Parçaların ısıl işlemi için cihazlar. Isıl İşlem Ekipmanları

giriiş
OJSC "Mogilev fabrikası" Strommashina "da eğitimsel kaynak-termal ve mekanik uygulama tamamlandı. Belarus Cumhuriyeti'ne aittir ve Belarus Cumhuriyeti Mimarlık ve İnşaat Bakanlığı'nın yetkisi altındadır.
1913 yılında Mazya ve Aranzon kardeşlerin ortaklığı Mogilev'de bir bakır dökümhanesi ve mekanik işletmesi açtı. Ortaklık, değirmenlerin, yağ değirmenlerinin ve içki fabrikalarının inşasını, halka pulluk, balta vb. satışını üstlendi.
1920'de tesis kamulaştırıldı ve arabaların, kamp mutfaklarının onarımı ve askeri arabaların imalatıyla uğraştı.
1921 yılında pulluk, tırmık ve tarım makineleri için yedek parça üretimine başlandı. 1926'da tesis, manuel harman makineleri, silaj kesiciler, at arabaları, savurma makineleri, terazi üretiminde ustalaştı. Fabrika inşaatına devam edildi.
1941'de, ekipmanı söken fabrika iç bölgelere tahliye edildi. 1946 yılında tesisin restorasyonuna başlanmış ve İnşaat ve Yol Mühendisliği Bakanlığına devredilmiştir. O zamandan beri yeni bir isim "Strommashina" aldı.
1950'de tesis, genişlemesini gerektiren yeni görevler aldı. Yeni inşa edilen binalar modern ekipmanlarla donatıldı.
1962 yılında, fabrika ilk kez 2000 kg taşıma kapasiteli kamyonların seri üretimine hakim oldu ve başladı. 350-500 kg taşıma kapasiteli yeni model yolcu asansörleri
2004'ten beri, Cumhuriyet'te ilk kez çok karmaşık bir makine olan Walking Blade Former'ı üretmeye başladılar.
2005 yılında tesis, MZ2-002 palet iticili vibrasyonlu pres üretmeye devam edecek.
Bu işletme aşağıdaki ana atölyelere sahiptir:
1) Montaj ve inşaat atölyesi No. 1
2) 2 Nolu demir dökümhanesi
3) Mekanik montaj atölyesi No.3
4) Mekanik montaj atölyesi No. 4
5) Mekanik montaj atölyesi No. 6
6) Mekanik montaj atölyesi No. 10
7) Hırdavat dükkanı No. 12
8) Montaj ve boya atölyesi No. 15
Şirket 2598 kişiyi istihdam etmektedir. Yüksek (442 kişi), ortaokul özel (664 kişi), mesleki (968 kişi), orta (968 kişi), temel ve ilköğretim (38 kişi) sahibi olanlar.
Kaynak ve termal uygulama
Amaç: Bir güvenlik brifingi almak. Demirciliğin temel işlemleri ve demircilik için tasarlanmış ekipmanlarla tanışın.
Kaynak ve ısıl uygulamaya geldiğimde, kaynak ve ısıl uygulama sırasında güvenlik ve iş güvenliği hakkında bir brifing verildi. Baş ve gözler için kişisel koruyucu ekipman (kask, gözlük) ve tulum verildi. Atölyelere tulum ve kişisel koruyucu ekipman olmadan girmek kesinlikle yasaktır.
1.1.2) Demircilik. Çamur çıkarma ve metal karıştırma.
Metal öğütme, orijinal iş parçasının enine kesit alanını, yüksekliğini azaltarak arttırma işlemidir (Şekil 1.1, a). Taslak, büyük kesitli ve nispeten düşük yüksekliğe (dişliler, diskler, vb.) sahip dövme parçaların imalatında kullanılır. Halkalar, tamburlar ve benzerleri gibi içi boş dövmelerin imalatında, bir önceki işlem olarak yığma uygulanır. Bir yağış değişimi, enine kesitte yerel bir artıştan oluşan bir iniştir (Şekil 1.1, b). Sıkıştırma genellikle cıvata başları, bilezikler, flanşlar vb. elde etmek için kullanılır. Yukarıdaki işlemlerle gerçekleştirilmesi zor olan küçük ölçekli üretim koşulları altında nispeten karmaşık bir kontura sahip bir dövme partisi üretilirken, destek kalıplarında sözde damgalama kullanılır (Şekil 1.1, d). Destek kalıplarında anahtar başları, cıvata başları, flanşlı destekler ve diğer dövmeler üretilebilir. Metal çekme Çekme, orijinal iş parçasının enine kesitini azaltarak uzunluğunu artırma işlemidir (Şekil 1.1, c). Çekme, uzun eksenli dövmelerin (rulolar, kollar, bağlantı çubukları, çubuklar vb.) İmalatında kullanılır ve en yaygın dövme işlemidir. İş parçasının birbirine bitişik ayrı bölümlerine art arda darbeler veya presleme ile gerçekleştirilir. İş parçası deforme olduğunda, karşılıklarla çarpışmayan yüzlerinde bir çıkıntı oluşur. Bu olayı ortadan kaldırmak için, çekme işlemi sırasında iş parçası periyodik olarak veya her darbeden (basınç) sonra ekseni etrafında 90 ° döndürülür (geri döndürülür). Çizimin yoğunluğu, kullanılan karşılıkların genişliği ve şeklinden, yüzeylerinin durumundan ve iş parçasının deforme olabilen bölümlerinin uzunluğundan etkilenir. Karşılıkların yüzey kalitesi ne kadar yüksekse, genişlikleri o kadar küçük ve iş parçasının deforme olabilen bölümlerinin uzunluğu ne kadar kısa olursa, çizim o kadar yoğun olur. Düz olanlar yerine kesme kalıpları kullanıldığında davlumbazın yoğunluğu artar. Esnetme ve yıpratma işlemlerinin sıralı değişimi, mekanik özelliklerin anizotropisini önemli ölçüde azaltabilir. Davlumbaz çeşitleri şunlardır: haddeleme (dağıtma); hız aşırtma (genişletme), vb. Bir mandrel üzerine çizim, içi boş bir dövmenin dış çapını ve duvar kalınlığını azaltarak uzunluğunu arttırma işlemidir. Bu işlem, silah namluları, kazan tamburları, türbin rotorları vb. içi boş dövme parçaların imalatında kullanılır. Önceden dikilmiş boşluklar, bir mandrel üzerine konulan ve katı boşluklar gibi, kesme kullanılarak kıvrılan bu işleme tabi tutulur. veya düz kalıplar. Serbest dövmenin ana işlemlerinin şemaları Şekil. 1.1. Serbest dövmenin ana işlemlerinin şemaları Şekil 1.1, kesme ve düz kalıplar yardımıyla mandrel üzerindeki boru çizimini göstermektedir. Bir mandrel üzerinde açma (dağıtma), içi boş bir iş parçasının duvarlarının kalınlığını azaltarak dış ve iç çaplarını arttırma işlemidir (Şekil 1.1, e) ve halka, bandaj, tambur vb. .

Çizim. 1.1. Serbest dövmenin ana işlemlerinin şemaları
Aşağıdaki ekipmanlar kullanılır: Yatay hidrolik pres "Azhur-3M", Dikey hidrolik pres "PV-100"
Amaç: Metal kesme, bükme ve kıvırma konularındaki bilgileri pekiştirmek.
1.2.1) Metalin kesilmesi, bükülmesi, delinmesi
Metalin bükülmesi (bükülmesi) Bükme, iş parçalarına belirli bir kontur boyunca bükülmüş bir şekil verildiği bir işlemdir (Şekil 1.1, e). Bu işlem kareler, zımbalar, kancalar, köşeli ayraçlar vb. üretir. Büküm yaparken, şap adı verilen iç katmanlarının sıkışması ve dış katmanlarının gerilmesi nedeniyle iş parçasının bükülme bölgesindeki enine kesit alanında bir değişiklik olur. İş parçasının kıvrımındaki şapı telafi etmek için, kalınlıkta bir artış sağlanır. Bükme sırasında iç kontur boyunca kıvrımların ve dış kontur boyunca çatlakların oluşması mümkündür. Bu olayı önlemek için, uygun bir eğrilik yarıçapı ve bükülme açısı seçilir. Katı bir profilin boşluklarına ek olarak, borular da bükülebilir, bunun için ikincisi kumla doldurulur ve her iki taraftaki tapalarla sıkıca tıkanır.
Metal kesme Metal kesme, iş parçasının bir parçasını ayırma veya diğerinden dövme işlemidir (Şekil 1.1, h). Kesme, uzun kütüklerden birkaç kısa kütük elde etmek, kütük veya dövme uçlarındaki fazla metali çıkarmak, dövmenin iç konturundaki fazla metali çıkarmak (kesmek), külçenin karlı ve alt kısımlarını çıkarmak, vesaire. Metal kesme, çeşitli şekillerde eksenler kullanılarak gerçekleştirilir (Şekil 1.2, d).
Metalin yerleştirilmesi Yerleştirme, iş parçasında bir delik elde etme işlemidir (Şekil 1.1). Parlatma aleti, katı veya içi boş olabilen bir kıvırma aletidir (Şekil 1.2, e). Nispeten ince dövme parçaların delinmesi için destek halkaları kullanılır (Şekil 1.2, i). Temel demirci aracı Çizimi. 1.2. Ana demirci aleti Çapı 400-500 mm'ye kadar olan delikler sürekli dikişle dikilir. 300-900 mm çapındaki delikler içi boş dikişlerle dikilir. Çoğu durumda içi boş delme ile delme, iş parçasından merkezi ayrışma bölgesini kaldırmayı ve külçenin çevre bölgelerinde daha yüksek kaliteli bir metal kullanmayı amaçlar.

Çizim. 1.2 Temel demirci aracı
Aşağıdaki ekipman kullanılır: Çeşitli şekillerde baltalar, destek halkaları, dikiş, Dikey hidrolik pres "PV-100", Yatay hidrolik pres "Azhur-3M".
Mogilev Fabrikası Strommashina'da bu çalışmalar 1 No'lu mekanik tasarım atölyesinde gerçekleştirilmektedir.
Amaç: Metalin ısıl işlemi konusundaki bilgileri pekiştirmek.
1.3.1 Metalin ısıl işlemi
Metallerin ve alaşımların ısıl işlemi - amacı yapıyı ve özellikleri belirli bir yönde değiştirmek olan metal ürünlerin ısıl işlem süreci.
Ana ısıl işlem türleri arasında not edilmelidir:
Tavlama (homojenleştirme ve normalleştirme). Amaç, düzgün bir tanecik mikro yapısı elde etmek ve inklüzyonları çözmektir. Ardından gelen soğuma yavaştır ve martensit gibi dengede olmayan yapıların oluşmasını engeller.
Dengede olmayan martensit tipi yapılar elde etmek için soğutma hızı artırılarak su verme işlemi gerçekleştirilir. Sertleşme için gereken kritik soğutma hızı malzemeye bağlıdır.
Su verme sırasında ortaya çıkan iç gerilimleri azaltmak için temperleme gereklidir. Mukavemetinde bir miktar azalma ile malzeme daha sünek hale gelir.
Dispersiyon sertleşmesi (yaşlanma). Tavlamadan sonra, sertleşme fazının parçacıklarını izole etmek için daha düşük bir sıcaklığa ısıtma gerçekleştirilir. Bazen, çeşitli sertleştirici parçacık türlerini izole etmek için birkaç sıcaklıkta kademeli yaşlandırma gerçekleştirilir.
Isıl işlem ekipmanı.
Küçük ve orta ölçekli ısıl işlem için pilot, tek ve küçük ölçekli üretimde elektrikli ve gazlı kesikli fırınlar kullanılmaktadır.
Elektrikli ve gaz odalı fırınlar, tavlama, sertleştirme, dövme öncesi ısıtma, metal parçaların normalizasyonu, temperleme, ayrıca seramik ürünlerin pişirilmesi ve cam ürünlerin ısıl işlemi için tasarlanmıştır.
Elektrikli ve gazlı kurutucular, çeşitli malzemelerin ısıl işlemi için tekli ve küçük partili üretimlerde kullanılmaktadır.
Oda tipi kurutucular, nem alma, diğer ısıl işlemlerden önce ön ısıtma, ısıl mukavemet testi, kauçuk vulkanizasyon, toz kaplama, düşük sıcaklıkta temperleme gibi düşük sıcaklıklı ısıl işlemlerde kullanılır.
