Tehnično-tehnološki zemljevid na temo kremastega sladoleda. Proizvodnja sladoleda je okusen posel s sezonskimi dobički
Tehnične in tehnološke karte (TTK) so razvite za nove in posebne jedi ter kulinarične izdelke - tiste, ki se razvijajo in prodajajo samo v tem podjetju. Trajanje TTC določi podjetje samo.
TTK vključuje razdelke:
- 1. Ime izdelka in obseg TTC. Navedite točen naziv jedi, ki ga ni mogoče spremeniti brez odobritve; navedite poseben seznam podjetij (podružnic), ki imajo pravico proizvajati in prodajati to jed.
- 2. Seznam surovin za izdelavo jedi (izdelka).
- 3. Zahteve za kakovost surovin. Bodite prepričani, da naredite zapis, da so surovine, prehrambeni izdelki, polizdelki za določeno jed (izdelek) v skladu z regulativnimi dokumenti (GOST, OST, TU) in imajo certifikate in potrdila o kakovosti.
Norme za polaganje surovin v bruto in neto masi, norme za proizvodnjo polizdelkov in končnih izdelkov.
- 4. Opis tehnološkega procesa. Podajo podroben opis tega postopka, način hladne in toplotne obdelave, zagotavljajo varnost jedi (izdelka), navedejo aditive za živila, barvila itd.
- 5. Zahteve za izvedbo, predložitev, prodajo in skladiščenje. Odražati je treba oblikovne značilnosti, pravila za serviranje jedi, vrstni red prodaje, skladiščenje (v skladu z GOST R 503105-08.
- 6. Kazalniki kakovosti in varnosti. Navedite organoleptične lastnosti jedi (okus, vonj, barva, tekstura), fizikalno-kemijske in mikrobiološke kazalce, ki vplivajo na varnost jedi.
- 7. Kazalniki hranilne sestave in energijske vrednosti. Zagotavljajo podatke o hranilni in energijski vrednosti jedi (po tabelah »Kemijska sestava živil«, potrjenih s strani Ministrstva za zdravje), ki so pomembni za organizacijo prehrane določenih skupin potrošnikov (dietetna, preventivna, otroška hrana, itd.).
Vsaka tehnično-tehnološka karta dobi zaporedno številko in je shranjena v kartoteki podjetja. TTK podpiše odgovorni izvajalec.
ODOBRITE
Direktor __________
"__" ____________ 2013
TEHNIČNO TEHNOLOŠKA KARTICA št. 1
OTROŠKA KOČICA KOČICA SLADOLED Z BANANO
1 PODROČJE UPORABE
Ta tehnično-tehnološki dokument velja za otroški skutni sladoled z bananami.
2. ZAHTEVE ZA SUROVINE
Živilske surovine, prehrambeni izdelki, ki se uporabljajo za pripravo otroškega sladoleda iz skute z bananami, morajo izpolnjevati zahteve veljavnih regulativnih in tehničnih dokumentov, imeti spremne dokumente, ki potrjujejo njihovo varnost in kakovost (certifikat o skladnosti, sanitarni in epidemiološki zaključek, varnost in potrdilo o kakovosti itd.).
3. RECEPT.
4. TEHNOLOŠKI PROCES.
- 1. V blender naložimo izdelke: skuto, narezane banane, 1/2 smetane, vanilijev sladkor, sladkor v prahu. Vse dobro zmešajte v mešalniku do gladkega. Če je konsistenca mase zelo gosta, dodajte še smetano in ponovno dobro premešajte. Konzistenca mora biti kot zelo gosta kisla smetana.
- 2. Sladoled položite v posodo in ga pošljite v zamrzovalnik.
Po približno 3 urah dobimo mehak sladoled, po 5 urah pa je že mogoče postreči polnopravni sladoled.
5. ZAHTEVE ZA SPROŠČANJE IN SKLADIŠČENJE.
Otroški skutni sladoled z bananami se prodaja takoj po pripravi. Dovoljeni rok uporabnosti sladoleda pred prodajo je največ 10 minut pri temperaturi serviranja 14°C. Po standardu podjetja. Rok uporabnosti sladoleda po SanPiN 2.3.2.1324 je 12 ur pri temperaturi (-4; - 2) ° C.
- 6. KAKOVOSTNO IN VARNO IZVEDBA
Videz - sladoled je položen v sklede, lahko potresete s čokoladnimi čipi.
Barva - smetana.
Okus in vonj - prijeten vonj po banani in vaniliji, okus je sladek, brez tujih okusov in vonjav.
- 6.2. Mikrobiološki indikatorji sladoleda morajo ustrezati zahtevam SanPiN 2.3.2.1078-01.
- 7. HRANILNA VREDNOST
Sladoled iz skute z bananami za izhod - 150 g
Vodja proizvodnje ________ ______ Polno ime
Odgovoren za registracijo TTK ______ _______ Polno ime
ODOBRITE
Direktor __________
"__" ____________ 2013
TEHNIČNO IN TEHNOLOŠKO №2
KROFI
1 PODROČJE UPORABE
To tehnično in tehnološko velja za jed Krofi skuta.
2. ZAHTEVE ZA SUROVINE
Živilske surovine, prehrambeni izdelki in polizdelki, ki se uporabljajo za pripravo skutnih krofov, morajo izpolnjevati zahteve veljavnih regulativnih in tehničnih dokumentov, imeti priložene dokumente, ki potrjujejo njihovo varnost in kakovost (certifikat o skladnosti, sanitarni in epidemiološki zaključek, varnost in certifikat kakovosti itd.).
3. RECEPT
4. TEHNOLOŠKI PROCES
Priprava surovin za proizvodnjo jedi poteka v skladu z zbirko receptov za jedi in kulinarične izdelke za javne gostinske obrate.
Moko, rumenjake, pretlačene s sladkorjem, stepene beljake, sol, citronsko kislino raztopimo v vodi, vse premešamo, dobljeno maso razdelimo na kose po 79 g, oblikujemo kroglice in ocvremo na maščobi pri t = 160. v 10-15 minutah. Pripravljene krofe na dopustu potresemo s prahom.
5. ZAHTEVE ZA SPROŠČANJE IN SKLADIŠČENJE
Pripravljeni krofi se uporabljajo kot sladica, postreženi s toplimi brezalkoholnimi. V skladu s SanPiN 2.3.2.1324-03 je rok uporabnosti jedi Skutini krofi 8 ur pri temperaturi skladiščenja od +2°С do +6°С.
- 6. KAZALNIKI KAKOVOSTI IN VARNOSTI
- 6.1. Organoleptični kazalci kakovosti:
Videz - izdelek pravilne oblike, brez pregibov, udrtin in raztrganih delov
Barva - zlata, enotna
Konzistenca - porozna, ne zlepljena, brez sledi nemešanja in tujih vključkov
Okus, vonj - prijeten, brez tujih primesi, ko se receptu doda kvas - z lahkotno, prijetno aromo fermentacije.
- 6.2. Mikrobiološki indikatorji "Skutni krofi" morajo ustrezati zahtevam. SanPiN 2.3.2.1078-01, indeks 1.9.15.13.
- 7. HRANILNA VREDNOST
Skutini krofi -150g.
Odgovoren za oblikovanje TTK v jedilnici ______________
glava proizvodnja dinerja _________________
registracija na spletnem mestu
Uporabniki se morajo pred uporabo FOODCOST registrirati. Povezava do registracijskega obrazca
V oknu, ki se odpre, izberite zavihek Registracija in izpolnite vsa polja obrazca:
- Navedite Ime in Priimek.
- Razmisli in vstopi Vpiši se, ki mora vsebovati samo latinične črke.
- Vnesite veljaven e-poštni naslov, na katerega vas lahko kontaktiramo.
- Geslo lahko vsebuje latinične črke in številke.
- Ponovno vpišite geslo.
- Izberite svoj glavni profil za optimalno prilagoditev vmesnika in kliknite gumb Registracija
Pozor!!!
Ne uporabljajte svojega e-poštnega naslova kot prijavo!
Uporaba cirilice in posebnih znakov pri prijavi NI DOVOLJENO!
Pozor!!!
Uporaba ciriličnih znakov v geslu NI DOVOLJENO!
Po zaključku postopka registracije bo na e-poštni naslov, ki ste ga navedli, poslano sporočilo s povezavo za aktivacijo vašega računa. Brez aktivacije računa bo vaš račun ostal neaktiven!
Pooblastilo na spletnem mestu
Za začetek uporabe storitev FOODCOST se morajo uporabniki prijaviti. Povezava do obrazca za prijavo ki se nahaja na zgornji plošči spletnega mesta. S klikom na to povezavo se odpre okno za preverjanje pristnosti.
Iskanje receptov
Če želite odpreti obrazec za iskanje receptov, kliknite gumb Poiščite recept na zgornji plošči spletnega mesta.
V oknu, ki se odpre, morate določiti parametre recepta, ki jim mora ustrezati.
- Ime jedi- beseda ali besedna zveza, vključena v ime jedi
- Menijska skupina- s seznama izberite menijsko skupino, ki vključuje jed.
- Označite dodatne lastnosti recepta: Brezplačni recepti TTK in že pripravljeni TTK (tehnično-tehnološki zemljevidi), dostop do katerih je na voljo brezplačno (brez naročnine). Samo za pooblaščene uporabnike!!! Šolska prehrana Recepti in že pripravljeni trgovski centri (tehnološki zemljevidi) za vrtec (DOE) in šolo. Klinična prehrana Recepti in že pripravljeni nakupovalni centri (tehnološke karte) za klinično prehrano. Postne jedi Recepti in že pripravljeni TTC (tehnološke in tehnološke karte) in TTC (tehnološke karte) jedi in kulinaričnih izdelkov, pri pripravi katerih se ne uporabljajo izdelki živalskega izvora.
- Sestavine jedi- po potrebi s seznama izberite glavne izdelke, iz katerih je pripravljena jed.
- Narodna kuhinja- iz seznama lahko izberete kuhinjo, ki ji jed pripada.
Mimogrede...
Če izberete to možnost, bo izbrana samo iz navedene skupine razdelkov. Porcijski obroki našo zbirko receptov.
Če želite v iskanje vključiti vse razdelke Zbirke receptov, nastavite zastavico Iskanje v neobdelanih izdelkih in polizdelkih. V tem primeru vam ni treba določiti menijske skupine!
Ko določite vse potrebne parametre, kliknite gumb Poiščite recept.
Če želite hitro počistiti vse možnosti filtra, kliknite gumb Ponastavi
Če ste ob oddaji zahteve navedli Odsek menija, se bo odprla skupina, ki ste jo izbrali v razdelku Porcijski obroki in seznam jedi, ki ustrezajo predhodno navedenim lastnostim.
Če ste uporabili iskanje po vseh rubrikah (obkljukali lastnost Iskanje v surovcih in polizdelkih), se vam prikaže skupni seznam recepti jedi in kulinaričnih izdelkov, ki ustrezajo predhodno navedenim lastnostim.
Iskanje po spletnem mestu
Po spletnem mestu se išče v vseh razdelkih, vključno z recepti, novicami, predpisi, vodniki za izdelke in imenikom podjetij.
Če želite odpreti iskalno vrstico, kliknite gumb ki se nahaja v zgornji vrstici spletnega mesta.
V vrstico, ki se odpre, vnesite iskalno poizvedbo in pritisnite Enter
Utemeljitev uporabe
Zbirka receptov je sestavljena na podlagi kontrolnih študij in se v primerjavi z drugimi analogi dobro razlikuje po tem, da vsebuje najpogosteje uporabljene recepte v sodobni praksi.
Recepti, objavljeni v Zbirki, se lahko uspešno in popolnoma zakonsko upravičeno uporabljajo v gostinskih obratih, saj so v skladu z vsemi trenutno veljavnimi zakoni in predpisi.
Regulativni dokumenti za certificiranje in standardizacijo, ki veljajo na ozemlju Ruske federacije, vključujejo industrijske standarde (niz poslovnih subjektov, ne glede na njihovo oddelčno pripadnost in obliko lastništva, ki razvijajo ali izdelujejo izdelke določene vrste, ki imajo homogen potrošniški namen) ; podjetniški standardi; znanstvenih in tehničnih ter številnih drugih standardov.
