Polimerlerin makine mühendisliğindeki uygulamaları. Ders “Makine parçalarının restorasyonunda polimer malzemelerin ve diğer yöntemlerin kullanımı Termoform işlemlerinin uygulanması
Parçaların polimerlerle onarımı.
Parçaları geri yüklemenin diğer yöntemleri.
Edebiyat:
Ana:
1. Makine onarımı / Ed. Telnova N.F. - M.: Agropromizdat, 1992, 560 s.: hasta. 193..210]
2. Makine ve ekipmanların onarımı için teknoloji. Genel altında ed. I. S. Levitsky. 2. baskı, revize edilmiş. ve ek M.: "Kolos", 1975.
Ek olarak:
Araba tamiri/ 0.I. Sidashenko, O. A. Naumenko, A. Ya.
Ed başına. 0.I. Sidashenka, A.Ya. - K.: Hasat, 1994.- 400 s. [İle. 138..143 ]
Temel polimer malzemeler.
Arabaları tamir ederken, polimer malzemeler hem parçaların imalatında hem de restorasyonunda yaygın olarak kullanılmaktadır. Bu, bir takım değerli özelliklere (düşük hacimsel kütle, önemli mukavemet, iyi kimyasal direnç, yüksek sürtünme önleyici ve dielektrik özellikler, titreşim direnci, bazılarının oldukça yüksek ısı direnci vb.) sahip olmaları ile açıklanmaktadır.
Polimerlerin kullanımı birçok durumda kaynak, yüzey kaplama, elektrokaplama vb. gibi parçaları onarırken karmaşık teknolojik süreçlerin önlenmesine olanak tanır. Polimer kullanma teknolojisi, onarım işletmelerinde uygulama için basit ve erişilebilirdir.
Plastiklerin (plastikler) temeli, bağlayıcı bir malzeme görevi gören ve bunların kimyasal, mekanik, fiziksel ve diğer özelliklerini belirleyen yapay (sentetik) veya doğal bir reçinedir.
Reçineye dolgu maddeleri, plastikleştiriciler, sertleştiriciler, boyalar ve diğer malzemelerin eklenmesiyle çeşitli plastikler üretilir.
İLE polimer Malzemeler, plastikler gibi iki büyük gruba ayrılan plastikleri içerir: termosetler (setler) ve termoplastikler (termoplastikler).
Termosetler Isıtıldığında yumuşarlar ve preslenerek veya başka yöntemlerle kalıplanabilirler. Daha fazla ısıtıldıktan sonra bazı kimyasal değişiklikler meydana gelir ve bunlar sert, yoğun, çözünmez ve erimez hale gelir. Termoset plastikler amacına uygun olarak tekrar kullanılamaz.
Termoplastikler Isıtıldığında yumuşarlar, enjeksiyonla kalıplanarak oluşturulurlar ve soğuduktan sonra şekillerini koruyarak sertleşirler. Termoplastikler yeniden ısıtıldığında yumuşak ve eriyebilir hale gelir, yani yeniden kullanıma uygun hale gelir.
Dolgu maddeleri, fiziksel-mekanik, dielektrik, sürtünme veya sürtünme önleyici özellikleri geliştirmek, ısı direncini arttırmak ve polimer malzemelerin büzülmesini azaltmak ve aynı zamanda maliyeti düşürmek için kullanılır. Dolgu maddesi olarak metal izleyiciler kullanılır; Portland çimentosu, pamuklu kumaşlar, fiberglas, kağıt, asbest, mika, grafit vb.
Plastikleştiriciler- dibütil ftalat, kafur, oleik asit, dimetil ve dietil ftalat ve diğerleri - işlem sırasında polimerlere esneklik, viskozite ve akışkanlık kazandırır.
Sertleştiriciler- aminler, magnezya, kireç ve diğerleri - polimerlerin katı ve çözünmez bir duruma geçişine katkıda bulunur.
Boyalar- nigrosin, toprak boyası, mumya, kırmızı kurşun ve diğerleri - polimerlere belirli bir renk verir.
Makine onarımında kullanılan birçok polimer malzeme arasında poliamidler, polietilen, cam elyafı, cam elyafı, stirakril, epoksi reçine bazlı bileşimler vb. giderek önem kazanmaktadır.
Onarım işinde kullanılan ana polimer malzemeler aşağıdaki özelliklerle karakterize edilir.
Naylon reçine(kaprolaktam) A ve B dereceleri - beyaz veya sarımsı bir renk tonuna sahip katı, boynuz benzeri bir malzeme. Granül formunda tedarik edilir. Mukavemet: sıkıştırmada 70-80 MPa, çekmede 60-65 MPa, bükülmede 80 MPa.
Kaprolaktam Sürtünme önleme özelliği yüksek parçaların (rulmanlar, dişliler, burçlar, makaralar, gömlekler), contalar, contalar vb. üretimi ve restorasyonu için kullanılır.
Naylonun ana dezavantajı düşük ısı iletkenliği, ısı direnci ve yorulma dayanımıdır (6,5 MPa). Naylon parçaların veya kaplamaların havada izin verilen maksimum çalışma sıcaklığı artı 70-80°C'yi ve eksi 20-30°C'yi aşmamalıdır.
Polietilen Yüksek basınç sınıfı G1E-150, süt beyazı renginde katı boynuz benzeri bir malzemedir. Granül formunda tedarik edilir. Çekme mukavemeti 12-16 MPa, basınç mukavemeti 12,5 MPa, bükülme mukavemeti 12-17 MPa.
Bu markanın polietileni yüksek dielektrik özelliklere, asitlere ve alkalilere karşı önemli dirence, çeşitli yağlara karşı iyi dirence ve düşük nem emilimine sahiptir.
Polietilen PE-150 Telleri, kabloları, yüksek frekanslı cihazların parçalarını, radyo ekipmanlarını, cihazların astarını, tankları, metal kaplamayı yalıtmak için kullanılır. Ambalaj malzemesi olarak polietilen filmler kullanılmaktadır.
L, E ve P sınıflarındaki düşük yoğunluklu polietilen, süt beyazı renkte sert, boynuz benzeri bir malzemedir. Granül şeklinde üretilir. Çekme mukavemeti 22-27 MPa (L sınıfı için), 22-35 MPa (E sınıfı için), 22-45 MPa (P sınıfı için). Tekerleklerin, kapakların, mahfazaların, tüplerin vb. imalatında ve restorasyonunda kullanılır. FKP-1 ve FK tozlarına basın. P-2 Toz halinde mevcuttur. FKP-1 tozunun statik bükülmeye karşı geçici direnci 50-60 MPa'dır. Mekanik mukavemeti ve darbe dayanımı arttırılmış parçaların (flanşlar, kapaklar, volanlar, dişliler, kasnaklar, kulplar vb.) imalatında kullanılır.
FKP-2 tozu 75-85 MPa eğilme mukavemetine sahiptir. Bu toz, darbe ve bükülme mukavemeti arttırılmış parçaların (flanşlar, dişliler, kasnaklar, kamlar vb.) üretiminde kullanılır.
Tutkal BF-2- koyu kahverengi renkte homojen viskoz sıvı. -60° ile +180°C arasındaki sıcaklıklarda çalışan metalleri ve metalik olmayan malzemeleri, fenol-formaldehit plastikleri, tektolit, fiberglas, getinax, amiplastlar, elyaf, cam, ebonit, ahşap, kontrplak, kumaş, deri, seramik yapıştırabilirler. ve benzeri.
Yapıştırılmış numunelerin çekme mukavemeti: çelik-çelik 28,5-38,5 MPa; çelik-porselen 10 MPa, çelik-cam 13,9 MPa; duralumin-duralumin 6,5-10 MPa. Su, alkol, benzin, kerosen ve mineral asitlerde stabil olan bileşikler. Tutkal kullanıma hazır formda üretilir.
Tutkal BF-6 Kumaş, keçe vb. yapıştırmak için kullanılır. Tutkal VS-10T- Yabancı yabancı maddeler ve tortular içermeyen koyu kırmızı renkli homojen şeffaf sıvı. sıcaklıkta çalışarak çeşitli metalleri ve metalik olmayan malzemeleri (çelik, dökme demir, alüminyum, bakır ve bunların alaşımları, cam elyafı, ısıya dayanıklı köpük plastiklerin yanı sıra asbestli çimento malzemeleri) birbirine ve herhangi bir kombinasyonda yapıştırabilir. 200°C sıcaklıkta 200 saat ve 300°C sıcaklıkta 5 saat Kesme mukavemeti (ZOKHGSA çelik - ZOKHGSA çelik) 20°C - 15-17 MPa sıcaklıkta, 200°C - 6,0- sıcaklıktadır. 6,5 MPa ve 300° C - 3,5-4,0 MPa sıcaklıkta.
Parça onarımı
Çatlak ve delik bulunan parçaların onarımı. Silindir blokları, kafaları, dişli kutusu gövdeleri ve diğer parçalar epoksi reçineler kullanılarak onarılır.
Yaygın olarak kullanılan Epoksi reçine ED-16- açık kahverengi renkte şeffaf viskoz kütle. Hava geçirmez bir kapta oda sıcaklığında uzun süre saklanabilir.
Reçine bir sertleştiricinin etkisi altında sertleşir; sertleştirici alifatik aminler, aromatik aminler (AF-2), düşük moleküler ağırlıklı poliamidlerdir (L-18, L-19 ve L-20). En yaygın olanı dikkate alınır Polietilenpoliamin- açık sarıdan koyu kahverengiye kadar viskoz sıvı.
Kürlenmiş epoksi reçinenin elastikiyetini ve darbe dayanımını arttırmak için, bileşimine sarımsı yağlı bir sıvı olan dibütil ftalat gibi bir plastikleştirici eklenmelidir.
Dolgu maddeleri yardımıyla fiziksel-mekanik, sürtünme veya sürtünme önleme özellikleri iyileştirilir, ısı direnci ve ısı iletkenliği artırılır ve maliyet azalır. Bunlara dökme demir, demir ve alüminyum tozları, asbest, çimento, kuvars kumu, grafit, cam elyafı vb. dahildir.
Epoksi bileşimi aşağıdaki gibi hazırlanır. ED-16 epoksi reçine içeren kabı bir ısıtma kabini veya sıcak su içeren kap içinde 60...80°C sıcaklığa ısıtın ve banyoyu gerekli miktarda reçineyle doldurun. İkincisine küçük porsiyonlar halinde bir plastikleştirici (dibutil ftalat) eklenir ve karışım 5...8 dakika boyunca iyice karıştırılır. Daha sonra dolgu maddesi de tanıtılır - 8... 10 dakika.
Hazırlanan bileşim uzun süre saklanabilir. Kullanımdan hemen önce sertleştirici dökülüp 5 dakika karıştırıldıktan sonra epoksi bileşimi 20...25 dakika içinde kullanılmalıdır.
Epoksi kaplamaların kalitesi büyük ölçüde bileşime bağlıdır. 20 mm uzunluğa kadar çatlaklar kapatılır Aşağıdaki şekilde.
