Noi tehnologii în producția de laminare. Tehnologii moderne pentru producția de produse laminate și formarea structurii și proprietăților
Sunt cunoscute o serie de influențe asupra structurii oțelului:
- dopaj - schimbarea structurii;
- microaliere - impact asupra proceselor de creștere a boabelor, recristalizare; întărire prin dispersie etc.;
- introducerea în metal a particulelor care modifică procesele de formare a structurii (de exemplu, oxizi de titan);
- impact asupra procesului de cristalizare (răcire, reducere moale etc.);
- efecte termice si de deformare asupra metalului in stare solida.
Acest material se ocupă în principal de efectele de deformare termică asupra oțelului în stare solidă, ținând cont de modificările necesare în compoziția sa chimică.
Prima dintre schemele tehnologice aplicate pentru producția de metal laminat pentru țevi sudate electric a fost laminarea la cald, după care oțelul are o structură brută și un nivel scăzut de proprietăți. Pentru a iesi din aceasta situatie s-a aplicat tratament termic (normalizare sau intarire urmata de revenire inalta).
Normalizarea nu oferă o gamă mare de proprietăți ale oțelurilor pentru țevi (în principal combinații de rezistență, rezistență la rece și sudabilitate). În urma cercetărilor metalurgice, au fost formulate o serie de idei privind compoziția oțelurilor: oțeluri cu călire carbonitrură (de exemplu, 16G2AF) și oțeluri întărite în aer la martensită (de exemplu, 12Kh2G2NM) etc.
Călirea și călirea este deja un tratament termic dublu, care este asociat cu costuri ridicate și productivitate scăzută. În plus, pentru a crește călibilitatea, este necesară o aliere suplimentară (prin urmare, o creștere a costului oțelului).
Călirea produselor laminate de dimensiuni mari este un proces foarte complex, deoarece este asociat cu rezolvarea problemelor de răcire neomogenă și deformarea metalului. Apropo, Chelyabinsk Profit http://cheliab-profit.ru/ vinde produse similare.
Experimentele cu regimurile de laminare la cald au condus la crearea laminarii controlate, al cărui rezultat cel mai important este rafinarea cerealelor. Ideea KP a fost dezvoltată de câteva decenii, ceea ce a dus la crearea diferitelor scheme tehnologice și a compozițiilor de oțel corespunzătoare.
Dezvoltarea tehnologiei de răcire accelerată a produselor laminate prin controlul transformărilor de fază a crescut dramatic posibilitățile laminarii termomecanice în ceea ce privește rezistența, tenacitatea, îndeplinirea cerințelor speciale, sortimentul și scopul produselor laminate.
Răcirea lentă a produselor laminate a făcut posibilă îndepărtarea hidrogenului mobil prin difuzie din produsele laminate, ameliorarea tensiunilor și îmbunătățirea continuității și ductilității acestuia. Se pare că aceasta este ultima etapă a tehnologiei și toate operațiunile tehnologice, de la încălzire pentru rulare până la răcire până la temperatura aproape ambiantă, sunt reglate din punctul de vedere al optimizării formării structurii.
Specialiștii JFE Steel Corporation (Japonia) au propus încă una dintre posibilele acțiuni tehnologice (între finalizarea răcirii accelerate și începutul răcirii lente), încălzirea produselor laminate în flux (tehnologia HOP - proces on-line de tratament termic) .
În consecință, nu toate posibilitățile au fost epuizate și pot apărea idei noi.
25.11.2019
Cherestea - produse care se obțin din bușteni prin tăierea lor longitudinală. Piese care sunt obținute în prima etapă de producție, mai departe dacă este necesar...
25.11.2019
Fiecare om modern, mai devreme sau mai târziu, trebuie să decidă unde să pună un birou pentru computer. Evaluăm spațiul liber din apartament și mergem mai departe - selectați un model, ...
25.11.2019
Întrebarea unde să plasați covoarele în apartament nu este mai puțin importantă decât capacitatea de a alege covorul potrivit. Acest articol vă va spune cum să o faceți....
25.11.2019
În fiecare industrie în care sunt produse produse lichide sau vâscoase: produse farmaceutice, cosmetice, alimente și produse chimice – peste tot...