Kesikli elektrikli ve gazlı kayar tabanlı fırınlar, orta ve büyük parçaların tekli veya partili üretiminde ısıl işlem için kullanılır. Diğer fırın çeşitlerine göre elektrikli ve gazlı fırınlar mekanize olabilen yükleme ve boşaltma işlemleri için daha uygundur.
Elektrikli ve gazlı kayar tabanlı fırınlar, dövme öncesi ısıtma, su verme, tavlama, temperleme, suni yaşlandırma, metal parçaların normalleştirilmesi, ayrıca seramik ürünlerin pişirilmesi ve cam ürünlerin ısıl işlemleri için kullanılmaktadır.
Geri çekilebilir parti zeminli elektrikli ve gazlı kurutucular, seri üretimde çeşitli malzeme ve parçaların ısıl işlemi için tasarlanmıştır. Diğer kurutuculara göre yükleme ve boşaltma daha uygundur, mekanize edilebilir.
Bu tip kurutucu, nem alma, termal dayanıklılık testi, diğer termal işlemlerden önce ön ısıtma, toz kaplama, kauçuk vulkanizasyon, düşük sıcaklıkta temperleme gibi düşük sıcaklıklı termal işlemler için kullanılır.
Çeşitli malzemelerin ısıl işlemi için seri üretimde sürekli elektrikli ve gazlı tünel fırınlar kullanılmaktadır.
Elektrikli ve gazlı tünel fırınlar, sürekli teknolojik üretim hatlarına kolayca entegre edilir. Elektrikli ve gazlı tünel fırınlar, konvansiyonel fırın ve kurutuculardan farklı olarak otomasyon ve mekanizasyona bağlı olarak daha verimlidir.
Sürekli elektrikli ve gazlı tünel kurutucular, seri üretimde çeşitli malzeme ve parçaların ısıl işlemi için tasarlanmıştır.
Bu tür ekipmanlar, sürekli üretim hatlarına kolayca entegre edilir ve mekanizasyon ve otomasyon derecesine bağlı olarak geleneksel fırın ve kurutuculardan daha verimlidir.
Isıl işlem prosesleri için seri üretimde elektrikli ve gazlı çan fırınları kullanılmaktadır. Çan tipi fırınlar tel, şerit ve diğer metal ürünleri tavlamak için kullanılır. Çan fırınlar, ısıtıcılar ve bir veya daha fazla sabit platform ile kaplı bir çandan oluşur.
Çan tipi fırınlar ağırlık ve ebatları büyük olan ürünlerin ısıl işleminde kullanılmaktadır. Çan tipi fırınlar tasarımları sayesinde üretim alanından tasarruf sağlamakta ve birden fazla platform ile daha yüksek verimlilik elde edilebilmektedir. Çan tipi fırınlar, koruyucu gazlar kullanıldığında uygundur.
Şaftlı elektrikli fırınlar, uzun parçaların dikey konumda ısıl işlemi için olduğu kadar, çalışma odasına vinçle yüklenmesi gereken ağır parçalar için de kullanılır. Şaft fırınları silindir veya dikdörtgen şeklinde bir çalışma odasına sahiptir ve işleme bağlı olarak hava karıştırıcı ile donatılır veya donatılmaz.
Şaft fırınları, gazla karbonlama, nitrokarbürleme ve nitrürleme gibi termokimyasal işlemlerde kullanılan imbiklerle donatılabilir.
İndüksiyon ısıtma ekipmanı, elektromanyetik indüksiyon prensibine dayanmaktadır. İndüksiyonlu ısıtma ekipmanı, ısıtılmış gövdede akan girdaplı elektrik akımlarının termal etkisi nedeniyle gövdeleri ısıtır veya eritir. İndüksiyonla ısıtma ekipmanı, parçaların iç veya dış yüzeylerinin yerel olarak sertleştirilmesi için kullanılır.
Metalin yüzey tabakalarını nitrojen veya karbon ile doyurarak yüzeyin gerekli sertliğini sağlar. Termokimyasal prosesler için fırınlar hemen hemen her çelik kalitesi için kullanılabilir. Termokimyasal işlem fırınları şu işlemler için kullanılır: karbonlama, karbonlama ve nitrürleme.
Vakumlu fırınlar, özel gerekliliklere tabi olan elektrotermal işlemlerin gerçekleştiği hava geçirmez şekilde kapatılmış cihazlardır. Vakumlu fırınlar, metallerin oksitlenmeden ısıtılması ve metallerin yüksek derecede saflaştırılarak eritilmesi için kullanılır. Vakumlu fırınlar, çeliklerin, ısıya dayanıklı alaşımların, yüksek alaşımlı çeliklerin yanı sıra demir dışı ve nadir metallerin eritilmesinde, rafine edilmesinde, kalıplara dökülmesinde kullanılır.
Aşağıdaki ekipman kullanılır: Sertleştirme için şaft fırınları ( ShES-780N), Boji ocağı ile metalin ısıl işlemi için fırınlar ( KESmvp-3000N), Metal ısıl işlem için oda fırınları ( KESM-97).
Mogilev Fabrikası Strommashina'da bu çalışmalar 3 No'lu mekanik montaj atölyesinde gerçekleştirilmektedir.
Amaç: Konularla ilgili bilgileri pekiştirmek: manuel ark kaynağı, karbondioksitte kaynak, gaz kaynağı, gazla kesme
1.4.1) Kaynak işleri
Kaynak, yerel veya genel ısınma veya plastik deformasyon veya her ikisinin birleşik etkisi sırasında kaynak yapılacak parçalar arasında atomlar arası bağlar kurarak kalıcı bir bağlantı elde etme işlemidir. Genellikle tıpta olduğu gibi metalleri, alaşımlarını veya termoplastikleri birleştirmek için kullanılır.
Kaynak için çeşitli enerji kaynakları kullanılır: elektrik arkı, gaz alevi, lazer radyasyonu, elektron ışını, sürtünme, ultrason. Teknolojinin gelişmesi artık sadece sanayi işletmelerinde değil, açık havada, su altında ve hatta uzayda da kaynak yapılmasına olanak sağlıyor. Kaynak, yangın, elektrik çarpması, zararlı gazlardan zehirlenme, ultraviyole ışınlarına maruz kalma ve gözlerde hasar riskini içerir.
manuel ark kaynağı
Kaynak için, yüzeyine kaplama (kaplama) uygulanmış bir elektrot kullanılır. Kaplama eritildiğinde, kaynak bölgesini atmosferik gazlardan (azot, oksijen) ayıran ve kaynağın alaşımlanmasına katkıda bulunan, ark yanma stabilitesini artıran, kaynak metalinden metalik olmayan kalıntıları gideren, oluşturan koruyucu bir tabaka oluşur. bir kaynak vb. Elektrodun ve kaynak yapılan malzemenin cinsine bağlı olarak, elektrik kaynağı her iki kutuplu doğru akım veya alternatif akım ile gerçekleştirilir.
Karbondioksitte kaynak
Karbondioksitte kaynak işleminin özü aşağıdaki gibidir. Kaynak bölgesine giren karbondioksit, onu hava atmosferinin zararlı etkilerinden korur. Ayrıca, kaynak arkının yüksek sıcaklığında, karbon dioksit kısmen karbon monoksite ve oksijene (2C0 2 2CO + O 2 ) ayrışır.
Sonuç olarak, ark bölgesinde üç farklı gaz karışımı oluşur: karbondioksit, karbon monoksit ve oksijen.
Arkın sıcaklığı her yerde aynı olmadığından ark bölgesindeki gaz karışımının bileşimi de aynı değildir. Ark sıcaklığının yüksek olduğu orta kısımda karbondioksit neredeyse tamamen ayrışır. Kaynak havuzuna bitişik alanda, toplam oksijen ve karbon monoksit miktarından daha fazla karbondioksit miktarı hakimdir. Gaz karışımının üç bileşeni de metali havaya maruz kalmaktan korur, aynı zamanda hem elektrot teli damlaları kaynak havuzuna geçerken hem de yüzeyde okside eder.
Gaz kaynağı
Gaz veya gaz eritme kaynağı, ayrıca gaz kaynağı - başta asetilen olmak üzere oksijen ve yanıcı gaz karışımı kullanılarak füzyon kaynağı; daha az sıklıkla - hidrojen, propan, bütan vb. Bir oksijen ve yanıcı gaz karışımının yanması sırasında açığa çıkan ısı, kaynak yapılacak yüzeyleri ve dolgu malzemesini eriterek bir kaynak havuzu oluşturur - kaynağın metali sıvı haldedir. Alev oksitleyici veya indirgeyici olabilir, bu oksijen miktarı ile kontrol edilir. Ana metalin bileşimine bağlı olarak dolgu çubuklarının bileşimi seçilir.
gaz kesme
Gazla kesme, gaz brülörü-torçtan çıkan ve yanmış metal parçacıklarını dışarı üfleyen oksijende metalin yakılmasıyla gerçekleştirilir. Kesme yerindeki metal, oksijen ve asetilen karışımından oluşan bir alevle önceden ısıtılır. Yanma sırasında, metal kesildiğinde, altındaki tabakalar yanma sırasında açığa çıkan ısı ile ısıtılır.
Bu kesme yöntemi, kesilen metallerin erime noktasının oksitlerinin erime noktasından yüksek olduğu durumlarda uygulanabilir. İkincisi, bir oksijen jeti ile kesimden kolayca çıkarılabilecek kadar erimiş halde yeterince sıvı olmalıdır.
Aşağıdaki ekipmanlar kullanılır: Kaynak makinesi Oliver VD-350, Kaynak makinesi Oliver PDU-350.1K, Kaynak makinesi OLIVER MMA 200, S-7016 elektrotları, MP-3 elektrotları
Mogilev Fabrikası Strommashina'da bu çalışmalar 1 No'lu mekanik tasarım atölyesi, 10 No'lu mekanik montaj atölyesi, 15 No'lu montaj ve boyama atölyesinde gerçekleştirilmektedir.
Amaç: Korozyon önleyici işlem, kumlama, polimer boyama konularındaki bilgileri pekiştirmek.
1.5.1) Kapsamlı çalışma
Karmaşık metal işleme:
1) korozyon önleyici;
2) kumlama;
3) polimer boyama;
1) Korozyon, metal yapıların dayanıklılığını sağlama sorununu çözmede ana sorunlardan biridir. Bu olumsuz fenomenin ortaya çıkmasının nedeni, kademeli oksidasyonunun ve yıkımının meydana gelmesinin bir sonucu olarak çevre metali üzerindeki kimyasal etkidir. Ve herkes metal korozyonunu durdurmanın onu önlemekten çok daha zor olduğunu bilir, bu nedenle metal yapıların işlenmesi için önleyici tedbirler bugün inşaatçılar için çok önemlidir. Bugüne kadar, metal korozyonuyla mücadele etmenin en etkili yolu, yapıların güvenliğini, düzgün çalışmasını sağlayan ve metal yapıların ve metal elemanlara sahip ekipmanın hizmet ömrünü önemli ölçüde uzatan kapsamlı bir korozyon önleyici işlemdir.
Soğuk galvanizleme
Metal yapıların korozyon önleyici işleminin ana yöntemi, çeliği korozyondan korumanın yaygın olarak kabul edilen yöntemlerinden biri olan soğuk galvanizlemedir. Galvanizleme ve boya kaplamalar gibi geleneksel metal yapı işleme yöntemlerinin avantajlarını birleştirir. Çinko dolgulu bileşimlerin ana bileşeni yüksek oranda dağılmış çinko tozudur. Çinko dolgulu bileşimler, önceden hazırlanmış bir metal yüzey üzerine geleneksel boya ve vernik yöntemleriyle (sprey, fırça, rulo) metal yapıların işlenmesi sırasında uygulanır. Sonuç, %97'ye kadar çinko içeriğine sahip bir kaplamadır.
