebnim zupčanikom "navrtkom".
Nakon rezanja giljotinom, traka s dodatkom se zalijepi na rub. Da biste ga uklonili, morate koristiti modul za obrezivanje, čiji dizajn može biti vrlo različit. Najjednostavnija opcija je kružna pila, koja je opremljena vertikalnim kretanjem i opremljena pogonom male snage.

Na posebnu komandu, ova pila ulazi u radni prostor mašine za ivičnjake i odrezuje višak dela obloge. Ovaj princip može raditi samo na mašinama s ručnim ubacivanjem dijela. Ako je dovod mehaniziran, krajnji modul je složeniji. Pogonska pila se montira prema uputama rubnog traka na nosaču koji ima dva kratka hoda: prvi za napajanje pile kako bi se eliminisao dodatak trake, a drugi za ravnomjerno napajanje radnog komada i pile.
Rubni trak se može dopuniti mnogim funkcionalnim detaljima koji utiču na njegovu izvedbu, automatizuju neke procese, pripremaju i dovode rub do savršenstva. Moduli se mogu naoštriti na određenu veličinu, vrstu obloženog materijala ili vrstu izratka. Pouzdan dizajn omogućava kvalitetno lijepljenje ravnih i radijusnih praznina namještaja.
Princip rada mašine za ivica
Uređaji za ivica sa ručnim uvlačenjem koriste se ne samo kod kuće ili u zanatskim radionicama. Čak i velike kompanije za namještaj imaju ovaj uređaj za brzu popravku i furniranje ekskluzivnih ili zakrivljenih praznina, malih serija dijelova.
Zbog prisustva procesora, kontrolera i upravljačkih sistema, uređaji sa ručnim ubacivanjem delova su veoma praktični i laki za pripremu i upravljanje. Glavni procesi tokom rada su brzina pomaka, automatska kontrola temperatura, kao i dužina zalijepljenog materijala.
Ručna traka za uvlačenje rubova radi s materijalom do 3 milimetra, troši približno 2 kW električne energije, pokriva površinu do 2-3 kvadratna metra, njime upravlja jedna osoba i održava brzinu pomaka obratka od 3-6 metara po minuta. Da bi svi sistemi mašina funkcionisali, priključen je sistem za dovod komprimovanog vazduha od 0,6 MPa.

Obično se prvo testira mašina za ivica i kontroliše se pouzdanost linije ljepila i stupanj prianjanja ljepila. Za provođenje testa može se koristiti prozirna PVC folija, koja vam omogućava da promatrate distribuciju ljepila nakon kompresije i polimerizacije. Prilikom promjene radne smjene preporučuje se i provođenje testova kako bi se spriječila pojava latentnog kršenja.
Svi alati za rezanje su dobro naoštreni. Ovo se odnosi na giljotinske noževe i sekače. Ne zaboravite da redovno čistite kadu sa lepkom. Mašina za ivica može biti opremljena ogradom i imati oznake za grijane površine. Postolje mašine mora biti uzemljeno. Uređaj mora biti povezan na sistem za aspiraciju, jer zagrijani ljepilo može osloboditi otrovne tvari koje predstavljaju opasnost po zdravlje.
Takav uređaj ne zahtijeva nikakvu konfiguraciju. Potrebno je podesiti temperaturu zagrijavanja ljepila i trake, pravilno podesiti brzinu rotacije valjaka koji nanose ljepilo, kao i brzinu pomaka. Vrlo je važno da kada se nanese na ivicu ili traku, količina ljepila bude optimalno prilagođena svim uvjetima. Ako to nije dovoljno, može doći do gubitka čvrstoće veze između materijala i radnog komada. Višak ljepila će uzrokovati istiskivanje viška količine na površinu i pojavu prljavštine.

Kako izgleda radni ciklus? Radni predmet se kreće duž mašine za ivica. Nosač s pilom počinje se kretati brzinom pomaka u istom smjeru. Za kratko vrijeme pila se zaustavlja i odsiječe višak trake. Da bi se spriječilo da mašina ošteti dio tokom rada, postoji restriktivni valjak. Za čišćenje otpada od piljenja, grana usisnog sistema je povezana na modul za trimovanje.