25.11.2019
Până în prezent, încălzirea oglinzii este o nouă opțiune care vă permite să păstrați o suprafață curată a oglinzii împotriva aburului fierbinte după efectuarea procedurilor de apă. Mulțumită...
25.11.2019
Un cod de bare este un simbol grafic care ilustrează alternanța dungilor alb-negru sau a altor forme geometrice. Se aplică ca parte a marcajului...
25.11.2019
Mulți proprietari de proprietăți rezidențiale la țară, care doresc să creeze cea mai confortabilă atmosferă în casa lor, se gândesc cum să aleagă corect un focar pentru un șemineu, ...
25.11.2019
Atât în construcțiile de amatori, cât și în cele profesionale, țevile de profil sunt foarte populare. Cu ajutorul lor, ei construiesc capabili să reziste la sarcini grele...
25.11.2019
Chiar și pentru începători completi, dacă intri pe site-ul oficial, va deveni imediat clar că totul aici este pur și simplu saturat de emoție, atmosfera este complet propice jocului....
Materia de pornire pentru producerea produselor laminate sunt lingourile turnate în matrițe - pentru morile de țagle, iar pentru morile de laminate finite - flori, plăci și țagle, laminate și turnate continuu.
Atunci când se utilizează lingouri, schema tehnologică de laminare prevede următoarele operații: încălzirea lingourilor, rulare pe un înflorit sau placă, tăierea capetelor produsului laminat și tăierea lui în lungimi tăiate. În plus, plăcile și florile mari sunt trimise la morile laminate finite, iar o parte din flori merge la mori de țagle continue (CWM), unde sunt folosite pentru a produce țagle mai mici pentru morile de sârmă și secțiuni mici.
La folosirea taglelor turnate continuu (blooms, placi), dupa incalzire sau preincalzire, acestea sunt alimentate direct la laminoarele finite, ocolind operatiile de decuplare.
Lingourile sunt turnate din oțeluri, care se împart după o serie de caracteristici: după compoziția chimică, după metoda de producție, după structură, după scop, după gradul de dezoxidare. Printre acestea, oțelurile carbon de calitate obișnuită (GOST 380), oțelurile carbon de înaltă calitate (GOST 1050) și oțelurile de structură slab aliate (GOST 5058) ocupă cea mai mare pondere în greutate.
Pregatirea materiilor prime pentru laminare consta in indepartarea defectelor de suprafata si incalzire. Îndepărtarea defectelor de suprafață - captivitate, fisuri, incluziuni nemetalice etc., este o operațiune care necesită foarte mult timp. În atelierele vechi, până la 70% dintre muncitori sunt angajați la el. Se execută cu o unealtă cu lamă, curățare cu roți abrazive, curățare la foc, decojire mașini-unelte etc.
Încălzirea metalului înainte de laminare se realizează în puțuri de încălzire, cuptoare metodice și cuptoare cu vatră cu boghiu. Scopul principal al încălzirii unui metal este de a crește ductilitatea acestuia și de a-i reduce rezistența la deformare. Cu toate acestea, încălzirea poate avea și consecințe nedorite - formarea de calcar, decarburarea straturilor de suprafață, supraîncălzirea și arderea metalului. Și dacă ultimele trei pot fi evitate prin respectarea anumitor moduri, atunci, în condiții normale, formarea de calcar este inevitabilă și duce la o pierdere de 1-2% din metal sau mai mult, precum și la o deteriorare a calității suprafeței.
Temperatura de încălzire a metalului este determinată de regimul de temperatură al laminarii - temperatura de început (t n) și sfârșit de laminare (t k). De obicei, temperatura t n este luată cu 150-200 0 C sub linia solidă a diagramei de stare a aliajelor fier-carbon, astfel încât temperatura t k se află în regiunea fierului gamma monofazat, adică. în intervalul de temperatură deasupra liniei de transformare. De obicei, pentru oțeluri cu carbon scăzut și mediu t n = 1250 ... 1280 0 C, pentru carbon ridicat t n = 1050 ... 1150 0 C și t la 950 ... 1050 0 C.