8...10x büyütmeli bir büyüteç kullanılarak çatlakların sınırları belirlenir ve uçlarına 2,5...3,0 mm çapında delikler açılır. Tüm uzunluğu boyunca 60...70 °C açıyla 1,0...3,0 mm derinliğe kadar bir pah çıkarılır. Parçanın kalınlığı 1,5 mm'den azsa pahlama önerilmez. Yüzeyi çatlaktan metalik parlaklığa kadar 40 ... 50 mm mesafede temizleyin. Çatlak yüzeylerini ve temizlenen alanı asetona batırılmış bir bezle silerek yağdan arındırın.
8...10 dakika kuruduktan sonra parçanın yüzeyi tekrar yağdan arındırılır ve ikinci kez kurutulur.
Detay 1 (Şekil 1, a)Çatlak yüzeyin 2 20 mm'ye kadar uzunluk yatay konumdaydı ve epoksi bileşiği bir spatula ile uygulandı 3 Yüzeyde çatlaklar ve temizlenmiş alanlar mevcuttur.
20…150 mm uzunluğunda bir çatlak (Şekil 1.6) Aynı şekilde kapatın, ancak epoksi bileşiğini uyguladıktan sonra. 3 Üzerine ayrıca bir kaplama yerleştirilir 4 Fiberglastan yapılmıştır. İkincisi çatlağı her taraftan 20...25 mm kadar kaplar. Daha sonra kaplama rulo 5 ile yuvarlanır. Yüzeye bir bileşim tabakası uygulanır ve ikinci bir kaplama uygulanır. B (Şekil 1, c)İlkini 10...15 mm üst üste bindirerek. Daha sonra bir rulo ile yuvarlayın ve son epoksi katmanını uygulayın.
Şekil 1 Çatlakları kapatmak için şema:
1 - detay; 2 - çatlak; 1— Epoksi bileşimi; 4 ve 6 fiberglas ped; 5 - silindir; 7 — Metal kaplama; 8 ~ cıvata.
150 mm'den uzun çatlaklar için (Şekil 1, d) Bir epoksi bileşiği uygulanır, metal bir kapak uygulanır ve cıvatalarla sabitlenir. Yüzey hazırlığı ve çatlak kesme, uzunluğu 150 mm'den kısa olan çatlaklarla aynıdır.
Kapak (7), 1,5 ... 2,0 mm kalınlığında çelik sacdan yapılmıştır. Çatlağı 40...50 mm kadar kaplamalıdır. Kaplamada 10 mm çapında delikler açılır. Çatlak boyunca merkezleri arasındaki mesafe 60... 80 mm'dir. Merkezler kaplamanın kenarlarından en az 10 mm uzakta olmalıdır.
Kaplama çatlağın üzerine monte edilir. Parçadaki deliklerin ortalarını delin, kapağı çıkarın, 6,8 mm çapında delikler açın ve bunlara hafifçe vurun 1M8X1. Parçaların ve astarların yüzeyleri metalik bir parlaklığa kadar temizlenir ve yağdan arındırılır.
Parçalardaki delikler, metal kaplamaların aynı hizada veya üst üste bindirilmesiyle aynı bileşim kullanılarak kapatılır. İlk durumda (Şekil 2, a) Deliğin keskin kenarları matlaştırılır ve deliğin etrafındaki parçanın yüzeyi 10...20 mm mesafede metalik bir parlaklığa kadar temizlenir.
Kaplama 0,5,.. 0,8 mm kalınlığında çelik sacdan yapılmıştır. Deliği 10...20 mm kadar kaplamalıdır. Deliğin kenarlarını ve çevresinde temizlenen yüzey alanını 8...10 dakika boyunca yağdan arındırın ve kurulayın.

Şekil 2 Kaplamalı deliklerin kapatılması şeması:
A - yıkama; B— Örtüşen; 1 ve b - metal plakalar; 2 ve 5 - epoksi bileşimi katmanları; 3 - tel; 4— Fiberglas kapak; 7— Cıvata.
Astarın merkezine 0,3...0,5 mm çapında ve 100...150 mm uzunluğunda bir tel takın. Astarlar deliğin çevresi boyunca fiberglastan yapılmıştır. Delik kenarlarının ve temizlenen alanın ikincil yağdan arındırılması ve kurutulmasından sonra ince bir epoksi tabakası uygulanır.
Döşemeyi takın 1 Deliğin altında ve tel ile sabitlenmiş 3. Daha sonra pedin üzerine yerleştirildi 1 Kaplama 4 Cam elyafından bir rulo ile yuvarlayın, bir epoksi bileşiği uygulayın, ikinci bir cam elyaf kaplamayı döşeyin ve bir rulo ile yuvarlayın. Epoksi bileşiğinin uygulanması ve cam elyaf kaplamaların döşenmesi işlemleri, delik duvarın tüm kalınlığı boyunca dolana kadar tekrarlanır. Epoksi bileşiminin 2. katmanı üst kaplamaya uygulanır ve sertleştirilir. İkinci durumda (Şekil 2.6) Deliğin keskin kenarları matlaştırılır ve parçanın yüzeyi, metalik bir parlaklığa kadar 40 ... 50 mm mesafeden etrafı temizlenir. Plaka 1,5…2,0 mm kalınlığında çelikten yapılmıştır. Deliği 40...50 mm kadar kaplamalıdır. İçinde 10 mm çapında delikler açılır. Deliğin çevresi boyunca aralarındaki mesafe 50... 70 mm'dir. Merkezler kaplamanın kenarlarından 10 mm uzakta olmalıdır. Parçaya 6,8 mm çapında delikler açın ve dişleri bunlara kesin 1M8X1. Astarın parçaya temas eden yüzeyini metalik bir parlaklığa kadar temizleyin. Parçanın ve astarın yüzeylerini yağdan arındırın ve ardından üzerlerine ince bir tabaka epoksi uygulayın. Bundan sonra sızıntılar ve sarkan epoksi bileşimleri temizlenerek onarımın kalitesi kontrol edilir. 3. Parçaları onarma yöntemleri Gövde parçalarındaki çatlakların onarılması. Bu işlem mekanik yöntemler kullanılarak gerçekleştirilir: sabitleme, şekilli kesici uçlar ve yama. Çatlakların kapatılması Sabitleyerek- oldukça emek yoğun bir işlemdir ve yüksek vasıflı bir tamirci gerektirir. Sızdırmazlık gerektiren parçaların (şanzıman gövdeleri, arka akslar, silindir bloklarının su ceketleri) onarımında kullanılır. Bu yöntemin özü, çatlağın tüm uzunluğu boyunca dişli pimlerle kapatılmasıdır.
İkincisi kırmızı bakır veya bronzdan yapılmıştır. İlk önce çatlağın uçlarını delin, içlerine diş kesin ve pimleri takın. Daha sonra Şekil 2.50'de gösterilen sıraya göre delikler açılır ve kalan pimler takılır. Pimlerin uçlarının çekiçlenmesi ve onarılan yüzeylerin lehimlenmesi tavsiye edilir. Uzunluğu 50 mm veya daha fazla olan çatlaklar pimlerle kapatılmamalıdır.

Pirinç. 3. Çatlakları pimlerle kapatma şeması.
Çatlakların şekillendirilmiş uçlarla kapatılması, yalnızca parçanın sıkılığını değil aynı zamanda gücünü de geri kazanmanıza olanak tanır.
Onarım teknolojisi, parçada özel bir oluk elde edilmesini ve önceden hazırlanmış bir kesici ucun içine bastırılmasını içerir. (Şekil 4).İşin kalitesinin bağlı olduğu ekipmanın ana parçaları, oluk delikleri açmak için kullanılan aparatı ve şekillendirilmiş kesici ucun kendisini içerir. Çatlaklar, düşük karbonlu çelik 20 veya St.Petersburg'dan yapılmış sızdırmazlık ve sıkıştırma şeklindeki kesici uçlarla kapatılır. 3.

Şekil 4 Şekilli kesici uç türleri: a ve b - sızdırmazlık; c, d, d, VE E - sözleşme; g - çatlak boyunca delikler açmak.
Bir çatlağın sızdırmazlık şeklindeki kesici uçlarla kapatılması aşağıdaki gibidir.
Çatlağın ucundan 4 ... 5 mm devamına doğru geri adım atarak, et kalınlığı 12 mm'ye kadar ve 6,6 mm çapında 12 mm'ye kadar olan parçalar için 4,6 mm çapında delikler açılır. sırasıyla 3,5 ve 6,5 mm derinlik.
Daha sonra özel bir aparat kullanılarak çatlak boyunca sırayla delikler açılır. İkincisi, her seferinde açılan delik boyunca yeniden düzenlenir ve sabitlenir. Ek olarak, çatlak boyunca delikler açılır - her beş delikte her iki tarafta iki tane.
Önce uç ve yan yüzeyleri epoksi ile yağladıktan sonra oluğa önce enine ve ardından uzunlamasına kesici uçlar takın. Birleştirmek, Ve onları çözüyorlar.
Çatlağın sıkma şeklindeki ek parçalarla kapatılması yukarıda tartışılan yönteme benzer. Sıkıştırma şekilli bir kesici uç için şekilli bir oluk yalnızca çatlak boyunca yapılır. Özel bir mastar kullanılarak, 0,1 ... 0,3 mm'den daha fazla artışlarla 10 veya 15 mm derinliğe kadar (parçanın duvar kalınlığına bağlı olarak) 3,5 mm çapında altı delik açılır ve üç delik bir üzerine yerleştirilir yanda, üçü diğer yanda.
Delikler arasındaki köprü, 1,8 veya 3,0 mm kalınlığındaki plakalar formundaki özel bir zımba ile çıkarılır. Yüzeyleri önceden yağdan arındırıp bir epoksi bileşiği ile yağladıktan sonra ortaya çıkan oluğa şekillendirilmiş bir uç bastırılır.
Şekilli oluğun deliklerinin eksenleri ile figürlü kesici uç arasındaki adımların boyutundaki fark nedeniyle çatlak kapatılır. ‘Bu şekilde karterin silindirleri arasındaki bölmelerin, dişli kutusu muhafazalarının ve silindir kafalarındaki conta çatlaklarının onarılması tavsiye edilir.
İki geliştirilmiş iletken içeren bir dizi ekipman OR-11362 geliştirilmiştir. Parçaların dış duvarlarını ve iç silindirik yüzeyleri onarmak için kullanılırlar, çok yönlülüğü, tasarım basitliği ve çalışma sırasındaki düşük emek yoğunluğu bakımından mevcut olanlardan farklıdırlar.
Dişli bağlantıların onarımı. Dişli bağlantıların işlevselliği iki yöntem kullanılarak geri yüklenir: Orijinal boyutunun değiştirilmesi Aşınmış dişli parça (onarım boyutları yöntemi) ve Değiştirmeden(yüzey kaplama ve kaynak yöntemleri, ek parçaların montajı, bir parçanın bir kısmının değiştirilmesi).
İkincisi daha ilerici olarak kabul edilir, yani. diş boyutunu değiştirmeden (nominal boyuta), çünkü bu, değiştirilebilirliği engellemez ve bağlantının gücünü azaltmaz.
