Nove tehnologije v proizvodnji valja. Sodobne tehnologije za proizvodnjo valjanih izdelkov ter oblikovanje strukture in lastnosti
Znani so številni vplivi na strukturo jekla:
- doping - sprememba strukture;
- mikrolegiranje - vpliv na procese rasti zrn, prekristalizacije; disperzijsko utrjevanje itd.;
- vnos v kovino delcev, ki spreminjajo procese nastajanja strukture (na primer titanovih oksidov);
- vpliv na proces kristalizacije (hlajenje, mehka redukcija itd.);
- toplotni in deformacijski učinki na kovino v trdnem stanju.
Ta material se ukvarja predvsem z učinki toplotne deformacije na jeklo v trdnem stanju, ob upoštevanju potrebnih sprememb v njegovi kemični sestavi.
Prva od uporabljenih tehnoloških shem za proizvodnjo valjane kovine za električno varjene cevi je bilo vroče valjanje, po katerem ima jeklo grobo strukturo in nizko raven lastnosti. Za izhod iz te situacije je bila uporabljena toplotna obdelava (normalizacija ali utrjevanje, ki ji sledi visoko kaljenje).
Normalizacija ne zagotavlja širokega razpona lastnosti cevnih jekel (predvsem kombinacije trdnosti, hladne odpornosti in varljivosti). Kot rezultat metalurških raziskav so bile oblikovane številne ideje o sestavi jekel: jekla s karbonitridno utrjenostjo (na primer 16G2AF) in jekla, kaljena na zraku do martenzita (na primer 12Kh2G2NM) itd.
Kaljenje in kaljenje je že dvojna toplotna obdelava, ki je povezana z visokimi stroški in nizko produktivnostjo. Poleg tega je za povečanje kaljivosti potrebno dodatno legiranje (torej zvišanje stroškov jekla).
Utrjevanje velikih valjanih izdelkov je zelo zapleten proces, saj je povezan z reševanjem problemov nehomogenega hlajenja in upogibanja kovine. Mimogrede, Chelyabinsk Profit http://cheliab-profit.ru/ prodaja podobne izdelke.
Eksperimenti z režimi vročega valjanja so privedli do oblikovanja kontroliranega valjanja, katerega najpomembnejši rezultat je rafiniranje zrn. Ideja KP se je razvijala več desetletij, kar je privedlo do oblikovanja različnih tehnoloških shem in ustreznih jeklenih kompozicij.
Razvoj tehnologije pospešenega hlajenja valjanih izdelkov z nadzorom faznih transformacij je močno povečal možnosti termomehanskega valjanja v smislu trdnosti, žilavosti, izpolnjevanja posebnih zahtev, sortimenta in namena valjanih izdelkov.
Počasno hlajenje valjanih izdelkov je omogočilo odstranjevanje difuzijsko gibljivega vodika iz valjanih izdelkov, razbremenitev napetosti ter izboljšanje njegove kontinuitete in duktilnosti. Zdi se, da je to zadnja stopnja tehnologije in vse tehnološke operacije, od ogrevanja za valjanje do hlajenja na skoraj sobno temperaturo, so urejene z vidika optimizacije oblikovanja konstrukcije.
Strokovnjaki JFE Steel Corporation (Japonska) so predlagali še eno od možnih tehnoloških dejanj (med zaključkom pospešenega hlajenja in začetkom počasnega hlajenja), segrevanjem valjanih izdelkov v toku (tehnologija HOP - toplotna obdelava on-line proces) .
Posledično še niso izčrpane vse možnosti in lahko se pojavijo nove ideje.
25.11.2019
Les - izdelki, ki se pridobivajo iz hlodov z vzdolžnim žaganjem. Deli, ki so pridobljeni v prvi fazi proizvodnje, po potrebi še naprej...
25.11.2019
Vsak sodoben človek se mora prej ali slej odločiti, kam postaviti računalniško mizo. Ocenimo prosti prostor v stanovanju in gremo naprej - izberite model, ...
25.11.2019
Vprašanje, kam postaviti preproge v stanovanju, ni nič manj pomembno kot možnost izbire prave preproge. Ta članek vam bo povedal, kako to storiti....
25.11.2019
V vsaki industriji, kjer se proizvajajo tekoči ali viskozni izdelki: farmacevtski izdelki, kozmetika, hrana in kemikalije – povsod ...
25.11.2019
Do danes je ogrevanje ogledal nova možnost, ki vam omogoča, da po vodnih postopkih ohranite čisto površino ogledala pred vročo paro. Zahvale gredo...
25.11.2019
Črtna koda je grafični simbol, ki prikazuje izmenjavo črnih in belih črt ali drugih geometrijskih oblik. Uporablja se kot del označevanja ...
25.11.2019
Mnogi lastniki podeželskih stanovanjskih posestev, ki želijo ustvariti najbolj udobno vzdušje v svojem domu, razmišljajo o tem, kako pravilno izbrati kurišče za kamin, ...
25.11.2019
Tako v amaterski kot profesionalni gradnji so profilne cevi zelo priljubljene. Z njihovo pomočjo gradijo, ki lahko prenesejo velike obremenitve ...
25.11.2019
Tudi za popolne začetnike, če obiščete uradno spletno stran, bo takoj postalo jasno, da je tukaj vse preprosto nasičeno z navdušenjem, vzdušje je popolnoma naklonjeno igri ....
Izhodni material za proizvodnjo valjanih izdelkov so ingoti, vliti v kalupe - za mline za gredice, in za gotove valjane mline - blome, plošče in gredice, valjane in kontinuirano ulite.
Pri uporabi ingotov tehnološka shema valjanja predvideva naslednje postopke: segrevanje ingotov, valjanje na blooming ali ploščo, odrezovanje koncev valjanega izdelka in razrezovanje na razrezane dolžine. Nadalje se plošče in veliki blumi pošiljajo v gotove valjane, del bloma pa v kontinuirne mline (CWM), kjer se uporabljajo za proizvodnjo manjših gredic za mline z majhnim presekom in žično mlino.
Pri uporabi kontinuirno ulitih gredic (bloomov, plošč) se po segrevanju ali predgrevanju dovajajo neposredno v končne valjane mline, mimo postopkov slepitve.
Ingoti so ulivani iz jekel, ki jih delimo po številnih značilnostih: po kemični sestavi, po proizvodnem načinu, po strukturi, po namenu, po stopnji deoksidacije. Med njimi imajo največji delež ogljikova jekla običajne kakovosti (GOST 380), visokokakovostna ogljikova jekla (GOST 1050) in nizko legirana konstrukcijska jekla (GOST 5058).
Priprava surovin za valjanje je sestavljena iz odstranjevanja površinskih napak in segrevanja. Odstranjevanje površinskih napak - ujetosti, razpok, nekovinskih vključkov itd., Je zelo dolgotrajna operacija. V starih delavnicah je na njej zaposlenih do 70 % delavcev. Izvaja se z rezilnim orodjem, čiščenje z abrazivnimi kolesi, čiščenje ognja, luščenje stroja itd.
Ogrevanje kovine pred valjanjem se izvaja v grelnih vrtinah, metodičnih pečeh in pečeh s podstavnim ognjiščem. Glavni namen segrevanja kovine je povečati njeno duktilnost in zmanjšati njeno odpornost na deformacije. Ogrevanje pa ima lahko tudi neželene posledice – nastanek vodnega kamna, razogljičenje površinskih plasti, pregrevanje in izgorevanje kovine. In če se je zadnjim trem mogoče izogniti z opazovanjem določenih načinov, potem je v normalnih pogojih nastajanje lestvice neizogibno in vodi do izgube 1-2% kovine ali več, pa tudi do poslabšanja kakovosti površine.
Temperaturo segrevanja kovine določa temperaturni režim valjanja - temperatura začetka (t n) in konca valjanja (t k). Običajno se temperatura t n vzame 150-200 0 C pod solidusno črto diagrama stanja železo-ogljikovih zlitin, tako da temperatura t k leži v območju enofaznega gama železa, t.j. v temperaturnem območju nad transformacijsko črto. Običajno za nizko in srednje ogljikova jekla t n = 1250 ... 1280 0 C, za visokoogljična t n = 1050 ... 1150 0 C in t do 950 ... 1050 0 C.
V zadnjih letih, da bi prihranili energijo in materialne vire, izboljšali kakovost valjanih izdelkov, preidejo na nizkotemperaturno ogrevanje in valjanje.