Klasifikacija mašina za ivica
Mašine za ivice se dijele na sljedeće tipove: mašine za zakrivljene ivice i za ravne ivice. U projektovanju mašina za pravougaone trake, po pravilu se koristi automatsko dovođenje materijala, u mašinama za ivica za zakrivljene ivice se koristi ručno uvlačenje materijala. Ručne ivične trake nisu namijenjene velikim tvornicama. Postoje kombinovane mašine koje mogu da rade u različitim režimima i obezbeđuju i ručno i automatsko ubacivanje radnog komada.
Mašine za kantovanje su jednostrane i dvostrane. Prvi od njih imaju visoku cijenu i isplati se samo u uvjetima velikih i srednjih industrija. Ove mašine mogu pokrivati samo pravougaone ivice, ali imaju mnoge karakteristike koje nisu dostupne na pozicionim mašinama.

To su uglavnom operacije koje su povezane s otklanjanjem nedostataka i davanjem proizvoda gotovog izgleda. Dvostrane mašine za ivicu su po svojoj funkcionalnosti identične prethodnom tipu, međutim, zbog složenije mehanike su u stanju da obrubljuju istovremeno sa obe strane.
Nedavno su se pojavile prijenosne mašine koje imaju posebnu kupku za zagrijavanje ljepila na prihvatljivu temperaturu. Opremljen je nekoliko ručki i valjkom za valjanje obloge do ruba. Ovom upotrebom obloga se postavlja na posebno pripremljeni nosač. Prijenosni uređaji se mogu koristiti za lijepljenje plastike male debljine na pravokutnim dijelovima. Takođe se mogu pričvrstiti na sto ili raditi kao stacionarni uređaji.
Izrada mašine za ivica
Zbog visoke cijene ivične trake, mnogi ljudi preferiraju domaće ivične uređaje, ali su u sigurnosti loši, pa treba biti vrlo oprezan. Prije nego što razmišljate o izradi mašine, potrebno je obratiti pažnju na debljinu materijala s kojim će oprema raditi, razmisliti s kojim će materijalom raditi i koji uređaji bi trebali biti obavezni. Prvo morate pripremiti podlogu, koja uključuje sistem za dovod materijala za oblaganje, prešanje, grijanje i nanošenje ljepila.
Standardna oprema mašine za oblaganje uključuje:
- čvor automatskog rezanja ruba;
- regulator rotacije sa indikatorom protoka;
- termostat sa podrškom za funkciju pripravnosti i zaštitom od preranog rada;
- čvor za dovođenje ruba u područje lijepljenja;
- prekidač za rad s ravnim dijelovima;
- nosač za sušilo za kosu;
- tekstolitne vodilice otporne na habanje.

Mašine za ivica koriste se u gotovo svim drvoprerađivačkim preduzećima, međutim, njihov dizajn i strukturni elementi mogu značajno varirati. To uglavnom ovisi o količini posla koji se obavlja pomoću ove jedinice. Stoga je uobičajeno korištenje mobilnih uređaja u malim radionicama, koji su namijenjeni za nanošenje rubnog materijala s već nanesenim ljepljivim sastavom.
Većina malih poduzeća i kućanstava radije koriste ivične trake za rubne trake, koje uključuju samo uređaj za odmotavanje i fiksiranje rubnog materijala, toplinski pištolj i užareni valjak. Ovaj uređaj je napravljen u obliku desktop mašina uz prisustvo uređaja za pomicanje radnog komada duž njega. Mašinu montirate na radni komad, tačnije na njegovu ivicu, nakon čega postepeno napredujete domaću ivičnu traku kako rad napreduje.
Za naprednije i složenije modele strojeva za ivica, predviđen je spremnik koji je dizajniran za zagrijavanje ljepila i nanošenje ove kompozicije na rub. Rezervoar je opremljen ručkama i valjkom koji kotrlja materijal do ivice, koji se u ovoj mašini nalazi na posebnom zasebnom nosaču. Ovi uređaji su namijenjeni za lijepljenje plastike povećane debljine na pravougaone blanke.