Dış iş parçacıkları çeşitli şekillerde geri yüklenir. Kırık dişler (2 dişten az) ve çentikler, bir diş kesme aleti ve metal işleme kullanılarak çalıştırılarak giderilir.
Tipik olarak, aşınmış başlı cıvatalar, 2'den fazla dişe sahip soyulmuş dişler ve aşınmış dişler reddedilir. Şaftlardaki dişleri onarırken, parçanın aşınmış dişli kısmı değiştirilir veya metal çeşitli şekillerde yüzeye eritilir.
Yüzey kaplamanın ana dezavantajı, parçanın yorulma mukavemetinde bir azalma (% 10'dan% 30'a) ve ince duvarlı parçalarda yanma olasılığı dikkate alınmalıdır. Dişli delikler aşağıdaki ana kusurlara sahiptir: bireysel dişlerin kırılması, tıkanması, ezilmesi ve ufalanması, iç ve ortalama çaplarda aşınma vb. Bunları onarmak için çeşitli yöntemler kullanılır. (Şekil 5).
Nominal boyuttaki sonraki delme ve kesme dişleriyle kaynak deliklerinin ana dezavantajı, dökme demirin beyazlamasına, çatlamasına ve eğrilmesine, malzemenin yapısının değişmesine ve ipliğin mukavemetinin neredeyse yarı yarıya azalmasına neden olan büyük bir ısıdan etkilenen bölgedir. . Dişli bir deliğin yeni bir konumda kesilmesi, yalnızca bağlantının (tambur göbeği vb.) değiştirilebilirliğini bozmadan konumu değiştirilebildiği takdirde mümkündür.
Dişli bağlantıların bir polimer bileşimi ile stabilizasyonu, saplama-gövde bağlantısının toplam aşınması 0,3 mm'den fazla olmadığında kullanılır. Kritik parçaların ve düzeneklerin onarımı sırasında spiral ek parçanın takılması yaygın olarak kullanılmaya başlanmıştır.
Pirinç. 5. Dişli bağlantıları onarma yöntemleri
Polimer malzemeler araba tamirlerinde yaygın olarak kullanılmaktadır. Çok çeşitli olumlu özelliklere sahiptirler:
- iyi sürtünme ve sürtünme önleme özellikleri
- yeterli güç
- yağ, petrol ve suya dayanıklılık
- parçanın şeklini korumak
- belirli bir yüke ve sıcaklığa dayanma yeteneği
- parçaların restorasyonu ve imalatı kolaylığı vb.
Değerli fiziksel ve mekanik özelliklere sahip olan polimer malzemeler, makine tamir ve bakımındaki emek yoğunluğunu %20-30 oranında azaltabilir ve kıt malzemelerin (demir ve demir dışı metaller, kaynak ve yüzey malzemeleri, lehim vb.) tüketimini azaltabilir. %40-50. Polimer malzemelerin dezavantajları arasında servis ömrüne (yaşlanma), nispeten düşük sertliğe, yorulma mukavemetine ve ısı direncine bağlı olarak özelliklerinde meydana gelen değişiklikler yer alır.
Makine onarımında aşağıdaki polimer malzemelerin kullanılması tavsiye edilir: polikaproamid (naylon), polietilen, polistiren, poliamid, cam elyafı, epoksi reçineler, sentetik yapıştırıcılar, sızdırmazlık malzemeleri, anaerobik polimer malzemeler vb. Endüstri, özel ilk yardım çantaları ve polimer setleri üretmektedir. Makine onarımı için malzemeler.
Polimer malzemelerin kullanımı karmaşık ekipman ve yüksek vasıflı çalışanlar gerektirmez. Uzman onarım işletmelerinde, çiftlik atölyelerinde ve sahada mümkündür.
Parçaların restorasyonunda epoksi bileşimlerinin kullanımı
Epoksi reçineler saf hallerinde çok nadir kullanılır. Onarım uygulamasında çok bileşenli sistemler olan epoksi bileşikleri kullanılır. Bileşimin polimerlere göre en önemli avantajı artan sertlik ve mukavemet, boyutsal stabilite, artan darbe mukavemeti, ayarlanabilir sürtünme ve diğer özellikleridir. Ancak tüm bu özelliklerin tek bir bileşimde elde edilmesi mümkün değildir.
Bileşim, epoksi reçineye ek olarak, amaca bağlı olarak plastikleştiriciler, dolgu maddeleri, sertleştiriciler, kürleşmeyi hızlandırıcılar, pigmentler ve diğer bileşenleri içerebilir.
Plastikleştiriciler kırılganlığı ve ani sıcaklık değişimlerine karşı direnci azaltır, ancak termal iletkenliği azaltır. Dibütil ftalat çoğunlukla plastikleştirici olarak kullanılır.
Dolgu maddeleri, fiziksel ve mekanik özellikleri iyileştirmek ve metal ile polimerin doğrusal genleşme katsayılarındaki farklılık nedeniyle ortaya çıkan iç gerilimleri azaltmak için kullanılır. Dolgu maddeleri bağlayıcılar (cam elyafı, kumaşlar) ve toz haline getirilmiş (demir tozu, alüminyum tozu, çimento, talk, grafit vb.) olarak ikiye ayrılır.
Polietilen poliamin genellikle epoksi reçineler için sertleştirici olarak kullanılır.
Epoksi bileşimleri evrensel bir onarım malzemesidir. Çatlakları, boşlukları, delikleri kapatmak, hareketli ve sabit bağlantıları onarmak ve parçaları yapıştırmak için kullanılırlar. Bileşimin bileşimi gerekli özelliklere ve çalışma koşullarına bağlıdır. Restorasyon sırasında burçları, halkaları ve vidaları ek onarım parçaları kullanarak sabitlemek için dolgu maddesi olmayan bir bileşim kullanılır. 100 kısım (ağırlıkça) ED-16 epoksi reçinesi için 10 kısım dibutil ftalat ve 12 kısım polietilen poliamin alın. Çatlakları, delikleri kapatırken ve yatak yuvalarını onarırken, bileşimlere dolgu maddeleri eklenir.
Kompozisyonun hazırlanışı aşağıdaki gibidir. Kaptaki epoksi reçinesi 70-80°C sıcaklığa ısıtılır, gerekli miktar kaba dökülür, plastikleştirici eklenir ve iki bileşenli bileşim karıştırılır. Daha sonra gerekirse, önceden 100-120°C sıcaklıkta 2-3 saat kurutulan dolgu maddesini ekleyin ve bileşimi iyice karıştırın. Sertleştirici, bileşim kullanılmadan önce eklenir.
Hazırlanan kompozisyon 20-25 dakika içerisinde kullanılmalıdır.
Çatlak ve deliklerin kapatılması
Epoksi bileşimleri, burçlar, yatak yuvaları, dişli delikler için deliklerden geçmeyen, uzunluğu 200 mm'yi geçmeyen gövde parçalarındaki çatlakları kapatmak için kullanılır. Çatlağın boyutu belirlendikten sonra kenarları 3 mm çapında matkapla delinir ve çatlak tüm uzunluğu boyunca 60-70° açıyla 2-3 mm derinliğe kadar kesilir (için) duvar kalınlığı 5 mm'den fazla). Et kalınlığı 2 mm'den az ise çatlak kesilmez. Parçanın yüzeyi çatlağın her iki yanından 40 mm mesafede metalik parlaklığa kadar temizlenir ve asetonla yağdan arındırılır. Hazırlanan bileşim yüzeye uygulanarak bir spatula ile sıkıştırılır. Küçük çatlakları (20 mm'ye kadar) kapatmak için dolgusuz bir bileşim kullanın. 20 mm'den uzun delik ve çatlaklara sahip dökme demir parçaları onarırken aşağıdaki bileşimi kullanın. 100 kısım (ağırlıkça) ED-16 reçinesi için 15 kısım dibütil ftalat, 120 kısım demir tozu ve 11 kısım polietilen poliamin alın. Alüminyum alaşımlarından yapılmış gövde parçalarını eski haline getirmek için dolgu maddesi olarak demir tozu yerine alüminyum tozu (25 parça) kullanılır.
Gövde parçalarında veya tanklarda 20-150 mm uzunluğunda bir çatlak, fiberglas veya teknik patiska ile güçlendirilmiş bir epoksi bileşimi ile kapatılır. İlk kumaş kaplaması çatlağı her iki tarafta 20-25 mm, ikincisi ise birincisini 10-15 mm kaplamalıdır. İlk epoksi bileşimi katmanını uyguladıktan sonra, ilk kaplamayı uygulayın ve yerine yuvarlayın. Astarın yüzeyine ince bir bileşim tabakası uygulanır ve yine bir rulo ile yuvarlanan ikinci bir astar uygulanır. Bileşimin bir katmanı tekrar ikinci kaplamaya uygulanır ve sertleşmeye bırakılır.
Pirinç. Çatlakları kapatmak için seçenekler: a - epoksi ile; b - cam elyafı ile güçlendirilmiş epoksi bileşimi; c - epoksi bileşiği ve metal astar.
150 mm'den uzun gövde parçalarındaki çatlaklar, 1,5-2,0 mm kalınlığında çelik sacdan yapılmış bir astar kullanılarak kapatılır. Parçanın temizlenen yüzeyleri, astarı ve vidaları epoksi bileşimi ile kaplanır.
Bileşimin kürlenmesi 18-20°C sıcaklıkta 72 saat süreyle gerçekleştirilir. 12 saat süreyle 20°C sıcaklıkta ve ardından aşağıdaki modlardan birine göre kürlenmesine izin verilir: 40°C - 48 saat. ; 60°C'de" - 24 saat; 80°C'de" - 52 saat; 100 C'de" - 3 saat.
Gövde kısımlarında, radyatör tanklarında ve yakıt depolarında bulunan delikler, epoksi bileşimler kullanılarak üst üste bindirilen yamalar uygulanarak onarılır. Küçük delikler için astar fiberglastan yapılmıştır. İnce duvarlı parçalar çelik sac kaplama uygulanarak onarılır. Gövde parçalarındaki delikler, metal plakaların vidalarla üst üste binmesiyle kapatılmıştır. Çelik kaplama, ek deliklere nüfuz eden bir epoksi bileşiği ile sabitlenebilir.
Montaj deliklerinin restorasyonu
Epoksi bileşimleri, eşleşmedeki boşluk 0,1 mm'yi geçmezse, yatak-yatak, yatak-burç tipinin sabit eşleşen parçalarının onarımı için kullanılır. Bileşimi uygulamadan önce, mahfazadaki ve burçtaki (yatak) deliğin birleşme yüzeyleri temizlenir ve yağdan arındırılır. Kuruduktan sonra, bileşimi (dolgu maddesi olmadan) hazırlanan yüzeylere 0,5 mm'den kalın olmayan bir tabaka halinde uygulayın. 10-15 dakika sonra manşon (yatak) deliğe bastırılır ve kürleme yukarıdaki modlardan birine göre gerçekleştirilir.