Soğuk galvanizleme, çinko metal kaplamalar (sıcak galvanizleme, galvanizleme) gibi bir koruyucu (katot) mekanizmayı ve geleneksel boyalar ve vernikler gibi bir su geçirmezlik mekanizmasını birleştirerek çeliğin birleşik bir şekilde korunmasını sağlar. Bu nedenle, metal yapıların korozyon önleyici işlemi alanında soğuk galvanizleme, korozyon direnci ve kaplama hizmet ömrü açısından diğer yöntemlerden üstündür. Soğuk galvanizleme çok işlevlidir: çinko dolgulu kaplamalar, çeşitli çalışma koşullarında bağımsız bir kaplama olarak veya çeşitli amaçlar için boya ve vernik kaplamalarla birlikte kombine sistemlerde astar olarak kullanılabilir.
2.3 Isıl işlem için aksesuar seçimi
Böylece ön ana ve ara işlemler için uygun ekipmanın bulunması. teknolojik sürecin iyileştirilmesine katkıda bulunur, işlenmiş aletin kalitesini iyileştirir, işçilerin çalışma koşullarını iyileştirir.
Kullandığımız cihazlar olarak: düz süngerli pense, üst kısımlar.
2.4 Yardımcı işlemlerin seçimi
1. Aletin tuzlardan ve yağlardan ön yıkaması bir çamaşır makinesinde gerçekleştirilir. Bu makinede alet, sıcak bir alkali çözeltinin kimyasal ve mekanik etkisine maruz bırakılır. Kompozisyon, sıvı cam kostik sodadan yapılır. Solüsyonun toplam alkaliliği 0,38 - 0,41 NaOH olmalıdır.
2. Asit parçalanmasını ve asitleme süresini azaltmak için asitlemeden önce tuzlu suda kaynatma (%2 kaynayan hidroklorik asit çözeltisinde) yapılır. Kaynatma 5-10 dakika yapılır ve ısıtıldıktan sonra aletin yüzeyinde kalan tuzların tuzlarda çözülmesi ve ayrıca kirecin gevşetilmesi amaçlanır.
3. Aşındırma, ön kaynatmadan sonra kalan klorür tuzlarının kirecin nihai olarak çıkarılması, yok edilmesi ve çıkarılması için tasarlanmıştır. Aşındırma, 2 saat ticari hidroklorik asit, 1 saat su, %0.5 katkı maddesi ve KS çözeltisi içinde gerçekleştirilir. Pürüzlendirme süresi 18 - 20 C'de 3-5 dakika (skalanın tabakasına ve kalınlığına bağlı olarak),
4. Akan suda yapılan asitleme sırasında iş parçası üzerinde oluşan asit ve kiri tamamen uzaklaştırmak için tekrarlı yıkama kullanılır. Yıkamaya tekrarlanan çalkalama eşlik eder.
5. Asidi 10 dakika boyunca tamamen nötralize etmek için% 2'lik bir soda çözeltisinde kaynatma yapılır.
6. Ürünü korozyondan korumak için pasivasyon yapılır. %25 NaN0 2 içeren sıcak su solüsyonunda 3-5 dakika banyoda bekletilir, bu şekilde tekrarlanan işlemlerden sonra ürün temizdir ve sonraki korozyondan korunur. Tavlama sonrası bu işlemler tam olarak kullanılamayabilir.
2.5 Isıl işlemin kalite kontrolü için gerekli işlemlerin seçimi ve gerekçesi
Böylece ön hazırlık sonucu, sertlik ve mikro yapı ile değerlendirilir. Tavlama sırasındaki mikro yapı granüler perlit için kontrol edilir.
Tavlamadan sonra yüksek hız çelikleri için kontrol edilen parametreler: kimyasal bileşim, teslim edilen kütük boyutu, GOST 10243-75'e göre mikro yapı, GOST 9012-59'a göre tavlanmış durumdaki sertlik, HB 255'ten düşük değil, dekarbürize tabakanın derinliği 0,5 d'nin -%1'i
2.6 Isıl işlemdeki olası kusurların analizi ve bunları ortadan kaldırma yolları
Oksidasyon ve dekarbürizasyon, çelik metalin yüzey tabakası ile oksijen arasında ısıtıldığında meydana gelen kimyasal reaksiyonun sonucu olan kusurlardır. Bu prosesler, ürünlerin yapısal mukavemeti üzerinde olumsuz bir etkiye sahiptir, darbe anında metal kayıplarına yol açar ve sonraki işleme için ödeneklerde bir artış gerektirir.
Oksidasyon, iş parçasının doğrudan incelenmesiyle ve dekarbürizasyon, metalografik inceleme sırasında güç kontrolüyle belirlenir.
Taşlama payından daha büyük bir penetrasyon derinliği ile evlilik hatalıdır. Önleme için ısıtma, koruyucu bir atmosferde ve bunun yokluğunda, dökme demir talaşı,% 5 soda külü içeren kömür, asbestle yanmış, beyaz kum vb. Kutularda yapılmalıdır. Tuz banyolarında dekarbürizasyonu önlemek için ağırlıkça %0,5 - 1 oranında öğütülmüş furrosilisin veya boraks, borik asit, sarı kan tuzu eklenir.
Sertlik kontrolü genellikle tavlanmış ürünler için bir CBM kullanılarak gerçekleştirilir.
Naftalin kırığı - kristalografik düzlemler boyunca yıkımın bir sonucu olan tuhaf bir kırılma tipi ile karakterize edilir; sonraki tavlama sırasında deformasyon derecesi küçükse ve sonraki tavlama gerçekleştirilmediyse, aşırı yüksek sıcaklıkta (1180 C'nin üzerinde) sıcak klasik işlemenin sona ermesinin neden olduğu, mukavemet özelliklerinde ve özellikle darbe mukavemetinde önemli bir azalma ile birlikte yeterince hassas ve gerekli sertlik değerini (HB 255 - 269) sağlamıyorsa ara tavlama yapmadan tekrar sertleştirme yapın. Naftalin kırılmasının giderilmesi ve mekanik özelliklerin restorasyonu temperleme ile tekrarlanabilir.
3. Sertleştirme ısıl işleminin teknolojik sürecinin tasarımı
3.1 Isıl işlem prosesinin yapısının belirlenmesi
Böylece sertleştirme yüksek hız çeliği özeldir. Söndürme için yüksek sıcaklıkta ısıtma ve ardından her biri 1 saat olmak üzere üç kez sıcaklık tavlamadan oluşur. Sertleşme sıcaklığı 1280 - 1290 C, sıcaklık ise 580 -600 C dir.
3.2 Bireysel ısıl işlem operasyonlarının tasarımı
Söndürme, kritik olanın üzerinde bir oranda keskin aşırı soğutması sırasında östenitin dönüşümü veya ayrışmasının denge dışı yapılarının üretilmesine neden olan bir ısıl işlem sürecidir. Sertleştirme işleminin nihai sonucu, soğutma hızına ve martensitik dönüşümün son sıcaklığına bağlıdır. Isıtma sıcaklığı ne kadar yüksek olursa, ikincil karbürlerin çözünmesi nedeniyle katı çözeltinin alaşımlaşması o kadar yüksek olur ve sonuç olarak ısı direnci ve ikincil sertlik o kadar yüksek olur. AMA öte yandan, belirli sıcaklıkların üzerinde ısıtıldığında büyük karbürlerin çözünme yoğunluğu östenit tane büyümesinin yoğunluğuna neden olur ve bu nedenle gücü ve tokluğu azaltır.
Sertleşme sıcaklığı ayarlanırken aletin çalışma koşulları dikkate alınır. Yüksek darbe yükleriyle çalışan bir takım için, mukavemeti artırmak için sertleştirme sıcaklığı bazen düşürülür ve 11 puanlık daha ince bir taneye kadar sertleştirilir. Özellikle zor bir sıcaklık rejiminde çalışan bir alet için, maksimum ısı direnci için işlenerek, sertleştirme sıcaklığı optimuma göre yükseltilir.
R6M5 çeliği için sertleştirme modu, yüksek sıcaklıkta kademeli sertleştirmeden oluşur.
İlk ısıtma, 15 - 20 saniye ön daldırma ile 400 - 500. C sıcaklıkta gerçekleştirilir. aşırı doymuş bir boraks çözeltisine dönüştürülürse, ikinci ısıtma 830-860 C sıcaklıkta gerçekleştirilecektir.
Sertleştirme için kademeli ısıtma, yaygın olarak kullanılan tuz banyolarında yapılacaktır, çünkü. aşağıdaki avantajlara sahiptir: ısıtmanın yüksek yoğunluğu ve homojenliği, yerel ısıtma olasılığı, oksidasyonun ve dekarbürizasyonun önlenmesi. Aletin oksijenin etkisinden korunması.
Isıtma sırasında en yaygın BMZB tuzunu kullanacağız; %9b,9 BaCl2+ %3 MgF2, %0,1 C.
Su verme sırasındaki soğutma koşulları, yüksek bir karbon konsantrasyonunun korunmasını ve alaşımlı ve yüksek hız çelikleri için su verme deformasyonunun en aza indirilmesini ve çatlakların olmamasını sağlamalıdır. Çelik R18F2 yağda soğutulacaktır.
Temperleme, sertleşmiş haldeki kararsız yapıların daha kararlı yapılara dönüşmesine neden olan bir işlemdir Temperleme, dönüşüm aralığının altındaki bir sıcaklığa kadar ısıtılarak, bu sıcaklıkta tutularak ve ardından soğutularak gerçekleştirilir.
Yüksek hız çeliğinin temperlenmesi, 20 - 40C soğutma ile çoklu temperleme kullanılarak elde edilen artık östenitin daha eksiksiz bir dönüşümünü sağlamalıdır.
Temperleme sıcaklığı, süresi ve temperleme sayısı, kimyasal bileşim ve bu işlem için seçilen koşul tarafından belirlenir. Temperleme hem yüksek sertlik hem de ısı direnci sağlar. Temperlemenin asıl amacı dispersiyon sertleştirmesidir.
Temperleme sürecinde, dağılmış karbürler katı çözeltiden salınır. Ve artık ostenitin martenzite dönüşümü. Kalıntı östenit ısıtıldığında alaşım elementleriyle birleşir ve tavlama sıcaklıklarından soğutulduğunda martensite dönüşür.
R6M5 çeliği için 1 saat boyunca 570 C sıcaklıkta üç kez temperleyeceğiz, temperleme sonrası sertlik 63 HRC'dir. Dağınık karbür oluşumu da yüksek ısı direnci sağlar (600 - 650 C)
Temperleme sonrası çeliklerin yapısı temperlenmiş martenzit, karbürler (%15-20) ve artık östenitten (%2-3) oluşur, kalıntı östenitin en büyük miktarı ilk tavlamada %10-12, tavlamada %6-8'e dönüşür. ikinci -% 3 - 5.
Tatil, 850 C sıcaklıkta, C-100 tipi dikdörtgen bir çalışma alanına sahip standart bir elektrot-tuz banyosunda gerçekleştirilecektir.
Sıvı ortam olarak, erimiş tuz %30 BaCl2 + %20 NaCl + %50 CaCl2 gibi sertleşmiş ürünlerin yüzeyini aşındırmayan, yüksek akışkanlığa sahip nispeten basit ortamlar kullanılır.
Su verme ve temperlemeden sonra, R18F2 çeliği 65–66 HRC sertliğe, ısı direnci T = 630 C'ye, iyi tokluğa ve düşük öğütülebilirliğe sahip olmalıdır.
için ekipman termal dükkanlarda teknolojik süreçlerin uygulanmasında belirleyici bir öneme sahiptir. Aletlerin eksik veya yanlış kullanılması önemli reddetmelere neden olabilir. Bu süreçte, böylece. kullanacağız; tuz banyolarında sertleştirme için bir sepet, düz düz çeneli pense, tuz banyolarını boşaltmak için bir kepçe, tuz banyolarını temizlemek için bir kaşık.
3.3 Yardımcı işlemlerin seçimi
Yardımcı işlemler, bundan sonraki temizliğini içerir. doğrultma ve korozyon önleyici işlem,
Alet sabunu, tuzları, kireci çıkarmak için temizlenir.
Kimyasal temizleme işlemi:
1. Sıcak (90 C) alkalin %0,38 - 0,41 NaOH solüsyonunda kaynayan varil ile ön yıkama
2. Asitlenmiş suda kaynatma (%2'lik kaynayan hidroklorik asit çözeltisinde).
3. Aşındırma
4. Akan suda tekrarlanan durulama
5. Soda çözeltisinde kaynatma
6. Pasivasyon.
Bu çok seviyeli temizlikten sonra alet temizdir ve sonraki korozyona karşı korunur.