În ultimii ani, pentru a economisi energie și resurse materiale, pentru a îmbunătăți calitatea produselor laminate, acestea trec la încălzire și laminare la temperatură scăzută.
9.1 Tehnologia producerii semiproduselor.
Produsele semifabricate includ flori cu o latură de secțiune de 240…350 mm, țagle de 50…240 mm, plăci de până la 350 mm grosime și până la 2500 mm lățime. Produsele semifabricate sunt produse pe mori de flori, plăci și țagle. Înfloririle unicelulare sunt cele mai frecvente. După diametrul rolelor, acestea se împart în mici (Æ 850 ... 1000 mm), medii (Æ 1050 ... 1170 mm) și mari (Æ 1200 ... 1500 mm).
Înflorirea poate rula atât florile, cât și plăcile, în timp ce plăcile pot rula doar plăci.
Morile mici de înflorire sunt utilizate în principal ca suporturi de presărare pentru țagle și mori cu șine și grinzi.
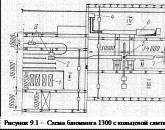
Pe fig. 9.1. este prezentată o schemă de înflorire 1300. Este situată în patru trave - cuptor (I), tabără sau principal (II), mașină (III), deșeuri (IV) și reglare (V). Lingourile de la secția de decapare a atelierului de fabricare a oțelului sunt livrate pe platforme feroviare la compartimentul cuptorului, lingouri de oțel fierbinte în stare decapată și lingouri de oțel calm în matrițe în stare subminată de spruce și fără prelungiri profitabile.
 Lingourile sunt introduse în puțuri de încălzire (1) cu o macara cu clește pod - de tip regenerativ sau recuperator. Datorită unui număr de dezavantaje inerente puțurilor regenerative (contact direct al flăcării cu lingoul, încălzire neuniformă, lipsa unui punct reprezentativ pentru controlul temperaturii în celulă etc.), puțurile de tip regenerativ sunt mai des utilizate.
Lingourile sunt introduse în puțuri de încălzire (1) cu o macara cu clește pod - de tip regenerativ sau recuperator. Datorită unui număr de dezavantaje inerente puțurilor regenerative (contact direct al flăcării cu lingoul, încălzire neuniformă, lipsa unui punct reprezentativ pentru controlul temperaturii în celulă etc.), puțurile de tip regenerativ sunt mai des utilizate.
Până la 90% din lingouri sunt introduse în puțuri în stare fierbinte, ceea ce reduce timpul de încălzire al lingourilor cu aproximativ jumătate și, în consecință, consumul de combustibil și pierderea de metal în cântar.
 În funcție de temperatură, lingourile de montaj la cald, la cald și la rece se disting cu o temperatură peste 800 0 С, de la 400 la 800 0 С și, respectiv, sub 400 0 С.
În funcție de temperatură, lingourile de montaj la cald, la cald și la rece se disting cu o temperatură peste 800 0 С, de la 400 la 800 0 С și, respectiv, sub 400 0 С.
Din puțuri, lingourile încălzite sunt plasate cu o macara cu clește pe un suport de lingouri de tip navetă sau inel (3). Cele cu navetă au un debit limitat și reprezintă un blocaj în lanțul tehnologic, în special atunci când furnizează lingouri din celule ulterioare. Prin urmare, suporturile de lingouri inelare sunt mai preferabile. Pe inel sunt amplasate până la 3…4 cărucioare care se deplasează cu o viteză de până la 6 m/s.
Cu un împingător lateral (2) de la suportul de lingouri, lingourile sunt împinse pe platoul turnanți, apoi pe masa cu role de primire și transferate de-a lungul acesteia până la spate până la blooming (5), unde sunt rulate în flori sau plăci.
Caracteristica principală a înfloririi este posibilitatea ridicării rolei superioare între treceri până la o înălțime de până la 1500 mm și inversarea rolelor, ceea ce asigură rularea lingourilor în direcția înainte și înapoi până la obținerea rolelor de dimensiunile specificate. Pentru calibrarea rolelor înflorite, se folosește un sistem de calibre cu un aranjament consistent sau simetric al calibrelor (Fig. 9.2-a, b).