Parçaların sentetik yapıştırıcılarla yapıştırılması
Yapıştırma için VS-YUT ve BF, 88N vb. yapıştırıcılar kullanılır. Tutkal VS-YUT, balataların fren balatalarına ve debriyaj disklerine yapıştırılmasında kullanılır. Ayrıca metallerin, cam elyafının ve diğer malzemelerin yapıştırılmasında da kullanılabilir. Kürleme modu: yapıştırılan yüzeylerin presleme basıncı - 0,2-0,4 MPa, sıcaklık - 175-185°C, süre - 1,5-2,0 saat.
Yapıştırıcılar BF-2, BF-4, BF-6 metalleri, ahşabı vb. yapıştırmak için kullanılır.
BF-6 tutkalı daha elastik bağlantılar ürettiğinden keçe, keçe, kumaş ve diğer malzemelerin yapıştırılmasında kullanılır. Yapıştırma modu: basınç - 0,5-1,0 MPa, sıcaklık - 140-160°C, süre - 1,0-1,5 saat. BF-52T yapıştırıcı, VS-YUT yapıştırıcıyla aynı amaçlarla kullanılır.
Kauçuğu ve kauçuğu metale yapıştırmak için 88H tutkal kullanılır.
Yapıştırılacak yüzeyler kir ve eski polimer malzemelerden temizlenir. Metal yüzeyler metalik bir parlaklığa kadar temizlenir ve aseton veya benzinle yağdan arındırılır. Parçaları kuruttuktan sonra yapıştırılacak yüzeylere 0,10-0,15 mm kalınlığında yapıştırıcı sürün ve oda sıcaklığında 10-15 dakika bekletin. Daha sonra ikinci bir kat yapıştırıcı uygulayın ve parçaları kurutun. Kurutmanın sonu “dokunma” ile kontrol edilir. Tutkal tabakasına asetonla temizlenmiş bir lastik blok uygulanır. Yapışmıyorsa yapıştırılacak yüzeyler üst üste konularak özel cihazlarla sıkıştırılır. Parça, aksesuarlarla birlikte ısıl işlem (yapışkan bileşimin sertleşmesi) için özel bir kabine yerleştirilir ve 40 dakika bekletilir. Yapışkan bağlantıdaki artık gerilimleri azaltmak için parçalar kabinle birlikte 80-100°C sıcaklığa, ardından havada 2-3 saat süreyle 20-25°C sıcaklığa soğutulur ve fikstürlerden çıkarılır. .
Bu teknoloji sürtünme balatalarını fren balatalarına ve disklere yapıştırmak için kullanılır.
Uyumların onarılmasında elastomerlerin kullanımı
Rulman ünitelerinin onarımı genellikle orijinal gerilimin yeniden sağlanmasını içerir. Uyumsuzluk, rulmanların preslenmesi ve çıkarılması sırasında yüzey düzensizliklerinin ezilmesinden ve makinenin çalışması sırasında rulman bileziğinin dönmesinden kaynaklanır. Deliklerdeki ve şaftlardaki yatakların yanı sıra 0,06 mm'yi aşmayan aşınmaya sahip burçlar ve dişlilerin yuvalarını eski haline getirmek için GEN-150(B) veya 6F elastomerler kullanılır.
Teknolojik süreç şu işlemleri içerir: çözeltinin hazırlanması, aşınmış yüzeylerin temizlenmesi ve yağdan arındırılması, çözeltinin hazırlanan yüzeylere uygulanması, ısıl işlem ve bileşenlerin montajı. Çözeltiler aşağıdaki tarife göre hazırlanır: bir kısım (ağırlıkça) GEN-150(B) elastomer ve 6,2 kısım aseton; veya 2 kısım 6F elastomer, 5 kısım aseton ve 5 kısım etil asetat.
Elastomer solüsyonu çeker ocakta parçanın yüzeyine fırça yardımıyla uygulanır. Çözümü uygularken katmanların üst üste gelmesine izin verilmez. Bir katmanın film kalınlığı 0,01 mm'dir. Kaplanan parça 20 dakika bekletildikten sonra ısıl işlem için kurutma kabinine alınır. Isıl işlem 120 C sıcaklıkta 30 dakika süreyle gerçekleştirilir. İstenilen kalınlık elde edilene kadar her bir sonraki katman, bir öncekinin ısıl işleminden sonra uygulanır. Montajdan önce elastomer kaplı parçanın yüzeyi grafit yağlayıcı ile yağlanır ve çevreleyen parça 120-140°C sıcaklığa ısıtılır.
yassı ürünler
polimer boşlukları: ekipman
ve Teknoloji
Polimer malzemeleri işlemek için ana yöntemlerden biri, düz (tabaka veya film) boşluklardan ürünleri ısıyla şekillendirme yöntemleridir. Termoform, çeşitli teknolojik yöntemleri birleştirir: vakum, pnömatik, mekanik ve ayrıca ısıtılmış polimer levha veya film boşluklarının diğer bazı kalıplama türleri ve bunların çeşitli kombinasyonları mümkündür.
Termoform işlemlerinin yaygın kullanımı, kullanılan ekipmanın ve teknolojik ekipmanın basitliği, kompaktlığı ve göreceli ucuzluğu ile açıklanmaktadır. Termoform, öncelikle gıda, parfüm, ilaç, kimya, petrol endüstrileri, tek kullanımlık sofra takımları için kap ve ambalajların üretiminde ve ayrıca çeşitli teknik amaçlara sahip bir dizi içi boş polimer üründe kullanılır. Pek çok polimer ürün türü, örneğin karmaşık konfigürasyonlara sahip büyük boyutlu ve ince duvarlı ürünler, yalnızca pnömatik veya vakumlu kalıplama yöntemleri kullanılarak üretilebilir. Yukarıdaki nedenlerin tümü, ısıyla şekillendirme işlemlerinin, polimer malzemelerden ürün üretmeye yönelik diğer alternatif yöntemlerle yeterince rekabet etmesine olanak tanır.
1.TEMEL TERMOFORMASYON YÖNTEMLERİ
Isıyla şekillendirme yöntemlerinin uygulanması oldukça basittir: bir tabaka veya film polimer boşluğu, oldukça elastik bir sıcaklığa kadar ısıtılır ve daha sonra çeşitli şekillerde deforme edilerek, kalıplanmış ürünün soğutulmasıyla sabitlenen gerekli şekil verilir. .
İş parçasını bitmiş ürüne dönüştürme işlemi için itici güç oluşturma yöntemine bağlı olarak, aşağıdaki termoform plastik yöntemleri ayırt edilir: vakum, pnömatik, hidrolik, mekanik, kombine.
Düz bir iş parçasını vakumla şekillendirirken (Şekil 1) 3 termoplastik polimer malzemeden yapılmış, çevresi boyunca bir sıkıştırma çerçevesi ile bir vakum şekillendirme makinesinin çalışma odasına bastırılmıştır 2 , ilk önce bir ısıtma cihazı kullanarak 1 oldukça elastik bir duruma ısıtılır (Şekil 1) A). Daha sonra (Şekil 1 B) iş parçasının yüzeylerinin oluşturduğu boşlukta 3 ve matrisi oluşturan 4 (veya zımba oluşturarak), ortaya çıkan basınç düşüşünden dolayı ortaya çıkan bir vakum oluşturun
Şekil 1. Vakum şekillendirme işleminin uygulama şeması: 1 2 - sıkıştırma çerçevesi;
3
4
- matris oluşturma;
5
- kalıplanmış ürün
ürün kalıplanıyor 5 . Ürünü boyutsal kararlılığının sıcaklığına kadar soğuttuktan sonra, ikincisi, daha önce sıkıştırma çerçevesini açarak şekillendirme aletinden çıkarılır (şekillendirme aletinden çıkarılır). 2 .
Pnömatik kalıplama işlemlerinin uygulanması, vakumlu kalıplamadan yalnızca basınç düşüşünün, çalışma ortamı olarak 2,5 MPa'ya kadar aşırı basınca sahip sıkıştırılmış gaz, genellikle basınçlı hava kullanılarak yaratılmasıyla farklılık gösterir.
Hidrolik kalıplamada çalışma ortamının rolü, 0,15-2,5 MPa basınç altında bir pompa tarafından pompalanan ısıtılmış sıvı tarafından oynanır.
Mekanik kalıplama (mekanotermoforming) (Şekil 2) pnömatik işlemlerden farklıdır
düz ısıtmalı bir iş parçası veren kalıplama 3 bitmiş ürün şekilleri 5 pahasına gerçekleştirilen
metal zımba ile mekanik çizimi 4 .

Şekil 2. Mekanotermoformasyon sürecinin uygulama şeması: 1 - ısıtma cihazı; 2 - sıkıştırma çerçevesi;
3 - düz polimer boş; 4 - zımba oluşturma;
5 - kalıplanmış ürün
Modern üretim teknolojilerinin, örneğin pnömatik vakum, pnömomekanik vb. gibi farklı kalıplama ürünleri yöntemlerinin kombinasyonunu da sağladığı unutulmamalıdır.
Tüm pnömatik ve vakumlu kalıplama türleri arasında üç ana kalıp ayırt edilebilir: pozitif, negatif ve serbest. Pozitif şekillendirmede (zımba üzerinde şekillendirme), ürünün iç yüzeyi şekillendirme aletinin şeklini veya desenini tam olarak yeniden üretir. Negatif kalıplama (bir matris içinde kalıplama), dış yüzeyi matrisin iç yüzeyinin şeklini veya desenini tam olarak yeniden üreten ürünler elde etmeyi mümkün kılar. Serbest şekillendirme, herhangi bir şekillendirme aleti kullanılmadan makinenin pres çerçevesinin kol oyuğunda gerçekleştirilir. Listelenen ana işlemlere ek olarak, düz polimer boşluklardan ürünleri ısıyla şekillendirmek için başka tür teknolojik işlemler de vardır.
2. KULLANILAN EKİPMAN
TERMOPORMING SÜREÇLERİNİN UYGULANMASI
Düz polimer boşluklardan termoform ürünlerine yönelik teknolojik işlemleri uygulayan kalıplama makinelerinin tamamı, aşağıdaki özelliklere göre bölünmüştür: kalıplama yöntemi, kontrol türü, işlenen malzemenin türü, amaç, konum sayısı.
Kalıplama yöntemi, daha önce belirtildiği gibi, ilk işlenmemiş parçanın bitmiş ürüne dönüştürülmesi işlemi için itici kuvvetin yaratılması yöntemiyle belirlenir.
Kalıplama ekipmanının kontrol tipi, plastik kalıplama işleminin otomasyon derecesini belirler. Üç ana kontrol türü vardır: elle çalıştırılan makineler, yarı otomatik makineler ve otomatik makineler.
Küçük ölçekli üretimde elle çalıştırılan makineler kullanılır. Gerekli tüm işlemler (iş parçasının kesilmesi ve sabitlenmesi, ısıtılması, kalıplanması, soğutulması ve ürünün çıkarılması) operatör tarafından gerçekleştirilir.