9.1 Tehnologija proizvodnje polproizvodov.
Polizdelki vključujejo cvetove s prerezom 240…350 mm, gredice 50…240 mm, plošče debeline do 350 mm in širine do 2500 mm. Polizdelki se proizvajajo na klešče, pločnikih in gredicah. Enocelično cvetenje je najpogostejše. Glede na premer zvitkov jih delimo na majhne (Æ 850 ... 1000 mm), srednje (Æ 1050 ... 1170 mm) in velike (Æ 1200 ... 1500 mm).
Blooming lahko zvije tako cvetove kot plošče, medtem ko plošče lahko zvijejo le plošče.
Majhni mlini za cvetenje se večinoma uporabljajo kot stojala za vijačenje gredic in mlinov za tirnice in tramove.
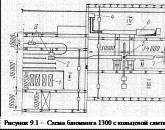
Na sl. 9.1. predstavljena je shema cvetenja 1300. Nahaja se v štirih razponih - peč (I), taborna ali glavna (II), strojna (III), odpadna (IV) in nastavna (V). Ingote iz odseka za odstranjevanje jekla v jeklarni dostavijo na železniških peronih do peči, ingote vrelega jekla v očiščenem stanju, ingote mirnega jekla v kalupih v stanju, ki je spodkopano od žlebov in brez donosnih razširitev.
 Ingote vlagamo v ogrevalne vrtine (1) z mostnim dvigalom - regenerativnega ali rekuperacijskega tipa. Zaradi številnih pomanjkljivosti, ki so značilne za regenerativne vrtine (neposreden stik plamena z ingotom, neenakomerno segrevanje, pomanjkanje reprezentativne točke za nadzor temperature v celici itd.), se pogosteje uporabljajo vrtine regenerativnega tipa.
Ingote vlagamo v ogrevalne vrtine (1) z mostnim dvigalom - regenerativnega ali rekuperacijskega tipa. Zaradi številnih pomanjkljivosti, ki so značilne za regenerativne vrtine (neposreden stik plamena z ingotom, neenakomerno segrevanje, pomanjkanje reprezentativne točke za nadzor temperature v celici itd.), se pogosteje uporabljajo vrtine regenerativnega tipa.
Do 90 % ingotov se v vročem stanju da v vrtine, kar zmanjša čas segrevanja ingotov za približno polovico in s tem porabo goriva ter izgubo kovine v lestvici.
 Glede na temperaturo ločimo ingote vročega, toplega in hladnega prileganja s temperaturo nad 800 0 C, od 400 do 800 0 C in pod 400 0 C.
Glede na temperaturo ločimo ingote vročega, toplega in hladnega prileganja s temperaturo nad 800 0 C, od 400 do 800 0 C in pod 400 0 C.
Iz vrtin se segreti ingoti z dvigalom za klešče nalagajo na nosilec ingotov tipa shuttle ali obroča (3). Shuttle stroji imajo omejeno pretočnost in so ozko grlo v tehnološki verigi, zlasti pri dobavi ingotov iz nadaljnjih celic. Zato so bolj prednostni nosilci obročastih ingotov. Na obroču so nameščeni do 3…4 vozički, ki se premikajo s hitrostjo do 6 m/s.
S stranskim potiskom (2) iz nosilca ingotov se ingoti potisnejo na vrtljivo ploščo, nato na sprejemno valjčno mizo in po njej prenesejo v zadnji razpon do bloominga (5), kjer se zvijejo v blome ali plošče.
Glavna značilnost bloominga je možnost dviga zgornjega zvitka med prehodi na višino do 1500 mm in obračanja zvitkov, kar zagotavlja valjanje ingotov v smeri naprej in nazaj, dokler ne dobimo zvitkov določenih dimenzij. Za kalibracijo cvetočih zvitkov se uporablja sistem škatlastih merilnikov z zaporedno ali simetrično razporeditvijo meril (slika 9.2-a, b).
Kotalna sila na stroju za cvetenje doseže 18 MN, kotalni moment je do 5 MNm. Zvitke poganja en motor skozi zobniško kletko ali posamezno za vsak zvitek. Skupna moč motorjev je do 12 tisoč kW.
Prenos zvitka iz kalibra v kaliber vzdolž osi zvitkov izvajajo manipulatorji. V liniji sprednjega manipulatorja je na strani pogona nameščen kaveljski nagib. Za bloomom je stroj za čiščenje ognja (7) in dalje - škarje (8). Na stroju za čiščenje požara (MOZ) se odstranijo površinske napake. Glede na površino in globino odstranjevanja je izguba kovine do 3%.
Na škarjah se sprednji in zadnji konec zvitka odstranita in razrežemo na dolžino. Tukaj so na sprednjem koncu vsakega cveta in plošče z žigom odtisnjeni podatki o ingotu. Obrezovanje glave in dna izpod škarij se s poševnim transporterjem (9) prenaša na odpadni razpon na železniške perone.
Ročne škarje zagotavljajo rezalno silo do 16 MN in število rezov do 12 na minuto.
Iz škarij se del cvetov po valjčni mizi (10) pošlje v mlin za neprekinjene gredice (CWM), drugi del in plošče po transporterju (11) pa na prilagajanje za hlajenje in popravilo.
Zmogljivost cvetenja 1150 je 3...4 milijone ton/leto, cvetenja 1300 pa do 6 milijonov ton/leto (s sajenjem).
 Plošče so po sestavi in razporeditvi opreme v marsičem podobne bloomingom. Glavna razlika pri oblaganju je prisotnost, poleg vodoravnih zvitkov, še para navpičnih, ki se nahajajo pred ali za stojalom. Poleg tega zvitki plošč niso kalibrirani, ampak gladki.
Plošče so po sestavi in razporeditvi opreme v marsičem podobne bloomingom. Glavna razlika pri oblaganju je prisotnost, poleg vodoravnih zvitkov, še para navpičnih, ki se nahajajo pred ali za stojalom. Poleg tega zvitki plošč niso kalibrirani, ampak gladki.
Na cvetenju ni ekonomsko izvedljivo valjati gredice majhnega prereza. Zato je običajno za cvetom navarovalna postaja za neželezove, na kateri se brez ogrevanja valjajo gredice iz cvetov. Na sl. 9.3 prikazuje diagram NZS 900/700/500. Mlin je sestavljen iz treh skupin in zagotavlja izdelavo kvadratnih surovcev s stranico preseka 240, 190 in 150 mm iz druge skupine ter 120, 100 in 80 mm iz tretje.
Skozi dovodno valjčno mizo (1) pridejo cvetovi v rotacijsko napravo za usmerjanje zvitka z zdravim koncem naprej, iz nje pa v prvo skupino dveh stojal (3) z zvitki premera 900 mm. Druga skupina šestih stojal - dva z zvitki s premerom 900 mm (5) in štiri - po 700 mm (6,7). Da bi se izognili nagibanju zvitka med stojali, so zvitki obeh stojal 700 razporejeni navpično (6). Pred skupino je nameščen naklon (4).
Iz druge skupine se zvitke s prečnim prerezom 150 mm in več s schlepperji prenesejo na obvodno valjčno mizo (8) in nato na škarje s spodnjim rezom s silo 10 MN.
Za pridobitev surovcev z manjšim prečnim prerezom se zvitki uvrstijo v tretjo skupino šestih stojal s premerom valja 500 mm, od tega tri z navpičnimi (11) in tri z vodoravnimi zvitki (12). Za odstranitev sprednjega dela in nagiba (10) so pred skupino nameščene nihalne škarje (9).
V prvih tribunah se običajno uporablja sistem škatlastih merilnikov, v naslednjih tribunah je romb kvadrat.
Za tretjo skupino so nameščene leteče škarje (13) s silo 1,5 MN. Po rezanju se obdelovanci dovajajo v zlagalno mizo (19) in nato v hladilnik (21).
Učinkovitost CW običajno ustreza zmogljivosti cvetoče rastline, za katero je nameščen.
Poleg NZS za proizvodnjo surovcev se uporabljajo tudi rezalni mlini linearnega tipa in z zaporedno razporeditvijo stojal.
9.2 Tehnologija proizvodnje valjanih izdelkov na tirnicah in mlinih za tramove
Ponudba mlinov za tirnice in tramove vključuje železniške tirnice težke od 38 do 75 kg/r.m., tramvajske in žerjavne tirnice, I-trame in kanale nad št. 24, enakostranične in neenake kote, zetoidne, okrogle in kvadratne profile velikih velikosti itd. .
Kot primer si oglejmo proizvodno tehnologijo najbolj kritičnega in kompleksnega profila - železniške tirnice na mlinu 800.