Forța de rulare pe mașina de înflorire ajunge la 18 MN, momentul de rulare este de până la 5 MNm. Rolele sunt antrenate de un singur motor printr-o cușcă de viteze sau individual pentru fiecare rolă. Puterea totală a motoarelor este de până la 12 mii kW.
Transferul rolei de la calibrul la calibrul de-a lungul axei rolelor este efectuat de manipulatori. În linia manipulatorului frontal, pe partea de antrenare este montat un basculant cu cârlig. În spatele înfloririi se află o mașină de curățat focul (7) și mai departe - foarfece (8). Pe mașina de curățare la foc (MOZ), defectele de suprafață sunt îndepărtate. În funcție de suprafața și adâncimea decolării, pierderea de metal este de până la 3%.
La foarfece, capetele din față și din spate ale rolei sunt îndepărtate și tăiate la lungime. Aici, pe capătul din față al fiecărei flori și plăci, datele pașaportului lingoului sunt ștampilate cu o ștampilă. Garniturile capului și inferioarei de sub foarfece sunt transferate de un transportor înclinat (9) pe trapa de deșeuri pe platformele feroviare.
Foarfecele cu manivelă oferă o forță de tăiere de până la 16 MN și un număr de tăieturi de până la 12 pe minut.
De la foarfece, o parte din flori este trimisă de-a lungul unei mese cu role (10) la o moară continuă de țagle (CWM), iar cealaltă parte și plăcile de-a lungul unui transportor (11) sunt trimise la reglare pentru răcire și reparare.
Capacitatea de înflorire 1150 este de 3...4 milioane tone/an, iar cea de înflorire 1300 este de până la 6 milioane tone/an (prin plantare).
 Slabings sunt în multe privințe similare cu blooming-urile în ceea ce privește compoziția și aranjarea echipamentului. Principala diferență a plăcilor este prezența, pe lângă rulourile orizontale, a unei perechi de cele verticale situate în fața sau în spatele standului. În plus, rolele de plăci nu sunt calibrate, ci netede.
Slabings sunt în multe privințe similare cu blooming-urile în ceea ce privește compoziția și aranjarea echipamentului. Principala diferență a plăcilor este prezența, pe lângă rulourile orizontale, a unei perechi de cele verticale situate în fața sau în spatele standului. În plus, rolele de plăci nu sunt calibrate, ci netede.
Nu este fezabil din punct de vedere economic să rulați țagle cu secțiune transversală mică la înflorire. Prin urmare, de obicei, în spatele înfloririi există o stație de suprafață neferoasă, pe care taglele sunt laminate din flori fără încălzire. Pe fig. 9.3 prezintă o diagramă a NZS 900/700/500. Moara este formată din trei grupe și asigură producerea semifabricatelor pătrate cu latura de secțiune de 240, 190 și 150 mm din grupa a doua și 120, 100 și 80 mm din a treia.
Prin masa ruloului de alimentare (1), florile intră în dispozitivul rotativ de direcționare a ruloului cu capătul sănătos înainte, iar din acesta la primul grup de două standuri (3) cu role de 900 mm diametru. Al doilea grup de șase standuri - două cu role cu un diametru de 900 mm (5) și patru - 700 mm fiecare (6.7). Pentru a evita înclinarea rolei între suporturi, rolele celor două suporturi 700 sunt dispuse vertical (6). Un basculant (4) este instalat în fața grupului.
Din al doilea grup, rolele cu o secțiune transversală de 150 mm și mai sus sunt transferate de schleppers pe o masă cu role de bypass (8) și apoi la foarfece cu o tăietură inferioară cu o forță de 10 MN.
Pentru a obține semifabricate cu o secțiune transversală mai mică, rolele intră în a treia grupă de șase suporturi cu diametrul rolei de 500 mm, dintre care trei sunt cu role verticale (11) și trei cu role orizontale (12). Foarfecele pendul (9) sunt instalate în fața grupului pentru a îndepărta capătul frontal și un basculant (10).
În primele standuri, se folosește de obicei un sistem de gabarit cutie, în standurile ulterioare, un romb este un pătrat.