Yarı otomatik makinelerde iş parçası sıkıştırılarak bitmiş ürün manuel olarak çıkarılır ve geri kalan işlemler (ısıtma, kalıplama, soğutma) önceden belirlenmiş bir programa göre gerçekleştirilir.
Otomatik makineler bir operatörün bulunmasını gerektirmez ve tüm işlemler otomatik olarak gerçekleştirilir.
İşlenen malzemenin türüne (kullanılan düz polimer işlenmemiş parçaların türü) bağlı olarak kalıplama ekipmanı sınıflara ayrılır: ayrı ayrı levha veya film işlenmemiş parçalarıyla çalışan makineler; haddelenmiş malzemeyle çalışan makineler; arabalar,
doğrudan kalenderden veya ekstruderden gelen tabaka veya film ile beslenir. Bireysel düz iş parçalarına sahip besleme makinelerinin, teknolojik döngüye ek bir işlemin dahil edilmesini gerektirdiğine dikkat edilmelidir - iş parçalarının ön kesimi, bu da toplam döngü süresini artırır. Tipik olarak, bireysel iş parçalarının beslenmesi, manuel veya yarı otomatik kontrollü makinelerde gerçekleştirilir.
Haddelenmiş boşluklar, otomatik olarak çalışan şekillendirme ekipmanını besler.
Doğrudan kalenderden veya ekstruderden levha veya filmle beslenen şekillendirme makineleri genellikle otomatik hatların bir parçasıdır. Kalenderden gelen düz bir polimer malzeme parçası kalıplama ekipmanında işlenir ve daha sonraki işlemler için veya bir depoya gönderilir.
Kalıplama makineleri amaçlarına göre evrensel, özel ve kombine olarak ayrılmıştır.
Üniversal makinelerde, küçük partiler halinde, çeşitli ebatlarda geniş bir ürün yelpazesi üretilmektedir. Tek ve çok gözlü kalıpları işlemek ve çeşitli termoplastik malzemeleri işlemek için tasarlanmıştır.
Özel makineler, belirli bir polimer malzemeden yalnızca belirli türde bir ürün üretmek üzere tasarlanmıştır.
Kombine kalıplama makinelerinde orta ve büyük seri ürünler üretilmektedir. Üretilen ürün yelpazesi değiştiğinde ekipman yeniden ayarlanır.
Pozisyon sayısına göre kalıplama makineleri aşağıdaki sınıflara ayrılır: tek pozisyonlu, iki ve üç pozisyonlu, çok pozisyonlu.
Tek istasyonlu ekipmanlarda tüm teknolojik işlemler makinenin aynı bölümünde gerçekleştirilir.
Teknolojik işlemlerin iki veya üç bölüme ayrılması, ürün üretme sürecini hızlandırır ve sırasıyla iki veya üç konumlu makinelerde gerçekleştirilir.
Çok konumlu makinelerde ürün üretiminin tüm teknolojik işlemleri aynı anda gerçekleştirilir. Bu tür ekipmanlar endüstriyel üretimde en uygulanabilir olanıdır ve yüksek verimlilik ile karakterize edilir. Buna karşılık, çok konumlu makineler döner, bantlı ve tamburlu olarak ayrılır.
Döner çok konumlu makine, atlıkarınca prensibini kullanır. İş parçası bir daire içinde hareket eder; sabitleme, ısıtma ve kalıplamadan soğutma ve bitmiş ürünün çıkarılmasına kadar aşamalardan başarıyla geçer.
Bant prensibi genellikle makinenin rulo malzeme ile beslendiği durumlarda kullanılır. Kalıplama makinesinden sonra kalıplanmış ürünleri içeren bant, daha sonraki işlemler için konveyör boyunca daha da ilerler.
Tambur tipi makineler de rulo malzeme kullanır.
Isıyla şekillendirme işlemlerine yönelik şekillendirme ekipmanı genellikle ek cihazlarla donatılmıştır: kenarları düzeltmek, delikleri delmek, delmek, ön gerdirmek vb. için. Bu tür ekipmanlar, polimer kapların ve ambalajların üretimi ve doldurulmasına yönelik teknolojik hatların bir parçası olabilir.
Düz polimer boşluklardan ısıyla şekillendirme ürünlerinin teknolojik işlemlerini uygulamak için kullanılan çeşitli ekipman türlerinin tasarımı ve çalışma prensipleri hakkında daha ayrıntılı bilgi diğer literatür kaynaklarında sunulmaktadır [2-7, 9].
3. ANA TEKNOLOJİK PARAMETRELER
TERMOFORMASYON İŞLEMLERİ
Düz polimer ham parçalardan elde edilen ürünlerin termoform işlemlerini belirleyen ve sonuçta bitmiş ürünün kalitesini etkileyen ana teknolojik parametreler şunlardır: kullanılan ham parçanın sıcaklığı, şekillendirme aletinin sıcaklığı, kalıplama sırasında çalışma basıncı düşüşü, kalıplama hızı kalıplanmış ham malzemenin soğuma hızı, kalıplanmış ürünün geometrisi, kullanılan polimer hammaddelerinin özellikleri, çalışma ortamının özellikleri ve termodinamik parametreleri vb.
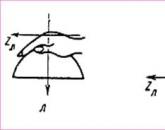
Polimerlerin ürünlere ve parçalara işlenmesi süreçleri her şeyden önce deformasyona dayalı olduğundan, her bir spesifik işleme yöntemi için en uygun sıcaklığın seçimi, özellikleri dikkate alınarak deformasyon davranışının özelliklerine dayanmalıdır. kullanılan malzemelerden. Bu özellikler, amorf bir polimer için tipik bir şekli Şekil 2'de gösterilen termomekanik eğrinin analizinden kolaylıkla elde edilebilir. 3. Verilen termomekanik eğrinin analizi, polimer malzemelerin, deforme olabilmelerinin farklı derecelerini belirleyen üç farklı bölge ile karakterize edildiğini ve

Şek. 3. Amorf bir polimerin termomekanik eğrisi:
TS- cam değişim ısısı; T T- akış sıcaklığı; 1, 2, 3 - sırasıyla polimerin camsı, oldukça elastik ve viskoz gevşeme durumları bölgeleri
polimerlerin çeşitli gevşeme (termomekanik) durumlarına karşılık gelir: camsı, oldukça elastik ve viskoz. Polimerlerin camsı durumu, makromoleküler zincirlerin veya bunların bölümlerinin hareketinin olmaması ile karakterize edilir. Bir malzemedeki termal hareket, yalnızca atomların titreşimleriyle kendini gösterir. Bu koşullar altında bir polimere harici bir yük uygulanması, yalnızca ortalama atomlar arası mesafelerde ve makromoleküler yapısındaki kimyasal bağların bağ açılarında bir değişikliğe yol açabilir. Dolayısıyla bu durumdaki polimerlerin deformasyon davranışı sıradan elastik katılardan farklı değildir ve bu koşullar altında polimerlerde gelişen deformasyonlar elastik olarak tamamen geri dönüşümlüdür.
Bir polimer malzeme, cam geçiş sıcaklığını aşan bir sıcaklığa ısıtılırsa, bir sonraki gevşeme durumuna geçer - polimerin makromoleküler zincirinin ayrı bölümlerinin hareketliliği ortaya çıktığında oldukça elastiktir ve malzeme daha yumuşak ve daha elastik hale gelir . Ancak başka yüz
Yapısında güçlü bir şekilde bulunan supramoleküler oluşumlar, örneğin mikrobloklar, moleküler zincirlerin bir bütün olarak göreceli yer değiştirmesini engeller. Bu durumda polimere harici bir yük uygulanması
İstatistiksel bir bobinden "açılan", yalnızca uygulanan yük yönünde yönlendirilen makromoleküllerin durumunun konfigürasyon entropisinde bir değişikliğe (azalmaya) yol açarken, zincir bağlantılarının termal hareketi harici yüke karşı koyar. . Yük kaldırıldığında zincirler orijinal durumlarına geri döner ve bu nedenle, elastik deformasyon gibi oldukça elastik deformasyon da tamamen tersine çevrilebilir bir deformasyondur, ancak ikincisinden farklı olarak entropik bir yapıya sahiptir.
Polimerin akış sıcaklığı adı verilen belirli bir sıcaklığın üzerine daha fazla ısıtılmasıyla, supramoleküler oluşumlar o kadar kararsız hale gelir ki, kendisine harici bir yük uygulandığında makromolekül zincirlerinin birbirine göre hareket etmesi mümkün hale gelir. İkinci durum, polimer ortamının bu durumda akışını sağlarken, akış deformasyonları geri döndürülemez ve polimerin kendisinin durumuna viskoz akış denir. Viskoz akış gevşeme durumunda polimerlerin deformasyonunun, içlerinde gelişen deformasyonların yalnızca akış deformasyonları olduğu anlamına gelmediğine özellikle dikkat edilmelidir.
Deformasyon modlarına ve kinematiğine bağlı olarak, ikincisinde polimer ortamın reolojik özellikleri, akış deformasyonlarının yanı sıra, belirli bir seviyede oldukça elastik deformasyonlar da gelişir.
Tüm termoform işlemleri, yüzeyi serbest durumda olan iş parçasının ısıtılması aşamasını içerdiğinden, iş parçasının bu teknolojik aşamada yerçekimi kuvvetlerinin etkisi altında kuvvetli bir şekilde deforme olma fırsatına sahip olmaması için, polimer oldukça elastik bir duruma ulaşır. İş parçasının viskoz akış durumuna ısıtılması, oldukça hızlı yerçekimsel gerilmesine (sarkmasına) ve sonuç olarak ürün kalıplama aşamasının uygulanmasının imkansızlığına yol açar. Öte yandan, kalıplanmış iş parçasının sıcaklığı, polimerin camsı ve oldukça elastik durumlarının sınırına yakın olmamalıdır, çünkü bu durumda ürün kalıplanırken eksik kalıplanması mümkündür. Bu nedenle, kalıplanmış polimer iş parçasının çalışma sıcaklığı, termoform işlemlerinin uygulanmasını belirleyen ana teknolojik parametrelerden biridir. Tablo 1, endüstride düz işlenmemiş parçalardan polimer ürünlerinin ısıyla şekillendirilmesinin gerçekleştirildiği yaklaşık sıcaklık koşullarını göstermektedir.
Ek olarak, iş parçalarının ısıtılması işleminin kendisinin uygulanmasının önemine de dikkat edilmelidir. Öncelikle bu süreç oldukça uzun ve yaklaşık olarak sürüyor.
Toplam ürün kalıplama çevrim süresinin %50-80'i. İkinci olarak iş parçaları, herhangi bir zamanda yüzeylerinin tüm noktalarındaki sıcaklık aynı olacak şekilde ısıtılmalıdır. Düzensiz ısıtma, bir ürüne kalıplanması sırasında iş parçasının eşit olmayan deformasyonuna ve ikincisinin yüzeyinde kıvrımların oluşmasına yol açar. Düzensiz ısınma sonucunda iş parçasının yüzeyinde ayrı ayrı aşırı ısınmış alanlar oluşabilir ve kalıplama sırasında bu alanlarda iş parçasında kopma meydana gelebilir.