Standarde razvijajo in odobravajo podjetja podjetja neodvisno, na podlagi potrebe po njihovi uporabi, da se zagotovi varnost življenja, zdravja ljudi in okolja. Pri izdelavi izdelkov, opisanih v zbirki, ima proizvajalec pravico do nekaterih sprememb v recepturah jedi, razširitve seznamov sestavin, pri čemer se izogiba kršitvam sanitarnih pravil, tehnološkega režima proizvodnje in poslabšanja njegovega potrošniške lastnosti in kakovosti.
Ni vse jasno ...
Naučiti se delati s storitvami FOODCOST ni težko, vendar bo zahtevalo pozornost in določeno mero vztrajnosti. Pri tem bodo pomagale različne vrste referenčnih informacij, povezave do katerih se nahajajo v centru za podporo uporabnikom.
Informacije o ozadju vključujejo.
MINISTRSTVO ZA JAVNO ŠOLSTVO UR
PROFESIONALNI LICEJ KULINARIKE
Pisna izpitna naloga
na to temo: "Sladoledni koktajli - izbor sladoledov"
Izvedeno:
dijak gr. 107
Chekmareva Yu.N.
Preverjeno:
Metodistka
Pushina N.V.
Izhevsk
2000
strani
1. Uvod. Zgodovina sladoleda. Različni sladoledi ............... 3
2. Organizacija delovnega mesta pri pripravi sortiranega sladoleda.
Kratek opis opreme in inventarja,
varnostna oprema. ........................................................................ 4
3. Tehnološka shema postopka kuhanja
raznovrstni sladoled. ......................................................................... 6
4. Seznam uporabljene literature. ................................................ 7
Uvod. Zgodovina sladoleda.
Sladoled na Kitajskem obstaja že od 5. stoletja. Kitajci so v srebrne kocke zmešali sneg s satjem, ga okrasili s sadjem in shranili v te srebrne kocke. Beneški popotnik Marco Polo je prinesel sladoled v Evropo konec 18. stoletja. Od takrat je sladoled postal priljubljena sladica. Pod Katarino de Medici je bil najljubši sladoled francoskega kraljevega dvora sladoled s sadjem, stepeno smetano in likerjem.
Sladoled je vedno precej preprosta kombinacija mlečnih izdelkov s sladkorjem, rumenjaki in različnimi aromami. Sladoled je visoko kaloričen izdelek z visoko vsebnostjo maščob in ogljikovih hidratov.
Najbolj znani sta 2 vrsti sladoleda. Prva vključuje različne kombinacije mleka, smetane, arom in sladkorja. Drugi je sestavljen iz rumenjakov, sladkorja, mleka, majhne količine smetane in različnih dodatkov. Prva vrsta se imenuje "filadelfijski", drugič - "francoski" ali samo zračni sladoled, ker ga pred zamrzovanjem stepemo. Z izjemo jajčnega rumenjaka, napihnjen sladoled temelji na enakih dodatkih kot "Philadelphia"; le njihova razmerja se razlikujejo.
Okus sladoleda naj prevlada nad okusom dodatkov. Prehranski obrati pogosto prejmejo že pripravljen sladoled in največkrat je to sladoled. Najboljša temperatura za shranjevanje sladoleda je -0°C in nižja.
Na osnovi sladoleda se pripravljajo koktajli, kot so parfeji, sladoledi, frapeji in peski.
parfeji - najkakovostnejši kremasti sladoled. V Ameriki parfaite pripravljajo po posebnem receptu, glavna sestavina pa je jajce. Imamo sladolede za parfaite.
sladoledi - ena od vrst koktajlov na osnovi sladoleda. To je hranljiva pijača iz sadja in jagodičja. V kremo damo 1 kepico sladoleda, nato pa preostale sestavine. Te koktajle postrežemo ohlajene, vendar brez ledu. Postrežemo z žlico in slamico. Sladoleda z drugimi sestavinami ne mešamo.
Peščena - Ta koktajl dolguje svoj videz ameriški zvezni državi Massachusetts. Osnova peska je sladoled, pogosto razredčen s sirupi in okrašen s svežim ali konzerviranim sadjem - breskvami, ananasom ali bananami. Za okrasitev peska so primerne tudi sladke češnje, po možnosti rumene, pa tudi oreščki, preliti s sirupom. Nekaj kepic sladoleda damo v skledo, nato prelijemo sok, sirup, potresemo z oreščki ali čokolado. Postrežemo z žlico.
frape - neke vrste koktajl, vendar le gosta konsistenca, katere glavni del je sladoled, ohlajeno mleko, sadni in jagodni sirupi ali sokovi, stepena smetana.
Različni sladoledi - S kombinacijo sladoleda in pijače lahko pripravite zelo hranljivo sladico, ki je zelo lepega videza.
Organizacija delovnega mesta pri pripravi sortiranega sladoleda.
Kratek opis opreme in inventarja,
varnostne ukrepe pri delu s to opremo.
Na delovnem mestu natakarja naj bodo pri pripravi različnih sladoledov sklede na levi strani. Nasproti barmana naj bodo na dosegu roke nameščeni najpogosteje uporabljeni sirupi; sesekljani orehi naj bodo na levi strani nad skledami. Pri serviranju skledo ali kozarec postavimo na krožnik za pite, sladico ali čajno žličko postavimo spredaj z ročajem v desno. Pri baru kategorije I se postrežba izvaja na desni strani potrošnika, obiskovalec pa žlico vzame sam. Tudi sladoled včasih dodatno postrežemo s slamico, vendar vedno brez ledu.
Oprema barske opreme je odvisna od narave proizvodnje, dobave in storitve. Za pripravo sladoleda in sladolednih sort pa morate imeti naslednjo opremo: štedilnik z enim gorilnikom (za kuhanje sirupov), gospodinjski hladilnik, nizkotemperaturne pulte (morajo biti vgrajeni v točilni pult in jih uporabljati). ne samo za sladoled, ampak tudi za zamrzovanje in shranjevanje surovin sadja in jagodičja), zamrzovalniki (za hlajenje, mešanje), točilni avtomati (za točenje sladoleda). Toplotna oprema je postavljena desno, netermična oprema levo.
Varnostni ukrepi in pravila delovanja:
1. Za zamrzovalnike, hladilnike, nizkotemperaturne pulte: preobremenitev hladilne komore ni dovoljena, to poslabša pogoje za shranjevanje izdelkov. Prepovedano je čiščenje uparjalnika opreme pred zmrzaljo z noži ali strgali, ker. lahko prekinete tesnost sistema in sprostite freon iz njega. Izdelkov ne zlagajte blizu sten, shranjujte jih na uparjalniku. Vrata je treba odpirati čim redkeje in jih ne puščati odprtih to vodi do izgube hladu in porabe energije. Opremo operite vsaj enkrat na teden. Potrebno je občasno odstraniti prah iz enote, ker. njeno onesnaženje povzroči zmanjšanje hladilne zmogljivosti. Stroja ni dovoljeno uporabljati ob prisotnosti isker na krmilnih in nadzornih napravah, pa tudi ob pojavu oljnih madežev na stičiščih cevi, kar kaže na puščanje freona in olja.
2. Za peč: preverite sanitarno stanje, ozemljitev, uporabnost stikala Ne puščajte kafre neobremenjene v načinu visoke toplote brez nadzora.
Tehnološka shema postopka priprave.
V ravno podolgovato ohlajeno posodo damo tri kroglice sladoleda.
Kepico čokoladnega sladoleda prelijemo s kavnim sirupom.
Kepico sladoleda iz črnega ribeza prelijemo z malinovim sirupom.
Kepico kremastega sladoleda prelijemo s pomarančnim sirupom.
Stepeno smetano (ohlajeno) položimo ob straneh na štiri strani.
Za okras položimo lepo narezane banane in rezine pomaranč.
Okrasimo s čajno ali desertno žličko in postrežemo.
Tehnološka kartica.
|
ime surovin |
eno porcijo |
100 obrokov |
||
|
bruto, g |
neto, g |
bruto, g |
neto, g |
|
Čokoladni sladoled |
5000 |
|||
|
Sladoled iz črnega ribeza |
5000 |
|||
|
Kremni sladoled |
5000 |
|||
|
kavni sirup |
2000 |
|||
|
Malinov sirup |
2000 |
|||
|
pomarančni sirup |
2000 |
|||
|
Stepena smetana |
7000 |
|||
|
Banana |
15000 |
|||
|
Oranžna |
10000 |
|||
Dobitek: 1 porcija - 530 gramov
Direktor:
Kartica za izračun.
|
ime surovin |
norma 1 porcija G |
norma 100 obrokov G |
cena, 100 g |
vsota, drgnite |
||||||
Čokoladni sladoled |
5000 |
3-00 |
1-50 |
|||||||
|
Sladoled iz črnega ribeza |
5000 |
3-00 |
1-50 |
|||||||
|
Kremni sladoled |
5000 |
3-00 |
1-50 |
|||||||
|
Malinov sirup |
2000 |
20-00 |
4-00 |
|||||||
|
pomarančni sirup |
2000 |
20-00 |
4-00 |
|||||||
|
kavni sirup |
2000 |
20-00 |
4-00 |
|||||||
|
pomarančno olupljeno |
10000 |
7-00 |
7-00 |
|||||||
|
olupljena banana |
15000 |
3-00 |
4-50 |
|||||||
|
stepeno smetano |
7000 |
5-00 |
3-50 |
|||||||
|
Skupaj: |
31-50 |
|||||||||
|
3-15 |
||||||||||
|
Skupna vsota: |
34-65 |
|||||||||
Direktor: ____________________________________
Direktor produkcije: ____________________
Seznam uporabljene literature.
1. Korshunov N.V., "Organizacija storitev v restavracijah", učbenik,
M., "Višja šola", 1976.
2. Miftahutdinova N.M., Bogdanova L.M. "Osnove kalkulacije in računovodstva v gostinstvu", učbenik za študente prof. tiste. šole,
M., "Višja šola", 1982.
3. Bogdanova M.A., Smirnova Z.M., Bogdanov G.A., "Oprema za gostinske obrate", učbenik za prim. prof. tiste. šole,
M., "Ekonomija", 1986.
4. "Sladkosned. Odlično pecivo. Sodobna tehnologija. Recepti s sladoledom,
M., "KRONPRESS", 1995
5. "Vse o pijači"
M., "NUGESHIINVEST", 1993
Promet svetovnega trga sladoleda je ocenjen na približno 50 milijard dolarjev letno. Trg sladoleda je po številu udeležencev eden najbolj nasičenih na svetu, v mnogih državah pa ima trg veliko število igralcev. Skoraj polovica svetovnega trga sladoleda je v ZDA in ta številka vztrajno raste. Po uradnih statističnih podatkih leta 2005 povprečna letna poraba sladoleda na prebivalca v Rusiji ni presegla 2,77 kilograma, medtem ko je v Evropi leta 2004 znašala 12 kilogramov, v ZDA pa 25 kilogramov.
V številnih evropskih državah so trgi sladoleda skoraj v celoti v lasti dveh svetovnih velikanov: Unileverja in Nestleja. Lokalni proizvajalci zavzemajo nepomembne tržne deleže.
Ruski trg sladoleda se aktivno razvija. Od leta 2001 je bila stopnja rasti proizvodnje sladoleda v Rusiji približno 6%, vendar je v zadnjih letih trg nekoliko zmanjšal stopnjo rasti. Obseg proizvodnje sladoleda v Rusiji se je leta 2007 povečal za 6,1% in je znašal 412 tisoč ton.Največje povečanje proizvodnje v okrožju Volga - 117,3%, Sibirskem - 108,8 in Srednjem - 104,8%. Velika podjetja, kot so Talosto, Inmarko, Russian Kholod, imajo povečanje proizvodnje od 20 do 30 %. V zadnjih letih se je količina porabe sladoleda na osebo nekoliko povečala, in sicer 3-4 kg na leto. Čeprav je precej nižja kot v evropskih državah (6-8 kg), ZDA, Avstraliji (10-12 kg).