3.4 Gerekli ısıl işlem kalite kontrol işlemlerinin seçimi ve gerekçesi
Yüksek hız çeliği sertleştirilirken ısıtma sıcaklığı, bekletme süresi, son ısıtma banyolarının dekarbürizasyon aktivitesi, soğutma banyolarının sıcaklığı kontrol edilir.Kontrol parametreleri;
Sertlik GOST 9013-59, HRC 63 - 65
Östenitik tane büyüklüğü GOST 5636-82, 10-11 puan Su verme ve temperlemeden sonra aşağıdakiler kontrol edilir:
Sertlik, HRC 63 - 65
Isı dayanıklılığı
Karbür homojensizliği (2-3 puan) İzin verilen kalıntı östenit miktarı %2 - 3
3.5 Isıl işlem kusurları ve bunların nasıl giderileceği
1. Sertleşme sırasında aletin şeklinin kaybı - sertleşme sıcaklığı erime başlangıcı sıcaklıklarına yakın olan çeliklerde meydana gelen bir kusur. Aletin aşırı ısınması veya banyoda elektrotlara yakın konumlandırılması sonucu alette erime meydana gelir, bu nedenle aleti banyoya yerleştirirken akımı kesin. Bu dezavantaj, elektrotları aletten ayıran koruyucu bir tuğla duvar monte edilerek de ortadan kaldırılabilir.
2. Temperleme sonrası yetersiz sertlik aşağıdaki sebeplerden olabilir;
a) düşük sertleşme sıcaklığı (mikroanaliz ile saptanır), yetersiz alaşımlı martensit oluşumuna neden olur
b) Temperleme sırasında düşük ısınma (bu sebep manyetik analiz ile tespit edilebilir).
Bu sebeplerden kaynaklanan kusur tavlama ve ardından doğru su verme ve temperleme ile giderilir.
c) dekarbürizasyon
d) ısı direncinde hasar
3. Sertleşme sırasında çözünürlüklerini azaltan MebC karbürlerin tungsten ile zenginleştirilmesi nedeniyle Ac1 bölgesinin üzerinde çok uzun veya tekrarlanan ısıtmanın bir sonucu olarak ısı direncinde hasar oluşur, bu da yetersiz alaşımlı martensit ile sonuçlanır ve bu da bir azalma ile tespit edilir. ikincil sertlik veya ısı direnci. Bu kusur, ısıtma sıcaklıklarının ve süresinin belirli bir alanı gözlemlenerek önlenir.
4. Ebatlar kontrol edilerek deformasyon ve çarpılma tespit edilir. Sertleşme sırasında oluşan iç gerilimlerden kaynaklanır; martensitik aralıkta soğutma ortamına sertleşme ve yanlış daldırma için eşit olmayan ısıtma; söndürme ortamına doğru daldırma, eşit ısıtma ve söndürmeden önce eğrilik kontrolü.
Alaşım elementlerinin çeliğe dahil edilmesi, kendi içinde mekanik özelliklerini geliştirir. Karbürleme ve müteakip ısıl işlemden sonra, yüksek yüzey sertliği ve sünek bir çekirdek elde etmek için parçalar, düşük karbonlu çelikler 15 ve 20'den yapılmıştır. Sert ve güçlü çekirdek, yüksek içerikli çelikler için karbonlama ve müteakip ısıl işlemden sonra elde edilir. ..
Yağ söndürülmüş ve düşük temperlenmiş. Karbonlama, çelik parçaların yüzey tabakasının karbon ile difüzyon doygunluğu işlemidir. Tüm ısıl işlem işlemlerinin sırasının seçimi. Birincil dişli kutusunun milinin üretimi için tüm işlemlerin sırasını atarız (haddelenmiş ürünlerden bitmiş ürüne kadar). İşlem sırası, sayının belirtilmesiyle grafiksel olarak görüntülenir ...
Termal bölümün ana ekipmanı, ısıtma fırınları, banyo fırınları, yapay atmosfer elde etmeye yönelik tesisler, indüksiyonla sertleştirme tesisleri, sertleştirme tankları yani ana teknolojik işlemlerin yapıldığı ekipmanlardan oluşmaktadır. Yardımcı ekipman, kaldırma ekipmanı, parça yükleme cihazları, enstrümantasyon ve enstrümantasyon, parça temizleme ekipmanı vb.
Isıl işlem fırınları aşağıdaki kriterlere göre sınıflandırılır:
- 1. Amaca göre - tavlama, normalleştirme, sertleştirme ve temperleme için üniversal fırınlar; çimentolama; nitrürleme için; özel fırınlar.
- 2. Çalışma alanının sıcaklığına göre - düşük sıcaklık, orta sıcaklık, yüksek sıcaklık.
- 3. Yapısı gereği yükleme, boşaltma - hazne, şaft, boji ocakları.
- 4. Isı kaynağına göre - yağ, gaz, elektrik.
Küçük çok sıcaklıklı termal atölyelerde ve bölümlerde, akaryakıt veya gazla çalışan üniversal kamaralı fırınlar, karborundum (silit) ısıtıcılı elektrikli odalı ve şaftlı fırınlar yaygın olarak kullanılmaktadır.
Şaft fırınları, çeşitli ısıl işlem süreçleri için yaygın olarak kullanılmaktadır: tavlama, normalleştirme, su verme, yüksek ve düşük temperleme ve kimyasal ısıl işlem. Dikey olarak yerleştirilmiş bir çalışma odasına sahip olan bu fırınlar, uzun parçaların (dingiller, miller, borular vb.) yanı sıra küçük parçaların özel cihazlara (tekerlekler, klipsler, halkalar vb.) yerleştirilerek ısıtılmasını sağlar. Uzun parçaların askıya alınmış bir duruma yerleştirilmesi, araçların kapsama alanında minimum deformasyon sağlar: elektrikli vinçler, köprüler. Şaft fırınlar, kamara fırınlara göre atölyede daha küçük bir alanı ve ocağın birim alanı başına daha fazla miktarda ürünü kaplar.
Şaft fırınlarının avantajı: basitlik ve kompaktlık, bakım kolaylığı, yükleme ve boşaltma için atölye kaldırma ve taşıma mekanizmalarını kullanma yeteneği, çalışma alanında üniform bir sıcaklık sağlama yeteneği, çalışma sızdırmazlığını sağlamanın göreceli basitliği fırın boşluğu.
Dezavantajlar, kısa süreli ısıl işlem modlarında kontrollü atmosferlerin kullanılmasıyla çalışmanın zorluğunu, artan güç tüketimini içerir.
Elektrikli fırınların yakıtlı fırınlara göre avantajı, baca gazı olmaması, duman egzoz sistemi gerektirmemesi, daha iyi ısı yalıtımı ve daha kolay sıcaklık kontrolüdür.
Dezavantajlar, ürünlerin yüklenmesi ve boşaltılmasının mekanize edilmesinin zorluğu, kısa süreli ısıl işlem modlarında fırında kararlı kontrollü bir atmosfer yaratmanın zorluğu ve kontrollü bir atmosferin yüksek özgül tüketimini içerir.
Oda fırınları, tek ve küçük ölçekli üretimde parçaların çeşitli ısıl işlemleri için yaygın olarak kullanılmaktadır. Oda fırınları, aşağıdaki modlara göre ısıl işlem için kullanılabilir: sertleştirme, temperleme, karbonlama, nitrürleme. Küçük partilerdeki dişlilerin, millerin, halkaların, silindirlerin vs. ısıl işlemi için. kamaralı fırınlar kullanılmaktadır.
Sementasyon fırınları, aşağıdaki işlemlerde ısıl işlem için kullanılır: sementasyon, sertleştirme, temperleme. Dişliler, diskler, çubuklar vb. parçalar bu fırınlarda işlenir.
İş parçalarının aşırı ısınmasını önlemek için, ısıtıcılar ile iş parçaları arasına aynı zamanda fırın atmosferinin akışı için kılavuz görevi gören ızgaralar yerleştirilmiştir.
Karbürleme fırınının dezavantajları, erken arızalanmalarına, artan özgül güç tüketimine yol açacak olan, karbürizasyona maruz kalan muflalı ısıtıcıları içerir.
Büyük parçaların tavlanması için gaz fırını, küçük ölçekli üretimlerde ise boji ocaklı kesikli fırınlar kullanılır. Bir boji ocağı fırınında miller, kaplinler, dişliler ve diğer parçalar gibi parçalar işlenir.
Bir gaz fırınının avantajı, brülörlerin metalin aşırı ısınmadan eşit şekilde ısıtılmasını sağlamasıdır, gaz brülörlerinin tabanını ısıtmak için elektrikli ısıtıcıların kullanılması fırını basitleştirir ve ısıtma odasının kullanılabilir hacmini arttırır.
Dezavantajlar: yüksek güç tüketimi, parçaların yüklenmesi ve boşaltılmasının mekanize edilmesinde zorluk.
Mantar kalibreli ısıl işlem için ana ekipman olarak evrensel bir oda fırını seçiyoruz. Küçük parçaları ısıtmak için CHO 8.16.5./100 tipi oda dirençli fırınlar kullanıyoruz.
Isıl işlemden sonra parçaları soğutmak için silindirik veya dikdörtgen olabilen sertleştirme tankları kullanıyoruz. Sertleştirme tanklarında parçalar serbest halde soğutulur.
Ek ekipman olarak, ısıl işlemden sonra parçaların temizlenmesi için ekipman - kumlama makineleri ve yıkama makineleri kullanıyoruz.
Parçaların yağ ve kirden arındırılması için çamaşır makineleri kullanılmaktadır. Yıkama sıvısı olarak, 80-90 ° C sıcaklıkta bir soda külü veya kostik soda çözeltisi kullanılır.
Isıl işlem sürecinde parçalar oksitlenir ve dekarbürize olur, bu nedenle temizlenmeleri gerekir. Bunun için bir kumlama makinesine ihtiyaç vardır. Fırlatma aparatı, temizleme haznesi ve temizleyiciden oluşur. Çelik bilye ile temizlik yapılır.
Yardımcı ekipman, fanları, mekanizasyon araçlarını içerir: kaldırma ve taşıma ekipmanı - vinçler, yükleme makineleri, vb.
Kamaralı fırınlarda 10 kg'a kadar olan parçalar manuel olarak yüklenir ve boşaltılır. 10 kg'ın üzerinde parça kütlesi ile mekanizasyon araçları kullanılır (tek rayda asılı maşalar, manipülatörler, yükleme makineleri). Küçük parçalar paletler (tepsiler) üzerinde fırına yüklenir.
Yükleme makinesi, özel paletler üzerindeki parçaların fırından yüklenip boşaltıldığı bir cihazdır. Fırınların yanında bulunan raylar boyunca hareket eder.
Köprü vinci, onarım çalışmaları sırasında ağır parçaların yüklenmesi ve boşaltılması, ekipmanın transferi için tasarlanmıştır. Vinç, bir köprü ve bir arabadan oluşur. Köprü, çalışan tekerlekler üzerinde duran tamamen kaynaklı bir yapıdır. Köprü, atölye açıklığı boyunca yer alan raylar boyunca hareket eder. Araba, vinç köprüsü boyunca hareket eder.
Makine Mühendisliği Teknolojisi Bölümü
Ölçek
"Makine mühendisliği teknolojisi" disiplininde
konuyla ilgili: Makine mühendisliğinde ısıl işlem için teknoloji ve ekipman
Novosibirsk
Giriş……………………………………………………………………...3
1. Isıl işlem teknolojisi …….………………………………..4
1.1 Çeliğin tavlanması ……………………………………………………………………4
1.2.Çeliğin normalleştirilmesi……………………………………………………….7
1.3 Çeliğin sertleştirilmesi …………………………………..………………………………7
1.4 Çeliğin soğuk işlemi …………………………..……………………...9
9
2. Dökme demirlerin ısıl işlemi ……………………………………...10
2.1 Dökme demir tavlama ……………..……………………………………………..…10
2.2 Dökme demirin normalleştirilmesi .......................................... ........................................................12
2.3.Dökme demir sertleştirme..………………………………………………………..… 13
2.4.Tatil……………………………………………………………………...14
3. Demir dışı metallerin ısıl işlem teknolojisi………………14
14
3.2.Titanyum ve alaşımları…………………………………………………………17
3.3 Magnezyum ve alaşımları……………………………………………………. 18
3.4 Bakır ve alaşımları…………………………………………………………..19
4. Isıl işlem için ekipman………………………………..19
Sonuç……………………………………………………………………...24
Referanslar……………………………………………………………...25
giriiş
Makine yapım endüstrisinin gelişmesinde termistlere önemli bir rol verilir, çünkü ısıl işlem genel teknolojik işleme döngüsünün ana, en önemli operasyonlarından biridir, üretilen parçaların kalitesi (mekanik ve fiziko-kimyasal özellikler) makine ve mekanizmaların, aletlerin ve diğer ürünlerin doğru uygulanmasına bağlıdır.