Mlin je linearnega tipa, stojala so razporejena v dveh vrstah (slika 7.12). V prvem je 900 dvojno reverzno stiskalno stojalo (mali blooming), v drugem pa tri stojala 800 - trio za grobo in predfinišno obdelavo ter končni duo z ločenim pogonom. Gredice s prečnim prerezom 300´340 mm segrevamo v metodičnih pečeh na temperaturo 1180-1200 0 C. V stojnici za stiskanje se valjanje izvaja v škatlah in tri-štiri kalibrih T, v ostalih pa - v kalibrih šivov (slika 9.4).
Tirnica, dolga približno 75 m, zapusti zaključno stojalo s temperaturo 900 0 .
S krožnimi žagami se zvitek razreže na standardno dolžino 12,5 ali 25 m, pri čemer se upošteva toplotno krčenje in dodatek za obdelavo koncev.
 Za kompenzacijo toplotnega upogibanja, ko je tirnica ohlajena na glavo, jo predhodno upognemo na podplat in v tej obliki ohladimo v hladilniku na temperaturo približno 600 0 C. Nato počasno hlajenje (obdelava proti kosmičem) v jamice, na temperaturo 150 ... 200 0 C 7 ... 8 ur.
Za kompenzacijo toplotnega upogibanja, ko je tirnica ohlajena na glavo, jo predhodno upognemo na podplat in v tej obliki ohladimo v hladilniku na temperaturo približno 600 0 C. Nato počasno hlajenje (obdelava proti kosmičem) v jamice, na temperaturo 150 ... 200 0 C 7 ... 8 ur.
Ohlajene tirnice ravnamo v strojih za ravnanje z valji (RPM), dodatno pa se konci tirnic ravnajo na stiskalnicah. Po tem se konci tirnic rezkajo na standardno velikost in izvrtajo luknje za vijake. Prisotnost napak na tirnicah se spremlja z ultrazvočnim testiranjem.
Sledi toplotna obdelava tirnic - normalizacija v kontinuirnih pečeh ali utrjevanje tirne glave (ogrevanje HDTV na 1000 0 C in hlajenje z mešanico zrak-voda). Končno ravnanje tirnic se izvede na RPM v stoječem položaju in pod pritiskom koncev tirnic v položaju na strani.
Prevzem tirnic izvaja Sektor za kontrolo kakovosti in inšpektorji Ministrstva za železnice. Nadzirajo kemično sestavo in strukturo tirničnega jekla, njegovo trdnost in plastične lastnosti, udarno trdnost, lomljenje vzorcev, polnoprofilne tirnice pod naglavnim okvirjem itd.
Valjanje tramov, kanalov in drugih profilov poteka po isti tehnološki shemi z nekaterimi poenostavitvami: širše temperaturno območje za ogrevanje gredice (1200 ... 1280 0 C), ni predhodnega upogibanja zvitka pred hladilnikom. in počasno hlajenje, manj končne obdelave in kontrole kakovosti profilov.
9.3 Valjanje velikih, srednjih, majhnih profilov in žične palice.
Velik razred se valja na sodobnih mlinih z zaporedno razporeditvijo stojal (slika 7.15), redkeje na mlinih linearnega tipa, podobnih mlinom za tirnice in tramove.
Izhodni material so blumi in surovci, valjani in neprekinjeno ulivani, kvadratnega preseka s stranico do 310 mm. Ogrevani v metodičnih pečeh s končno nalogo in izdajanjem obdelovancev vzdolž valjčne mize, vstopijo v neprekinjeno skupino (eno ali dve) več izmeničnih stojal z vodoravno in navpično razporeditvijo zvitkov. Nato zvitke s schlepperji prenesejo v drugo linijo, kjer poteka valjanje v nasprotni smeri v skupini več zaporedno razporejenih stojal. Razdalja med sosednjimi stojali presega dolžino zvitkov, kar odpravlja potrebo po izpolnjevanju pogoja konstantnosti drugih količin kovine. Zato je mogoče na takšnih mlinčkih valjati profile kompleksne oblike.
Po drugi liniji se pelete s schlepperji prenašajo v tretjo linijo, od koder iz zaključnega stojala na vroče rezalne žage in nato v hladilnik. Končni valjani izdelki se na hladnih žagah razrežejo na dolžine, poravnajo v RPM, odstranijo površinske napake in zapakirajo za odpremo v skladišče končnih izdelkov.
Vse stojnice mlina imajo individualni pogon. Vsaka skupinska in samostojna stojala so opremljena z naklonom.
Produktivnost takšnih mlinov doseže 2 milijona ton/leto.
Srednje in male sorte se valjajo na neprekinjenih in polkontinuiranih vrstah mlinov z zaporedno razporeditvijo stojal. Tehnološka shema je podobna kot pri valjanju velikega razreda.
Žična palica se proizvaja na sodobnih žičnih kontinuirnih mlini. Ogrevani surovci pred mlinom so od konca do konca zvarjeni v neskončen bič. V neprekinjeni skupini osnutka (ena ali dve) se valjanje izvaja v štirih niti. Nato se tok razdeli na dve vmesni neprekinjeni skupini stojal (po dve niti za vsako), za njimi pa se ponovno razdeli na štiri niti, ki jih zvijemo v bloke zaključnih stojal - dva ali tri zvitke.
Da bi zagotovili enakomerno hlajenje jeklene palice, jo na izhodu iz zaključnih blokov intenzivno ohladijo in položijo v kolobarje na gibljiv transporter z nadzorovanim hlajenjem, nato pa se položijo v kolute, težke do 2 tone, nato pa se kolobarji stisnejo. , vezano in poslano v skladišče končnih izdelkov.
Stojala skupin za grobo obdelavo imajo lahko skupni ali posamezen pogon, pa tudi bloke zaključnih stojal. Hitrost valjanja na takih mlini doseže 120 m / s, produktivnost - do 1 milijon ton / leto.
Zasilne leteče škarje so nameščene v vlečnih skupinah in po zaključnih blokih - za rezanje na dano maso upora.
9.4 Tehnologija izdelave pločevine
9.4.1 Proizvodnja vroče valjanih plošč in trakov. Debele pločevine valjajo v specializiranih obratih za debele plošče (TLS) in širokopasovnih vročih valjarnih (SHSGP). Listi z debelino od 5 do 160 mm ali več se valjajo po listih pri TLS, trakovi debeline do 20 mm se valjajo v ShSGP, čemur sledi rezanje na liste.
Uporabljajo se predvsem dvo- in tristoječi TLS z zaporedno razporeditvijo stojal, na primer mlin 3600 MK Azovstal. Kot surovci se uporabljajo neprekinjeno lite in valjane plošče debeline do 350 mm in teže do 16 ton, za posebej debele pločevine in plošče pa ingote do 30 ton ali več. Plošče segrevajo v metodnih pečeh, ingote pa v ogrevalnih vodnjakih ali pečeh s podstavnim ognjiščem.
Prvo stojalo z navpičnimi ali vodoravnimi zvitki se uporablja kot razbijalo lestvice. Drugo stojalo je osnutek duo ali quarto, pogosteje univerzalnega tipa, pri katerem je širina razčlenjena in plošča zmanjšana po debelini.
Po drugem stojalu se zlasti debele pločevine in plošče s prenosnim vozičkom pošljejo v oddelek za toplotno obdelavo in dodelavo. Za pridobitev listov manjše debeline se zvitke valjajo v končnem kvartu, kar predstavlja približno 25 % celotnega zmanjšanja.
Odstranjevanje vodnega kamna s površine listov na vseh stojnicah se izvaja s pomočjo hidravličnih udarcev z vodnim tlakom do 17 MPa. Stojala so opremljena z manipulatorji na sprednji in zadnji strani ter kotalnimi mizami s stožčastimi valji za obračanje plošč.
S končnega stojala zvitki vstopijo v stroj za utrjevanje valjev in nato na hlajenje in dodelavo. Razrezane so na liste določenih dimenzij, ki se popravijo v vrtljajih, podvržene ultrazvočnemu, vizualnemu in drugim vrstam nadzora. Za izboljšanje servisnih lastnosti so plošče podvržene toplotni obdelavi (normalizacija, utrjevanje itd.).
Zmogljivost TLS je več kot 1 milijon ton/leto.
 Vroče valjani trakovi, vključno z debelimi, se valjajo na neprekinjenem ali polkontinuiranem SHGP. Zaradi večje produktivnosti in visokih tehničnih in ekonomskih kazalnikov v primerjavi s TLS proizvedejo do 90 % jeklene pločevine.