Foarfecele zburătoare (13) cu o forță de 1,5 MN sunt instalate în spatele celui de-al treilea grup. După tăiere, piesele de prelucrat sunt alimentate la masa cu role de stivuire (19) și apoi la frigider (21).
Performanța CW corespunde de obicei cu performanța plantei înflorite în spatele căreia este instalată.
Pe lângă NZS pentru producția de semifabricate, se mai folosesc mori de decupat de tip liniar și cu o aranjare secvențială a standurilor.
9.2 Tehnologie de producere a produselor laminate pe șine și mori cu grinzi
Gama de freze pe șine și grinzi include șine de cale ferată cu o greutate de la 38 la 75 kg/r.m., șine de tramvai și macara, grinzi în I și canale peste Nr. 24, unghiuri echilaterale și inegale, profile zetoide, rotunde și pătrate de dimensiuni mari etc. .
Ca exemplu, să luăm în considerare tehnologia de producție a celui mai critic și complex profil - șine de cale ferată pe moara 800.
Moara este de tip liniar, standurile sunt dispuse pe două linii (Fig. 7.12). În primul există un suport de sertizare cu inversare dublă de 900 (înflorire mică), în al doilea sunt trei standuri de 800 - un trio de degroșare și prefinisare și un duo de finisare cu o unitate separată. Billetele cu o secțiune transversală de 300´340 mm sunt încălzite în cuptoare metodice la o temperatură de 1180-1200 0 C. În standul de presărare, rularea se efectuează în cutie și calibre de tip T trei-patru, iar în rest - în calibre de cusătură (Fig. 9.4).
O șină de aproximativ 75 m lungime părăsește standul de finisare cu o temperatură de 900 0 .
Cu ferăstrăile circulare, rola este tăiată la o lungime standard de 12,5 sau 25 m, ținând cont de contracția termică și alocația pentru prelucrarea capetelor.
 Pentru a compensa îndoirea termică atunci când șina este răcită până la cap, aceasta este pre-îndoită pe talpă și răcită în această formă într-un frigider la o temperatură de aproximativ 600 0 C. Apoi răcire lentă (tratament anti-fulgi) în urmeaza gropi, la o temperatura de 150 ... 200 0 C timp de 7 ... 8 ore.
Pentru a compensa îndoirea termică atunci când șina este răcită până la cap, aceasta este pre-îndoită pe talpă și răcită în această formă într-un frigider la o temperatură de aproximativ 600 0 C. Apoi răcire lentă (tratament anti-fulgi) în urmeaza gropi, la o temperatura de 150 ... 200 0 C timp de 7 ... 8 ore.
Șinele răcite sunt îndreptate în mașini de îndreptat cu role (RPM) și, în plus, capetele șinelor sunt îndreptate pe prese de ștampilă. După aceea, capetele șinelor sunt frezate la o dimensiune standard și sunt găurite găuri pentru șuruburi. Prezența defectelor în șine este monitorizată prin testare cu ultrasunete.
Urmează tratarea termică a șinelor - normalizarea în cuptoare continue sau întărirea capului șinei (încălzirea HDTV la 1000 0 C și răcirea cu un amestec aer-apă). Îndreptarea finală a șinelor se realizează pe RPM în poziție în picioare și sub presiunea capetelor șinelor în poziție laterală.
Recepția șinelor se efectuează de către Departamentul de control al calității și inspectorii Ministerului Căilor Ferate. Ele controlează compoziția chimică și structura oțelului șinelor, rezistența și proprietățile plastice ale acestuia, rezistența la impact, ruperea probelor, șine cu profil complet sub cadru etc.
Laminarea grinzilor, canalelor și a altor profile se realizează conform aceleiași scheme tehnologice, cu unele simplificări: un interval mai larg de temperatură pentru încălzirea țaglei (1200 ... 1280 0 C), nu există o îndoire preliminară a rolei înaintea răcitorului și răcire lentă, finisare redusă și control al calității profilelor.
9.3 Laminarea secțiunilor mari, medii, mici și a sârmei.
Un grad mare este laminat pe mori moderne cu o aranjare secvenţială a standurilor (Fig. 7.15), mai rar pe mori de tip liniar, asemănător morilor cu şine şi grinzi.