Isıl işlem teknolojisinin iyileştirilmesi için umut verici bir yön, ısıtma işlemlerinin yoğunlaştırılması, makine atölyelerinde ısıl işlem için ünitelerin kurulması, ısıl işlem süreçlerinin dahil edildiği otomatik hatların oluşturulması ve iyileştirme yöntemlerinin geliştirilmesidir. metalik malzemelerin mukavemet özellikleri ve parçaların çalışma özellikleri, güvenilirlikleri ve dayanıklılıkları. Termist, ancak metallerin ısıl işlemine ilişkin teori ve pratiği inceledikten sonra modern makine yapım tesislerinde başarılı bir şekilde çalışabilir, bilim ve teknolojinin en son başarılarını ısıl işlem teknolojisine başarıyla sokabilir, teknolojik süreçlerin mekanizasyonu ve otomasyonu için mücadele edebilir.
Çalışmanın amacı, ısıl işlem ekipman ve teknolojisini gözden geçirmektir.
1. Çelik ısıl işlem teknolojisi
1.1. çelik tavlama
Tavlama, çeliğin belirli bir sıcaklığa kadar ısıtılması, bekletilmesi ve yavaş soğutulmasından oluşan bir ısıl işlem türüdür.
Döküm, haddeleme veya dövme sürecinde çelik kütükler düzensiz bir şekilde soğutulur, bu da yapının ve özelliklerin homojen olmamasına ve iç gerilmelerin ortaya çıkmasına neden olur. Çeşitli yapısal homojensizlikleri ortadan kaldırmak için tavlama yapılır.
Teknoloji ve amaç bakımından farklılık gösteren çeşitli tavlama türleri vardır. Aşırı ısınmış çeliğin taneciklerini öğütmek, sertliği azaltmak ve işlenebilirliği geliştirmek için tam, eksik, izotermal tavlama ve taneli perlit için tavlama kullanılır. Yeniden kristalleştirme tavlaması, iç gerilimi azaltmak, sertliği azaltmak, plastisiteyi artırmak ve soğuk deforme olmuş metalin tane şeklini değiştirmek için kullanılır. Alaşımlı çeliklerde tane içi ayrışmayı ortadan kaldırmak için - yüksek sıcaklıkta difüzyon tavlaması.
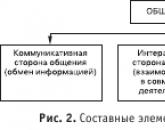
Karbon çelikleri için ana tavlama türlerinin sıcaklık aralıkları Şekil 1'de gösterilmektedir.
Pirinç. 1. Çeşitli tavlama türlerinin ısıtma sıcaklık aralıkları:
1 - dolu ve izotermik; 2 - eksik; 3 – taneli perlit için tavlama; 4 - yeniden kristalleştirme.
Ötektoid altı ve ötektoid çelikler için tam tavlama yapılır. Isıtma sıcaklığı A3'ten 30°-50°C daha yüksektir, yani; yapı tamamen östenitik duruma geçer. Maruz kaldıktan sonra, çelik bir fırında yavaşça soğutulur. Karbon çeliklerinin soğuma hızı 100-150 °С/saat, alaşımlı - 30-40 °С/saattir. Tam tavlamadan sonra çeliğin yapısı ferrit-perlitiktir, yani. Fe-C diyagramındaki gibi.
Eksik tavlama, yapıdaki tane sınırları boyunca hiç sementit yoksa (sementit ağı), takım hiperötektoid çelikleri için pratik olarak gerçekleştirilir. Bir sementit ağı varsa, onu ortadan kaldırmak için aşağıda tartışılacak olan normalizasyon kullanılır. Isıtma sıcaklığı A1'den (750°-780°C) 30°-50°C daha yüksektir. Isıtıldığında yapı, perlit ve sementitin yavaş soğumasından sonra östenit ve sementitten oluşacaktır.
İzotermal tavlama, tam tavlama ile aynı amaçla yapılır, ancak uygulanması için daha az zaman gerekir (Şekil 2).

Pirinç. 2. İzotermal (1) ve tam tavlama (2) sırasında soğutma modu.
A1'in üzerinde 30° -50°C sıcaklığa kadar ısıtıldıktan sonra, kesit üzerindeki sıcaklığı eşitlemek için tutularak çelik A1'in (650° -700°C) biraz altına soğutulur ve östenit tamamen ayrışana kadar bu sıcaklıkta tutulur. ferrit ve perlit, her hızda daha fazla soğutma.
Diğer tavlama türlerinden farklı olarak burada östenitin ayrışması sürekli soğutma ile değil, izotermal koşullar altında (sabit bir sıcaklıkta) gerçekleşir. Bu tavlamayı gerçekleştirmek daha kolaydır, çünkü sıcaklığın kontrolü soğutma hızından daha kolaydır.
İzotermal tavlama genellikle yüksek östenit direncine sahip alaşımlı çelikler için kullanılır (izotermal bozunma eğrisi büyük ölçüde sağa kaydırılır). Bu tür bir tavlama, yalnızca enine kesit üzerindeki sıcaklığın nispeten hızlı bir şekilde eşitlendiği küçük iş parçaları için kullanılabilir.
Tanecikli perlit için tavlama, lamel perliti taneli hale dönüştürürken sertliği azaltarak işlenebilirliği artırmak için yapılır. Bu tavlama, ötektoid ve hiperötektoid çelikler için kullanılır (bir sementit ağının yokluğunda).
Tavlama, aşağıdaki modlardan birine göre gerçekleştirilir:
1. A1 üzerinde 20°-30°C ısıtma, 3-5 saat maruz bırakma, yavaş soğutma
2. Kısa süreli maruz bırakma ile aynı sıcaklıklara ısıtma, 600°C'ye soğutma, tekrar 740°-750°C'ye ısıtma ve tekrar 600°C'ye soğutma. Bu tür ısıtma ve sıkma döngüleri 2-4 kez tekrarlanır, yani. A1 civarında çeliğin sıcaklığında bir dalgalanma gerçekleştirir gibi. Bu nedenle bu tavlamaya sarkaç tavlaması da denir. Grafik olarak, sarkaç tavlama modu Şekil 3'te gösterilmektedir.

Yeniden kristalleştirme tavlaması, soğuk plastik deformasyondan sonra mukavemeti, sertliği azaltmak, plastisiteyi artırmak ve tane uzamasını ortadan kaldırmak için kullanılır (örneğin, tel çekerken ara tavlama). Düşük karbonlu çelikler bu tavlamaya tabi tutulur, çünkü soğuk durumdaki yüksek karbonlu çelikler zayıf bir şekilde deforme olur ve pratik olarak bu tür işlemlere tabi tutulmaz.
Bu tavlama sırasında ısıtma, Al sıcaklığının altında 600°-700°C'ye kadar gerçekleştirilir, ardından bir fırında veya havada soğutma yapılır. Bu durumda çekme dayanımı (deformasyondan sonra yüksek olan) düşer ve süneklik artar.
1.2. Çelik normalleştirme
Normalizasyon, çeliğin A3 ve Asm (Şekil 4) kritik sıcaklıklarının 30°-50°C üzerinde ısıtılması ve ardından havada soğutulmasından oluşur.

Pirinç. 4. Fe-C diyagramının parçası
Ötektoidaltı yapısal çeliklerin normalleştirilmesinin amacı, yapısal bileşenlerin (ferrit ve perlit) taşlanması nedeniyle dayanımı (tavlamadan sonraki dayanıma kıyasla) biraz arttırmaktır.
Ötektoid üstü takım çeliklerini normalleştirmenin amacı, perlit tanelerinin sınırları boyunca sementit ağını ortadan kaldırmak ve böylece müteakip sertleşme sırasında çeliğin artan kırılganlığını önlemektir.
1.3. çelik sertleştirme
Sertleştirme, çeliğin belirli sıcaklıklara kadar ısıtılması (A3'ün üzerinde hipoötektoid 30°-40°C, A1'in üzerinde hiperötektoid 30°-40°C), tutma ve üst kritik olandan daha yüksek bir hızda hızlı soğutmadan oluşan bir ısıl işlem türüdür. .
Sertleştirmenin amacı sertliği, mukavemeti, aşınma direncini arttırmaktır.
Sertleşme sırasında soğuma hızı genellikle soğutma ortamı (su, yağ, özel ortam) tarafından belirlenir.
Soğutma yöntemine göre sınıflandırılan birkaç sertleştirme yöntemi kullanılır. Bir soğutma sıvısında (su veya yağ) sertleştirme. En basit ve en yaygın yol. Bununla birlikte, bazı çelikler suda soğutulduklarında çatlamaya meyillidir. Yağda soğutulduğunda soğuma hızı daha düşüktür, ancak birçok çelik bu tür soğuma sırasında sertleşmez (soğuma hızı Vvkz'den azdır ve martensit oluşmaz).
İki soğutucuda sertleştirme (sudan yağa)
Bu yöntem ile üst sıcaklık aralığında soğuma hızı yüksektir ancak çelik yeterince sünektir ve önemli gerilmeler oluşmaz. Martensitik dönüşüm bölgesinde (300°C'nin altında), parçanın yağa transferi sırasında soğuma hızı çok daha düşüktür ve bu da çatlak oluşumunu neredeyse tamamen ortadan kaldırır. Bu söndürme yönteminin sertliği, suda söndürme ile aynıdır.
Kademeli söndürme, ısıtmadan sonra parçaların bir alkali eriyik (genellikle KOH + NaOH) içeren bir banyoya aktarılması anlamına gelir. Martensit oluşum başlangıcından biraz daha yüksek bir sıcaklığa (350°-400°C) kadar ısıtılır, kesit üzerinde sıcaklığı eşitlemek için kısa bir süre bekletilir ve daha sonra yağda veya havada soğutulur. Bu tür bir sertleştirmeden sonraki sertlik, önceki yöntemlerdekiyle aynıdır, ancak gerilmeler ve çatlama olasılığı daha da azdır. Kademeli sertleştirme yalnızca karbon çeliklerinden yapılmış küçük ürünler (10 mm'ye kadar) için kullanılır. Daha büyük parçalar için kullanılmaz, çünkü alkali eriyikte parça içindeki soğuma hızı düşüktür.
İzotermal sertleştirme, kademeli sertleştirme ile aynı şekilde gerçekleştirilir, ancak parçalar alkali eriyiğe daha uzun süre dayanır (östenit tamamen beynite dönüşene kadar). Bu durumda önemli gerilmeler oluşmaz, ancak sertlik diğer sertleştirme yöntemlerine göre daha düşüktür. Bu yöntemin avantajı, ondan sonra tatile gerek olmamasıdır. İzotermal sertleştirme genellikle deformasyona ve çatlamaya eğilimli karmaşık parçalar için kullanılır.
Dikkate alınan tüm sertleştirme yöntemleri, Şekil 5'teki aşırı soğutulmuş östenitin ayrışma diyagramında gösterilmektedir.

Şekil 5. Çeşitli sertleştirme yöntemleri: 1 - bir soğutucuda, 2 - iki soğutucuda, 3 - kademeli, 4 - izotermal
1.4. Çeliğin soğuk işlenmesi
Sertleştirilmiş yüksek karbonlu çeliklerde artık östenit miktarını azaltmak için çeliğin soğuk işlemi kullanılır. -70..-190°C'ye soğutulduğunda artık östenit martensite dönüşür.
Soğuk işlem, sertleşmeden hemen sonra, ürünlerin 1-1,5 saat boyunca sıvı nitrojen ile havacılık benzini karışımına daldırılmasıyla gerçekleştirilir.