Vroče valjani trakovi, vključno z debelimi, se valjajo na neprekinjenem ali polkontinuiranem SHGP. Zaradi večje produktivnosti in visokih tehničnih in ekonomskih kazalnikov v primerjavi s TLS proizvedejo do 90 % jeklene pločevine.
Pri ShSGP se plošče uporabljajo kot surovci, ki se segrevajo v neprekinjenih pečeh (1, slika 9.5). Ogrete plošče se skozi valjčno mizo (2) dovajajo v lomilnik grobega skale (3) z vodoravno ali navpično razporeditvijo valjev in nato v ekspanzijsko stojalo (4), nakar se včasih namesti stiskalnica (5) za zmanjšanje širina plošče.
Po tem plošče vstopijo v grobo skupino zaporedno nameščenih stojal (6, 7, 8), praviloma univerzalnega tipa quarto, nato pa v zaključno neprekinjeno skupino stojal - quarto (11…16). Pred njim so nameščene leteče škarje za obrezovanje čelnega konca (9) in lomilec zaključne lestvice (10). Odstranjevanje vodnega kamna s površine zvitkov se izvaja s pomočjo hidravličnih mlatilnic.
Po zaključni skupini stojal se trakovi intenzivno ohlajajo v tuš napravah in na navijalcih zvijajo v zvitek.
Rezanje trakov na liste določenih dimenzij se izvaja na vzdolžnih in prečnih rezalnih enotah. Del trakov v kolobarjih gre v obrate za hladno valjanje (CHP).
Polkontinuirane SHSHP so kombinacija TLS kot skupine za grobo obdelavo in neprekinjene zaključne skupine stojal. Debele pločevine se izdajajo iz skupine osnutka, iz končne skupine pa debele in tanke trakove, zvite v zvitek.
9.4.2 Proizvodnja hladno valjane jeklene pločevine. Na ShSGP izdelujejo trakove z debelino 0,8 mm ali več. Medtem pa mnogi izdelki zahtevajo liste manjše debeline. Poleg tega imajo vroče valjane pločevine površino, ki ni primerna za izdelavo sprednjih delov izdelkov. Zato se koluti vroče valjanih trakov pošljejo v SPTE za nadaljnje valjanje.
Tehnologija predvideva naslednje operacije: luženje, valjanje, čiščenje površine, žarjenje, temperno valjanje, končna obdelava.
 Jedkanje trakov se izvaja, da se z njihove površine odstrani mlinski kamen. Za to uporabite enote za neprekinjeno luženje (NTA) z žveplovo ali klorovodikovo kislino (slika 9.6). Na giljotinskih škarjah (4) odrežite zadnji konec prejšnjega traku in sprednji konec naslednjega ter ju zavarite v neprekinjen trak na stroju za sočelno varjenje (5). Spoj se očisti na orodju za odstranjevanje iglic (6). Te operacije se izvajajo na fiksnem pasu. Za zagotavljanje kontinuitete procesa luženja je predviden zančni akumulator (8), iz katerega trak neprekinjeno vstopa v dekapirne kopeli (10).
Jedkanje trakov se izvaja, da se z njihove površine odstrani mlinski kamen. Za to uporabite enote za neprekinjeno luženje (NTA) z žveplovo ali klorovodikovo kislino (slika 9.6). Na giljotinskih škarjah (4) odrežite zadnji konec prejšnjega traku in sprednji konec naslednjega ter ju zavarite v neprekinjen trak na stroju za sočelno varjenje (5). Spoj se očisti na orodju za odstranjevanje iglic (6). Te operacije se izvajajo na fiksnem pasu. Za zagotavljanje kontinuitete procesa luženja je predviden zančni akumulator (8), iz katerega trak neprekinjeno vstopa v dekapirne kopeli (10).
V pralni kopeli (11) se ostanki kislinskih raztopin sperejo s površine trakov in posušijo v komori (13). Stranski robovi trakov se razrežejo na kolutne škarje (14), nato se na škarjah prečnega rezanja (15) odstranijo mesta njihovega sočelnega varjenja in ponovno navijejo v zvitke na navijalcu (16).
Hladno valjanje trakov se izvaja na enostojnih (štiri- ali večvalnih) mlinčkih v obratnem načinu valjanja v več prehodih ali na večstojeh od tuljave do tuljave. Med postopkom valjanja se v zvitke intenzivno dovaja rezalna tekočina (hladilno sredstvo) - mešanica emulsola z vodo.
Na večstoječih mlinih se valjajo pločevinasto pločevino in tanki trakovi debeline 0,14 mm, na enostojnih večvaljnih mlinčkih pa najtanjši trak z debelino do 0,002 mm.
Za odstranitev utrjevanja kovino žarimo v zvonastih pečeh (zvitkih) ali v enotah za neprekinjeno žarjenje (trakovi) pri temperaturi okoli 900 0 C. Predhodno odstranimo ostanke emulzije in različne onesnaževalce s površine trakov v elektrolitski čistilne enote.
Da bi povečali žigosanje, so listi podvrženi usposabljanju z valjanjem z rahlim zmanjšanjem - 1 ... 2%.
V postopku dodelave se trakovi razrežejo na liste določenih dimenzij na rezalnih in prečnih rezalnih enotah, izravnajo, nanesejo zaščitne in/ali dekorativne premaze itd.
Poleg metode valjanja je CCP v zadnjih letih začel uvajati principe neskončnega valjanja in končne obdelave v neprekinjenih enotah za luženje, valjanje, površinsko čiščenje, žarjenje in prehajanje kože.
Obstaja prehod na novo kvalitativno stopnjo razvoja. To je posledica številnih dejavnikov: od ustvarjanja, implementacije in razvoja naprednih tehnologij, tudi v jeklarstvu, do spremembe samega koncepta v zvezi s proizvodnjo valjanja. Eden najpomembnejših dejavnikov tega razvoja v valjarski industriji je zmožnost absolutnega nadzora nad temperaturno-deformacijskim procesom med valjanjem na zadnji generaciji mlinov. Ta trend je najbolj izrazit v valjarnih, namenjenih za proizvodnjo žične palice in majhnih sort. Poskusimo oceniti razloge za to ob upoštevanju priložnosti, ki jih ponuja uporaba novih pristopov v tehnologiji valjanja jeklene palice. V procesu vročega valjanja poteka visokotemperaturna termomehanska obdelava kovin (TMT). Vendar pa TMT praviloma ne razumemo le kot fizično bistvo procesa, temveč tudi kot namenski kompleksen učinek na strukturo kovinske zlitine z nizom operacij deformacije, segrevanja in hlajenja, ki je posledica iz katerega se oblikuje končna struktura kovinske zlitine in posledično njene lastnosti. Obstaja veliko število vrst termomehanske obdelave jekla. Lahko jih razdelimo v naslednje skupine:
- Načini termomehanske obdelave, pri katerih se deformacija izvaja v avstenitnem stanju. V to skupino spadajo najbolj znane in raziskane metode utrjevanja: visokotemperaturna termomehanska obdelava (HTMT) in nizkotemperaturna termomehanska obdelava (LTMT).
- Termomehanska obdelava z deformacijo med transformacijo prehlajenega avstenita.