Prepusti rubnog materijala, koji se formiraju prilikom oblaganja domaćim mašinama za ivica, obično se uklanjaju ručno pomoću posebnih uređaja. To uključuje različite uzdužne giljotinske uređaje koji odsijecaju prevjes i formiraju ukošene ivice na rubovima proizvoda. Svi strukturni elementi su pričvršćeni udobnim ručkama za kontrolu.
Nakon toga, sa sigurnošću možemo reći da je mašina za ivične trake "uradi sam" spremna. Vrijedno je zapamtiti da je prilikom rada na takvom uređaju potrebno koristiti obloženi materijal u rolama na koje je već nanesena ljepljiva kompozicija, inače jednostavno ne možete ništa pričvrstiti. Budući da će vam i dalje biti potrebni neki dijelovi za izradu ivične trake vlastitim rukama, nemojte očekivati da će vas izrada uređaja koštati potpuno besplatno.
Održavanje rubnog traka
Stroj za rubne trake, kao i svaka druga oprema, zahtijeva najstrože sigurnosne mjere i pažljivo održavanje, čije zanemarivanje zajamčeno smanjuje vijek trajanja zračnih reduktora, manžeta cilindara i pneumatskih ventila. Pravila za njegu su sljedeća:
- Uvijek pazite na kablove i sigurnosne uređaje u slučaju oštećenja koji štite vas i vašu mašinu. Činjenica je da oštećeni kabel može poremetiti rad električnih jedinica, a to će zahtijevati hitne popravke.
- Pokušajte isključiti neravnotežu napona napajanja u fazama. Prilikom korištenja stroja postoji opasnost od fluktuacija napona, stoga je za otklanjanje ovog problema potrebno ugraditi stabilizatore i filtere.
- Čuvati dalje od prašine, vode ili ulja. Mnogi ljudi radije čiste rubnu traku komprimiranim zrakom, ali mi preporučujemo da to ne radite, jer strana tijela mogu prodrijeti u zaštićena mjesta pod visokim pritiskom. Umjesto toga, koristite četke.
- Nakon rada očistite radno mesto i mašinu. Neophodno je redovno podmazivanje komponenti i delova. Pokušajte koristiti kvalitetno mazivo koje je dokazano na djelu.
- Ne spuštajte potisnu gredu odozgo jakim pritiskom. Uradite to pažljivo tako da radni komad tačno stane na radni sto. Ako zanemarite ovo pravilo, gornji pričvrsni valjci i mekani držači će se brzo istrošiti, motor će biti preopterećen, a transportni lanac će se rastegnuti.
- Pratite stanje svih pneumatskih cilindara i mjenjača, jer mogu poremetiti čvorove koji su odgovorni za obradu dijelova.
- Precizno podesite temperaturu grijanja i pravilno odaberite sastav ljepila. Ako koristite ljepilo lošeg kvaliteta, stanica za ljepilo će se zaprljati, što će dovesti do zamjene potrošnog materijala.
- Prilikom zamjene rezervnih dijelova uvijek dajte prednost originalima.
- Prije početka rada, pažljivo proučite tehnologiju stroja za ivica kako biste pravilno koristili uređaj.
- Ako primijetite kršenja u radu mašine, ali ne možete sami to shvatiti, bolje je da se posavjetujete sa profesionalcima.
- Nemojte zanemariti vrijeme održavanja vašeg rubričara.
Stoga tehnologija oblaganja rubova svake godine postaje sve naprednija. profesionalnom nivou sa pojavom poboljšanih materijali za oblaganje i poboljšanje proizvodni proces. Danas je teško zamisliti bilo koju proizvodnju namještaja bez dobre mašine za rubne trake, koja je dizajnom vrlo jednostavna, ali prilično skupa oprema. Upravo iz tih razloga mnogi ljudi sami započinju njihovu proizvodnju.
Kompanija Vega nudi visokokvalitetnu opremu za proizvodnju namještaja od nule. U našem katalogu možete odabrati kompletan set opreme za efikasno i brzo izvođenje bilo koje operacije u proizvodnji, uključujući obradu rubova. Naše rubne trake su pouzdane linije i obradni centri koji mogu raditi pouzdano i dugo za vas.
Moderni potrošač neće biti iznenađen jeftinim namještajem, a izbor je danas raznolik, pa kupci traže ne samo pristupačan namještaj, već i kvalitetan namještaj. Industrije namještaja različitih veličina moraju se prebaciti na nove tehnologije i kupiti visokotehnološku opremu, inače će proizvodnja postati neisplativa.