Soğuk tedavi genellikle uygulanır:
1. Yüksek hız çeliği takımları ve iş parçaları için
sertliği artırmak için bilyalı rulmanlar;
2. Kalıcı mıknatısların özelliklerini iyileştirmek için;
3. Doğru bir ölçüm aletinin boyutlarını sabitlemek için (örneğin göstergeler).
1.5. sertleştirilmiş çeliğin tavlanması
Tatil - sertleştirilmiş çeliğin A1'in altındaki sıcaklıklara ısıtılması, su veya havada tutulması ve soğutulmasından oluşan bir ısıl işlem türü.
Tüm sertleştirilmiş çelikler, iç gerilmeleri azaltmak, sertlik ve mukavemette hafif bir azalma ile darbe mukavemetini arttırmak için tavlamaya tabi tutulur.
Ürünlere yönelik gereksinimlere bağlı olarak farklı sıcaklıklarda temperlenirler.
Sertlikte önemli bir azalma olmaksızın kalıntı gerilmeleri bir miktar azaltmak için düşük temperleme (150°-220°C) yapılır. Yüksek karbonlu çeliklerden ve aşınan parçalardan (örneğin dişliler) yapılmış metal kesme aletleri için kullanılır. Ortaya çıkan yapı temperlenmiş martensittir.
Orta sertlikte (300°-500°C) sertlikte daha belirgin bir azalma nedeniyle gerilimi daha fazla azaltmak ve darbe dayanımını artırmak için gerçekleştirilir. Ağaç işleme aletine, yaylara, yaylara, pullara uygulanır. Ortaya çıkan yapı - trostite bırakın.
İyi bir mukavemet ve tokluk kombinasyonu elde etmek için alaşımlı çelik parçalar için genellikle yüksek tavlama (500 ° -680 ° C) yapılır.
2. Dökme demirlerin ısıl işlemi.
Dökme demirlere ısıl işlem, döküm sırasında oluşan ve zamanla dökümün boyut ve şeklinde değişikliklere, sertlikte azalmaya ve işlenebilirlikte iyileşmeye ve mekanik özelliklerde artışa neden olan iç gerilmeleri gidermek amacıyla yapılır.
Dökme demir, tavlama, normalizasyon, sertleştirme ve temperlemenin yanı sıra bazı kimyasal-ısıl işlemlere (nitrürleme, alüminizasyon, krom kaplama) tabi tutulur.
İç gerilimleri azaltmak için tavlama, aşağıdaki sıcaklıklarda dökme demirlere tabi tutulur:
- lamel grafitli gri dökme demir 500° -570°С;
Nodüler grafitli yüksek mukavemet 550° - 650°С;
Düşük alaşımlı 570° - 600°С;
Yüksek alaşımlı dökme demir (nirezist tipi) 620° - 650°С.
Isıtma 70° - 100°C/saat hızında yavaştır, ısıtma sıcaklığında tutma dökümün kütlesine ve tasarımına bağlıdır ve 1 ila 8 saat arasında değişir. 250°C'ye soğutma (termal gerilmelerin oluşmasını önlemek için) yavaştır, 20° - 50°C/h hızında, bu da dökümün fırınla birlikte soğutulmasıyla sağlanır. Daha sonra, dökümler havada soğutulur.
Bu tavlama sırasında faz dönüşümleri oluşmaz, ancak iç dönüşümler giderilir, viskozite artar, çalışma sırasında eğilme ve çatlama hariç tutulur.
Grafitleme tavlaması, beyaz dökme demirden dövülebilir demir üretmek ve gri dökme demir dökümlerden çil çıkarmak için kullanılır.
Kritik olanın üzerindeki sıcaklıklarda grafitleşme aşağıdaki gibi gösterilebilir:
Sementit → östenit ve grafit.
Grafitleşme süreci, süreksizlik yerlerinde - su verme ve deformasyon mikro çatlaklarında, büzülme mikro gözeneklerinde - en kolay şekilde çekirdeklenen grafit merkezlerinin ortaya çıkmasıyla başlar. Beyaz ötektik altı demir orijinal haliyle perlit, sekonder ve ötektik sementitten oluşan bir yapıya sahiptir. Perlit ötektoid sıcaklık aralığından geçerken östenite dönüşür ve sıcaklık 950°-1000°C'ye yükseldiğinde sementit (ötektik ve ikincil) ayrışarak östenit ve grafit yapı oluşur. Bu işleme grafitleşmenin ilk aşaması denir.
Tam grafitleştirme, yani perlit ve grafitten oluşan bir yapı elde etme, dökme demirin soğutulmasıyla elde edilebilir;
1. Ötektoid sıcaklık aralığında, östenitin ferrit ve grafite doğrudan ötektoid ayrışmasının meydana geldiği bir hızda
(A → F + G);
2. ötektoid sementitin grafitleştirilmesi için bu sıcaklıkta tutularak östenitten perlit oluşumu ile ötektoid sıcaklık aralığının biraz altında (C → F + G).
Her iki durumda da ferrit ve grafit yapısı elde edilecek; bu işleme grafitleşmenin ikinci aşaması denir.
Ön sertleştirme ile tavlama, beyaz dökme demirin 900 ° -950 ° C'de su veya yağda söndürülmesinden oluşur. Söndürme sırasında, martensitik dönüşüm sırasında, grafitleşme merkezlerinin en kolay şekilde çekirdeklendiği çok sayıda mikro çatlak oluşur.
Ön düşük sıcaklıkta tutma ile tavlama, beyaz dökme demirin 350°-400°C sıcaklıkta 6-8 saat tutulması anlamına gelir. Grafitleşme merkezlerinin sayısı artar ve tavlama süresi kısalır. Düşük sıcaklığa maruz kalmanın etki mekanizması henüz belirlenmemiştir.
Düşük sıcaklıkta tavlama, gri dökme demir dökümlerde iç artık gerilmeleri azaltmak için kullanılır. Bu tavlama aşağıdaki moda göre gerçekleştirilir: dökümlerin yavaş ısıtılması (30°-180°C/h) 530°-620°C'ye, bu sıcaklıkta 1-4 saat (ısıtma anından dökümün en kalın bölümünün belirtilen sıcaklığında) ve fırınla birlikte 10°-30°C/h ile 250°-400°C arasında yavaş soğutma. Bu tavlama sonucunda iç artık gerilmeler %80-85 oranında azalır ve ferrit miktarı artar.
2.2 Normalleştirme
Normalizasyon, gri, sfero ve yüksek dayanımlı dökme demirlerin bağlı karbonunu artırmak, sertliğini, mukavemetini ve aşınma direncini artırmak için kullanılır. Normalizasyon sırasında dökme demir, dönüşüm aralığı sıcaklıklarının (850°-950°C) üzerinde ısıtılır ve östenitin karbon ile doyurulması gereken 0,5-3,0 saat maruz kaldıktan sonra havada soğutulur.
Grafitin Y fazında çözünmesi, ferritik veya ferritik-perlitik yapıya sahip dökme demirin normalleştirilmesinde önemli bir süreçtir. Bu işlem, karbonlama çeliğine benzer; fark, karbonlama sırasında çelik parçanın yüzey tabakasının dış ortamdan gelen karbon ile doyurulması ve demir döküm bir "karbüratör" ile ısıtıldığında, metal tabanda çok sayıda grafit kapanımlarının ve karbon doygunluğunun olmasıdır. dökümün tüm hacminde oluşur.
2.3 Temperleme
Dökme demiri sertleştirirken, dönüşümler çeliğin sertleşmesi sırasında meydana gelen dönüşümlere benzer. Ancak dökme demirde grafit kapanımlarının varlığından dolayı, dökme demirin sertleşmesi aşağıdaki özelliklere sahiptir.
Sertleştirme, iki fazlı bir östenit-grafit durumundan gerçekleştirilir.
Grafit ısıtıldığında östenit içinde çözünür ve bu nedenle, dökme demirin farklı başlangıç yapısına rağmen ötektoid veya hiperötektoid karbon konsantrasyonuna sahip östenit soğuduktan sonra dönüşüme uğrar. Sertliği, mukavemeti ve aşınma direncini artırmak için gri, dövülebilir ve sünek demir sertleştirilir. Uygulama yöntemine göre, dökme demirin sertleşmesi hacimsel sürekli, izotermal ve yüzey olabilir.
Yığın sürekli sertleştirmede, dökme demir, ostenit ve grafiti elde etmek için dönüştürme aralığının 40° - 60°C üzerindeki bir sıcaklığa (genellikle 850° - 930°C'ye kadar) sertleştirme için (karmaşık konfigürasyondaki dökümler için yavaş yavaş) ısıtılır. yapı. Daha sonra östenitin karbon ile ısıtılması ve doygunluğu için maruz kalma; maruz kalma ne kadar uzun olursa, o kadar fazla ferrit ve daha az perlit, örneğin perlitik dökme demirler için 10 - 15 dakika ve ferritik dökme demirler için 1,5 - 2 saate kadar. Dökümler suda (basit konfigürasyon) veya yağda (karmaşık konfigürasyon) soğutulur.
İzotermal sertleşme sırasında dökme demir 830° - 900°C'ye ısıtılır, 0,2 - 1,5 saat tutulur ve 250° - 400°C sıcaklıktaki erimiş tuzlarda soğutulur ve maruz kaldıktan sonra havada soğutulur. İzotermal sertleştirmeden sonra dökme demirin yapısı bainit, kalıntı östenit ve grafitten oluşur. İzotermal sertleştirmenin avantajı, sertleştirme gerilimlerinde ve çarpılmada keskin bir azalmadır.
Dökme demir dökümlerin yüzey sertliğini ve aşınma direncini arttırmak için yüksek frekanslı akımlar kullanılarak ısıtma ile yüzey sertleştirme işlemi kullanılmaktadır. Perlitik dökme demirler için yüzey sertleştirme önerilir. Bu, perlitik dökme demirler ısıtıldığında, grafitin çözünmesi nedeniyle östenitin karbon ile doyurulmasına gerek olmamasıyla açıklanmaktadır. Bu tür dökme demirlerin yüzey sertleşmesi sırasında meydana gelen dönüşümler, perlitik dökme demirlerin 840° - 950°C yüzey sertleşmesi sırasındakilere benzer, ısıtma süresi birkaç saniye, ısıtma hızı yaklaşık 400°C/s, suda veya emülsiyonda soğutma . Yüzey tabakasının mikro yapısı ince iğnemsi martensit ve grafit kapanımlarıdır. Yüzey sertleştirme işleminden sonra düşük temperleme yapılır. Aşınmaya uygun perlitik demirden yapılmış parçalara yüksek frekanslı yüzey sertleştirme uygulanır - makine yatağı kılavuzları (modifiye edilmiş gri dökme demirden yapılmıştır), krank milleri ve eksantrik milleri (sferodan yapılmıştır), silindir gömlekleri (alaşımlı dökme demirden yapılmıştır) ve diğer bölümler.
2.4 Tatil
Temperleme, termal gerilimleri azaltmak, sertliği, mukavemeti ve aşınma direncini artırmak için yapılır. Isıtma yavaş gerçekleştirilir
Kompleks ürünleri aşınma parçaları için 150 ° - 300 ° C veya 400 ° - 600 ° C sıcaklığa kadar, ardından 1 - 3 saat maruz bırakın. Soğutma havada gerçekleştirilir.
3. Demir dışı metallerin ısıl işlem teknolojisi.
3.1 Alüminyum ve alaşımları
alaşımların bileşimine, yarı mamullerin türüne, parçalara ve boşluklara ve amaçlarına bağlı olarak çeşitli ısıl işlemlere tabi tutulur. Alüminyumda polimorfik ve martensitik dönüşümler yoktur. Bu nedenle, alüminyum alaşımları için bu dönüşümlerle ilişkili ısıl işlem türleri hariç tutulmuştur.
Alüminyumun ayırt edici bir özelliği, yüksek termal iletkenliğidir, bu nedenle sertleşebilirlik sorunu önemlidir. Alüminyum ve alaşımlarının fırın atmosferini oluşturan gazlarla etkileşime girme eğilimi düşüktür. Bu nedenle, özel bir ihtiyaç yoktu.