Načini termomehanske obdelave, povezani z deformacijo, izvedeno po preoblikovanju avstenita v martenzit ali bainit. Primer takšne obdelave je metoda utrjevanja, povezana z deformacijskim staranjem martenzita. Za utrjevanje jekla se lahko uporabljajo različne kombinacije načinov termomehanske obdelave, na primer HTMT z LTMT, HTMT z deformacijskim staranjem martenzita itd. Termomehanska obdelava je največkrat končna operacija pri izdelavi delov. Lahko pa se uporablja tudi kot predhodna operacija, ki zagotavlja nastanek ugodne strukture med končno toplotno obdelavo, vključno z martenzitnim gašenjem in kaljenjem. Tradicionalno se pri obravnavanju problema doseganja zahtevanih lastnosti v končnem izdelku iz kovinske zlitine uporablja vpliv kemičnih elementov na lastnosti kovine in toplotno obdelavo. Hkrati je nastajanje strukture med segrevanjem, predvsem pa med valjanjem, dolgo časa ostalo "črna skrinjica". Toda prav ti procesi vplivajo na nastanek strukture v končnem izdelku. V praksi so tehnologi pridobivali potrebne mehanske lastnosti, v končnih valjanih izdelkih so bili pri izdelavi jekel uporabljeni le takšni mehanizmi, kot sta legiranje in toplotna obdelava. Kot primer naj navedemo slabosti uporabe tradicionalnih metod za izdelavo gotovih valjanih izdelkov iz navadnih jekel. V tem razredu jekel je struktura sestavljena iz ferita z znano majhno frakcijo perlita. Če želite pridobiti manj kovinsko intenzivne konstrukcije in jeklene izdelke s povečano zanesljivostjo pri nizkih proizvodnih stroških, se pojavi problem povečanja trdnosti valjanih izdelkov, pridobljenih v vroče valjanem stanju. Če se za povečanje trdnosti uporabi le povečanje deleža perlita s povečanjem vsebnosti ogljika, je ta možnost omejena, saj se s povečanjem trdnosti zaradi povečanja vsebnosti ogljika poveča duktilnost, žilavost in varivost jekla. močno zmanjša, kar vodi do zavrnitve tega valjanega izdelka, saj je poleg trdnosti pri valjanju potrebno zagotoviti tudi zgornje lastnosti kovine. Proizvodnja valjanih izdelkov iz visoko legiranih jekel vodi do močnega povečanja stroškov končnih izdelkov zaradi visoke cene legirnih elementov in poslabšanja obdelovalnosti obdelave (dodatno čiščenje itd.). Dodatna toplotna obdelava po valjanju, kot je kaljenje + kaljenje, vam omogoča, da povečate trdnost in plastične lastnosti jekla, vendar je ta učinek mogoče doseči le pri nizko legiranih jeklah. Hkrati se povečujejo tudi stroški končnih jeklenih izdelkov. Prvi korak pri izkoriščanju posebnega stanja vroče valjanega jekla, pridobljenega v procesu deformacije, je bila uporaba pospešenega hlajenja po valjanju, predvsem uporaba vodnega hlajenja. Uporaba te tehnologije neposredno v valjarnih linijah je omogočila zmanjšanje učinka celotnega toka rekristalizacijskih procesov, ki so predhodno oblikovali strukturo in mehanske lastnosti v končnem valjanem izdelku.
Naslednji korak pri izboljšanju mehanskih lastnosti je bila uporaba tako imenovanega kontroliranega valjanja po principih termomehanske obdelave. Podrobneje razmislimo o uporabi teh načel v procesu TMT. Glede na to, kako izvajati valjanje in segrevanje, je najprej odvisna učinkovitost vpliva kemične sestave in toplotne obdelave na končne lastnosti valjane kovine. Kemična sestava ima velik vpliv na spremembe v strukturi in pri TMT, njen vpliv na mehanske lastnosti pa je treba upoštevati z vidika vseh stopenj obdelave kovin: od segrevanja do hlajenja. Toplotna obdelava z ogrevanjem valjanja le popravi stanje strukture, pridobljene na valjarju, in čeprav obstaja veliko možnosti za njeno izvedbo s pridobivanjem različnih nizov lastnosti, je povečanje njihovih vrednosti omejeno s to strukturo med postopkom valjanja. . Toplotna obdelava zunaj valjarne z naraščanjem stroškov energije postaja vse bolj nepraktična. Številni načini termomehanske obdelave lahko skupaj z visokimi trdnostnimi lastnostmi zagotovijo večjo plastičnost in žilavost. Pogosto uporaba TMT omogoča pridobitev niza mehanskih lastnosti, ki jih ni mogoče doseči s konvencionalno toplotno obdelavo in konvencionalnim legiranjem. S spreminjanjem pogojev deformacije med TMT je mogoče nadzorovati gostoto in naravo porazdelitve defektov v kristalni strukturi, kar omogoča nadzor strukture in lastnosti jekla v širokem razponu. Prav ti razlogi so bili osnova za tako hiter razvoj in zanimanje proizvajalcev kovinskih izdelkov za proces TMT. Treba je opozoriti, da je razvoj postopka TMT pri proizvodnji žične palice obetaven. To je posledica posebnosti proizvodnje in geometrijskih dimenzij (visoke stopnje deformacije in posebej majhen prerez, za razliko od drugih vrst kovinskih izdelkov, pridobljenih z vročim valjanjem). Dejstvo je, da je le pri valjanju jeklene palice za širok razpon razredov mogoče izvajati in nadzorovati procese vročega utrjevanja in rekristalizacije, ki zaradi pomanjkanja visokih stopenj deformacije pri proizvodnji drugih vrst valjanih izdelkov, ni izvedljivo v valjarni liniji ali je možno, če so naložene določene omejitve (omejen razred, običajno avstenitno jeklo ali nizke temperature valjanja). To vam omogoča nadzor trdnosti vroče valjanih izdelkov, visoka stopnja deformacije v kombinaciji s kemično sestavo in toplotno obdelavo pa je plastična. Še en zelo pomemben dejavnik z vidika termomehanske obdelave je mogoče pripisati značilnostim valjanja žične palice - čas med deformacijami lahko doseže zelo majhne vrednosti, predvsem v zadnjih sestojih, do 0,0005 s. Za ohranitev strukture, pridobljene s postopkom TMT, je zelo pomemben način izvajanja hlajenja po valjanju. V tem primeru se pojavita dve težavi: transport valjanega izdelka do hladilne naprave in hlajenje kovine po celotnem prerezu, da se zagotovi enakomernost strukture in posledično lastnosti po prerezu končnega valjanega izdelka. Majhen prerez žične palice (premer do 8 mm) nam bo omogočil, da jo obravnavamo kot toplotno tanko telo.

Tako jo lahko po pridobitvi zahtevane strukture na valjarju pritrdimo v celotnem prerezu in po celotni dolžini, kar izboljša enakomernost lastnosti in kakovost vroče valjanih izdelkov. Po potrebi je s spreminjanjem intenzivnosti hlajenja po valjanju mogoče doseči tudi drugačno strukturo v prečnih slojih in pridobiti določene lastnosti. Ker je hitrost odvzema toplote v večjem odseku iz notranjih plasti omejena, je težko, včasih celo nemogoče, ohraniti prednosti inducirane strukture med valjanjem. Pri izvajanju poskusa na valjarnici je najpomembnejše upoštevati dejavnike, ki najbolj vplivajo na strukturo. Za to je potrebno izvesti matematično modeliranje procesa valjanja, ki omogoča določitev vrednosti parametrov, ki vplivajo na strukturo. Za nadaljnjo oceno njihovega vpliva na strukturo so že znani podatki, kot so:
- vpliv temperature in izpostavljenosti v peči na rast zrn v obdelovancu;
- vpliv velikosti zrn in temperature kovine na transformacije iz avstenita;
- sprememba strukture vroče obdelanega avstenita med izpostavljenostjo po deformaciji;
- nastanek strukture pri vročem
valjanje.