V Rusiji proizvodnjo sladoleda izvaja približno 250 podjetij. Med njimi je 60 tovarn sladoleda v hladilnicah, 100 tovarn sladoleda in delavnic v mlečnih in drugih živilskih podjetjih, 10 tovarn, na novo zgrajenih posebej za proizvodnjo sladoleda. Značilnosti ruskega trga sladoleda so praktično odsotnost tujih podjetij (z izjemo Nestle in Baskin Robbins), veliko število proizvajalcev izdelkov, pa tudi enotna distribucija po Rusiji.
Potrošniki niso samo otroci, veliko skupino predstavljajo odrasli od 25 do 35 let. Sladoled je sezonski izdelek. Poleti imajo največji delež prodaje specializirani šotori »Sladoled«, pozimi pa se poveča delež trgovin (slika 2). Obseg proizvodnje se bistveno spremeni: med recesijo - pozimi - znaša 30-40% poletnih količin. Poznavalci trga sicer ugotavljajo, da se je nekoliko povečala priljubljenost sladoleda za domačo porabo, pa tudi vrst, ki so primerne za uživanje doma tako pozimi kot poleti, hkrati pa se je zmanjšala poraba sladoleda na ulici. . V hladni sezoni proizvajalci dvakrat ali trikrat zmanjšajo asortiman, proizvajajo le najbolj priljubljene sorte in več tako imenovanega "družinskega" sladoleda v plastičnih posodah.
Od leta 2005 v panogi velja nacionalni standard »Mlečni, kremasti sladoled, sladoled«, ki je osnova za izboljšanje kakovosti izdelkov. Na trgu se pojavi nova blagovna znamka - sladoled po GOST iz dražjih surovin. Njegova cena naj bi se bistveno razlikovala od cene sladoleda, proizvedenega po specifikaciji z rastlinskimi maščobami.
Namen te računske naloge je izdelava projekta tehnološke linije za proizvodnjo sladolednega sladoleda v kremno-smetanovi glazuri z uporabo funkcionalnih komponent. Med nalogo izračuna je potrebno načrtovati proizvodno linijo, izbrati optimalno tehnološko shemo, sodobno visoko učinkovito, ekonomično opremo, ki najbolje ustreza posebnostim določene proizvodnje.
Sladoled je sladko stepen zamrznjen izdelek, izdelan iz tekočih mešanic, pripravljenih po posebnih receptih, ki v določenih razmerjih vsebujejo sestavine mleka, sadja, jagodičja, zelenjave, saharoze, stabilizatorjev, v nekaterih receptih - jajčne izdelke, arome in aromatične snovi.
1.1 Ponudba sladoleda
Paleta vseh proizvajalcev je skoraj enaka. Pozimi število sladolednih artiklov doseže 45, poleti pa proizvajalci zmanjšajo ponudbo na 10-20 artiklov, najbolj prepoznavnih in kupljenih. .
Glede na način izdelave sladoled delimo na strjen, mehak in domač.
Utrjeni sladoled je proizvod, proizveden v proizvodnih pogojih, ki se po izstopu iz mlina zamrzne (utrdi) na nizke temperature (-18 ° C in nižje), da se poveča stabilnost skladiščenja. V tej obliki se hrani do izvedbe. Kaljen sladoled ima visoko trdoto. Imenuje se mehki sladoled, ki se proizvaja predvsem v obratih javne prehrane in se zaužije takoj po izstopu iz zamrzovalnika (pri temperaturi -5 ... -7 0 C). Je kremast po teksturi in videzu. Domači sladoled pripravimo doma s pomočjo kompresijskega hladilnika ali zamrzovalnika.
Strjeni sladoled je razvrščen po vrsti izdelka in polnilu (po sestavi) ter po vrsti embalaže. Po vrsti izdelka in polnila je razdeljen na osnovne in amaterske vrste. Sladoled amaterskih vrst se proizvaja v relativno manjših količinah kot sladoled glavnih vrst.
Glavne vrste:
mlečni izdelki;
kremasto;
· krema;
· sadje in jagodičje;
aromatično.
Amaterski tipi:
sladoled na mlečni osnovi;
sladoled, proizveden na osnovi sadja in jagodičja ali zelenjave;
sladoled, proizveden iz sadja, jagodičja in zelenjave z dodatkom mlečne osnove;
· sladoled, proizveden iz kokošjih jajc;
večplastni sladoled;
Sladoled za posebne namene
sladoled, ki vsebuje slaščičarsko maščobo.
Sorte sladoleda glavnih vrst so poimenovane glede na njihovo sestavo in dodatke (polnila), vnesene v izdelek.
Glede na vrsto embalaže delimo strjeni sladoled na teže, veliko in malo pakiranje.
· v kartonskih škatlah z vložki iz polimernega filma;
v rokavih.
Pakirano:
· veliko pakirano - v kartonskih škatlah, torte, kolački;
majhno pakiranje - jeklenke v polietilenski foliji, briketi (glazirani in neglazirani z vaflji in brez njih), v kozarcih za vaflje, rogovi (stožci), tube, torte, glazirani valji, oblikovani (glazirani in neglazirani), v kozarcih (papirnati in iz polimera materiali), škatle.
1.2 Indikatorji kakovosti sladoleda
Sladoled mora imeti visoke okusne lastnosti, ki jih dosežemo z dobro izbranimi količinskimi kombinacijami komponent, ki jih vsebuje določena razmerja, ki jih priporoča formula uravnotežene prehrane.
Za sladoled mora biti značilna zadostna pretočnost, homogenost strukture, ne preveč hlajenje ustne votline, počasno topljenje.
V skladu z veljavno tehnično dokumentacijo morata biti okus in vonj sladoleda čista, značilna za to vrsto sladoleda in surovine, uporabljene za njegovo izdelavo, brez tujih okusov in vonjav.
Konzistenca mora biti enakomerna po vsej masi sladoleda, dokaj gosta. Rahlo snežna konsistenca je dovoljena v sladoledu iz mleka, sadja in jagodičja, pa tudi v sladoledu z nizko vsebnostjo maščob (do 5%) ali z nizko vsebnostjo maščob ljubiteljskih vrst.
Barva mora biti značilna za to vrsto sladoleda. Neenakomerno obarvanje je dovoljeno v sladoledu, narejenem iz sadja, jagodičja in oreščkov (celih in zdrobljenih), pa tudi v marmornem sladoledu.
V skladu s sanitarnimi pravili in normami (SanPiN 2.3.2.560-96) morajo mikrobiološki parametri strjenega in mehkega sladoleda ter tekočih mešanic za mehki sladoled izpolnjevati naslednje zahteve (glej tabelo 1.1).
Tabela 1.1 Mikrobiološki indikatorji sladoleda
*KMAFAnM - število mezofilnih aerobnih anaerobnih mikroorganizmov;
**CFU - število enot, ki tvorijo kolonije;
*** BGKP - bakterije skupine Escherichia coli;
****S. aureus - Staphylococcus aureus Sladoleda, ki ima kosmičasto in peščeno strukturo, z organoleptično oprijemljivimi kosmi maščobe in stabilizatorja, kakor tudi kontaminiranega ali s tujimi vključki, ni dovoljeno prodajati.
Dovoljena odstopanja neto teže teže sladoleda v kovinskih ovojih in kartonskih škatlah z oblogami so ± 0,5 %. Odstopanje mase ene porcije med tehtanjem kosov ne sme presegati ± 3% pri ročnem pakiranju teže, ± 6% pri volumetričnem mehaniziranem ali ročnem pakiranju od nastavljene nazivne vrednosti mase.
Dovoljena odstopanja neto teže za velikopakiran sladoled, g: z neto težo 500±10; 1000±20; 1500±15; 2000±20.
Sladoled se v distribucijsko omrežje dostavlja s hladilnim ali termičnim transportom, pri čemer mora biti v času transporta temperatura sladoleda čim bolj stabilna in ustrezati temperaturi izdelka med pošiljanjem. .
1.3 Surovine, uporabljene za proizvodnjo
Za proizvodnjo sladoleda v kremasti glazuri se uporabljajo naslednje glavne vrste surovin. Za sladoled po recepturi: polnomastno kravje mleko (maščoba 3,2%), nesoljeno kravje maslo (maščoba 82,5%), polnomastno kondenzirano mleko s sladkorjem (maščoba 8,5%), polnomastno kravje mleko v prahu (maščoba 25%), kristalni sladkor, agaroid, vanilin, pitna voda. Za izdelavo glazure se uporabljajo nesoljeno kravje maslo (82,5% maščobe), granulirani sladkor ali sladkor v prahu, polnomastno kravje mleko v prahu (25% maščobe), aroma za živila, vanilin, pitna voda.
Mleko za pripravo sladoleda mora biti sveža, dobre kakovosti, brez tujih okusov in vonjav. Sestava mleka vključuje mlečno maščobo, beljakovinske snovi, ogljikove hidrate, lipoide (maščobam podobne snovi), soli organskih in anorganskih kislin, minerale, vitamine, encime.
Gostota mleka pri temperaturi 20 ° C se glede na različne dejavnike giblje med 1027-1034 kg / m 3 (povprečno 1030 kg / m 3). Energijska vrednost mleka, odvisno od sestave, je 2720-2930 kJ / kg.
V stanju emulzije v mleku je 2,7-6,0% mlečne maščobe. Vsebnost beljakovinskih snovi v mleku je 2,4-4,8%, vključno s kazeinom 2,7%, albuminom 0,5% in globulinom 0,1%. Sestava mleka vključuje tudi mlečni sladkor (laktozo) v količini 4,8-5,1%. V podjetju se pri prevzemu mleka določi njegova količina, gostota, kislost, temperatura in vsebnost maščobe. Kislost ne sme biti višja od 21ºT, optimalna je 16-18ºT.
Kondenzirano polnomastno mleko s sladkorjem se pridobiva tako, da izhlapi nekaj vlage iz pasteriziranega kravjega mleka in se ohrani s sladkorjem. Je homogena masa bele barve s kremastim odtenkom brez zaznavnih organoleptičnih kristalov mlečnega sladkorja. Izdelek ima sladek čisti okus z izrazitim priokusom po pasteriziranem mleku.
Polnomastno mleko v prahu pridobljeno s sušenjem normaliziranega pasteriziranega kravjega mleka. Pri izdelavi sladoleda se uporablja samo polnomastno mleko v prahu najvišjega razreda.
Glede na vsebnost maščobe se polnomastno mleko v prahu proizvaja z 20% in 25% vsebnostjo maščobe. Kislost rekonstituiranega mleka z vsebnostjo 12% suhe snovi je 20-22° T. Priporočljivo je uporabljati razpršeno sušeno mleko v prahu, ki ima največjo topnost.
Uporablja se samo za izdelavo sladoleda nesoljeno maslo: kremasto premium, amatersko, kmečko in sendvič. Te vrste masla so narejene iz pasterizirane smetane. Poleg maščobe maslo vsebuje vodo, beljakovine, mlečni sladkor in nekatere druge sestavine smetane. Olje ima visoko energijsko vrednost, je visoko prebavljivo, vsebuje v maščobi topna vitamina A in E ter v vodi topne vitamine B 1 , B 2 in C.
saharoza (sladkor), pridelan iz pese ali sladkornega trsa, je disaharid. Na videz so to homogeni kristali z izrazitimi robovi. Gostota kristalov je 1587,9 kg/m 3 . Masni delež saharoze v granuliranem sladkorju glede na suho snov mora biti najmanj 99,55-99,75%, vsebnost vlage pa ne sme presegati 0,14%.
Z mletjem granuliranega sladkorja dobimo sladkor v prahu, ki se uporablja za pripravo glazure, pa tudi pri izdelavi suhih mešanic za mehke sladolede. Sladkor daje izdelku sladek okus, poleg tega pa znižuje zmrziščno točko sladoleda, s čimer preprečuje nastajanje velikih ledenih kristalov med zamrzovanjem in zagotavlja nežno in enotno teksturo končnega izdelka. in druge sladke jedi.
Za izboljšanje okusa in vonja izdelka se sladoledu dodajo različni dodatki. aromatični in aromatični dodatki - vanilin .