Alüminyum alaşımları için en yaygın olanı üç tip ısıl işlemdir: tavlama, sertleştirme ve eskitme.
tavlama. Alüminyum alaşımlarının tavlanması, dengesiz yapıyla ilişkili istenmeyen sonuçları ortadan kaldırmak gerektiğinde kullanılır. Çoğu zaman, dengede olmayan bir yapı ile düşük plastisite, düşük korozyon direnci ve yetersiz deforme olabilirlik gözlenir. Alüminyum alaşımları ile ilgili olarak, aşağıdaki çeşitler en yaygın olanlarıdır:
1. Dökme alaşımların doğasında var olan denge dışı durum. Külçeler ve dökümler elde edilirken, soğuma hızları oldukça yüksektir ve bu nedenle kristalleşme, alaşım bileşenlerinin dendritik ayrışma fenomenine yol açan denge dışı koşullarda ilerler. Bu durumda, safsızlıklardaki alaşım bileşenleri, dökülen tanelerin hacmi boyunca eşit olmayan bir şekilde dağılır ve sınırlarda dengesiz intermetalik fazlar belirir. Yapının bu doğası, alaşımların düşük teknolojik plastisitesini ve düşük korozyon direncini belirler.
2. Önemli yapısal değişikliklerin meydana geldiği, deformasyon enerjisinin bir kısmının emildiği ve sistemin serbest enerjisinin arttığı, plastik deformasyonun neden olduğu bir denge dışı durum.
3. Önceki ısıl işlemden kaynaklanan denge dışı durum. Bu durumun ana özelliği, alaşım bileşenlerine az ya da çok aşırı doymuş alüminyum bazlı bir katı çözeltinin alaşımda bulunmasıdır.
4. Metal kütlesindeki kalıntı gerilimlerin neden olduğu dengesiz durum.
Ana parametreleri sıcaklık ve ısıtma hızı ile belirli bir sıcaklıkta maruz kalma süresi olan tavlama sırasında, denge durumundan yukarıdaki tüm sapmalar ortadan kaldırılabilir. Bu durumda alaşımların plastisitesi daima artar.
Alüminyum alaşımları için aşağıdaki tavlama türleri kullanılır: homojenleştirme tavlaması, deforme olmuş yarı mamul ürünlerin yeniden kristalleştirme tavlaması, yumuşatma için ısıyla sertleştirilmiş alaşımların tavlanması ve artık gerilimleri azaltmak için tavlama.
sertleşme İşlemin özü, alaşımları düşük sıcaklıktaki fazların çözünmesi için yeterli sıcaklıklara ısıtmak, bu sıcaklıklarda tutmak ve çürüme süreçlerinin olmamasını sağlayacak hızlarda soğutmaktan ibarettir.
Sertleştirme için ısıtma sıcaklığı, alaşımın doğasına bağlı olarak seçilir. Denge dışı faz proseslerinin çözünmesi difüzyon olduğundan, sertleşme sıcaklığı mümkün olduğu kadar yüksek olmalıdır. Mekanik özellikleri keskin bir şekilde azaltan aşırı yanmanın meydana gelmesi nedeniyle alaşımların dengesiz katılaşma sıcaklığını aşamaz. Su verme için ısıtma sıcaklığında tutma süresi, fazla fazlarda bulunan alaşım elementlerinin çözünme hızı ile belirlenir ve alaşımın doğasına, yapısal durumuna ve ısıtma koşullarına bağlıdır. Su verme sırasındaki soğuma hızları, katı çözeltide yüksek sıcaklıklara özgü alaşım bileşenlerinin konsantrasyonlarının sabitlenmesini sağlamalıdır. Bir soğutma ortamı seçerken, ürünlerin kalınlığı da dikkate alınmalıdır.
Yaşlanma Yaşlandırma, alüminyum alaşımlarının mukavemet özelliklerini iyileştirmek için kullanılır. Bunu yapmak için doğal ve yapay yaşlanmayı kullanabilirsiniz.
Yapı ve özelliklerdeki değişiklikler, sıcaklık ve yaşlanma süresine bağlı olarak farklı ayrışma mekanizmaları tarafından belirlenir. Düşük sıcaklıklarda veya kısa tutma sürelerinde, sertleşme Guinier-Preston (GP) bölgelerinin oluşumu ile ilişkilidir (Şekil 6).

Şekil 6 Guinier-Preston bölgesinin şeması (Herold'a göre): beyaz daireler - alüminyum atomları; siyah - bakır atomları
Duralumin tipi alaşımlar için esas olan bu eskitme tipine bölgesel yaşlandırma denir. Yaşlandırma sıcaklığındaki veya bekletme süresindeki bir artışla, matris ile tutarlı veya yarı tutarlı sınırları olan katı çözeltiden yarı kararlı fazların çökelmesi nedeniyle elde edildiğinde başka bir sertleşme mekanizması ortaya çıkabilir. Genellikle yüksek sıcaklıklarda meydana gelen bu tür yaşlanmaya faz yaşlanması denir:
Yaşlanma süresinde daha fazla bir artış, matris ile tutarsız sınırlara sahip kararlı fazların çökeltilerinin oluşumuna yol açar. Bu fazların pıhtılaşması alaşımları zayıflatır ve karşılık gelen yaşlanma tipine pıhtılaşma yaşlanması denir.
Yaşlanmaya geri dönüş. Bu tip ısıl işlem, sertleştirilmiş ve doğal olarak yaşlandırılmış alüminyum alaşımlarına uygulanır. Bu tip ısıl işlemin özü aşağıdaki gibidir. Doğal olarak yaşlandırılmış bir alüminyum alaşımı çok kısa bir süre için Guinier-Preston bölgeleri için solvus çizgisini aşan sıcaklıklara ısıtılırsa, bölgeler çözülür ve faz yaşlandırma işlemlerinin ilerlemek için henüz zamanı olmaz. Sonraki hızlı soğutma sırasında, alaşımın yapısı ve özellikleri taze söndürülmüş duruma karşılık gelir.
3.2 Titanyum ve alaşımları
Titanyum, yoğunluğu 4,5 g/cm³ olan gümüşi beyaz bir hafif metaldir. Titanyumun erime noktası saflık derecesine bağlıdır ve 1660...1680°C aralığındadır.
Safsızlık miktarının %0,05 ... 0,1 olduğu saf iyodür titanyum, 112.000 MPa'lık bir elastik modüle, yaklaşık 300 MPa'lık bir gerilme direncine ve %65'lik bir nispi uzamaya sahiptir. Safsızlıkların varlığı, özellikleri büyük ölçüde etkiler. Toplam safsızlık içeriği %0,8 olan teknik titanyum VT1 için çekme dayanımı 650 MPa ve bağıl uzama %20'dir.
882°C sıcaklıkta, titanyum polimorfik bir dönüşüme uğrar, altıgen kafesli titanyum, vücut merkezli kübik kafesli titanyuma dönüşür. Titanyumda polimorfizmin varlığı, ısıl işlem kullanılarak titanyum alaşımlarının özelliklerini iyileştirmek için ön koşullar oluşturur.
Titanyum düşük ısı iletkenliğine sahiptir. Normal sıcaklıklarda, havada hızlı bir şekilde koruyucu bir film ile kaplanması nedeniyle atmosferde, suda, organik ve inorganik asitlerde (hidroflorik, güçlü sülfürik ve nitrik asitlerde stabil değildir) yüksek korozyon direncine sahiptir. yoğun oksitler. 500°C'nin üzerine ısıtıldığında çok aktif bir element haline gelir. Temas halindeki hemen hemen tüm maddeleri ya çözer ya da onlarla kimyasal bileşikler oluşturur.
Titanyum alaşımlarının diğerlerine göre bir takım avantajları vardır:
Yüksek mukavemetin (MPa) iyi süneklik ile birleşimi;
Yüksek özgül mukavemet sağlayan düşük yoğunluk;
600…700°С'ye kadar iyi ısı direnci;
Agresif ortamlarda yüksek korozyon direnci.
Yaşlanmaya maruz kalmayan homojen titanyum alaşımları helyum sıcaklıklarına kadar kriyojenik tesislerde kullanılmaktadır.
3.3 Magnezyum ve alaşımları
Magnezyum çok hafif bir metaldir, yoğunluğu 1,74 g/cm³'tür. Erime noktası - 650°С. Magnezyum, altıgen bir yakın paketlenmiş kristal kafese sahiptir. Havada kendiliğinden yanmaya kadar kimyasal olarak çok aktif. Ticari olarak saf magnezyumun (Mg1) mekanik özellikleri: gerilme mukavemeti - 190 MPa, bağıl uzama - %18, esneklik modülü - 4500 MPa. Ana magnezyum alaşımları, alüminyum, çinko, manganez, zirkonyum içeren magnezyum alaşımlarıdır. Alaşımlar dövme ve döküm olmak üzere ikiye ayrılır. Alaşımlar sertleştirme ve suni yaşlandırmadan sonra sertleştirilir. Sertleştirme 380...420°C sıcaklıktan itibaren, 260...300°C sıcaklıkta 10...24 saat yaşlandırılarak gerçekleştirilir. Bir özellik, sertleşme için uzun bir maruz kalmadır - 4 ... 24 saat.
3.4 Bakır ve alaşımları
Bakır, yüz merkezli kübik bir kafese sahiptir. Bakırın yoğunluğu 8,94 g/cm³, erime noktası 1083°C'dir. Bakırın karakteristik bir özelliği, yüksek elektrik iletkenliğidir, bu nedenle elektrik mühendisliğinde yaygın olarak kullanılır. Teknik olarak saf bakır şu şekilde işaretlenmiştir: M00 (%99,99 Cu), M0 (%99,95 Cu), M2, M3 ve M4 (%99 Cu). Bakırın mekanik özellikleri nispeten düşüktür: nihai dayanım 150…200 MPa, uzama %15…25'tir. Bu nedenle, bakır nadiren yapısal bir malzeme olarak kullanılır. Bakır bazlı çeşitli alaşımlar oluşturularak mekanik özelliklerde bir artış elde edilir. İki grup bakır alaşımı vardır: pirinç - çinko ile bakır alaşımları, bronz - diğer (çinko hariç) elementlerle bakır alaşımları.
4. Isıl işlem ekipmanı
Isıl işlem için ana ekipman fırınları, ısıtma ünitelerini ve soğutma ünitelerini içerir. Isı kaynağına göre, fırınlar elektrik ve yakıt (gaz ve nadiren yağ) olarak ayrılır.
Isıtma sırasında çelik parçaların oksidasyonunu ve dekarbürizasyonunu önlemek için, modern termik fırınların çalışma alanı özel koruyucu gazlı ortamla doldurulur veya ısıtma odası boşaltılır. Makinelerin ve cihazların küçük parçalarının ısıl işleminde verimliliği artırmak için yüksek hızlı ısıtma kullanılır, yani nihai olarak ısıtılmış bir fırına yüklenirler. Isıtma sırasında ortaya çıkan geçici ısıl gerilmeler, çatlak ve eğilme oluşumuna neden olmaz. Ancak yüksek hızlı ısıtma, büyük parçalar (rulolar, miller ve gövde parçaları) için tehlikelidir, bu nedenle bu tür parçalar yavaş (fırınla birlikte) veya kademeli olarak ısıtılır. Bazen erimiş tuz banyolarında (matkaplar, musluklar ve diğer küçük aletler) hızlı ısıtma gerçekleştirilir. Makine imalat tesislerinde, ısıl işlem için mekanize fırınlar (Şekil 7) ve otomatik üniteler kullanılmaktadır.

Pirinç. 7. Mekanize elektrikli fırın:
1 - ısıtma odası; 2 - sertleştirme odası; 3 - kaldırma masası; 4 - hayran; 5 - ısıtıcılar; 6 - paleti parçalarla hareket ettirmek için zincir mekanizması
Mekanize elektrikli fırın, bir palet üzerine yerleştirilmiş kalıpları veya küçük parçaları sertleştirmek için tasarlanmıştır. Isıtma ve sertleştirme odası, sertleştirilmiş parçaları oksidasyon ve dekarbürizasyondan koruyan koruyucu bir atmosfer ile doldurulabilir. Zincir mekanizması 6 yardımıyla, parçaları olan tepsi kılavuz makaralar boyunca ısıtma odasına 1 hareket ettirilir. Aynı zincir mekanizması tarafından ısıtılıp tutulduktan sonra tepsi sertleştirme odasına 2 hareket ettirilir ve tabla ile birlikte 3, sertleştirme sıvısına (yağ veya su) daldırılır. Soğuduktan sonra tabla pnömatik mekanizma ile kaldırılır ve palet fırından boşaltılır. Parçalar, elektrikli ısıtıcıların (5) radyasyonu ve konvektif ısı alışverişi sonucunda ısıtılır. Isıtma odasına ve sertleştirme tankına takılan fanlar 4, ısı transferini yoğunlaştırmak ve parçaların eşit şekilde ısıtılması ve soğutulması için tasarlanmıştır.