Za določitev vpliva parametrov valjanja na strukturo vroče obdelane kovine je treba izdelati termokinetični model mlina, na katerem se izvaja poskus. Na podlagi tega se na podlagi hitrosti konca valjanja in vmesnih temperatur v mlinski liniji določijo naslednje vrednosti: hitrost deformacije; temperatura deformacije; čas med deformacijami. V kontroliranem procesu valjanja je temperatura eden najpomembnejših dejavnikov pri usmerjanju strukture in končnih lastnosti pri proizvodnji jeklene palice. Obstaja več načinov za neposredno kontrolo temperature valjanega izdelka med postopkom valjanja: spreminjanje temperature segrevanja, uravnavanje hitrosti valjanja, medstoježno hlajenje in segrevanje valjanega materiala. Najpogosteje se za vplivanje na temperaturo zvitka med valjanjem uporabljata prva dva vzvoda vpliva. Za hlajenje in ogrevanje med stojali je potrebna namestitev
dodatna oprema. Poleg tega je potrebna predhodna ocena možnosti hlajenja (pri hitrostih valjanja nad 30 m/s in medstojni razdalji največ 1 m je čas za zagotovitev potrebnega odvajanja toplote omejen). Velika naloga je tudi poznati vpliv temperaturnih polj valjanih izdelkov med valjanjem za določen sortiment na strukturo kovine, zlasti
za velikost zrn. Pri uporabi nadzora nad temperaturo valjanja je treba upoštevati, da ima obseg možnega nadzora določene omejitve. Parametri energije in moči valjarne, sile, ki delujejo na zvitke (podložke) in druge podrobnosti delovnih stojal, natančnost dimenzij profila, oblika in kakovost površine končnega valjanega izdelka, trajnost valjanje valjev, stabilnost celotnega tehnološkega procesa pa je odvisna od toplotnega režima. Hkrati je neposredno povezana z načini stiskanja, hitrosti in napetosti. Večina valjarn ne meri neposredno temperature vmesnega valja po celotni dolžini mlina. To je posledica tako visokih stroškov namestitve kot pogojev delovanja instrumentov, ki pogosto ne omogočajo natančnega določanja temperature kovine in lahko privedejo do zloma merilne opreme v primeru nujnega odstopanja merilne vrednosti. kovina iz kotalne linije. Tudi pri uporabi interdeformacijskega hlajenja tudi določitev površinske temperature zvitka ne daje natančne slike o masno-povprečni temperaturi kovine, kar je posledično najpomembnejše za ocenjevanje zgornjih parametrov. Temperatura med valjanjem kovine ni enakomerno porazdeljena po prečnem prerezu, in ker te porazdelitve ni mogoče določiti z neposrednim merjenjem, se je priporočljivo zateči k izračunu toplotnih lastnosti. Toplotni režim se izračuna ob upoštevanju toplotne bilance, ki je odvisna od vseh vrst prenosa toplote, ki potekajo med vročim valjanjem: toplotne izgube zaradi toplotne prevodnosti v stiku s podložkami in vodnega hlajenja, konvekcije in sevanja. Največja težava pri določanju prenosa toplote med valjanjem je vzpostavitev vzorcev temperaturnih sprememb na kateri koli točki zvitka v času od segrevanja do pridobitve končne jeklene palice. Sprememba temperature valjanega izdelka med valjanjem je povezana s pojavom vseh vrst toplotnih procesov: toplotne prevodnosti, konvekcije in sevanja. Poleg tega vsaka od vrst prenosa toplote prispeva svoj prispevek, ki ga ni vedno mogoče natančno določiti. Deformacija kovine z valjanjem iz položaja prenosa toplote je sestavljena iz velikega števila različnih stopenj (ciklov). Na vsaki takšni stopnji nekateri procesi delujejo s pogoji, ki so značilni samo za to spletno mesto. Rezultat kompleksnega prenosa toplote ni odvisen le od intenzivnosti posameznih vrst prenosa, temveč tudi od značilnosti njihove interakcije (serijsko ali vzporedno, stacionarno ali nestacionarno). V nasprotju s stacionarnim režimom, pri katerem se temperaturno polje s časom ne spreminja, je proces toplotnega valjanja označen kot nestacionarni. V tem primeru je temperaturno polje zvitka funkcija časa. Nestacionarni proces je povezan s spremembo entalpije s časom. V tem primeru intenzivnost odvajanja toplote ni konstantna v času. Reševanje problema nestacionarne prevodnosti toplote pomeni iskanje odvisnosti temperaturnih sprememb in količine toplote, ki se prenaša skozi čas za
katero koli točko na telesu. Vsak od procesov nestacionarnega prenosa toplote je opisan s sistemom diferencialnih enačb. Vendar te enačbe opisujejo nešteto niz procesov prenosa toplote, ki izhajajo iz upoštevanja osnovnega odseka v fizičnem telesu. Za rešitev specifičnega problema, povezanega s spremembo temperature kovine med valjanjem, je treba upoštevati pretočno toploto na vsaki stopnji in dati popoln matematični opis vseh posebnih lastnosti, ki so neločljive v tem primeru. Za to je potrebno rešiti sistem diferencialnih enačb pri določanju naslednjih mejnih pogojev:
- Geometrijski pogoji, ki označujejo obliko in dimenzije zvitka.
- Fizikalni pogoji, ki označujejo fizikalne lastnosti medija in zvitka.
- Mejni pogoji, ki označujejo značilnosti procesa
na robovih telesa.
- Časovni pogoji, ki označujejo značilnosti procesa
pravočasno.
Rešitev tega sistema enačb bo omogočila, da kadar koli dobimo opis temperaturnega polja valjanega izdelka v katerem koli delu valjarne. Ta problem določanja temperaturnih polj vzdolž prečnega prereza zvitka v katerem koli trenutku valjanja je bil rešen za mlin za fino prerez žice 300 No3 OJSC MMK. Kot primer
prikazuje diagram na sliki 1 porazdelitve temperature po preseku
vmesni zvitek. Z uporabo rezultatov tega modela je bilo mogoče oceniti obstoječi temperaturno-deformacijski režim
valjanje in s spreminjanjem glavnih dejavnikov valjanja - predvideti in pridobiti zahtevani način s stališča oblikovanja potrebne strukture. Za pridobitev nove ravni lastnosti jeklene palice, namenjene armiranju, so bile izvedene študije v OJSC MMK v mlinu 250#2 z uporabo temperaturno-deformacijskega modela in na novo nameščene vodne hladilne enote. Postavitev v letu 2004 nove linije vodnega hlajenja v mlinu 250#2 (proizvajalca NPP Inžmet) je omogočila izvedbo eksperimentalnih študij za pridobitev termomehansko utrjene armature majhnih premerov. Pridobitev termomehansko utrjene ojačitve na mlinu 250No2 je obsegala izvedbo postopka utrjevanja površinske plasti jeklene palice v vodnem hladilnem vodu, ki se nahaja za končnim stojalom št. 16 v toku valjarne. Nadalje se valjani material namesti z navijalcem v obliki tuljav na mrežni transporter, nato pa se zbere na zbiralniku tuljav v nemire, ki tehtajo do 300 kg. Hlajenje poteka s pomočjo visokotlačne šobe in v zaporednih ceveh, pri katerih na vstopu in izstopu hlajenje žične palice prekinejo odrezne naprave. Dolžina aktivne hladilne cone je odvisna od premera valjane žične palice in je lahko ≈ 7,2 m in ≈ 9,7 m.
Termomehansko utrjevanje žične palice lahko razdelimo na tri stopnje. Na prvi stopnji žična palica, ki zapusti zaključno stojalo št. 16, vstopi v linijo za toplotno utrjevanje, kjer je izpostavljena intenzivnemu hlajenju z vodo. Ta postopek mora zagotoviti, da se površina žične palice ohladi s hitrostjo, ki presega kritično hitrost hlajenja, ki je potrebna za pridobitev martenzitne strukture v površinskem sloju jeklene palice. Vendar pa mora v tem primeru tehnologija postopka toplotnega utrjevanja zagotoviti takšno temperaturo v osrednjih plasteh jeklene palice, pri kateri se med hlajenjem ohrani avstenitna struktura. Ta postopek lahko razdelimo na drugo stopnjo, ki bo omogočila ob nadaljnjem hlajenju z nižjo kritično hitrostjo, da dobimo feritno-perlitno strukturo v jedru žične palice, kar bo zagotovilo visoko plastičnost nastalega ojačitev (slika 2). Na tretji stopnji bo visoka temperatura osrednjih plasti žične palice po koncu intenzivnega hlajenja prispevala k samokaljenju utrjene površinske plasti. Ta postopek pa omogoča tudi povečanje plastičnosti površinske plasti ob ohranjanju njene visoke trdnosti.
Kovina, ki se nahaja med površino in osrednjo plastjo, ima vmesno hitrost hlajenja, kar vodi v plast z bainitno strukturo. Kot rezultat takšnega hlajenja se izkaže, da je žična palica v prerezu sestavljena iz dveh con v obliki obroča: z martenzitno in bainitno strukturo ter ferit-perlitom v osrednjem delu.
deli. Kot rezultat poskusnega valjanja na mlinu 250#2 je bila pridobljena žična palica z navedeno strukturo (slika 3).
Raziskava strukture tankih profilov termomehansko utrjene jeklene palice
kaže v nastalih valjanih izdelkih, praviloma prisotnost ene ali več utrjenih plasti v obliki polmeseca. To je očitno posledica dejstva, da hlajenje izvaja samo ena šoba v enem hladilnem ciklu. V takih pogojih, če pride do "naključnega" izpiranja katerega koli področja valjane kovine v eni hladilni komori, ni možnosti nadaljnjih hladilnih ciklov, ki bi omogočili bolj enakomerno hlajenje jeklene palice po odseku. Nadaljnje hlajenje žične palice na mrežastem transporterju brez usmerjenega pihanja zraka vodi tudi do neenakomernega temperaturnega polja tako po prečnem prerezu kot po dolžini tuljave palice. Tudi iz izkušenj z
valjanje je pokazalo spremembo temperature žične palice po vodnem hlajenju vzdolž dolžine tuljave (sprememba temperature za eno tuljavo
∆Т=30—50 °С). Ker so čas in pogoji hlajenja enaki po celotni dolžini tuljave, smo ugotovili, da je razlog za to temperaturno razliko neenakomerno segrevanje po dolžini gredic v ogrevalni peči valjarne.