Şekillendirme aletinin sıcaklığı, kalıplanmış ürünün soğutma işlemini etkiler. Açıkçası, polimerin cam geçiş sıcaklığının altında olması gerekir, aksi takdirde iş parçasında yeterli soğutma meydana gelmeyecek ve ürün şeklini kaybedebilir. Şekillendirme takımının sıcaklığı ne kadar düşük olursa soğutmanın o kadar hızlı olacağı ve şekillendirme ekipmanının üretkenliğinin de o kadar yüksek olacağı da açıktır.
tablo 1
Ancak şekillendirme aletinin çok düşük sıcaklığında, kalıplanmış ürünün yüzeyinde hipotermi noktaları belirir ve bükülme eğilimi artar.
Ürünlerin pnömatik kalıplama yöntemleriyle, bu işlemlerin uygulanması için gerekli basınç düşüşünün mevcut değerleri, zamana göre belirlenen ürünün kalıplanma (şekillendirme) hızı ve basıncı gibi teknolojik parametreler çalışma boşluğuna akan sıkıştırılmış gaz birbiriyle ilişkilidir.
Ürünün kalıplanması sırasında oluşan mevcut çalışma basıncı farkı, polimer malzemenin elastik özellikleri, ilk iş parçasının duvar kalınlığı ve ayrıca ürüne kalıplanması sırasında gelişen elastik deformasyonlar tarafından belirlenir. "Sert" polimer malzemelerin veya nispeten büyük kalınlığa sahip başlangıç boşluklarının kullanılması, ürünün yeterli şekilde kalıplanmasını sağlamak için nispeten büyük basınç düşüşlerinin yaratılmasını gerektirir.
"Yumuşak" malzeme veya ince duvarlı iş parçalarında yüksek oranda deformasyon oluşturmak, kalıplama işlemi sırasında ikincisinin mekanik olarak tahrip olmasına (kopmasına) yol açabilir.
Pnömoformasyon işlemleri uygulanırken, yüzeylerinden en az biri düz bir iş parçasının yüzeyi olan ve kaynak gaz orada bulunan kapalı bir çalışma boşluğuna çalışma (sıkıştırılmış) gazlı bir ortam sağlanır; genel durumda, kaynak gazlı ortamla aynı olmamalıdır. Uygulamada kural olarak kaynak ve çalışma gazı ortamları aynıdır.
Yukarıdakilere dayanarak, ürün oluşum süresinin yalnızca genel olarak işlenen malzemenin özelliklerine, orijinal iş parçasının geometrik parametrelerine ve çalışma basıncı düşüşüne bağlı olan çalışma basıncı düşüşüyle belirlenmediğini anlamak kolaydır. kalıplanmış ürün, kullanılan gazlı ortamın termodinamik parametreleri, ayrıca kullanılan ekipmanın ve pnömatik iletişim sistemlerinin bazı tasarım parametreleri. Ürünü şekillendirmek için izin verilen maksimum süre, iş parçasının deformasyonu sırasında soğutulmasıyla belirlenir: iş parçasının sıcaklığının, ürünü şekillendirmenin imkansız hale geleceği bir seviyeye düşecek zamanı olmamalıdır. Bir ürünün oluşturulması için gereken minimum süre, malzemenin kopmasının meydana gelebileceği iş parçasının mümkün olan maksimum deformasyon oranları ile belirlenir.
Vakumlu şekillendirme işlemleri uygulanırken (Şekil 1), burada bulunan gazlı ortam, hareketli bir tabla üzerine yerleştirilmiş şekillendirme ekipmanına sahip bir vakumlu şekillendirme makinesinin kapalı çalışma odasından boşaltılır, böylece dış ve iç yüzeyler arasında bir basınç farkı oluşturulur. düz iş parçasının.
Ortaya çıkan itici kuvvetin etkisi altında deforme olan ikincisi, ürün şekillendirme işleminin uygulanmasını sağlayan şekillendirme aletinin şekillendirme yüzeyleri (matrisler, zımbalar vb.) ile temasa geçer. Pnömoformasyonda olduğu gibi, vakumlu şekillendirme sırasında iş parçalarının deformasyon hızı, ürünün oluşma zamanına bağlıdır.
İlk olarak, vakumlu şekillendirme ekipmanının her durumda, kalıplama işlemi sırasında çalışma odasında oluşturulan vakumun (ve dolayısıyla basınç düşüşünün) stabil bir şekilde tutulmasını sağlayamadığı belirtilmelidir. Oluşturulan vakumun istikrarlı bir şekilde tutulmasının, yalnızca gazın çalışma odasından boşaltıldığı alıcının hacminin orijinal hacmini en az sekiz kat aştığı durumlarda mümkün olduğu bilinmektedir.
İkincisi, doğal (atmosferik) koşullar altında, vakumlu kalıplama işleminin uygulanması için belirtilen koşul karşılanmazsa, o zaman bir kombine pnömatik kalıplama vakum yöntemine başvurmak gerekir; ekipmanın çalışma odasında ve iş parçasının dış yüzeyinin üzerinde başlangıçtaki aşırı basınç.
Yukarıdakiler göz önüne alındığında, üretimlerinin vakum yöntemini kullanarak düz boşluklardan ürün oluşturmanın teknolojik süresinin yalnızca işlenmiş polimer malzemelerin özelliklerine, boşlukların ve kalıplanmış ürünlerin geometrik parametrelerine bağlı olmadığını anlamak zor değildir. kullanılan, gaz çalışma ortamının termodinamik parametreleridir, ancak aynı zamanda kullanılan ekipmanın ve şekillendirme aletinin bazı tasarım parametreleri tarafından da önemli ölçüde belirlenir.
Mekanotermoformasyon işlemleri uygulanırken (Şekil 2), ürünün şekillendirilme süresi (ve dolayısıyla iş parçasının deformasyon hızı), şekillendirme aletinin hareket hızı ile belirlenir. 4 ikincisinin optimal seçimi daha önce tartışılan diğer kalıplama yöntemlerinin karakteristik özelliği olan aynı problemlerle belirlenir.
Daha önce belirtildiği gibi, kalıplanmış ürünlerin bilinen bir sıcaklık aralığında soğuma sürelerine göre belirlenen soğuma hızı, malzemedeki artık gerilimlerin büyüklüğünü etkiler. Kalıplanmış ürünün nispeten hızlı soğutulması, üretimin döngü süresini azaltır, ancak malzemedeki artık gerilimlerin "donmasına" yol açar, bunun sonucunda ürün, çalışma sırasında düşük boyutsal stabiliteye sahip olur. Nispeten yavaş soğutmayla artık gerilimler kısmen gevşer, ürünün boyutsal stabilitesi artar, ancak aynı zamanda ürünün üretim çevrim süresi de artar.
Polimer malzemelerin nispeten düşük ısı iletkenliğine sahip olduğu bilinmektedir. Bu nedenle, kalıplanmış ürünlerin soğutma verimliliği önemli ölçüde soğutulmuş polimer malzemeden soğutma ortamına ısı transferinin pratik koşullarına bağlıdır.
Ürünün soğuma süresi önemli ölçüde duvar kalınlığının ortalama integral değerine bağlıdır. İkinci konsept, düz boşlukların onlardan ürünlerin oluşumu sırasında deformasyonunun, kalıplanmış ürünlerin kalınlıkta çok belirgin bir farklılığa (duvar kalınlığının heterojenliği) sahip olmasının bir sonucu olarak önemli bir heterojenlik ile karakterize edilmesi nedeniyle ortaya atılmıştır. Polimer ürünlerin kalınlıklarındaki farklılıklar, bunların sunumunu ve mukavemet, sertlik, buhar ve gaz geçirimsizliği gibi önemli performans özelliklerini kötüleştirir. Kalıplanmış ürünlerin kalınlığındaki değişiklik pratikte işlenmiş polimerlerin özelliklerine bağlı değildir, ancak önemli ölçüde uygulanan kalıplama yöntemine ve ürünlerin geometrisine bağlıdır.
Bir veya başka bir ürün türünün üretimi için teknolojik veya çalışma döngüsünün süresi, her şeyden önce, uygulanan şekillendirme yöntemine, kullanılan ekipmana bağlıdır ve çok çeşitli unsurları içerebilir.
Ekipman alım satımına ilişkin ilanlar şu adreste görüntülenebilir:
Polimer markalarının avantajlarını ve özelliklerini şu adreste tartışabilirsiniz:
Şirketinizi Kurumsal Dizine kaydedin
Modern otomotiv endüstrisi, arabaların ağırlığını azaltmayı, üretimlerindeki emek yoğunluğunu, malzeme tüketimini azaltmayı, güvenilirliği ve güvenliği artırmayı, konforu artırmayı ve rekabet gücünü artırmayı mümkün kılan polimer malzemelerin yaygın kullanımı olmadan düşünülemez. Sıradan ve özel otomobil üreten en başarılı firmalar arasında özellikle gelişmiş sanayi ülkelerinde otomobillerde polimer malzemelerin kullanımı sürekli artıyor.
Saf formdaki poliüretanlar, polivinil klorürler, polipropilenler, polietilenler ve diğer polimerlerin yanı sıra bileşimler halinde ve fiberglas, karbon fiber, organoplastik ve bazalt plastikler gibi polimer kompozit malzemeler (PCM'ler) gövdelerde, yükte kullanılır. Rulman sistemleri, aktarma elemanları, yürüyen aksamlar ve enerji santralinde. İncirde. Şekil 1, modern bir otomobilin tasarımında takviyesiz ve güçlendirilmiş polimer malzemelerin kullanım olanaklarını göstermektedir.
PCM'ler, arabaların yüklü elemanlarında (gövde panelleri, kabinler ve mahfazalar, süspansiyon sistemlerinin elastik elemanları, kardan milleri, tekerlek jantları ve diğerleri) yaygın olarak kullanılmaktadır. Ülkemizde uzun yıllardan beri PCM elemanlı çok dingilli tekerlekli arazi araçları üretilmekte olup, bunların içinde kullanılan PCM parça sayısı ve ağırlığı bakımından dünyada eşi benzeri yoktur. Tekerlekli Araçlar Dairesi bunların oluşturulmasında aktif rol aldı. İncirde. Şekil 2, kabini, motor bölmesi ve PCM'den yapılmış kuyruğu olan seri tekerlekli araç ZIL-BAZ-135'i göstermektedir ve 3 - PCM'den yapılmış (dünyada ilk kez) yük taşıyan (çerçevesiz) gövdeli yüzer tekerlekli araç ZIL-1E5P. PCM'den çok sayıda nesne (gövde, gövde, çerçeve, kabin, yaylar, yakıt depoları, tekerlek jantları vb.) oluşturma deneyimi, PCM'nin tekerlekli araçlarda kullanımının geniş olanaklarını göstermektedir. Bu çalışmaların liderleri Profesör V.S. ve bu ders kitabının yazarları.