Karakteristike proizvodnje namještaja
U Rusiji se u proizvodnji namještaja uglavnom koriste dvije vrste materijala - razne opcije Iverica i MDF. Riječ je o gotovim pločama koje se proizvode u tvornicama i predstavljaju različita rješenja boja, jer se mogu obložiti furnirom, samoljepljivom folijom i polimernom plastikom.
Prilikom kupovine takvih ploča, proizvođači namještaja se suočavaju sa zadatkom da ih izrežu i okrenu prema rubovima, tj. ivice. Oprema za rubne trake je skupa mašina sa složenim "punjenjem", čiji se izbor jednostavno ne može pogriješiti, pa ih vrijedi razmotriti pažljivije i pažljivije.
Šta je mašina za ivica?
Na mašini za rubne trake možete zatvoriti strane obradaka posebnim materijalom za ivice. Može biti različit u debljini, širini i drugim parametrima (do 3 mm debljine i do 25 mm debljine samog sloja). Kao materijal za ivice najčešće se koriste furnir, letvice, impregnirani papir i akril. V U poslednje vreme Pojavio se i valjani aluminijum za obradu ivica.
Od izbora materijala za ivice vrijedi početi. Njegovim odabirom možete preciznije odabrati mašinu i ne pogriješiti. Ako postoji samo jedan materijal, nećete morati opremati opremu posebnim jedinicama, a ako ih ima nekoliko, onda biste trebali unaprijed voditi računa o odabiru dodatne opreme.
Postoje dvije vrste mašina za ivica: jednostrane i dvostrane. Mogu raditi sa ravnim ivicama. Zakrivljene ivice se obrađuju na složenim obradnim centrima opremljenim posebnim jedinicama.
Na početku svog puta mnoge proizvodnje namještaja ne nabave najmoćniju mašinu za obradu rubova, a pri širenju moraju kupiti još jednu, pa drugu, i treću. Situacija nastaje kada se u proizvodnji pojavi posebna radionica za oblaganje rubova, u kojoj radi mnogo radnika.
Tako će kupovina moćne produktivne mašine na početku proizvodne aktivnosti uštedjeti i na plaćama novozaposlenih, i na radioničkom prostoru, i na cijeni viška opreme. Uostalom, glavna stvar u proizvodnji su visoke performanse, kvalitetna i pouzdana oprema koja može garantirati rast i širenje bez troškova.

Mašine alatke su po pravilu opremljene raznim komponentama potrebnim za obavljanje raznih operacija dok obradak prolazi kroz mašinu. Pomoćne jedinice i dijelovi nisu glavni i u principu ih ne možete kupiti kako ne biste trošili novac i uštedjeli novac, međutim, vjerovatno je da nećete morati samo slati obložene dijelove na reviziju, već i otvarati poslove za njihovu obradu.
Mašina za ivica
Mašina ima osnovne i dodatne komponente koje su neophodne za rad. Među glavnim su:
- jedinica za formatiranje (stolar);
- Jedinica za opskrbu rubnim materijalom;
- stanica za lijepljenje;
- stezna jedinica;
- jedinica za obrezivanje;
- Jedinice za glodanje za uklanjanje prevjesa;
- ciklusa
- jedinica za poliranje;
- jedinica za urezivanje;
- sistem za prskanje.
Jedinica za formatiranje na mašini za oblaganje je segment pile i drobilica sastavljena na vretenu. Testera postavlja veličinu, a drobilica podešava količinu. Ovaj čvor je povezan sa zglobom. Potrebno je dobiti tačnu veličinu i geometriju svih dijelova namještaja. Rezultat je pravilan pravougaonik.
Spajanje je operacija tokom koje se otklanjaju nedostaci na dijelu. To mogu biti strugotine, nepravilnosti nakon pile za zarezivanje prilikom rezanja, itd. Spajanje vam omogućava da u budućnosti koristite manje ljepila, kako biste dobili tanak šav.