Je iglasta kristalinična trdna snov. Molekulska masa vanilina je 152,6. Vanilin se topi pri temperaturi 80-81 ° C in tvori bistro in brezbarvno raztopino v vroči vodi (1:20), topi se tudi v alkoholu (2:1). Sintetični vanilin se po kakovosti malo razlikuje od naravnega. Pridobivajo ga iz gvajakola in drugih organskih spojin. Raztopino vanilina (alkoholno ali vodno) dodamo sladoledni zmesi na enak način kot vanilijevo esenco, in sicer 0,1 g vanilina na 1 kg sladoleda. Vanilin shranjujte pri relativni vsebnosti zraka, ki ni višja od 80%. .
Laktuloza. Trenutno je ustvarjanje sladoleda, ki ustreza potrebam potrošnikov na področju zdrave prehrane, obetavna smer v industriji zamrznjenih sladic. To usmeritev je mogoče doseči z zmanjšanjem količine maščob in ogljikovih hidratov, uporabo funkcionalnih sestavin, kot so bifidus in laktobacili, pa tudi prebiotičnih sestavin. Vnos prebiotika laktuloze v recepturo za sladoled poveča učinkovitost delovanja probiotičnih kultur v črevesju človeka.
Pomembna značilnost sladoleda, ki določa stabilno povpraševanje potrošnikov, je organoleptična ocena. Rezultati proučevanja organoleptičnih lastnosti proučevanih vzorcev so pokazali, da je sladoled z laktulozo prijetnega, blagega kislo-mlečnega okusa in arome, bolj popoln in uravnotežen od vzorcev brez laktuloze. Konzistenca vseh vzorcev je bila po vsej masi homogena brez opaznih grudic maščobe, stabilizatorja, ledenih kristalov, precej gosta.
Obvezna sestavina vseh vrst sladoleda so stabilizatorji- koloidne hidrofilne snovi, ki z vezavo proste vode in povečanjem viskoznosti zmesi prispevajo k oblikovanju strukture sladoleda. Stabilizatorji tudi izboljšajo konsistenco končnega izdelka in povečajo njegovo odpornost proti taljenju. Kot stabilizatorji pri proizvodnji sladoleda se uporabljajo agaroid. V mrzli vodi se ne topi, ampak v njej nabrekne in veže 4-10-kratno količino vode. Po ohlajanju agaroid tvori želeje (gele).
Agaroid se proizvaja v obliki listov z debelino največ 0,5 mm, plošč, poroznih plošč, kosmičev, prahu ali zrn brez nečistoč, vključkov.
Vlaga v agaroidu ne sme biti večja od 18%. Temperatura taljenja želeja, ki vsebuje 2,5% suhega agaroida, ne sme biti nižja od 50 ° C, točka želiranja pa ne pod 20 ° C. Agaroid dodamo mešanici v količini 0,3-0,7%.
Emulgatorji se nanaša na snovi, ki v nizkih koncentracijah prispevajo k nastanku in stabilizaciji emulzij zaradi prisotnosti hidrofobnih in hidrofilnih regij v molekuli. V sladoledu opravljajo emulgatorji več funkcij. Najprej stabilizirajo razpršenost maščobe v sladoledni mešanici, med zamrzovanjem pa pospešijo strjevanje maščobe in koalescenco maščobnih kroglic. Prav tako povečajo suho težo sladoleda in imajo sposobnost vezave vode.
Trenutno se pri izdelavi sladoleda vedno bolj uporabljajo rastlinske maščobe, na trgu pa so se pojavili kompleksni stabilizatorji-emulgatorji (CSE), ki omogočajo sočasno reševanje težav ne le emulgiranja maščob, temveč tudi vezave vlage v mešanice.
Trenutno se v Rusiji za proizvodnjo sladoleda uporablja več vrst kompleksnih stabilizatorjev-emulgatorjev. Za proizvodnjo sladoleda bomo izbrali kompleksni stabilizator-emulgator "Ingresan G-17 / A".
sladoledna glazura je sladek živilski izdelek, izdelan iz maščob, olj, sladkorja z dodatkom suhih mlečnih izdelkov in drugih sestavin ali snovi iz sladkorja, z dodatkom arom in stabilizatorjev.
Kremna maslena glazura je glazura na osnovi masla z dodatkom arom in barvil.
Praviloma se sladoled proizvaja v glavnem po eni tehnologiji. Vključuje naslednje operacije: glede na razpoložljive surovine se izberejo recepture ali izračuna masa komponent ob upoštevanju kemične sestave surovin in končnega izdelka, preveri se kakovost surovin, mešanica za izdelavo sladoleda, filtriranje, pasteriziranje, homogeniziranje, ohlajanje in zorenje zmesi, zamrzovanje (zamrzovanje), oblikovanje, temperiranje in pakiranje sladoleda. V tej računski nalogi je obravnavana linija za proizvodnjo sladolednih briketov v kremno kremni glazuri. Zato se po strjevanju sladoled glazira. Po potrebi se po pasterizaciji izvede dodatno filtriranje zmesi.
Ob upoštevanju visoke hranilne vrednosti sladoleda, ki se tradicionalno proizvaja v naši državi, je treba upoštevati potrebo po razvoju novih sort tega izdelka, ki ustrezajo zahtevam sodobnih prehranskih trendov. Pomembna usmeritev v razvoju industrije je trenutno ustvarjanje in proizvodnja sladoleda za zdrav življenjski slog z nizko vsebnostjo maščob in sladkorja, ki vsebuje funkcionalne sestavine. Mlečna industrija za to uporablja predvsem probiotične kulture in prebiotike.
Analiza znanstvene literature je pokazala, da do nedavnega ni bilo posebnih priporočil za uporabo probiotičnih kultur v tehnologiji sladoleda. Leta 2008 je bila na podlagi poskusov razvita naslednja tehnologija za proizvodnjo sladoleda z dodatkom probiotikov, zlasti laktuloze. Obsega prevzem, pripravo surovin, doziranje, mešanje komponent, filtracijo, homogenizacijo mešanice, pasterizacijo mešanice, hlajenje, fermentacijo in fermentacijo, mešanje in hlajenje mešanice z dodatkom sladkornega sirupa, zamrzovanje, vnos. inkapsulirane oblike kultur, oblikovanje, utrjevanje, glaziranje, pakiranje, označevanje in skladiščenje.
Ker je v trenutnih razmerah tržnega gospodarstva uvajanje dosežkov znanstvenega in tehnološkega napredka osnova za zagotavljanje konkurenčnosti proizvodnje, se pretočno mehanizirana tehnologija za proizvodnjo sladoleda šteje za najbolj racionalno.
Glavna oprema, ki se uporablja za proizvodnjo sladoleda v pretočno-mehanizirani liniji, je kopel za zorenje smetane, filter, homogenizator, pasterizacijsko-hladilna enota, izmenjevalnik toplote, rezervoar za zorenje mešanice, lamelar. hladilnik, zamrzovalnik, aparat za ekstrudiranje, aparat za hitro zamrzovanje in enota za glaziranje.
2.1 Priprava mešanice
Zmes pripravimo v kapacitivnih pasterizatorjih z mešalom. Predkomponente se pripravijo in stehtajo. Najprej se naložijo tekoče komponente - voda, mleko, smetana, segrejejo na temperaturo 35-45 ° C, kar zagotavlja najbolj popolno in hitro raztapljanje. Sladkor se doda v suhi obliki po presejanju (skozi sita s premerom odprtin 2-3 mm) ali v obliki sirupa. Suhe mlečne izdelke zmešamo z granuliranim sladkorjem v razmerju 1: 2 in raztopimo v majhni količini mleka, dokler ne dobimo homogene mase. Kondenzirane mlečne izdelke odlaga neposredno 6 rezervoarjev pasterizatorjev. Maslo ali plastično kremo odstranimo iz lesa in narežemo na majhne koščke ali stopimo na talilnih spiralah.
S pretočno metodo proizvodnje je postopek sestavljanja mešanice popolnoma mehaniziran. Da bi to naredili, se vse komponente predhodno raztopijo s strogo vzdrževano koncentracijo maščobe, sladkorja, SOMO.
2.2 Obdelava mešanice
Predelava vključuje filtracijo, pasterizacijo in homogenizacijo.
S filtracijo odstranimo mehanske nečistoče in neraztopljene delce komponent. Za preprečitev sekundarne bakterijske kontaminacije je filtracijo (vgradnjo filtrov) najbolje izvesti pred pasterizacijo. Običajno se uporabljajo pasterizacijsko-hladilne enote, ki vključujejo tudi filter in homogenizator.
Predelava mešanice poteka v tankem sloju in v neprekinjenem toku, brez dostopa zraka, kar zagotavlja visoko učinkovitost pasterizacije, ohranitev aromatičnih snovi in tudi vitaminov. Pasterizacija se izvaja pri temperaturi 85 ° C s časom zadrževanja 50-60 s. Tako visoki načini toplotne obdelave so posledica dejstva, da imajo sladoledne mešanice povečano vsebnost trdnih snovi, ki s povečanjem viskoznosti mešanic delujejo zaščitno na mikroorganizme.
Mešanice na osnovi mleka morajo biti homogenizirane, še posebej, če kot dodaten vir maščobe uporabimo maslo. Zahvaljujoč homogenizaciji se maščobne kroglice zdrobijo in enakomerno porazdelijo v mešanici. Poleg tega majhne maščobne kroglice hitreje zaznavajo temperaturo ohlajanja in strjevanja, dosežejo večjo stopnjo strjevanja gliceridov mlečne maščobe, kar prispeva ne le k doseganju homogene konsistence izdelka, temveč tudi k večji prekoračitvi, ki se spreminja premosorazmerno s količino utrjeni gliceridi. S povečanjem disperznosti maščobne faze se zmanjša razdalja med maščobnimi kroglicami, kar prispeva k nastanku majhnih ledenih kristalov med zamrzovanjem in izboljša strukturo končnega izdelka.
V dobro homogenizirani mešanici premer maščobnih kroglic ne sme presegati 1-2 mikronov brez prisotnosti kopičenja maščobe. Homogenizacija mora potekati pri temperaturah, ki so blizu temperaturi pasterizacije, vendar ne nižje od 63 °C. Pri temperaturah pod 60 °C pride do povečanega združevanja majhnih maščobnih kroglic, viskoznost zmesi se močno poveča zaradi nastajanja maščobnih kopičenj, kar vodi do zmanjšanja stepanja med zamrzovanjem.
Homogenizacijski tlak mora biti višji, čim nižja je vsebnost maščobe. Mešanice Plombir homogeniziramo pri 7,5-9 MPa, odvisno od uporabljenih surovin. S povečanjem homogenizacijskega tlaka se velikost maščobnih kroglic zmanjša, vendar se poveča število maščobnih kopičenj, ki med zamrzovanjem uničijo zračne mehurčke in poslabšajo prekoračitev. Kršitev režimov homogenizacije vodi do destabilizacije maščobe med zamrzovanjem in poslabšanja konsistence končnega izdelka - pojava zrn mlečne maščobe itd.
2.3 Hlajenje in zorenje mešanice
Homogenizirano mešanico hitro ohladimo na temperaturo 0-6°C in pošljemo v posodo z mešalom za zorenje in shranjevanje mešanice. Uporaba agarja, agaroida in drugih enakovrednih stabilizatorjev kot stabilizatorjev omogoča obdelavo ohlajene mešanice brez staranja za fizično zorenje.
Pri uporabi želatine in nekaterih drugih snovi kot stabilizatorja je potrebno fizično zorenje mešanice. Izvaja se pri temperaturi 0-6 ° C 4 do 24 ur, medtem ko pride do hidracije mlečnih beljakovin in stabilizatorja, nadaljnje adsorpcije različnih snovi, ki jih vsebuje mešanica, na površini maščobnih kroglic; strjevanje gliceridov mlečne maščobe v obliki mešanih kristalov v volumnu maščobnih kroglic. Stopnja strjevanja doseže približno 50%.
Zahvaljujoč strjeni maščobi zorjena zmes dobro vpija in zadržuje zračne mehurčke pri zamrzovanju zmesi in strjevanju sladoleda. Bolj ko je maščoba strjena, večja je stopnja absorpcije (stepanja) zračnih mehurčkov. Končni izdelek, izdelan iz zrele mešanice, ima visoko pretočnost in nežno teksturo brez zrnc ledenih kristalov. Trajanje fizičnega zorenja je odvisno od sestave mešanice, njene temperature in hidrofilnih lastnosti stabilizatorja.