Materialul de pornire este flori și semifabricate, laminate și turnate continuu, de secțiune pătrată cu latura de până la 310 mm. Încălzite în cuptoare metodice cu o sarcină finală și eliberarea pieselor de prelucrat de-a lungul unei mese cu role, acestea intră într-un grup continuu (unul sau două) de mai multe standuri alternante cu aranjare orizontală și verticală a rolelor. Apoi, rulourile sunt transferate de schleppers pe a doua linie, unde rularea se efectuează în sens opus într-un grup de mai multe standuri dispuse succesiv. Distanța dintre standurile adiacente depășește lungimea rolelor, iar acest lucru elimină necesitatea respectării condiției de constanță a celui de-al doilea volum de metal. Prin urmare, profilele de formă complexă pot fi laminate pe astfel de mori.
După a doua linie, cojile sunt transferate de schleppers pe a treia linie, de unde de la standul de finisare la ferăstrăile de tăiere la cald și apoi la frigider. Produsele laminate finite sunt tăiate pe ferăstraie la rece pentru a tăia lungimi, îndreptate în RPM, defectele de suprafață sunt îndepărtate și ambalate pentru expediere la depozitul de produse finite.
Toate standurile morii au o unitate individuală. Fiecare grup și standuri de sine stătătoare sunt echipate cu basculante.
Productivitatea unor astfel de mori ajunge la 2 milioane de tone/an.
Calitățile medii și mici sunt laminate pe tipuri continue și semicontinue de mori cu o aranjare secvențială a standurilor. Schema tehnologică este similară cu cea a laminarii de mare grad.
Sarma de sarma este produsa pe mori continue moderne de sarma. Semifabricatele încălzite în fața morii sunt sudate cap la cap într-un bici fără sfârșit. Într-un grup de tiraj continuu (unul sau două), rularea se realizează în patru fire. Apoi fluxul este împărțit în două grupuri continue intermediare de suporturi (două fire pentru fiecare), iar după ele este din nou împărțit în patru fire, care sunt laminate în blocuri de standuri de finisare - două sau trei role.
Pentru a asigura o răcire uniformă a sârmei, aceasta se răcește intens la ieșirea din blocurile de finisare și se așează în serpentine pe un transportor mobil cu răcire controlată, după care se așează în serpentine cu o greutate de până la 2 tone, apoi se compactează serpentinele. , legat si trimis la depozitul de produse finite.
Standurile grupurilor de degroșare pot avea un antrenament comun sau individual, precum și blocuri de standuri de finisare. Viteza de laminare pe astfel de mori ajunge la 120 m/sec, productivitate - până la 1 milion de tone/an.
Foarfecele zburătoare de urgență sunt instalate în grupurile de proiect, iar după blocurile de finisare - pentru tăierea la o anumită masă de rebeliune.
9.4 Tehnologia producției foilor
9.4.1 Producția de foi și benzi laminate la cald. Foile groase sunt laminate pe laminoare specializate pentru plăci groase (TLS) și laminoare la cald în bandă largă (SHSGP). Foile cu o grosime de 5 până la 160 mm sau mai mult sunt laminate foaie cu foaie la TLS, benzi de până la 20 mm grosime sunt laminate la ShSGP, urmate de tăierea în foi.
TLS cu două și trei standuri cu o aranjare secvențială a standurilor sunt utilizate în principal, de exemplu, moara 3600 MK Azovstal. Plăcile turnate și laminate continuu cu grosimea de până la 350 mm și cântărind până la 16 tone sunt folosite ca semifabricate, iar lingourile cu o greutate de până la 30 de tone sau mai mult sunt folosite pentru table și plăci deosebit de groase. Plăcile sunt încălzite în cuptoare de metodă, iar lingourile în puțuri de încălzire sau cuptoare cu vatră cu boghiu.
Primul suport cu role verticale sau orizontale este folosit ca spartor de solzi. Al doilea stand este un draft duo sau quarto, de cele mai multe ori de tip universal, în care lățimea este defalcată și placa este redusă în grosime.
După al doilea stand, foile și plăcile groase sunt trimise cu cărucior de transfer către departamentul de tratament termic și finisare. Pentru a obține foi de grosime mai mică, rolele sunt laminate în standul quarto de finisare, care reprezintă aproximativ 25% din reducerea totală.