Na mašini se nalazi posebna jedinica za dovod rubnog materijala. Ovisno o vrsti materijala, ova jedinica može biti opremljena mikro-zupcima, šipkom bez njih itd. Oprema mašine sa nožem takođe se razlikuje u zavisnosti od snage mašine. Ako je dizajniran za materijal s tankim rubovima, tada se nož više neće nositi s drugim rubovima, na primjer, plastičnim. Dodatke dužine daju i različite mašine. Vrijedi napomenuti da što je veći obim proizvodnje, to može biti veće prekoračenje ruba, jer se dopuštenje povećava.
Karakteristika mašine je prisustvo magacina za brzo podešavanje. Omogućuje vam promjenu materijala ivica po boji ili veličini.
Stanica za ljepljenje na mašinama može biti izrađena u obliku tacne (moguće je ukloniti za brzu zamjenu ljepila) ili u obliku patrone. Ljepilo se ili nanosi na rubni materijal sa valjka ili istiskuje iz mlaznica uloška.
Sistem dimenzionisanja se takođe može kombinovati - to je nešto između tacne i kertridža, tj. postoji oboje. Ljepilo se zagrijava u mlaznicama, a iz posude se nanosi na dio.
Jedan od najvažnijih elemenata mašine za ivica je stezni mehanizam. Vrlo često na to ne obraćaju pažnju pri odabiru mašine, ali o tome zavisi konačni kvalitet dijelova namještaja. Čvrstoća spajanja rubnog materijala i radnog komada ovisi upravo o steznoj jedinici. Dobro je ako je mašina opremljena sa nekoliko redova valjaka koji pružaju dugotrajan pritisak dok se ljepilo ne stvrdne.

Uređaj koji utiče na ukupne performanse mašine je krajnji sklop. Uklanja ostatke ruba s krajeva obratka. Radni komad se približava posebnoj pili i u procesu svog kretanja odrezuje višak komada. Zatim se nosač testere vraća nazad da „čeka“ sledeći deo. Senzori regulišu rad jedinice, plus postoji uređaj koji određuje veličinu odgovarajućeg radnog komada na početku mašine (procesne linije). Sa ovog senzora, kompjuter čita informacije i prenosi podatke različitim uređajima u vrijeme obrade. Također je važno da pile imaju podesiv ugao rotacije, jer se susjedna ivica ne smije oštetiti.
Jedinica za glodanje služi za uklanjanje suvišnih rubnih prevjesa duž obradaka. On također profilira dio, ako je potrebno zalijepiti debeli rub. Dva glodala sa obe strane odsecaju nepotrebne delove ivice odozgo i odozdo. Ugao rezača se može podesiti kako bi se izgladile dvije površine: ivica i dio.
Ako se u proizvodnji koristi debela ivica, tada je potrebno glodati spoj njegova dva dijela. Za to postoji jedinica za glodanje profila. On također može obraditi ivice radijusa na dijelovima. Profil dijela se umotava kopirnim valjkom, a zatim se obrađuje.
Profilni nož ili strugač radijusa uklanjaju nedostatke nakon glodanja. Činjenica je da se nakon obrade rezačem formira val koji će ciklus ukloniti. Ostaci ljepila nekih proizvođača opreme također se uklanjaju pomoću ravnog strugača. Nakon takve obrade, rub ruba postaje bijeli, što se može nazvati i defektom. Za njegovo uklanjanje koristi se termalna jedinica za poravnavanje rubova. Topi dio ruba, potamnjujući njegovu boju i, takoreći, vraćajući je.
Jedinica za poliranje i brušenje neophodna je za završnu obradu ruba i dijela. Otklanjaju manje nedostatke, ljepilo koje je izašlo itd. Vodeći proizvođači opremaju jedinicu za poliranje uređajem ne samo za rotacijske, već i za povratne pokrete kako bi poboljšali kvalitetu obrade i ujednačili habanje jedinice (platnenih kotača).
Operacija brušenja se izvodi za daljnje ivice rubova masivnim drvetom ili furnirom.
Za stvaranje žljebova u radnim komadima, mašina je opremljena jedinicom za žljebove. Kako bi se spriječilo lijepljenje ljepila ili strugotina na obradak, koristi se tečnost za oslobađanje, koja se raspršuje sistemom protiv lijepljenja. Prazan sistem grijanja omogućava vam da zagrijete ivicu tokom hladne sezone tako da se ljepilo ne stvrdne na njemu. Na taj način se održava kvalitet vezivanja.