Pred zamrzovanjem mešanici dodamo aromatične snovi (vanilin, vanilon, arovailon) v količini 0,005-0,15% in esence. Vanilin se doda v obliki vodno-alkoholne raztopine (300 g vanilina, 200 g alkohola in 500 g vode pri temperaturi 30 ° C) ali prahu, mletega s sladkorjem v prahu.
2.4 Zamrzovanje mešanice
Med zamrzovanjem je zmes nasičena z zrakom, medtem ko delno zamrzne. Posledično nastane nova faza (kristali ledu in maščobe), ločena z vmesnimi plastmi tekoče faze. Od pravilnosti tega postopka je odvisna struktura in konsistenca končnega izdelka.
Pri zamrzovanju pride do fazne transformacije vode, pri zamrzovanju sladolednih mešanic na osnovi mleka zmrzne od 45 do 67 % celotne vsebnosti vlage. Da bi dobili sladoled dobre konsistence, je potrebno, da velikost kristalov ne presega 100 mikronov. Več vode kot zmrzne med postopkom zamrzovanja, manj časa bo potrebno za strjevanje in boljša bo kakovost sladoleda. Temperatura, pri kateri mešanica začne zmrzovati, je od -2,2 do -3,5 °C, odvisno od vrste mešanice.
Struktura sladoleda je odvisna tudi od količine vnesenega zraka in njegove razpršenosti. V kakovostnem sladoledu povprečna velikost zračnih mehurčkov ne sme biti večja od 60 mikronov. Sladoled z visokim pretokom se zaradi nizke toplotne prevodnosti zraka topi počasneje. Z nezadostnim prekoračitvijo se izkaže, da je preveč gosta, z grobo teksturo in strukturo, če je previsoka - snežna, z luskasto strukturo. Prekoračitev je zelo spremenljiva značilnost in je odvisna od številnih dejavnikov: sestave mešanice (vsebnost suhe snovi in maščobe), lastnosti maščobe in stabilizatorja, učinkovitosti homogenizacije, načina zamrzovanja, zasnove zamrzovalnika, stanja njegovega noži. Mešanice, ki uporabljajo svežo smetano, se bolje stepajo kot mešanice z maslom. Ko se vsebnost sladkorja poveča, se prekoračitev zmanjša in čas, potreben za doseganje največje prekoračitve, se poveča.
Maščoba poslabša preplavljanje, saj maščobne kroglice oslabijo predelne stene med zračnimi mehurčki. Toda prisotnost maščobe zavira rast ledenih kristalov, kar zagotavlja nežno teksturo sladoleda. Pri 100% prekoračitvi vsebuje 1 g sladoleda približno 8,3 milijona zračnih mehurčkov s skupno površino 0,1 m 2 . Pri kremastem sladoledu in sladoledu dosežemo prekoračitev 70-100%.
V sladoledu po zamrzovanju večina maščobe preide v trdno stanje, tekoče maščobe ostane 11-12%. Temperatura sladoleda ob koncu zamrzovanja je od -4,5 do -6 °C.
Sladoled, ki pride iz zamrzovalnika, hitro zapakiramo in takoj pošljemo na strjevanje, saj se lahko z zakasnitvijo del kristalizirane vode odmrzne, kar posledično povzroči nastanek velikih ledenih kristalov.
Med procesom strjevanja temperatura pade na -15 -18°C. V tem primeru zamrzne 75-85 % celotne količine vode, ki jo vsebuje sladoled. Popolna kristalizacija vode je nemogoča, saj se koncentracija soli in sladkorja v nezamrznjenem delu raztopine močno poveča, zaradi česar se zmrzišče močno zniža (pod -50 ° C). Pri strjevanju gliceridi mlečne maščobe skoraj popolnoma preidejo v trdno stanje, v tekoči maščobi ostane le del odstotka.
Proces strjevanja poteka veliko počasneje kot zamrzovanje in brez mehanskega mešanja, zato se ustvarijo pogoji za nastanek velikih ledenih kristalov in njihovo rast v tog kristalizacijski okvir. Prisotnost fino razpršene strjene faze maščobe, številni zračni mehurčki preprečujejo nastanek velikih med seboj zraščenih vodnih kristalov. V sladoledu s temperaturo -20 °C prevladuje kristalizacijska struktura. Ta sladoled ima gosto teksturo in precej visoko moč. Trajanje strjevanja je odvisno od sestave sladoleda, temperature okolice, uporabljene opreme (zamrzovalniki, generator slanice, hladilniki itd.), vrste embalaže itd.
Porcije sladoleda, ki tehtajo 50, 80 in 100 g, se proizvajajo v obliki briketov na vafljih in brez njih, sladoleda različnih vrst, v papirnatih in vafeljskih skodelicah, vafeljskih stožcih, v laminirani foliji, v kartonskih škatlah s pergamentom. V škatlah v obliki tort se proizvajajo porcije 250-1000 g; 8-10 kg sladoleda je pakiran v inox tulcih.
V kalilnih komorah se vzdržuje temperatura -22-30 °C.
Običajno je postopek pakiranja in strjevanja sladoleda popolnoma mehaniziran: uporabljajo se proizvodne linije, ki so sestavljene iz FND, avtomatskega dozirnika in zamrzovalnika, povezanih s sistemom transporterjev. Zaradi intenzivnega mešanja zraka, ohlajenega na -30 °C v zamrzovalniku, strjevanje traja 35-45 minut, sladoled, ki pride ven, ima temperaturo -12 h -18 °C. To hitro strjevanje spodbuja nastanek majhnih ledenih kristalov z nežno teksturo sladoleda.
2.6 Glaziranje sladoleda
Glazuro za sladoled izdelujemo po recepturi, ki vsebuje čokoladno kuverturo, kakavovo maslo, kakav v prahu, sladkor v prahu, vrhunsko nesoljeno maslo. Za izdelavo glazure se maslo počasi segreje na temperaturi 35-38 °C v kotlih s parnim ali vodnim gretjem, stopljenemu maslu dodamo kakav v prahu ali čokoladno kuverturo (kakav v prahu predhodno zmešamo s sladkorjem v prahu). Celotno maso temeljito premešamo in vlijemo iz kotla v majhnih delih v kopeli za glaziranje. Pri temperaturah nad 40 °C se mešanica razdeli na sestavne dele in olje plava. Tako pregreta glazura se slabo prilega sladoledu. Ponovno segrevanje daje glazuri masten okus, zato je pripravljena v količini, ki ne presega dnevne potrebe.
Strjen sladoled pakiramo v kartonske škatle (po možnosti iz valovitega kartona, 2,4-6 kg neto, odvisno od vrste embalaže) in pošljemo v skladiščne komore s temperaturo -18-25 ° C in relativno vlažnostjo 85-90% . Temperaturna nihanja v komori ne smejo presegati ± 3 ° C, med dolgotrajnim shranjevanjem sladoleda pa sploh niso dovoljena. Pakiran sladoled, odvisno od vrste, lahko shranite do 2 meseca. Pri izpustu iz podjetja temperatura mlečnih vrst sladoleda ne sme biti višja od -10 ° C, sadja in jagodičja ter aromatičnih - ne višja od -12 ° C.
Kot je navedeno zgoraj, se proizvodnja sladoleda izvaja po eni sami tehnologiji z uporabo različnih naprav in načinov. V tej računski nalogi je obravnavana linija za proizvodnjo sladolednega sladoleda v kremno-smetanovi glazuri z uporabo funkcionalnih komponent.
Sladoled je izdelek za dolgoročno skladiščenje, zato je potrebno povečati preživetje mlečnokislinskih probiotičnih kultur pri proizvodnji in skladiščenju sladoleda ter v prebavilih. Znano je, da je eden od načinov za povečanje učinkovitosti probiotičnih izdelkov uporaba takšnih funkcionalnih sestavin, kot so prebiotiki v njihovi sestavi.
Trenutno je najbolj raziskan in proizveden prebiotik v Rusiji laktuloza, zato bomo pri pripravi tehnološke sheme uporabili delno zamenjavo saharoze v receptu za sladoled s prebiotikom - laktulozo. V zvezi s tem bomo spremenili naslednje korake v klasični tehnologiji sladoleda.
Počasen razvoj probiotičnih kultur je posledica dejstva, da visoke koncentracije saharoze v standardnih formulacijah povečajo osmotski tlak v sladolednih mešanicah. Zato je bilo predlagano postopno uvajanje saharoze: na prvi stopnji dodajte nekaj saharoze, ki ne zmanjša intenzivnosti razvoja starter kultur med procesom fermentacije, na drugi stopnji pa dodajte količino saharoze, ki je potrebna za recept v obliki sirupa fermentirani zmesi med mešanjem sladoledne zmesi.
Naslednja najpomembnejša tehnološka operacija v proizvodnji sladoleda je postopek zamrzovanja, med katerim zmes delno zamrzne in nasiči z zrakom.
To je glavna tehnološka operacija, ki vodi do smrti velikega števila živih celic probiotičnih kultur med proizvodnjo sladoleda. Dobljeni podatki kažejo na upočasnitev procesa fermentacije sladolednih mešanic do 11-12 ur in doseganje titrabilne kislosti 70-80ºT pri uporabi inkapsulirane oblike probiotičnih bakterij v primerjavi s prostimi celicami (6-8 ur) . Med zamrzovanjem mešanic z inkapsuliranimi celicami pa je njihovo število ostalo praktično na enaki ravni kot pred zamrzovanjem. Zato je bilo predlagano, da se kapsulirane oblike prebiotičnih kultur uvedejo neposredno po zamrzovanju pri oblikovanju sladolednih ploščic.
Sladoled iz fermentirane mešanice se topi počasneje kot izdelek iz mešanice, ki ni bila fermentirana. Vzorec hitrosti taljenja za sladoled, narejen iz mešanice fermentiranih prostih in inkapsuliranih celic, je bil podoben.
Opredelimo vodilno opremo. To običajno vključuje opremo, kjer surovine postanejo končni izdelki ali polizdelki z visoko stopnjo pripravljenosti ali kjer se izvajajo osnovni tehnološki procesi. Glede na proizvodno tehnologijo izberemo naslednjo opremo kot vodilno v proizvodnji sladoleda v kremasti glazuri s probiotičnimi dodatki. To so kopel za zorenje smetane znamke VGSM, filter znamke A1-OShF, homogenizator znamke A1-OGM, ploščna enota za pasterizacijo in hlajenje, ploščni izmenjevalnik toplote znamke A1-00YA-1.2, rezervoar za zorenje mešanice znamke RMVTs-6, zamrzovalnik znamke OFI, oblikovalna naprava WN055, naprava za hitro zamrzovanje APS-450, naprava za glaziranje AGSH.
4.1 Opis vodilne opreme
Kremna kopel za zorenje(sl. 4.1) ima polvaljasto obliko, na zunanji strani obdan s srajco. Plašč je napolnjen z vodo in segrevan s paro skozi mehurček 1. Tlak pare je 0,05 MPa. Prelivna cev 2 vzdržuje konstanten nivo vode v plašču. Kopel za zorenje smetane ima pokrov 18, ki se zapira z ročnim polžnim mehanizmom 15. Kopel je nameščena na temelju z naklonom proti odtočnemu ventilu 8.
Mešalo 10 cevi, ki se nahaja v kopeli 9, je hkrati toplotni izmenjevalec. Konci cevi mešala so povezani s kolektorji, skozi katere se dovaja in odvaja hladilno sredstvo ali hladilno sredstvo. Odcepi dovodnih in odvodnih kolektorjev so pol-osi - zatiči, ki so nameščeni v samonaravnalnih ležajih 6. Upognjene veje s polnilnimi škatlami so pritrjene na zatiče, ki se vrtijo v ležajih. Po drugi strani pa so izhodi s prirobnicami 4 povezani s fiksnimi vodi, skozi katere se dovaja in odvaja toplota ali hladilno sredstvo.