Îndepărtarea depunerilor de pe suprafața foilor de pe toate suporturile se realizează cu ajutorul unor ciocănitoare hidraulice cu o presiune a apei de până la 17 MPa. Standurile sunt echipate cu manipulatoare pe părțile din față și din spate și mese cu role cu role conice pentru strunjirea plăcilor.
Din standul de finisare, rolele intră în mașina de călire cu role și apoi pentru răcire și finisare. Acestea sunt tăiate în foi de dimensiuni specificate, care sunt corectate în RPM, supuse controlului ultrasonic, vizual și de alte tipuri. Pentru îmbunătățirea proprietăților de serviciu, foile sunt supuse unui tratament termic (normalizare, întărire etc.).
Capacitatea TLS este de peste 1 milion de tone/an.
 Benzile laminate la cald, inclusiv cele groase, sunt laminate pe SHGP continuu sau semi-continuu. Ei produc până la 90% din tablă de oțel, datorită productivității mai mari și a indicatorilor tehnici și economici înalți în comparație cu TLS.
Benzile laminate la cald, inclusiv cele groase, sunt laminate pe SHGP continuu sau semi-continuu. Ei produc până la 90% din tablă de oțel, datorită productivității mai mari și a indicatorilor tehnici și economici înalți în comparație cu TLS.
La ShSGP, plăcile sunt folosite ca semifabricate, care sunt încălzite în cuptoare continue (1, Fig. 9.5). Plăcile încălzite sunt introduse printr-o masă cu role (2) într-un ruptor de scară brută (3) cu aranjare orizontală sau verticală a rolelor și apoi într-un suport de expansiune (4), după care se instalează uneori o presă (5) pentru a reduce lățimea plăcii.
După aceea, plăcile intră în grupul de degroșare a standurilor amplasate secvențial (6, 7, 8), de regulă, de tip quarto universal, iar apoi în grupul continuu de finisare de standuri - quarto (11…16). În fața acestuia sunt instalate foarfece zburătoare pentru tăierea capătului frontal (9) și un ruptor de scară de finisare (10). Îndepărtarea depunerilor de pe suprafața rolelor se realizează cu ajutorul unor treieratoare hidraulice.
După terminarea grupului de standuri, benzile sunt răcite intens în dispozitive de duș și înfășurate pe bobine într-o rolă.
Tăierea benzii în foi de dimensiuni specificate se realizează pe unități de tăiere longitudinale și transversale. O parte din benzile în bobine merge către magazinele de laminare la rece (CHP).
SHSHP semi-continuu sunt o combinație de TLS ca grup de degroșare și un grup continuu de standuri de finisare. Foile groase sunt emise din grupul de tragere, iar benzi groase și subțiri înfășurate într-o rolă sunt emise din grupul de finisare.
9.4.2 Producția de tablă de oțel laminată la rece. Pe ShSGP produceți benzi cu o grosime de 0,8 mm sau mai mult. Între timp, multe produse necesită foi de grosimi mai mici. În plus, foile laminate la cald au o suprafață necorespunzătoare pentru fabricarea părților frontale ale produselor. Prin urmare, bobinele de benzi laminate la cald sunt trimise la CHP pentru laminare ulterioară.
Tehnologia prevede următoarele operații: decapare, laminare, curățare suprafețe, recoacere, laminare călită, finisare.
 Gravarea benzilor se efectuează pentru a îndepărta calamul de moara de pe suprafața lor. Pentru a face acest lucru, utilizați unități de decapare continuă (NTA) cu acid sulfuric sau clorhidric (Fig. 9.6). Pe foarfecele de ghilotină (4) tăiați capătul din spate al benzii anterioare și capătul din față al următoarei și sudați-le într-o bandă continuă pe mașina de sudură cap la cap (5). Imbinarea se curata pe unealta de debavurare (6). Aceste operatii se executa pe o curea fixa. Pentru a asigura continuitatea procesului de decapare este prevăzut un acumulator de buclă (8), din care banda intră continuu în băile de decapare (10).