1 - kapı camı; 2 - dış ayna; 3 - takviye kemer kirişi; 4 - kapı; 5 - iç kapı paneli; 6 - başlık; 7 - iç ayna; c - ön cam sileceği; 9 - şeffaf havalandırma kapağı kapağı; 10- çatı; 11.51 - spoiler; 12 - bagaj kapağı; 13 - kaporta; 14 - arka lambalar; 15, 18 - arka gövde panelinin parçaları; 16, 52 - tamponlar; 17, 25, 47 - korozyon önleyici astarlar; 19, 58 - kanatlar; 20 - yakıt deposu; 21 - süspansiyon yayı; 22 - süspansiyon amortisörü; 23 - kir geçirmez önlük; 24 - koltuk başlığı; 26 - koltuk arkası; 28 - koltuk minderi; 30 - gösterge paneli; 31 - direksiyon kolonu kasası; 32 - direksiyon simidi; 33 - kat tünel kasası; 34 - kardan mili borusu; 35 - hidrolik tahrik silindirleri; 36 - kapı menteşesi; 37 - debriyaj ve vites kutusu mahfazası; 38 - süspansiyon yayı; 39 - lastik; 40 - tekerlek diski; 41 - dekoratif kapak; 42 - korozyon önleyici kanat astarı; 43 - ön tekerlek tahrik mili; 44 - bağımsız tekerlek süspansiyon kolu; 45 - viraj denge çubuğu; 46 - tampon amortisörü; 48 - sis lambası; 49 - far; 50 - far camı; 53 - ön gövde paneli; 54 - gaz dağıtım mekanizması tahriki; 55 - daha düşük eksantrik miline sahip motor iticileri; 56 - pil yuvası ve kapağı; 57 - hava filtresi muhafazası; 59 - emme manifoldu; 60 - bağlantı çubukları; 61 - genleşme tankı; 62 - yıkayıcı haznesi
Bileşimlerindeki tükenmez çeşitlilik olasılığı, polimer ve dolgu maddelerinin çeşitliliği ve bunların modifikasyon ve karşılıklı dağıtım yöntemleri nedeniyle PCM'lere olan ilgi son derece yüksektir. Fiziksel ve mekanik özelliklerin aralıkları genellikle çeşitli büyüklük sıralarında ölçülür; bu, PCM takviyeli plastiklerin (AP) ana grubunda bile gözlemlenir:
Yoğunluk p, kg-m" 3 ................................................... ...................................................................... 900'den itibaren 2200'e kadar
Çekme mukavemeti MPa 1'den 1000'e kadar
Çekme elastikiyet modülü, GPa.................. 0,01'den 1000'e
Poisson oranı v.................................................. ......................................0,15'ten 0,5'e
Spesifik darbe mukavemeti................................ 2,5'tan 500'e
Çalışma sıcaklığı °C.................................................. ..... ..-270'den 400'e
Isı iletkenlik katsayısı...... 0,8'den 1000'e kadar
Spesifik hacimsel elektrik direnci.... 10~ 2'den 10'a 19
Dielektrik sabiti................................................ ...2'den 10'a kadar
Dielektrik kayıp tanjantı.................................................. ..... ..1'den 1000'e kadar
Sertlik HB, MPa.................................................. ..... ....................................10'dan 500'e kadar
AM'den ürünler yaratmanın temel prensibi, ürün üzerindeki dış etki faktörlerine (yükleme türü, yük seviyesi, sıcaklığın etkisi, nem ve diğer faktörler). Bir AM ile ilgili olarak "tasarım" kavramının kullanılmasını meşru kılan şey, bileşenleri özellikler, etkileşimler ve dağıtım modelleri açısından değiştirerek her seferinde bir AM yaratma (inşa etme) yeteneğidir.
Bu tür bir tasarım ile parça ve montaj birimlerinin geleneksel tasarımı arasındaki temel fark, AM yaratıcılarının, malzemelerin mikromekaniğinde kabul edilen kavram ve miktarlarla çalışmak zorunda olmalarıdır. Bu seviyenin bileşenleri, takviye edici dolgu maddeleri, matrisin mikron bağlayıcı katmanları, ara yüzey alanları ve gözenekler, çatlaklar ve yabancı parçalar şeklinde çıplak gözle görülemeyen kalıntılardır.
Öğretici, AM kullanarak tekerlekli araçların yüklü yapısal elemanlarını oluşturmaya yönelik temel hükümleri özetlemektedir.
Kompozit malzemeler
Temel kavramlar ve tanımlar
Sentetik polimerlere dayanan kompozit malzemeler arasında lider konum AP tarafından işgal edilmektedir.
PCM biliminde (teorik sistemleştirme, genel yasaların türetilmesi, matematiksel tanımlama) hala kesin bir tanım yoktur.
Basınçsız döküm aynı zamanda polimerizasyon reaksiyonunun mekanizması ile de ayırt edilir: radikal, iyonik veya koordinasyon iyonik. Her şey kullanılan monomerin tipine, aktif bölgenin doğasına ve zincir yayılma mekanizmasına bağlıdır. Bu yöntemin pratik zorlukları, polimerizasyon karışımlarının, aktif polimerizasyon merkezlerini tahrip eden çeşitli maddelerin önemsiz safsızlıklarına karşı duyarlılığıdır.
Bu yöntemle işlenen en umut verici malzemeler arasında poliamidler, polikrilatlar, selüloz eterler, alil bileşiklerinin polimerleri vb. yer alır.
Soğuk polimerizasyon için bileşimleri karıştırırken, monomerin bir kısmı içinde çözünmüş aktivatörün bir kısmı dahil edilir, bu da ürünlerin harici ısı temini olmadan sertleşmesini sağlar. Bundan sonra polimer parçacıklarının şişmesi ve çözünmesi, monomerin polimerizasyonu ve ürünün kalıplanması işlemleri doğrudan kalıpta gerçekleşir.
Kalıp malzemesi seçerken polimerizasyon işleminin koşulları (soğuk veya sıcak polimerizasyon) büyük önem taşımaktadır. Sıcak polimerizasyonu (140 °C) gerçekleştirmek için alüminyum alaşımlarından yapılmış kalıplar kullanılır; soğuk polimerizasyon (80 °C) için kalıplar plastik, alçı, çimento, cam levha, kontrplak ve kartondan yapılır. Küçük seri ve seri üretilen ürünlerin imalatında, çalışma yüzeylerinin zorunlu krom kaplanması ve parlatılmasıyla çelik veya bakır alaşımlarından yapılmış kalıplar kullanılır. Plastik kalıpların özel bir özelliği, sert veya elastik (sert bir çitle) olabilmeleridir.
Karmaşık konfigürasyonlara sahip ürünlerin üretilmesine yönelik kalıplar, katlanabilir (seri üretimde) veya tek kullanımlık (tekli üretimde) entegre hale getirilir.
Polimer malzemelerin üretimine yönelik teknolojik işlemlerin özellikleri, bileşimlerine ve amaçlarına bağlıdır. Temel teknolojik faktörler, çeşitli ekipmanların kullanıldığı ürünleri oluşturan belirli sıcaklık ve güç faktörleridir. Temel olarak üretim, polimer bileşimlerinin hazırlanması, dozajlanması ve hazırlanmasından oluşur ve bunlar daha sonra ürün haline getirilir ve bunların fiziksel ve mekanik özelliklerinin, boyutlarının ve şekillerinin stabilizasyonu sağlanır.
Plastik işlemenin temel yöntemleri: haddeleme, perdahlama, ekstrüzyon, presleme, döküm, kaplama, emdirme, dökme, püskürtme, kaynak, yapıştırma vb.
Bileşimleri karıştırmak, homojenliği arttırma işlemidir
bazen parçacıkların ilave dağılımıyla birlikte tüm bileşenlerin polimerin hacmi boyunca dağılımı. Karıştırma periyodik veya sürekli olabilir. Mikserlerin tasarımı ve çalışma şekli, karıştırılan malzemelerin türüne (gevşek veya macunsu) bağlıdır.
Haddeleme, plastiğin dönen silindirler arasındaki boşlukta kalıplandığı bir işlemdir (Şekil 14.2). İşlenmiş kütle (2), silindirler (1 ve 3) arasındaki boşluktan birkaç kez geçirilir, eşit şekilde karıştırılır, ardından bir ruloya aktarılır ve bir bıçakla (4) kesilir. Sürekli silindirlerde, kütle yalnızca boşluktan geçmekle kalmaz, aynı zamanda hareket eder. boyunca ve işlemin sonunda dar, sürekli bir şerit şeklinde bir bıçakla kesilir.
Haddeleme, homojen bir kütle elde etmek için plastik bileşenleri uygun şekilde karıştırmanıza izin verirken, polimer, kural olarak, öğütme sırasında sıcaklığın artması nedeniyle viskoz akışlı bir duruma aktarılır. Kütle tekrar tekrar silindirlerden geçirildiğinde, plastikleşme meydana gelir, yani polimerin plastikleştirici ile hızlandırılmış karşılıklı nüfuz etme yoluyla birleşimi meydana gelir. Silindirler, plastik bileşenleri taşlamanıza ve ezmenize olanak sağlar. Bu, ruloların farklı çevresel hızlarda dönebilmesi nedeniyle boşlukta hareket ederken malzemelerin sıkıştırılması, ezilmesi ve aşındırılmasıyla sağlanır.
Son yüzey bitirme ve kalibrasyon için kullanılan merdanelerin pürüzsüz, cilalı bir yüzeye sahip olması gerekir. Yaptığı işin niteliğine göre silindirler periyodik veya sürekli olabilir ve sıcaklık kontrol yöntemine göre ısıtılabilir (buhar veya elektrik) ve soğutulabilir (su).
Perdahlama, yumuşatılmış bir polimer karışımından, silindirler arasındaki boşluktan bir kez geçirilen, belirli bir kalınlık ve genişlikte sonsuz bir bant oluşturma işlemidir.
Kalender tasarımları esas olarak işlenen kütlenin türüne (kauçuk bileşikleri veya termoplastikler) bağlı olarak değişiklik gösterir. Kalender silindirleri yüksek kaliteli döküm demirden yapılmıştır. Rulonun çalışma yüzeyi taşlanır ve ayna görünümüne kadar parlatılır. Rulolar, iç merkezi boşluk ve çevresel kanallar yoluyla buharla ısıtılır.
Kural olarak kalenderleme, tek bir üretim hattında haddeleme ile birlikte gerçekleştirilir.
Ekstrüzyon, ısıtılmış bir kütlenin bir ağızlık (şekillendirme deliği) içinden bastırılmasıyla plastik ürünlere belirli bir profil kazandırıldığı bir işlemdir. Ekstrüzyon yöntemi, profil (kalıplanmış) yapı ürünleri, borular, levhalar, filmler, linolyum, köpük yalıtımı ve daha birçok şeyin üretilmesi için kullanılır. Ekstrüzyonla üretilen ürünlerin kesit boyutları geniş bir aralıkta yer almaktadır: boru çapı 05-250 mm, levha ve film genişliği 0,3-1,5 m, kalınlık 0,1-4 mm. Ekstrüzyon makineleri aynı zamanda bileşimleri karıştırmak ve plastikleri granüle etmek için de kullanılır. İki tip ekstrüzyon makinesi kullanılır: bir veya daha fazla vidalı vida makineleri ve şırınga makineleri. En yaygın olanı vidalı veya sonsuz ekstrüderlerdir (Şekil 14.4). Makinenin çalışma kısmı, kütleyi karıştıran ve onu profilleme kafası (mandrel) boyunca hareket ettiren bir vidadır (sonsuz vida). Kütle granül, boncuk veya toz halinde makineye beslenir. Birkaç bölgeye kurulan ısıtıcılardan gelen ısı nedeniyle malzemenin yumuşaması meydana gelir.