riž. 4.1. Kremna kopel za zorenje VSGM
1 - cevni perforirani mehurček; 2 - prelivna cev;
3 - telo; 4 - prirobnica; 5 - zavoji; 6 - ležaji; 7 - zavoji;
8 - odtočni ventil; 9 - delovna kopel; 10 - mešalnik; 11 - odtočna cev; 12 - električni motor; 13 - klinasti začasni prenos;
14 - menjalnik; 15 - polžasto orodje; 16 - potisk;
17 - ročični mehanizem; 18 - pokrov; 19 - ročaj; 20 - cev za oskrbo z vodo; 21 - noge; 22 - plošča.
Mešalo naredi nihalno gibanje, ki odstopa od navpične osi za 60-100 °. Število zamahov mešala je 12 na minuto. O zibanju mešala poroča ročični mehanizem 17, ki ga poganja elektromotor 12 prek klinastega jermena in menjalnika. Moč elektromotorja 0,6 kW. Kot nihanja mešala se nastavlja s posebnim zatičem.
Tehnične značilnosti kopeli za zorenje smetane so podane v tabeli. 4.1.
Da bi zmanjšali zapletenost postopkov za vnos suhih in kondenziranih surovin v mešalne kopeli, številna podjetja uporabljajo posebne naprave za dvigovanje in prevračanje sodov. Moč, ki jo porabijo takšne naprave, je le 1 kW, trajanje delovnega cikla pa ne presega 4 s. Za isti namen se uporabljajo teleferji, dvižne in razkladalne naprave.
Tabela 4.1 Tehnične značilnosti kopeli za zorenje smetane
Filter A1-0SHF(slika 4.2) je sestavljen iz dveh izmenično delujočih komor. Ko se zamaši, se ena komora izklopi za čiščenje, druga pa se vključi. Komore imajo obliko valja in so nameščene vodoravno na obeh straneh stikalne naprave 1, nameščene na nosilnem drogu 7. Vsaka komora je sestavljena iz ohišja 5 in mrežastega filtrirnega valja 6. Stikalna naprava 1 vključuje ohišje in vtič ventil 2.
Filtracijska mešanica se dovaja v zgornjo odprtino razdelilnika in prehaja v telo filtrske komore. Mešanica, ki teče okoli vrha filtrskega mrežastega valja, zapusti komoro in vstopi v spodnji del razdelilne naprave. Iz spodnjega odcepa razdelilne naprave se mešanica pošlje v cevovod za nadaljnjo predelavo. Zmogljivost filtra se giblje od 2500 do 4600 kg/h, odvisno od vrste mešanice. Zmes se dovaja pod tlakom 0,2-0,25 MPa. Površina, ki jo zaseda filter je 0,4 m 2, njegova teža je 62 kg.

riž. 4.2. Filter A1-0SHF za sladoledne mešanice
1 - stikalna naprava; 2 - vtični ventil; 3 - matica;
4 - ključ; 5 - ohišje filtra z ročajem;
6 - filtrirna mreža valja; 7 - stojalo.
Homogenizator OGB-M (slika 4.3) vodoravnega tipa z enostopenjsko homogenizacijsko glavo je sestavljen iz okvirja 6, pogona, ročičnega mehanizma 8, bloka 5, homogenizacijske glave 4 in manometrične naprave 1.
Pogon se nahaja na dnu okvirja. Od elektromotorja 2 se prek prenosa klinastega jermena 3 požene ročični mehanizem 8, ki zagotavlja povratno gibanje batov. Bati (3 jih je) se premikajo v trikomorni enoti 5, nameščeni na sprednjem zgornjem delu okvirja. Vsaka komora ima sesalni in izpustni ventil.
Homogenizacijska glava (slika 4.7, b) je sestavljena iz telesa 3, homogenizacijskega ventila 2, sedeža ventila in razpršilnika 4. Manometrična naprava 1 ima ohišje, v katerem je nameščen manometer s cevjo, napolnjeno s transformatorskim oljem.
Vroča mešanica (60-80°C) se filtrira (filter se nahaja na sesalnem vodu pred homogenizatorjem) in vstopi v homogenizator. Ko se bat vrne, mešanica dvigne sesalni ventil in preide v delovno komoro. Ko bat naredi izpustni hod, se mešanica potisne skozi in z dvigom izpustnega ventila preide v izpustni kolektor bata. Skozi odprtino v izpustnem kolektorju pride mešanica v homogenizacijsko glavo. Homogenizacija segrete mešanice se izvede, ko gre skozi obročasto režo med ventilom in sedežem pod visokim pritiskom.
Glavni dejavniki, ki zagotavljajo drobljenje maščobnih kroglic, vključujejo spremembe tlaka in hitrosti pretoka mešanice, ko gre skozi homogenizacijsko glavo.

riž. 4.3. Homogenizator OGB-M
1 - ročaj za regulacijo tlaka; 2 - električni motor;
3 - prenos klinastega jermena; 4 - homogenizacijska glava;
5 - batni blok; 6 - postelja; 7 - drsnik;
8 - ročični mehanizem; 9 - ročična gred
Tabela 4.2 Tehnične značilnosti homogenizatorja tipa OGB-M
Avtomatizirana naprava za pasterizacijo in hlajenje plošč(Sl. 4.4) je sestavljen iz ploščnega toplotnega izmenjevalnika 6, kompenzacijskega rezervoarja 2 s plovnim regulatorjem, črpalke 1 za dovajanje mešanice iz kompenzacijskega rezervoarja v regeneracijski del, kotla 10 za toplo vodo, injektorja 11 za ogrevanje. vode s paro, črpalko 9 za dovod tople vode iz kotla v pasterizacijski oddelek, obvodni ventil 3, cilindrično držalo 7, nadzorno ploščo 4. Enota je s cevovodi povezana na potrebne armature in je opremljena z elektrohidravličnimi regulacijskimi ventili za oskrba s paro in slanico. Shema namestitve vključuje homogenizator blagovne znamke A1-ОGA-2,5, ki se nahaja med odsekoma pasterizacije in regeneracije. Instalacija zavzema površino 13,5 m 2 .
Toplotni izmenjevalnik 6 je sestavljen iz štirih delov: pasterizacija, regeneracija, hlajenje s hladno vodo in hlajenje slanice. Plošče za prenos toplote (tip P-2) so napeljane skozi zgornjo in spodnjo palico in so sestavljene v pakete v vsakem delu. Na vsaki ploščici je vgravirana serijska številka. Paket je skupina plošč, ki ustvarjajo isto smer gibanja tekočine. Sekcije so med seboj ločene z vmesnimi ploščami. Na vogalih plošč so nastavki za pretok tekočin. Gumijasto tesnilo je prilepljeno na robove vsake plošče za tesno vpenjanje plošč v vseh delih tlačne plošče z uporabo vijačnih naprav, ki se nahajajo na koncih zgornje in spodnje palice.
Rezervoar 2, skozi katerega mešanica vstopa v ploščni toplotni izmenjevalnik 6, mora biti vedno napolnjen z mešanico do določenega nivoja. Za samodejno vzdrževanje mešanice na zahtevanem delovnem nivoju je izravnalna posoda 2 opremljena z neposredno delujočim plovnim regulatorjem.
Držalo 7 je cev velikega premera, skozi katero pasterizirana in homogenizirana mešanica izgubi hitrost in se tako zadržuje pri temperaturi pasterizacije še 20-50 sekund.

riž. 4.4. Avtomatizirana hladilna naprava za sladoledne mešanice
utrjevanje tehnološke embalaže sladoleda
1- rotacijska črpalka; 2 - kompenzacijski rezervoar;
3 - obvodni ventil; 4 - nadzorna plošča;
5 - uporovni termometer; 6 - ploščni izmenjevalnik toplote; 7 - valjasto držalo;
8 - homogenizator (ni vključen v namestitveni komplet);
9 - črpalka za toplo vodo; 10 - kotel; 11- injektor.
Obvodni ventil 3 služi za samodejno vračanje premalo pasterizirane mešanice v rezervoar 2.
Pred zagonom se plošče v ploščnem izmenjevalniku toplote pritisnejo na stojalo. Nato se priključijo cevovodi za mešanico, vodo, paro, slanico. Napravo operemo in steriliziramo.
Tabela 4.3 Tehnične značilnosti pasterizacijskih in hladilnih enot za sladoledne mešanice
Trenutno obrat "Voronezhprodmash" ponuja pasterizacijske in hladilne enote za mešanico sladoleda znamke OOL. Za to linijo je primerna enota znamke OOL-3 z naslednjimi tehničnimi lastnostmi (tabela 4.4)
Tabela 4.4 Tehnične značilnosti pasterizacijsko-hladilnih enot za sladoledne mešanice znamke OOL-3
Avtomatizirana plošča hladilnik znamka A1-OOYa-1,2 je zasnovana za hitro hlajenje mešanice v zaprtem toku s tanko plastjo.
Hladilnik (slika 4.5) je nameščen na naslednji način. Dve vodoravni palici z vijačnimi vpenjalnimi mehanizmi 6 skupaj z glavnim 1 in nosilnim stebrom 7 tvorita okvir. Plošče za izmenjavo toplote, razdelilne 3 in tlačne plošče 5 so narezane s palicami in tesno stisnjene proti glavnemu stojalu z vpenjalnimi napravami 6. Hladilnik ima dva dela: hladilni del z arteško vodo 4 in hladilni del s hladno slanico 2. Opremljen je z orodja za avtomatizacijo za vzdrževanje in nadzor temperature mešanice na izhodu.
 |
riž. 4.5. Ploščni hladilnik А1-00Я-2,5
1 - glavni regal; 2 - oddelek za hlajenje slanice;
3 - ločilna plošča; 4 - del vodnega hlajenja;
5 - tlačna plošča; 6 - vpenjalne naprave; 7 - podporno stojalo; 8 - plošča za izmenjavo toplote; 9 - uporovni termometer.
Plošče 8 (tip P-2) so valovite, vtisnjene iz nerjavečega jekla Kh18N10T. Površina za izmenjavo toplote ene plošče je 0,2 m 2 . Gumijasta tesnila so prilepljena na plošče, tako da jih je mogoče hermetično pritisniti eno na drugo in ustvariti nekakšen pretok tekočine. Skupno število plošč v aparatu je 72 kosov.
V kompletu naprave za hlajenje zmesi je poleg ploščatega hladilnika še izravnalni rezervoar s plovnim regulatorjem nivoja zmesi, črpalka za dovod zmesi iz rezervoarja v aparat in krmilna plošča.
Tabela 4.5 Tehnične lastnosti ploščnega hladilnika A1-00V-2.5
Vertikalni rezervoar RMVC-6(Sl. 4.6) je nameščen na treh nosilcih 13. Telo ima cilindrično obliko. V spodnjem delu ohišja je loputa 5 za notranji pregled in pranje, ki je zaprta s pokrovom na tečajih. Skozi pokrov jaška poteka konzolna gred lopatičnega mešalnika. Elektromotor in menjalnik mešala sta pritrjena na pokrov jaška. Pod loputo je pipa 3 za vzorčenje. Nad loputo je nameščen okvir za termometer 6. V zgornjem delu telesa je svetilka 7 s kontrolno svetilko in okencem za ogled. Zgornje in spodnje dno rezervoarja sta sferična. Z zunanje strani je rezervoar prekrit z izolacijo 11 iz vlaknene plošče ali penaste plastike in kovinskim ohišjem 12.
Mešanica se dovaja v odcepno cev 8, ki se nahaja v zgornjem dnu, in se vlije v rezervoar skozi cev za odstranjevanje pene. V sredini spodnjega dna je odtočna pipa 1, ki je opremljena z napravo 2 za odpiranje na daljavo. Količino mešanice v rezervoarju merimo s plovcem nivoja z indikatorjem najvišjega nivoja. Ko plava navzgor, plovec 9 deluje na mikrostikalo, posledično se aktivira signalna lučka. Tehnične značilnosti rezervoarjev za mleko so podane v tabeli. 4.5.


riž. 4.6. Rezervoar za mleko RMVC-6
1 - odtočni ventil; 2 - naprava za odpiranje odtočne pipe; 3 - pipa za vzorčenje; 4 - pogon mešala; 5 - loputa;
6 - okvir termometra; 7 - svetilka; 8 - sesalna cev;
9 - plovec indikatorja nivoja; 10 - telo rezervoarja;
11 - izolacija; 12 - ohišje; 13 - nosilci rezervoarja; 14 - temelj.