Podešavanje svih čvorova na mašini može se izvršiti ručno ili automatski. Prva opcija je jednostavnija i jeftinija, ali zahtijeva sudjelovanje kvalificiranih operatera. Drugi je skuplji, ali funkcionalniji, jer vam omogućava dijagnosticiranje grešaka i kvarova.
Kvalitetne mašine za ivica uvek su opremljene kontrolom rute koja prati položaj dela i njegovu veličinu. Konačni rezultat i tačnost svake operacije zavise od ovih parametara. Bolje je kada se na ulazu nalazi sistem za očitavanje veličine koji prenosi podatke na računar i uključuje jedan ili drugi čvor. Na mašini je manje senzora, što znači da se smanjuje i verovatnoća njihovog kvara.
Krevet na koji su pričvršćeni svi čvorovi može biti različite dužine, a neki proizvođači prodaju svoje mašine sa slobodnim prostorom na krevetu tako da se tu može ugraditi još jedan čvor. Krevet ne bi trebao prihvatiti vibracije čvorova.
Važan element sistema alatnih mašina je nabavka radnih komada. Dijelovi se pritiskaju na transportnu traku pomoću klinastog remena ili valjaka. Ako je brzina pomaka visoka, poželjniji je remen.
Na šta treba obratiti pažnju pri odabiru mašine
Prilikom odabira mašine za ivica važno je da ne pogriješite. Oprema nije jeftina, mora obaviti mnoge operacije, završiti obradu dijelova, a da pritom zadrži njihov kvalitet i izgled.
Na šta vrijedi obratiti pažnju? Na primjer, ako ste se odlučili na kompjuterski kontroliranu opremu, ne zaboravite da su njeni elementi osjetljivi na pad napona u mreži. Kontroleri mašina mogu patiti zbog kvarova na mreži. Da se to ne dogodi, instalirajte stabilizator napona. Po pravilu, ugradnja stabilizatora je preduslov za garantni servis mašine od strane proizvođača.
Također, mašina se bira prema produktivnosti, a da biste je izračunali, potrebno je znati mnogo parametara: protok, razmak između dijelova, broj dijelova, njihove dimenzije, asortiman materijala za ivice.
Produktivnost opreme direktno utiče na brzinu pomaka radnih komada. Što je veći, to su performanse veće. Osim toga, vrijedi uzeti u obzir udaljenost koja može biti između radnih komada tokom prolaska. Što je ova udaljenost manja, to su performanse veće. Ovaj parametar je posebno važan ako mašina uglavnom obrađuje male dijelove.
Vrijeme promjene mašine također utiče na produktivnost, ali sve ovisi o rukovaocu. Postoje modeli alatnih mašina sa programabilnim kontrolerima, zahvaljujući kojima je rekonfiguracija opreme brža. Ako će proizvodnja raditi sa različitim debljinama ploča i različitim materijalima za ivice, vrijedi razmotriti modele CNC strojeva ili kupiti više strojeva za određene vrste ploča kako bi se održala brzina proizvodnje.
Na kraju, želio bih reći da prije kupovine morate razmotriti nekoliko modela alatnih mašina, uporediti ih, posavjetovati se sa stručnjacima, pogledati opremu u radu kako biste pronašli najbolju opciju.
Možete pogledati svu predstavljenu opremu za obradu drveta, takođe predlažemo da se upoznate sa štampačima velikog formata za štampu na drvetu, iverici, MDF-u i drugim materijalima.

Popularno
- Program za promjenu napadnog ugla i nagiba
- Stvarna izlazna brzina Proračun zatvorenog zupčanika
- Kakva je procedura za korišćenje službenog prevoza od strane zaposlenog
- sistem goriva aviona
- Ugovor o evakuaciji vozila Standardni ugovor za evakuaciju vozila
- Performanse buldožera i kako ih poboljšati Osnovne informacije o buldožerima
- Toyotin proizvodni sistem (TPS) i Lean Manufacturing
- Karte za pregled po zanimanju monter cijevi
- Šta učiniti ako ništa ne radite
- Globus - prodavnice za celu porodicu