Mekanize ve otomatik ünitelerde, örneğin sertleştirme ve temperleme gibi parçaların tüm ısıl işlem döngüsü gerçekleştirilir. Bu birimler, mekanize ısıtma fırınları ve sertleştirme tankları, yıkama makineleri ve konveyör tipi taşıma cihazlarından oluşmaktadır. Parçaların yüzey ısıtması, yüzey sertleştirmenin bir sonucu olarak, yumuşak bir çekirdeği korurken dış katmanların yüksek sertliğini elde etmek gerektiğinde gerçekleştirilir. Çoğu zaman, sürtünme makinesi parçalarının dış tabakası sertleştirilir. Yüzey sertleştirmenin en gelişmiş yöntemi, yüksek frekanslı yüksek frekanslı akımlarla ısıtılarak özel tesislerde yapılan sertleştirmedir. Bu ısıtma yöntemi çok verimlidir, tamamen otomatikleştirilebilir ve büyük ölçekli üretimde minimum bükülme ve yüzey oksidasyonu ile kararlı yüksek kalitede sertleştirilmiş ürünler elde etmeyi mümkün kılar. Artan akım frekansı ile cilt etkisinin arttığı bilinmektedir; iletkenin dış katmanlarındaki akım yoğunluğu, çekirdektekinden çok daha fazladır. Sonuç olarak, neredeyse tüm termal enerji
yüzey tabakasında salınır ve ısınmasına neden olur. HDTV parçalarının ısıtılması bir indüktör tarafından gerçekleştirilir. Parçanın uzunluğu (yüksekliği) küçükse, tüm yüzeyi aynı anda sertleşme sıcaklığına kadar ısıtılabilir. Parça uzunsa (Şekil 8), hesaplanan hız ile ürünü indüktöre göre hareket ettirerek sırayla ısıtma gerçekleşir.

Pirinç. 8. HDTV ısıtma ile sertleştirme sırasında indüktörün, sertleştirilmiş silindirik parçanın ve püskürtücünün konumu:
ben - detay; 2 - indüktör; 3 - püskürtücü
HDTV ısıtma ile söndürme sırasında soğutma, genellikle su püskürtmek için delikli bir boruya sahip bir püskürtücü aracılığıyla sağlanan, bir halka şeklinde bükülmüş ve bir indüktöre benzer parçaya göre yerleştirilmiş suyla gerçekleştirilir. Parçanın veya tüm ürünün indüktörde ısıtılan bölümü, hareket ederek, soğutulduğu püskürtücüye girer. Çoğu yüzey sertleştirme yönteminin (kimyasal-ısıl işlem, yüzey soğuk sertleştirme) yanı sıra parçaların yüzey sertleştirmesinin avantajı, parçaların yüzey katmanlarında önemli basınç gerilmelerinin ortaya çıkmasıdır. Son zamanlarda, bazı parçaların ısıl işlemi için yüksek konsantrasyonlu enerji kaynakları (elektronik ve lazer ışınları) kullanılmıştır.
Parça yüzeyinin yerel olarak ısıtılması için darbeli elektron ışınlarının ve lazer ışınlarının kullanılması, aletlerin çalışma kenarlarının ve gövde parçalarının aşırı derecede aşınmış bölgelerinin yüzey sertleştirmesini mümkün kılar. Bazen ince bir yüzey tabakası erime noktasına getirilir ve hızlı soğuma sonucunda ince taneli veya amorf bir yapı elde edilir.
Yüksek konsantrasyonlu enerji kaynakları kullanılarak sertleştirme yapılırken, parçanın soğuk kütlesine ısının uzaklaştırılması sonucunda bölgesel olarak ısıtılan yüzey katmanları çok hızlı soğuduğundan, soğutma ortamına gerek yoktur. Enerji kaynağı olarak elektron hızlandırıcılar ve sürekli gaz ve darbeli lazerler kullanılmaktadır.
Çözüm
Bu yazıda, üretimde kullanılan başlıca ısıl işlem türleri, çeşitli malzemeler ve ekipmanlar ele alınmıştır.
Makinelerin kalitesinde, üretkenliğinde, güvenilirliğinde ve dayanıklılığında sürekli iyileştirme, büyük ölçüde, en önemli aşaması metallerin nihai, operasyonel özelliklerini oluşturan ısıl işlem olan teknolojinin ilerlemesiyle belirlenir.
Isıl işleme tabi tutulan ana malzemeler çelik, dökme demir, demir dışı metaller ve bunların alaşımlarıdır.
Isıl işlem proseslerinin iyileştirilmesi, belirli çalışma koşulları için doğru malzeme seçimi ile birlikte, ürünlerin metal tüketiminin azalmasına, imalatlarındaki işçilik yoğunluğunun azalmasına, malzeme ve enerji kaynaklarından tasarruf edilmesine ve işgücünün artmasına neden olur. verimlilik.
Önemli bir faktör, şunları içeren doğru teknolojik modun seçimidir: tavlama, normalleştirme, tavlama, eskitme vb.
Kaynakça
1. Metalin ısıl işlem teknolojisi / A.I. Samohotsky, N.G. Parfenovskaya. - M .: Mashinostroenie, 1976.
2. Blum E.E., Potekhin B.A., Reznikov V.G. [Elektronik kaynak] // Çeliklerin ısıl işleminin temelleri / İnternetten ücretsiz erişim. - http://tmetall.narod.ru/mater/materpos/konspekt1.html
3. Sedov Yu.E., Adaskin A.M. Genç bir termalistin el kitabı - M: "Yüksek Okul", 1986, s. 113.
4. Malzeme Bilimi: Yüksek Teknik Eğitim Kurumları için Ders Kitabı./ B. N. Arzamasov, I. I. Sidorin, G. F. Kosolapoe ve diğerleri; toplamın altında ed. B. N. Arzamasova - 2. baskı, düzeltildi. ve ek .- M .: Mashinostroenie, 1986.-384 s., hasta.
5. Tretyakova N.V. [Elektronik kaynak] // Malzeme bilimi / İnternetten ücretsiz erişim. - http://elib.ispu.ru/library/lessons/tretjakova/index.html
Metallerin ısıl işlemi - termal etki yoluyla metalik malzemenin işlenmesi. Malzeme tarafından belirli teknolojik özelliklerin ve teknik özelliklerin kazanılmasını sağlamak için metallerle termal çalışma yöntemi kullanılır.
Metallerin ısıl işlem türleri ve yöntemleri
Metallerin ısıl işlem türleri üç kategoriye ayrılır: termomekanik işlem, kimyasal ısıl işlem, metal alaşımlarıyla termal çalışma yöntemi. Tüm ısıl işlem türleri, iş akışının uygulanmasının bireysel özelliklerinde birbirinden farklıdır. İşleme kategorilerinin her birinin, teknolojik standartlarla tanımlanan, kullanılan hammaddeler üzerindeki sıcaklık etkisi rejimi, belirlenmiş akkorluk derecesini elde ederken tutma süresi ve metal boşlukları soğutma süresi vardır.
Ve metal alaşımları, prensibinde, güçlü akkorlaşma yöntemiyle işlenen hammaddelerin bileşimindeki yapısal değişiklikleri, ardından ham kütlenin çökelmesini ve soğutulmasını ifade eder. Metallerin kimyasal-ısıl işlemi, malzemenin sertliği, aşınma direnci ve korozyon direnci gibi teknik özellikleri üzerinde olumlu etkisi olan metal alaşımlarının yüzeyine bileşenler ekleyerek malzemenin yapısı üzerindeki basit bir termal etkiden farklıdır. yıkım. Kimyasal ısıl işlem prosesi, daha yüksek bir sıcaklık rejimi ve önemli ölçüde daha uzun bir malzeme tutma süresi gerektirir.

Metal ile çalışmanın kimyasal-termal yöntemi ise karbonlama (çeliğin karbon bileşiminde bir artış anlamına gelir), nitrürleme (metal nitrojen parçacıkları ile aşırı doymuş), siyanürleme (karbon ve nitrojende paralel bir artış) olarak ikiye ayrılır. alaşımlardaki bileşim), alaşım yüzeyleri. Metallerin alaşımlanması ayrıca silikonlu işlem, alüminize modifikasyon ve krom kaplama olarak ayrılır.

Metal bir kütle ile çalışmanın termomekanik yöntemi, çelik işlemenin en yeni yöntemlerinden biridir. Bu tür işlemler, mekanik kalitelerin seviyesini arttırmayı mümkün kılar. İşlem, malzemenin plastik deformasyon yöntemini, üzerindeki termal etki ile birleştiren işlemlerden oluşur.
Metallerin ısıl işlemi için gerekli ekipmanlar
Metallerin ısıl işlemi için ekipman, metallerle çalışma sürecinde sıcaklık rejimini ayarlamanıza izin veren akkor armatürler ve kontrol cihazlarından oluşur. Ayrıca, alaşım üzerindeki termal etkinin sonucunu kaydetmek için ölçüm cihazları kullanılır. Isıl işlem cihazları kompleksindeki kontrol cihazlarına termoelektrik pirometreler denir. Bu tür ölçüm mekanizmaları, termal çiftlerden ve üzerine Santigrat derece ölçeğinin kurulu olduğu özel bir galvanometreden oluşur. Metal üzerindeki darbenin nihai sonucu bir eğe testiyle kontrol edilir ve viskoz özellikler darbe yöntemiyle test edilir.
Metal işleme işletmelerinde metallerin ısıl işlemine yönelik fırınlar, sıcaklık rejimini değiştirmek için bir alev tipi ve elektrik prensibi ile kullanır. Alev tipi fırınlar için yakıt kaynağı olarak sıvı, katı, gaz yanıcı maddeler kullanılır. Çelik alaşımlarıyla çalışmak için elektrikli fırın kurulumları iki türe ayrılır: dirençli fırınlar ve endüksiyonla ısıtma yöntemiyle çalışan cihazlar. yüksek frekanslı akımın etkisi altında oluşur.

Metallerin ısıl işlemine yönelik fırınlar, sürekli ve kesintili bir işlevsel döngü ile çalışabilir. Yakıt kütlesi, cihazı özel bir valf aracılığıyla doldurur ve ısıtılmış hava kütlesi, hava odasından fırlatılır. Cihazın çalışma alanında metal ham madde ısıtılır. Bu durumda oluşan ısıtılmış gaz bileşenleri, hava kütlesinin sürekli ısıtılması işlevini yerine getiren bir geri kazanım cihazı kullanılarak uzaklaştırılır. Çeliğin ısıtılması için hazneli bir cihazın periyodik olarak çalıştırılması durumunda, cihazın çalışma alanındaki sıcaklık rejimi tekdüze bir seviyede tutulur.
Isıl işlem yöntemi en çok çelikle çalışırken kullanılır. Ancak, teknik özellikleri ve teknolojik özellikleri iyileştirmek için, bazı durumlarda, bu yöntem, dökme demir ürünler ve demir dışı metallerden yapılan yapılarla çalışırken kullanılabilir. Halihazırda işlenmiş ürünleri soğutmak için, sıvı kütle (erimiş kurşun bileşenleri, petrol ürünleri, su doldurucular) ile doldurulmuş özel kaplar kullanılır.

Popüler
- Dış ekonomik işlemlerin yasal düzenlemesi Dış ekonomik işlemlerin yasal düzenlemesinin özellikleri
- Ürünlerin malzeme tüketimi gösterge sistemi
- İnşaatta bir güç mühendisinin iş tanımı
- Sıcak hücre operatörü Farklı sıcak hücre türleri
- Sıfırdan bir self servis araba yıkama nasıl açılır
- Yükümlülük
- Ödeme Düzenlemeleri (3)
- Emtia açığı ve emtia fazlası: tanım ve sonuçlar
- Faktörlerin karlılık göstergeleri üzerindeki etkisinin değerlendirilmesi Öz sermaye getirisindeki değişim faktörlerinin analizi
- Piyasa dengesi, denge fiyatı