Tabela 4.6 Tehnične značilnosti rezervoarja RMVTs-6
Zamrzovalnik OFI(slika 4.7) je sestavljen iz okvirja, zamrzovalnega cilindra z mešalom in noži, črpalke, dovodnega rezervoarja za mešanico s plovnim ventilom, pogona. Zasnovan za proizvodnjo različnih vrst sladoleda na osnovi mleka, vključno s polnili (v obliki prahu, pireja, sirupov), pa tudi sladoleda iz sadja in jagodičja.
Na okvirju 3 je vodoravno nameščen zamrzovalni valj 7. Zunanja površina plašča cilindra je prekrita z izolacijo in jeklenim ohišjem. S sprednje strani je cilinder zaprt s pokrovom, ki ima izhod za sladoled s tripotno pipo 6. V izstopu je nameščen protitlačni ventil, s katerim lahko uravnavamo tlak izdelka v valj.
Mešalni cilinder je sestavljen iz zunanje lupine z okni, notranjega rezila, stepalnika in dveh nožev. Stepalnik je obroč, povezan s štirimi palicami. Orodje udarca je vstavljeno v sprednji pokrov cilindra in tako imobilizira udarec. Noži so nameščeni na zatičih. Telo mešala je z vratom povezano s pogonsko gredjo z varnostnim medeninastim zatičem. Vrat mešalne gredi na izhodu iz zadnjega pokrova cilindra je zatesnjen z oljnim tesnilom.
Zobniške črpalke 10 so sestavljene iz ohišja, dveh pokrovov (spredaj in zadaj), dveh zobnikov. Gred zobnika je zatesnjena s tesnilom s skodelico in obročem. V notranjosti skodelice je tesnilo z gumijastim obročem, ki se naslanja na vzmet. Napajalni rezervoar 9 je pritrjen na nosilec na steno ohišja motorja. Zračna plast med stenami dovodnega rezervoarja deluje kot toplotna izolacija, ki zmanjša segrevanje sladoledne mešanice. Rezervoar je opremljen z avtomatskim plovnim ventilom, skozi katerega vstopa mešanica in se regulira njen nivo. Na dnu je ventil za jemanje mešanice. V rezervoarju je mrežica za pasiranje mešanice.
V notranji votlini okvirja je nameščen električni motor - pogon mešalne in zamrzovalne črpalke, prenosni sistemi in variatorski mehanizem.
 |
riž. 4.7. Zamrzovalnik znamke OFI
1 – akumulator tekočega amoniaka; 2 - cevovod za tekoči amoniak; 3 - postelja; 4 - regulacijski variator vztrajnika;
5 - tripotni zaporni ventil za amoniak; 6 - tripotni ventil za izpust sladoleda; 7 - valj; 8 - dvoredni zobnik za pogon mešala; 9 - dovodni rezervoar za mešanico; 10 - črpalke izdelkov; 11 - šoba za izpust sladoleda; 12 - nadzorna plošča.
Hladilni sistem zamrzovalnika OFI - amoniak, obtočni. Akumulator amoniaka 1 se nahaja pod cilindrom 7. To je posoda, v kateri je vedno zaloga tekočega amoniaka. Injektor se nahaja na dnu baterije. Tekoči amoniak pod tlakom kondenzacije (0,8-1,0 MPa) prehaja skozi filter in, razvejan, vstopi v injektor in akumulator. Tekoči amoniak, ki zapusti ozko šobo injektorja v obliki curka, vstopi v akumulator, medtem ko se njegov tlak zmanjša na tlak izhlapevanja, hitrost pa se močno poveča. Ta curek z visoko hitrostjo zajame tekočino iz akumulatorja in jo dvigne skozi dovodno cev v notranjo votlino plašča cilindra.
Pranje sten valja, tekoči amoniak zavre zaradi toplote mešanice in sladoleda v valju. Hlapi amonijaka so usmerjeni v sesalni vod skozi regulator tlaka izhlapevanja amoniaka.
Zamrzovalnik se zažene v določenem zaporedju. Odprite zaporne ventile na sesalnem vodu amoniaka, nato na tekočem vodu. Odprite ventile za zapiranje tekočine pred zamrzovalnikom in napolnite akumulator z amoniakom do polovice. Z mešanico napolnite posodo. Regulator izparilnega tlaka se rahlo odpre, za kar se vzmeti sprostijo z odvijanjem tlačnega vijaka z ročnim kolesom. Odprite dostop mešanice do črpalk izdelka. Elektromotor je vklopljen, medtem ko je ročica variatorja obrnjena na najnižjo hitrost. Takoj, ko mešanica priteče iz zamrzovalnega valja, odprite dovod amoniaka v injektor, preklopite tripotni zaporni ventil za amoniak v delovni položaj (obrnite ročico tako, da je linija na steblu ventila navpična). Istočasno se začne dovod amoniaka v plašč cilindra.
Nato se izvede potrebna prilagoditev zamrzovalnika in takoj, ko pride ven sladoled zahtevane kakovosti, se tripotni izpustni ventil preklopi na dovajanje sladoleda v embalažno šobo.
Mešanica za sladoled se gravitacijsko ali s črpalko dovaja v dovodni rezervoar zamrzovalnika skozi plovni ventil. Črpalka prve stopnje ga vzame iz napajalnega rezervoarja in dovaja v črpalko druge stopnje. Črpalka druge stopnje ima visoko zmogljivost, deluje pod obremenitvijo, zato sesa zrak skozi poseben zračni ventil. Zmes, nasičena z zrakom, se nenehno dovaja pod tlakom črpalke druge stopnje v delovni valj in pod vplivom tega tlaka se razdeli končni sladoled.
Telo cilindričnega mešala, njegovo notranje rezilo in noži se vrtijo v isto smer, stepalnik pa miruje. Ko se mešalo vrti, rezilo vrže izdelek na stepalne palice, noži se pritisnejo na stene cilindra in z njih nenehno režejo tanko plast zamrznjenega sladoleda. Ko sladoled izstopa iz cilindra, tlak pade in zračni mehurčki se razširijo, kar poveča pretok sladoleda.
Drugostopenjska črpalka s stalnim curkom iztisne sladoled iz cilindra. Skozi izhodno cev gre skozi odprto tripotno pipo za produkt, pri čemer premaga upor vzmeti protitlačnega ventila.
Zaustavitev in izklop zamrzovalnika poteka po naslednjem vrstnem redu. Zaustavite pretok mešanice v napajalni rezervoar in preklopite tripotni zaporni ventil za amoniak v položaj za izklop. Nato zaprite zaporne ventile na liniji injektorja pred regulacijo nivoja plovca.
Takoj, ko tekoča mešanica pride iz zamrzovalnika, nastavite variator v srednji položaj in izklopite električni motor. Zaprite glavni ventil za tekočino v zamrzovalniku. Po ustavitvi se zamrzovalnik razstavi in opere.
Tabela 4.7 Tehnične značilnosti zamrzovalnika OFI
Stroj za ekstruzijo RHEON model Cornucopia® KN135(slika 4.9) je sposoben delati z različnimi živilskimi materiali, od slaščic do mletega mesa in rib. Cornucopia® KN135 je opremljen z novo patentirano vrsto diafragme, zahvaljujoč kateri je mogoče pridobiti izdelke najvišje kakovosti. Avtomatski stroj izdeluje izdelke s težo od 10 gramov do 150 gramov. Možna je tudi uporaba različnih dodatnih možnosti, kot je "Naprava za vnos celega nadeva."
Velikost izdelka  (10~150g)
(10~150g)
Razmerje med polnilom in lupino  (1:0 ~ 0:1)
(1:0 ~ 0:1)
Dolžina izdelka 
riž. 4.8. Metode strojnega oblikovanja Rheon

riž. 4.9. Stroj za ekstruzijo Rheon Cornucopia® KN135
Postopek oblikovanja izdelka je naslednji: izdelek se naloži v posebne bunkerje. Nato se sestavina postopoma vbrizga v oblikovalno enoto stroja, kjer se izvede natančno doziranje izdelka. Nato se ekstruzija odloži s pomočjo diafragme. Pri uporabi polnila diafragma ne reže, ampak valja izdelek in polnilo se enakomerno porazdeli po notranjosti.
Tabela 4.8 Specifikacije stroja za ekstruzijsko oblikovanje Rheon Cornucopia® KN135
Stroj za ekstrudiranje Rheon WN055(Sl. 4.10) enostaven za rokovanje, možen je enostaven prehod iz razreda v razred. Ima natančno doziranje komponent (aparat ima spominski blok do 100 receptov, dovolj je vnesti samo kodo izdelka), natančno razmerje polnila in ovoja, ki se lahko spreminja glede na izbrani recept. Izdelke je možno izdelati tako s polnilom kot tudi brez polnila, velikost izdelkov se enostavno prilagaja v širokem razponu. Stroj deluje brez hrupa in se pere z običajno tekočo vodo. Možna je uporaba nadevov različnih konsistence in disperzije.
Kot polnila so primerne naslednje sestavine: marmelada, marmelada, masa sadja in jagodičja; orehova masa s trdimi delci; nugat; čokoladne, sladkarije in makove mase; kuhano kondenzirano mleko; ribe, meso, sir, zelenjava in še veliko več.
Z osnovno konfiguracijo šob stroj proizvaja izdelke: sferične in cilindrične ter kontinuirano ekstruzijo (oblika valja). Če želite razširiti obseg, lahko uporabite dodatne možnosti.
Stroj za ekstrudiranje "Rheon WN055" proizvaja izdelke v dveh vrstah. Po svojih zmogljivostih stroj ustreza delu dveh enovrstnih oblikovalnikov "Cornucopia™ KN135".

riž. 4.10. Stroj za ekstruzijo Rheon WN055
Prednosti stroja so njegova kompaktnost, prisotnost posodobljene in naprednejše nadzorne plošče. Stroj ima več kontrolnih komponent, zaradi česar so izdelki, proizvedeni na tej opremi, popolne oblike in najvišje kakovosti.
Nadzorna plošča stroja vključuje monitor "Touch Screen". S pritiskom na zaslon se premikate iz enega programa v drugega, iz ene funkcije v drugo. Nedvomno boste v neverjeten užitek delali na tem izjemno enostavnem za upravljanje in poslušnem stroju.
Tabela 4.9 Specifikacije stroja za ekstruzijsko oblikovanje Rheon WN 055
Trak za hitro zamrzovanje APS-450(slika 4. 11) je namenjena za zamrzovanje živilskih izdelkov v majhnih kosih, kot so jagode, sadje, cmoki, palačinke, mesni izdelki, sladoled itd. Izdelek vstopi v stroj in se v njem premika s pomočjo tekočih trakov. Hitrost jermenov se regulira gladko in v širokem območju. Trakovi so izdelani iz tkaninskih polimerov ali gumijastih materialov, odobrenih za stik z živili. Zamrznjen izdelek se odvzame skozi sprejemni lijak za dovajanje za pakiranje.

riž. 4.11. Trak za hitro zamrzovanje APS-450
Izdelek, ki je na tekočem traku, je pihan s tokovi hladnega zraka pod visokim pritiskom, usmerjenim na njegovo zgornjo in spodnjo površino, zaradi česar pride do hitrega zamrzovanja z minimalnimi poškodbami strukture izdelka in minimalnim krčenjem v povprečju 0,4%.
Transportni sistemi so lahko različnih izvedb: mrežasti (ravni ali spiralni) ali transportni trak iz nerjavečega jekla, zibelka ali prostorski transporter. Tuneli so primerni za integracijo v proizvodno linijo (priprava, predelava, pakiranje, zamrzovanje, pakiranje) in jih odlikuje stalna produktivnost, merjena v kilogramih zamrznjenih izdelkov na uro. Zasnova tunela je običajno optimizirana za določen tip (velikost) izdelka in prehod na drug izdelek povzroči izgubo produktivnosti.
Toplotna izolacija naprav je iz "sendvič" plošč z uporabo poliuretanske pene in barvanega pocinkanega jekla. Kovinske konstrukcije so izdelane iz nerjavečega jekla.