Merjenje temperature gredice na izhodu iz peči in po skupini za grobo obdelavo (sprememba temperature je bila ∆T=50–80 °C) je naknadno potrdilo to predpostavko. Zgoraj našteti dejavniki v končni fazi vodijo do velike neenakomernosti strukturnih komponent po dolžini valjanega izdelka, kar neposredno povzroči znatno širjenje (do 50–80 N/mm2) mehanskih lastnosti znotraj serije. Takšna struktura žičnih palic iz navadnih nizkoogljičnih jekel omogoča pridobitev edinstvenega niza mehanskih lastnosti: visoka trdnost tečenja z dobro duktilnostjo, kar ni vedno mogoče niti na jeklenih palicah iz nekaterih nizkolegiranih jekel s standardnimi valjanje in hlajenje na zraku (slika 4). Za pridobitev zgornje žične palice je treba natančno upoštevati tehnologijo toplotne krepitve. Nastavitev vodnega hladilnega voda je odvisna od številnih dejavnikov: znamke jekla, zahtevanih mehanskih lastnosti, premera žične palice, sestave opreme hladilne linije, nastavitve visokotlačne šobe, hitrosti valjanja, pretok in tlak vode (slika 5).
Za določitev tehnoloških parametrov, odvisno od naštetih dejavnikov, so bile izvedene eksperimentalne študije z merjenjem temperature samokaljenja. Vzorci so bili odvzeti iz kolutov žične palice, pridobljenih med eksperimentalnim valjanjem za mehanske preizkuse in metalografsko analizo nastale mikrostrukture. Dobljeni rezultati kažejo, da obstaja precej velik razpon sprememb mehanskih lastnosti. Hkrati opazimo enak trend kot pri povečanju vsebnosti ogljika v razredih ogljikovega jekla: s povečanjem trdnostnih lastnosti se plastične lastnosti zmanjšujejo (slika 5).
Na podlagi asortimana blagovne znamke, stopnje mehanskih lastnosti in nazivnega premera je mogoče dobiti optimalen tehnološki režim, ki zadovoljuje potrebe potrošnikov. Ena najbolj obetavnih aplikacij za termomehansko
utrjena ojačitev majhnih premerov je za uporabo
ligamenti armaturne kletke v visoko trdnih armiranobetonskih ploščah. Obseg te armature so lahko v prihodnosti druge različne armiranobetonske konstrukcije, temelji itd. Danes lahko to zagotovi izboljšanje regulativne in tehnične dokumentacije (GOST, TU itd.) in preučitev možnosti uporabe te nove vrste izdelka. Izvedene raziskave so omogočile določitev glavnih parametrov procesa termomehanskega utrjevanja žične palice majhnih premerov. Kasneje, ob zagonu mlina 170 v OJSC MMK, po prilagoditvi dobljenih rezultatov pogojem valjanja v novem mlinu, bo ta obseg obvladan v množični proizvodnji.
UGOTOVITVE
- Upoštevali smo procese, ki se pojavljajo med deformacijo kovine v vročem stanju. Določeni so dejavniki, ki najbolj vplivajo na nastanek kovinske strukture po deformaciji.
- Prikazane so možnosti za razvoj postopka TMT v proizvodnji žičnate palice, ob upoštevanju njenih geometrijskih dimenzij in proizvodnih značilnosti: posebej majhen prerez in visoke stopnje deformacije, za razliko od drugih vrst kovinskih izdelkov, pridobljenih z vročim valjanjem.
- Prikazani so rezultati uporabe takšnega orodja, kot je temperaturno modeliranje, za pridobitev potrebnih mehanskih lastnosti jeklene palice med vročim valjanjem, ob upoštevanju obstoječih tehnoloških zmogljivosti mlina, pa tudi z vidika učinka vroče plastične deformacije in kemične sestave na konstrukciji.
- Podani so rezultati uporabe termomehanske obdelave pri valjanju na konstrukciji končne žične palice.
- " onclick="window.open(this.href," win2 return false >Natisni
- E-naslov
Dolgi izdelki
Široko se uporablja v inženiringu, gradbeništvu, transportu valjana kovina: pločevine, trakovi, trakovi, tirnice, tramovi itd. Pridobiva se s stiskanjem ingota kovine v vročem ali hladnem stanju med vrtljivimi zvitki valjarne. Na ta način se obdelajo jeklo, neželezne kovine in njihove zlitine.
Profil najema (njegovo obliko prečnega prereza) odvisno od oblike zvitkov. Na slikah so prikazani glavni profili valjanih izdelkov, imenovani najem razreda.


Obstajajo naslednji profili dolgi izdelki: preprosta (krog, kvadrat, šesterokotnik, trak, list); oblikovana (tirnica, žarek, kanal, bik in itd.); poseben (kolesa, armaturno jeklo in itd.).

Najpogosteje se dolgi izdelki uporabljajo kot praznine za različne dele. Na primer iz hex bar naredite vijake in matice. Od okrogle palice struženje cilindričnih delov na stružnicah. Kotne palice uporablja se pri izdelavi okvirjev, okvirjev, regalov itd.

Valjanje lahko da obdelovancu obliko končnega dela, s čimer se izognemo dodatni obdelavi in posledično zmanjšamo odpadke kovin in prihranimo čas.
Spodaj je več vzorcev običajnih vrst valjanih izdelkov: cevi, fitingi, tramovi, kanali, pločevine, kotniki, trakovi itd.








Dolgi izdelki - eden od polizdelkov. To je ime produkta dela, namenjenega nadaljnji predelavi in pridobivanju končnih izdelkov.
Nekatere vrste polizdelkov že poznate - to so les, vezan les, žica.
Pločevine razdeljen na list
(do 4 mm) in debela pločevina
(več kot 4 mm
Vrste in lastnosti jekla
Jeklo- Tole zlitina železa in ogljika(do 2 %) in drugi kemični elementi. Široko se uporablja v strojništvu, prometu, gradbeništvu in vsakdanjem življenju.
Glede na sestavo obstajajo ogljikova
in legirana
jeklo. Ogljikovo jeklo vsebuje 0,4...2% ogljika. ogljik daje jeklu trdoto, vendar poveča krhkost, zmanjša duktilnost. Ko se doda jeklu med taljenjem drugih elementov: krom, nikelj, vanadij in drugi - njegove lastnosti se spremenijo. Nekateri elementi povečajo trdoto, trdnost, drugi - elastičnost, drugi dajejo protikorozijsko, toplotno odpornost itd. Jekla, ki vsebujejo te elemente, imenujemo legirana. V razredih legiranega jekla so dodatki označeni s črkami: H - nikelj
, AT - volfram
,G - mangan
, D - baker
, Za - kobalt
, T - titan
.
Razlikovati glede na namen strukturne, instrumentalne in posebne
postati.
Strukturni ogljik
jeklo je navadne kakovosti in visoke kakovosti. Prvič- plastika, vendar ima nizko trdnost. Uporablja se za izdelavo zakovic, podložk, vijakov, matic, mehke žice, žebljev. Drugič razlikuje po povečani vzdržljivosti. Iz njega so izdelane gredi, jermenice, svinčni vijaki, zobniki.
Orodno jeklo
ima večjo trdoto, trdnost kot strukturna in se uporablja za izdelavo dlet, kladiv, orodij za rezanje navojev, svedrov, rezalnikov.
Posebna jekla
- to so jekla s posebnimi lastnostmi: toplotno odporna, odporna proti obrabi, nerjaveča itd.
Vse vrste jekla so označene na določen način. torej konstrukcijsko jeklo
navadna kakovost je označena s črkami sv. in serijsko številko od 0
prej 7
(Umetnost. O, Umetnost. eno itd. - višje je število jekla, višja je vsebnost ogljika in natezna trdnost), kakovost
- dve števki 05
, 08
, 10
itd., ki prikazuje vsebnost ogljika v stotinkah odstotka. Glede na referenčno knjigo lahko določite kemično sestavo jekla in njegove lastnosti.
Lastnosti jekla lahko spreminjamo s toplotnim delovanjem – toplotno obdelavo (toplotno obdelavo). Sestoji iz segrevanja na določeno temperaturo, vzdrževanja pri tej temperaturi in naknadnega hitrega ali počasnega hlajenja. Temperaturno območje je lahko široko, odvisno od vrste toplotne obdelave in vsebnosti ogljika v jeklu.
Glavne vrste toplotne obdelave - utrjevanje, kaljenje, žarjenje, normalizacija
.