Isıtma J
Pirinç. 14.4. Ekstrüzyon makinesinin çalışma şeması:
1 - yükleme haznesi; 2 - burgu; 3 - kafa; 4 - nozulun kalibre edilmesi; 5 - çekme cihazı; b - mandrel; 7 - filtre
ŞEKİL * BİRLEŞTİRME FORMATI
Pirinç. 14.5. Damgalama şeması (sıkıştırma kalıplama): a) pres malzemesinin yüklenmesi; 6) kalıbın kapatılması ve preslenmesi; c) ürünü dışarı itmek; 1 - basın malzemesi; 2 - ısıtılmış kalıp matrisi; 3 - ısıtılmış zımba; 4 - kaydırıcıya basın; 5 - elektrikli ısıtıcı; 6 - ürün; 7 - ejektör
Presleme, ısıtılmış hidrolik preslerde ürünlerin kalıplanması için bir yöntemdir. Sac malzemelerin, levhaların ve panellerin imalatında kalıplarda kalıplama (Şekil 14.5) - pres tozlarından ürünlerin imalatında ve çok katlı preslerde düz presleme - arasında bir ayrım yapılır. Presleme öncelikle ısıyla sertleşen polimer bileşimlerinin (fenoplastlar, aminoplastlar vb.) işlenmesinde kullanılır.
İnşaat sac malzemelerinin ve panellerinin preslenmesi için, ısıtılmış su veya buharla ısıtılan, 10 ila 50 ton kuvvete sahip çok katlı hidrolik presler kullanılır. Çok katlı preslerde presleme aşağıdaki işlemlerden oluşur:
prese yükleme, plakaları kapatma, basınç altında ısıl işlem, basıncı boşaltma, boşaltma. Düz presleme yöntemi, yonga levhalar, kağıt laminatlar, tek-stolitler, ahşap laminatlar ve üç katmanlı yapıştırılmış paneller oluşturmak için kullanılır. Kalıplar, sıhhi ve elektrikli ekipmanlara yönelik parçalar, yerleşik ekipmanların bitirilmesine yönelik parçalar, pencere ve kapı bağlantı parçaları, inşaat makineleri ve mekanizmalarına yönelik parçalar üretmek için kullanılır.
Köpükleme, gözenekli ses yalıtımlı ve elastik sızdırmazlık plastikleri üretme yöntemidir. Plastiklerin gözenekli yapısı, bileşenler arasındaki reaksiyon sırasında veya özel katkı maddelerinin (poroforların) ısınmadan ayrışması sırasında açığa çıkan gazların etkisi altında sıvı veya viskoz bileşimlerin köpürtülmesi sonucu elde edilir. Maddelerin köpürtülmesi - gaz halindeki ve kolayca buharlaşan maddelerin polimer içinde enjeksiyonu veya çözünmesiyle köpük stabilizatörleri.
Köpüklenme, kapalı bir hacimde basınç altında veya basınçsız olabileceği gibi açık formda veya bir yapının yüzeyinde de meydana gelebilir.
Kaplama, çözelti, dispersiyon veya eriyik formundaki plastik bir kütlenin bir tabana (kağıt, kumaş, keçe) uygulandığı, tesviye edildiği, dekoratif olarak işlendiği ve sabitlendiği bir işlemdir. Bir örnek, kaplanmış linolyum, pavinol, linkrust vb. olabilir. Uygulanan kütle, katmanın kalınlığını ve girinti derecesini düzenleyen özel bir silecek bıçağıyla dengelenir. Tipik olarak taban hareket eder ancak düzleştirici bıçağı hareket etmez; Sadece eğimi ve açıklığı ayarlanabilir. Uygulanan ve düzleştirilen kütle genellikle yumuşatılması ve tabana daha iyi yapışması için bir ısıl işlem aşamasına tabi tutulur.
Emdirme, bazın (kumaş, kağıt, lifler) bir emprenye çözeltisine batırılmasından ve ardından kurutulmasından oluşur. Bu işlem dikey ve yatay tip emprenye makinelerinde gerçekleştirilir. Emdirme yöntemi, yapışkan filmler (bakalit), dekoratif filmler (üre-melamin) ve ayrıca daha sonra tektolitlerin elde edildiği cam, asbest ve pamuklu kumaş bazlı paneller üretmek için kullanılır.
Döküm, plastik kütlenin metal bir bant veya tambur üzerine ince bir tabaka halinde yayıldığı ve sertleştikten sonra ince bir film halinde uzaklaştırıldığı bir işlemdir. Bu işlem genellikle solventlerin buharlaşmasıyla ilişkilidir. Bu şekilde örneğin şeffaf selüloz asetat filmleri elde edilir.
Döküm. İki tür döküm vardır: kalıplarda basit ve basınçlı. Basit dökümde, sıvı bir bileşim veya eriyik kalıplara dökülür ve polimerizasyon reaksiyonları, polikondensasyon veya soğutma nedeniyle katılaştırılır. Örnekler arasında termosetlerden yer karolarının dökümü, organik cam üretimi ve polimetil metakrilattan dekoratif ürünler yer alıyor. Basit döküm sırasında eriyiğin soğutulmasıyla poliamidlerden (polikaprolaktam) bazı basit ürünler elde edilir.
Termoplastik ürünlerin imalatında enjeksiyon kalıplama kullanılmaktadır. Polimer, enjeksiyonlu kalıplama makinesinin ısıtma silindirinde (Şekil 14.6) viskoz akışlı bir duruma ısıtılır ve suyla soğutulan bölünmüş bir kalıba bir pistonla enjekte edilir.
Eriyiğin enjekte edildiği basınç 20 MPa'ya ulaşabilir. Bu şekilde ürünler polistiren, selüloz eterler, polietilen ve poliamidlerden yapılır. Enjeksiyon kalıplama, hızlı çevrim süresiyle karakterize edilir ve bu tip işleme operasyonları otomatikleştirilir.
Kalıplama, levha, film ve boru şeklindeki plastik boşlukların, onlara daha karmaşık bir şekil vermek ve bitmiş ürünler elde etmek amacıyla işlenmesini ifade eder. Kalıplama esas olarak ısıtma yoluyla gerçekleştirilir. Sac kalıplamanın ana yöntemleri damgalama, pnömatik kalıplama ve vakumlu kalıplamayı içerir (Şekil 14.7).
Pirinç. 14.7. Vakum oluşturma şeması: a) negatif form; b) pozitif biçim; c) iş parçasının bir zımba ile ön çizimi; d) iş parçasının ön pnömatik çekilmesi; I-1II - kalıplama pozisyonları; 1 - boş; 2 - negatif biçim; 3 - ayakta durmak; 4 - sıkıştırma çerçevesi; 5 - yumruk; 6 - pozitif form; 7 - şekillendirme odası
Damgalama sırasında levhalardan boşluklar kesilir, ısıtılır, kalıp ile zımba arasındaki kalıba yerleştirilir ve 1 MPa'ya kadar basınç altında sıkıştırılır. Bu sayede kanalizasyon sistemlerinin parçaları vinil plastikten, endüstriyel binaların kaplamaları için ışık başlıkları pleksiglastan ve bina yapıları için profil parçaları textollerden yapılmaktadır.
Pnömatik kalıplamada levha, matrisin konturu boyunca sabitlenir ve hafifçe sarkıncaya kadar ısıtılır. Daha sonra 7-8 MPa'ya sıkıştırılmış ısıtılmış hava, tabakayı matrisin yüzeyine bastırır. Bu yöntemin bir varyasyonu serbest üflemedir. Bu sayede poliakrilatlardan yapılmış ışık davlumbazları, konteynerler, halkalar, havalandırma sistemi parçaları ve polivinil klorürden kimyasallara dayanıklı ekipmanlar üretilmektedir.
Vakumlu şekillendirmede, içi boş bir kalıbın çevresi boyunca bir levha sabitlenir, ısıtılır ve boşlukta bir vakum oluşturulur. Atmosfer basıncının etkisi altında levha kalıbın yüzeyine bastırılır. Bu şekilde sıhhi ekipmanın parçaları darbeye dayanıklı polistiren, poliakrilatlar ve vinil polimerlerden yapılır.
Püskürtme, toz halindeki polimerlerin, eritildiğinde yapışan ve soğutulduğunda dayanıklı bir kaplama filmi oluşturan bir yüzeye uygulanmasına yönelik bir yöntemdir. Gaz-alev, vorteks ve akışkan püskürtme vardır. Gaz alevi püskürtme ile alevin içinden geçen polimer tozu (polietilen, poliamid, polivinil butirol) erir ve yüzeye damlalar halinde düşerek yapışır ve gerekli kalınlıkta bir katman oluşturur.
Belirli bir şekle sahip ürünler elde etmek için plastik iş parçalarını bağlamak için kaynak ve yapıştırma kullanılır. Kaynak, termoplastik plastikleri (polietilen, polivinil klorür, poliizobütilen vb.) birleştirmek için kullanılır. Birleştirilen uçların ısıtılması yöntemine bağlı olarak, hava (ısıtılmış hava), yüksek frekans, ultrasonik, radyasyon ve temas kaynağı arasında bir ayrım yapılır.
Yapıştırma hem termoplastik hem de termoset plastikleri birleştirmek için kullanılır. En basit durumda, termoplastik plastiklere yönelik yapıştırıcı, sıkıştırıldığında parçaların bitişik uçlarının şişmesine ve birbirine yapışmasına neden olan organik bir çözücü olabilir. Daha sıklıkla özel yapıştırıcılar kullanılır. Üretim koşullarına ve gerekli birleştirme hızına bağlı olarak soğuk ve sıcak kürlenen yapıştırıcılar kullanılır.



Popüler
- Ekonomik terimler ve kavramlar sözlüğü Ekonomideki ana terimler
- Yarı zamanlı ve kombinasyon
- Yatırımlarla ilgili dersler - dosya Yatırımlarla ilgili dersler
- Trafik kurallarına uygun stand malzemesi
- OKVED tıbbi faaliyetleri
- Finansal hizmet Finansal hizmetler sağlayan şirket nedir?
- Çamaşır yıkama operatörü için iş tanımı
- Planlandığı gibi tatile gitmenize izin vermiyorlar - yolunuza nasıl nazikçe çıkacağınıza dair talimatlar
- "İşgücü Piyasası" raporunun sunumu
- “Rusya'da Köylü Sorunu (eski çağlardan - 19. yüzyılın ortaları)” konulu tarih sunumu ücretsiz indir