Tabela 4.10 Tehnične značilnosti tračnega zamrzovalnika APS-450
Zasteklitvena enota je zasnovan za enakomerno popolno premazovanje izdelkov z glazuro v procesu njihovega neprekinjenega transporta.
Telo AGSH je izdelano iz barvane kovine ali nerjavečega jekla (material po izbiri naročnika). V ohišju je nameščena temperirna posoda z vgrajeno črpalko za dovajanje čokoladne glazure. Nad posodo za kaljenje je nameščen mrežni transporter, ki je sestavljen iz dveh delov: sprejemnega - za sprejem izdelkov in delovnega - za glaziranje ali dekoriranje izdelkov. V notranjosti transporterja je spodnja izlivna enota, ki služi za glaziranje spodnjega dela izdelka. Nad transporterjem je nameščena toplotna komora, v kateri je delovno območje. V notranjosti nad delovnim transporterjem je zgornja izlivna enota, ki služi za nanos enakomerne plasti čokoladne glazure na izdelek po celotni širini transportne mreže. V delovnem območju je tudi šoba za odpihovanje odvečne glazure.
Tabela 4.11 Tehnične značilnosti zasteklitev AGSH
| Indikatorji |
Pomen |
||
| Produktivnost, kg/h |
|||
| Delovna širina mreže, mm |
|||
| Hitrost gibanja mreže, m/min |
|||
| Produktivnost za glazuro, debelina 1,5-2,0 mm, m 2 / min |
|||
| Prostornina nakladalne toplotne zmogljivosti, m 3 |
|||
| Prostornina vode v toplotnem plašču, m 3 |
|||
| Največja višina izdelka, mm |
|||
| Napetost (3-fazna z izolirano nevtralnostjo), V |
|||
| Instalirana moč, kW |
|||
|
Širina, mm višina, mm |
|||
| Masa AGSH, ne več kot, kg |
|||
Na nadzorni plošči, nameščeni v zgornjem delu AGSH, je merilnik-regulator, ki uravnava temperaturo čokoladne glazure in vode.
Inverterji OMRON uravnavajo hitrost tekočega traku, črpalko za glazuro in pretok zraka za odpihovanje odvečne glazure.
Horizontalni pakirni stroj "Linepack FA"(Sl. 4.13) je zasnovan za pakiranje kosovnih izdelkov v trišivne vrečke Flow-Pack. Pakirni stroj se lahko uporablja za delo z mlečnimi izdelki (briketi skutne mase, predpakirani v pergament, skuta, sladoled) v pogojih visoke vlažnosti in je del linije glazirane skute.
Posebej za delo v pogojih povečane vlažnosti je linija izdelana iz nerjavečega jekla. Za avtomatizacijo proizvodnega procesa je linija opremljena s sistemom avtomatskega zlaganja izdelkov (stopenjski transporterji), ki zagotavlja neprekinjeno dovajanje izdelka iz proizvodne linije v pakirni stroj. Možna je tako desna kot leva izvedba ter dvostranska. Linija je opremljena z datumatorjem termičnega tiskalnika, odvijalcem filma z dvema držaloma za zvitke in napravo za centriranje zvitka filma.
Uporabljen embalažni material: dvoosno orientiran polipropilen z eno ali dvema toplotno varljivima slojema, kombinirani materiali na osnovi polipropilena.
Standardna oprema pakirnice: dovajalni vodoravni verižni transporter; pakirni modul z univerzalnim oblikovalcem vrečk; mehanizem dela na fotooznaki; mehanizem za odvijanje in centriranje zvitka; dater v prečnem šivu (z reliefom); transportni trak za izhod; števec ciklov; varnostni senzorji; dvopozicijske varilne gobe; dva držala za zvitke.

riž. 4.13. Horizontalni pakirni stroj Linepack FA
Tabela 4.12 Specifikacija pakirnega stroja
Diagram stroj-strojna oprema je prikazan v Dodatku 2.
4.2 Izračun produktivnosti in količine opreme
Ob 12-urni delovni izmeni izračunamo produktivnost in količino opreme v liniji na 2,5 tone končnih izdelkov. Hkrati upoštevamo, da bo oblikovanje potekalo v 8 urah. Vzemimo rezervoar in ploščato pasterizacijsko-hladilno napravo z občasno opremo, ostalo pa neprekinjeno.
Velikost oblikovalnih palic bo naslednja: dolžina 0,12 m, širina 0,03 m, višina 0,025 m Masa palice bo 98,6 g Pokrivna površina glazure bo 0,0147 m 2. Nato bo pri produktivnosti 360 kg/h nastalo 3652 barov na uro. Zahtevana površina zasteklitve bo 3652∙0,0147=53,68 m 2 /h. Produktivnost stroja za zasteklitev AGSH-600 (za glazuro) je 19,8-142,8 m 2 / h z debelino glazure 1,5-2 mm. Potem je število strojev za zasteklitev n=1. Skupaj bo potrebno 0,644 m 3 glazure na izmeno. Pri prelivu 10 kg/m 3 je gostota glazure 941,97 kg/m 3 . Potem boste za glazuro potrebovali 941,97∙0,644=606,62 kg glazure. Masa celotne palice je 0,1193 kg.
Nato izračunamo količino opreme za proizvodnjo končnih izdelkov 236,7 kg / h. Upoštevamo velikost zakonske zveze in izgube v višini 15% količine končnih izdelkov. Nato je zahtevana proizvodnja 272,2 kg/uro.
Produktivnost aparata za ekstrudiranje kg/h; število naprav v liniji ![]() PC. Sprejmemo n=1 in naprava bo delovala z največjo zmogljivostjo.
PC. Sprejmemo n=1 in naprava bo delovala z največjo zmogljivostjo.
Produktivnost rezkarja kg / h;
Število zamrzovalnikov v liniji kos; Sprejemamo n=1.
ploščni hladilnik kg/h,
Število ploščatih hladilnikov v liniji ![]() PC; Sprejemamo n=1.
PC; Sprejemamo n=1.
Posoda za fermentacijo in mešanje mešanice
Število rezervoarjev v vrsti ![]() PC; Sprejemamo n=1.
PC; Sprejemamo n=1.
Enota za pasterizacijo in hlajenje plošč kg/h
Število namestitev v liniji ![]() PC; Sprejemamo n=1.
PC; Sprejemamo n=1.
Homogenizator kg/h, kjer je (5.2)
Kje je gostota sladoledne zmesi.
Število homogenizatorjev v liniji ![]() PC; Sprejemamo n=1.
PC; Sprejemamo n=1.
Filter kg/h.
Število filtrov na vrstico ![]() PC; Sprejemamo n=1.
PC; Sprejemamo n=1.
Kopel za zorenje smetane kg/h;
Število kopeli v liniji kosov; Sprejemamo n=1.
Hitri zamrzovalnik kg/h;
Število naprav v liniji kos; Sprejemamo n=1.
Tabela 4.13 Rezultati izračuna količine opreme
| Naim. Oprema |
Reciklirana teža surovin, kg/izmeno |
Proizvodnja, kg/h |
Število opreme |
Skupne dimenzije, mm |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Krema kontemp. kopel |
1400x1955x1150 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Homogenizator |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Enota za hlajenje plošč |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Rezervoar za shranjevanje |
2300x2300x3000 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Hladilnik plošč |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| oblikovalnik |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Kmalu na voljo zamrzovalnik |
5000x2300x2710 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Aparati za glaziranje |
1160x1340x1700 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Packer |
Linepack FA |
Splošno prepričanje je, da je za kakovosten sladoled dovolj poznati njegov natančen recept. Kakovost sladoleda pa ni odvisna le od njegove sestave, ampak tudi od drugih dejavnikov: kakovosti surovin in sanitarnih pogojev za pripravo mešanice; vrsto in količino uporabljenih stabilizatorjev in aromatov; postopki zamrzovanja (zamrzovanja), utrjevanja in skladiščenja izdelka. Tabela 5.1 Recept za sladoledni sladoled Tabela 5.2 Značilnosti končnega izdelka Glazuro za sladoled pripravljamo v kotlih s parnim ali vodnim gretjem in vodnim hlajenjem. Maslo in rastlinsko maščobo topimo neposredno v kotlih ali v topilnicah masla. Maslene monolite pred taljenjem v kotlih je priporočljivo razrezati na rezalnike za maslo na kose, ki tehtajo od 1,0 do 1,5 kg. Predmešanje suhih komponent se izvaja v rezervoarjih iz kositranega jekla s posebnimi kovinskimi ali lesenimi lopaticami. Tabela 5.3. Recepti za kremno glazuro (v kg na 1 tono)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Pošljite svoje dobro delo v bazo znanja je preprosto. Uporabite spodnji obrazec
Študenti, podiplomski študenti, mladi znanstveniki, ki bazo znanja uporabljajo pri študiju in delu, vam bodo zelo hvaležni.
Podobni dokumenti
Sortiment sladoleda, njegove lastnosti, hranilna vrednost in kazalci kakovosti. Tehnološki proces izdelave sladoleda in uporabljene surovine. Izračun produktivnosti, količine opreme in cevovoda za črpanje končne mešanice.
seminarska naloga, dodana 04.04.2012
Zgodovina izvora sladoleda. Industrijska proizvodnja in tehnologija priprave sladoleda, njegova sestava. Kemične lastnosti različnih sladoledov: sladolednega, rastlinsko-kremnega, sadnega, aromatičnega. Ocena koristi in škode tega izdelka.
povzetek, dodan 07.02.2013
Preučevanje asortimana in blagovnih značilnosti sladoleda. Upoštevanje surovin in tehnološkega procesa proizvodnje. Seznanitev z zahtevami za proizvodnjo sladoleda, nomenklaturo potrošniških lastnosti. Informacije o identifikaciji blaga.
diplomsko delo, dodano 08.07.2014
Predpogoji za ustvarjanje novih živil. Razvoj tehnologije za proizvodnjo sladoleda s kaljeno pšenico za otroško kavarno. Recept, tehnološki načrt priprave. Proizvodni program podjetja, izračun števila zaposlenih.
diplomsko delo, dodano 9. 10. 2013
Hranilna vrednost, kemična sestava in vsebnost kalorij sladoleda. Razvrstitev asortimana sladoleda. Pregled kakovosti in organoleptična kontrola. Prevoz in skladiščenje sladoleda. Potrošniške lastnosti sladoleda in njegov pomen v prehrani.
seminarska naloga, dodana 01.10.2014
Kemična sestava in hranilna vrednost sladoleda. Dejavniki, ki oblikujejo kakovost sladoleda. Vpliv surovin na oblikovanje kakovosti. Oblikovanje kakovosti sladoleda v proizvodnem procesu. Vrste ponarejanja sladoleda. Vrednotenje kakovosti izdelkov.
seminarska naloga, dodana 07.05.2014
Organizacija dela delavnice za proizvodnjo sladoleda za posebne namene: izbor sortimenta, opis tehničnih in proizvodnih kazalcev izdelkov in preračun njegovega recepta, izdelava tehnološke sheme za proizvodnjo dobrot in izbor opreme.
seminarska naloga, dodana 17.12.2010
Blagovne značilnosti izdelkov za kuhanje. Organizacija dela vroče trgovine. Izbira opreme, inventarja, orodij in pripomočkov. Razvoj tehnološkega postopka za pripravo naravne omlete in ocvrtih jajc.
seminarska naloga, dodana 20.01.2016

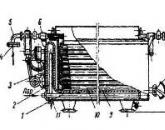

Priljubljeno
- Katalog nakita
- Kako vzgojiti Pokemona iz jajca v Pokemon Go Kje in kako najdem Pokemonova jajca
- Kateri nogometni klubi zaslužijo več in na čem točno?
- Izdelava varnostnih tiskovin
- Korak za korakom poslovni načrt masažnega salona z odprtjem
- Kako korak za korakom odpreti frizerski salon iz nič (pravna vprašanja)?
- Lastno podjetje: odpiranje potovalnega podjetja Odprite potovalno agencijo v enem letu iz nič
- Kako odpreti potovalno agencijo iz nič: navodila po korakih Kaj potrebujete za odprtje potovalne agencije
- Kako ustanoviti računovodsko podjetje
- Prodaja in proizvodnja spominkov davčnega sistema in OKVED