Uporablja se za povečanje trdote jekla utrjevanje
- segrevanje kovine na določeno temperaturo (na primer do 800 ° C) in hitro hlajenje v vodi, olju ali drugih tekočinah.
Z znatnim segrevanjem in hitrim hlajenjem postane jeklo trdo in krhko. Krhkost po utrjevanju se lahko zmanjša z prazniki
- ohlajeni del iz kaljenega jekla se ponovno segreje na določeno temperaturo (na primer 200 ... 300 ° C) in nato ohladi na zraku.
Pri nekaterih orodjih je utrjen le njihov delovni del. S tem se poveča vzdržljivost celotnega orodja.
Pri žarjenje
obdelovanec segrejemo na določeno temperaturo, vzdržujemo pri tej temperaturi in počasi(to je glavna razlika od utrjevanja) pomiri se. Žaljeno jeklo postane mehkejše in zato bolje obdelano.
Normalizacija
- nekakšno žarjenje, pride samo do hlajenja na zraku. Ta vrsta toplotne obdelave izboljša trdnost jekla.
V industrijskih obratih se izvaja toplotna obdelava jekla termalni delavci. Termist mora dobro poznati notranjo strukturo kovin, njihove fizikalne in tehnološke lastnosti, načine toplotne obdelave, spretno uporabljati termične peči in strogo upoštevati pravila varnosti pri delu.
Najpomembnejše mehanske lastnosti jekla - trdota in moč . Na trdota jeklo se testira s posebnimi merilniki trdote. Merilna metoda temelji na vdolbini tršega materiala v vzorec: trde jeklene krogle, diamantne stožce ali diamantne piramide.

Vrednost trdote HB se določi tako, da se obremenitev deli s površino odtisa, ki ostane v kovini ( Brinellova metoda ) (slika desno, a),

ali glede na globino potopitve v kovino diamantne konice, jeklene krogle ( Rockwellova metoda ) (riž. 6 ).
Moč jekla določamo na strojih za natezno testiranje s preskušanjem vzorcev posebne oblike, ki jih raztegnemo v vzdolžni smeri, dokler se ne zlomijo (sl. levo). Za določitev trdnosti delite največjo obremenitev, ki je bila pred zlomom vzorca, s površino njegovega prvotnega preseka.
Temperature začetka in konca vroče deformacije se določijo glede na temperaturo taljenja in rekristalizacije. Valjanje večine razredov se začne pri temperaturi 1200...1150 0 C in konča pri temperaturi 950...900 0 C.
Način hlajenja je bistvenega pomena. Hitro in neenakomerno hlajenje vodi do razpok in upogibanja.
Med valjanjem se s spremljanjem dimenzij in oblike valjanega izdelka nadzoruje temperatura začetka in konca procesa, redukcijski način in nastavitev zvitkov. Za nadzor stanja površine valjanih izdelkov se redno jemljejo vzorci.
Dodelava valjanih izdelkov vključuje razrez po dolžini, ravnanje, odstranjevanje površinskih napak itd. Končni valjani izdelki so podvrženi končni kontroli.
Postopek valjanja poteka na posebnih valjarnih.
valjarna – sklop strojev za deformacijo kovin v vrtečih se zvitkih in za izvajanje pomožnih operacij (transport, nadzor itd.).
Oprema za deformacijo kovin se imenuje glavna in se nahaja na glavni liniji valjarne (linije delovnih stojal).
Slika 1 - Shema valjarne
1 - valjanje zvitkov; 2 - plošča; 3 - vreteno palice; 4 - univerzalno vreteno; 5 - delovno stojalo; 6 - zobniška kletka; 7 - sklopka; 8 - reduktor; 9 - motor
Glavna linija valjarne je sestavljena iz delovnega stojala in pogonske linije, vključno z motorjem, menjalnikom, stojalom za zobnike, sklopkami, vreteni.
valjasto stojalo
Zvitki 1 so nameščeni v delovno stojalo 5, ki prevzema kotalni tlak. Opredelitvena značilnost delovnega stojala so dimenzije valjarskih zvitkov: premer (za dolge izdelke) ali dolžina (za ravne izdelke) soda. Glede na število in lokacijo zvitkov v delovnem stojnici ločimo valjarne: dvovaljni (duo-mlin), trivaljni (trio-mlin), štirivaljni (kvatromlin) in univerzalni (slika 2) .
V stojnicah z dvema valjama (slika 2, položaj a) se izvede samo en prehod kovine v eno smer. Kovina v trivaljnih stojalih (slika 2, pozicija b) se premika v eno smer med spodnjim in zgornjim zvitkom ter v nasprotni smeri med srednjim in zgornjim zvitkom.
V stojala s štirimi valji so nameščeni podporni valji (slika 2, pozicija c), ki omogočajo uporabo delovnih valjev majhnega premera, s čimer se poveča ugrez in zmanjša deformacijske sile.
Univerzalna stojala (slika 2, pozicija d) imajo nepogonske navpične valje, ki se nahajajo med nosilnimi nosilci horizontalnih valjev in v isti ravnini z njimi.
Stojalo za menjalnik 6 je zasnovano za porazdelitev navora motorja med zvitki. To je enostopenjski menjalnik, katerega prestavno razmerje je enako eni, vlogo zobnikov pa opravljajo zobniški valji.
Vretena so zasnovana tako, da prenašajo navor od zobniškega stojala do kotalnih zvitkov z neusklajenostjo do 10…12 0 . Z rahlim premikanjem v navpični ravnini se vretena tipa 3 uporabljajo skupaj s sklopko. Notranji obrisi kljukastih spojk ustrezajo obliki prečnega prereza stebla ali vretena valja. Sklopka zagotavlja režo 5…8 mm, kar omogoča možnost dela z neusklajenostjo 1…2 0 . Pri znatnih premikih zvitkov v navpični ravnini lahko os vretena naredi pomemben kot z vodoravno ravnino, v tem primeru se uporabljajo zgibna ali univerzalna vretena 4, ki lahko prenašajo navor na kotalne zvitke, ko je vreteno nagnjeno navzgor. do 10 ... 12 0 .
Slika 2 - Kotalna stojala

Ker se za motor valjarne 9 uporabljajo enosmerni in tokovni motorji, sta vrsta in moč odvisna od zmogljivosti mlina.
Reduktor 8 se uporablja za spreminjanje števila vrtljajev pri prenosu gibanja z motorja na zvitke. Zobniki so običajno ševron z naklonom vijačnice 30 0 .
Valjarne po namenu delimo na mline za proizvodnjo polizdelkov in mline za proizvodnjo končnih izdelkov.
Ogrevanje kovin se izvaja v plamenskih in električnih pečeh. Glede na razporeditev temperature so peči lahko in . V komornih pečeh periodičnega ogrevanja je temperatura enaka v celotnem delovnem prostoru. V metodičnih pečeh se temperatura delovnega prostora nenehno povečuje od mesta nalaganja surovcev do mesta njihovega razkladanja. Kovina se segreva postopoma, metodično. Za peči je značilna visoka produktivnost. Uporabljajo se v valjarskih in kovaških ter žigoskarskih delavnicah za ogrevanje ingotov neželezov. Velike ingote pred valjanjem segrejemo - različne komorne, plamenske peči.
Kot transportne naprave v valjani proizvodnji uporabljajo:
- nosilci ingotov in različne vrste vozičkov za dobavo ingotov in surovcev iz kurilnih naprav v mlin;
- valjčne mize - glavno vozilo valjarnic (z vrtljivimi valji, nameščenimi zaporedno, zagotavljajo vzdolžno gibanje kovine; s poševno razporeditvijo valjev je možnost prečnega premikanja traku);
- manipulatorji, zasnovani za pravilno nalogo traku v kaliber;
- nagibne naprave, zasnovane za vrtenje obdelovanca okoli vodoravne osi.


Priljubljeno
- Načela in merila za preverjanje vrednosti dokumentov
- Tri zgodbe o uspehu Siemens NX Integrirani sistem je idealna rešitev
- Osnovni elementi kadrovskega menedžmenta Osnovni elementi kadrovskega menedžmenta
- Vodenje kakovosti v podjetju: standardi, faze izvajanja, nasveti
- Kako se izračuna in kako se izplačuje četrtletni bonus?
- Skrivnostni prehod na Abbey Road v Angliji John Lennon je prvotno skupino poimenoval drugače
- Naslovnica "Abbey Road" kot osnova za legendo zarote
- Kako napisati garancijsko pismo?
- Merchandising, njegove vrste in načela Osnove trgovanja v tekstilni industriji
- Tržne dejavnosti v trgovini na debelo in drobno