Gravarea benzilor se efectuează pentru a îndepărta calamul de moara de pe suprafața lor. Pentru a face acest lucru, utilizați unități de decapare continuă (NTA) cu acid sulfuric sau clorhidric (Fig. 9.6). Pe foarfecele de ghilotină (4) tăiați capătul din spate al benzii anterioare și capătul din față al următoarei și sudați-le într-o bandă continuă pe mașina de sudură cap la cap (5). Imbinarea se curata pe unealta de debavurare (6). Aceste operatii se executa pe o curea fixa. Pentru a asigura continuitatea procesului de decapare este prevăzut un acumulator de buclă (8), din care banda intră continuu în băile de decapare (10).
În baia de spălare (11), resturile de soluții acide sunt spălate de suprafața benzilor și uscate în camera (13). Marginile laterale ale benzilor sunt tăiate pe foarfecele cu discuri (14), apoi pe foarfecele tăieturii transversale (15) locurile de sudare cap la cap a acestora sunt îndepărtate și înfășurate din nou în role pe bobinatorul (16).
Laminarea la rece a benzilor se realizează pe mori cu un singur suport (cu patru sau mai multe role) în modul de laminare inversă în mai multe treceri sau pe mori cu mai multe standuri de la bobină la bobină. În timpul procesului de laminare, un fluid de tăiere (lichid de răcire) este furnizat intens rolelor - un amestec de emulsol cu apă.
La morile cu mai multe suporturi, tablă și benzi subțiri cu o grosime de 0,14 mm sunt laminate, iar pe morile cu mai multe role - cea mai subțire bandă cu o grosime de până la 0,002 mm.
Pentru îndepărtarea întăririi, metalul este recoacet în cuptoare tip clopot (rulouri) sau în unități de recoacere continuă (bandă) la o temperatură de aproximativ 900 0 C. Preliminar, reziduurile de emulsie și diferiți contaminanți sunt îndepărtați de pe suprafața benzilor în electrolitic. unitati de curatenie.
Pentru a crește imprimabilitatea, foile sunt supuse antrenamentului prin rulare cu o ușoară reducere - 1 ... 2%.
În procesul de finisare, benzile sunt tăiate în foi de dimensiuni specificate pe unități de tăiere și tăiere transversală, se aplică straturi îndreptate, de protecție și/sau decorative etc.
Pe lângă metoda de rulare, în ultimii ani, CCP a început să introducă principiile laminarii și finisării fără sfârșit în unități continue pentru decapare, laminare, curățare a suprafețelor, recoacere și trecere a pielii.
Există o tranziție către o nouă etapă calitativă de dezvoltare. Acest lucru se datorează multor factori: de la crearea, implementarea și dezvoltarea tehnologiilor avansate, inclusiv în fabricarea oțelului, până la schimbarea însuși conceptului în ceea ce privește producția de laminare. Unul dintre cei mai importanți factori ai acestei dezvoltări în industria de laminare este capacitatea de a exercita un control absolut asupra procesului de deformare a temperaturii în timpul laminarii pe ultima generație de mori. Această tendință este cel mai pronunțată la laminoarele concepute pentru producția de sârmă și calități mici. Să încercăm să evaluăm motivele pentru aceasta, ținând cont de oportunitățile oferite de utilizarea noilor abordări în tehnologia laminarii sârmei. În procesul de laminare la cald are loc tratarea metalelor termomecanice la temperatură înaltă (TMT). Cu toate acestea, TMT, de regulă, este înțeles nu numai ca esența fizică a procesului, ci și ca un efect complex intenționat asupra structurii unui aliaj metalic printr-un set de operațiuni de deformare, încălzire și răcire, ca urmare a din care se formează structura finală a aliajului metalic și, în consecință, proprietățile acestuia. Există un număr mare de varietăți de prelucrare termomecanică a oțelului. Ele pot fi împărțite în următoarele grupe:
- Moduri de prelucrare termomecanica, in care deformarea se realizeaza in stare austenitica. În această grupă sunt incluse cele mai cunoscute și studiate metode de călire: tratamentul termomecanic la temperatură înaltă (HTMT) și tratamentul termomecanic la temperatură joasă (LTMT).
- Prelucrare termomecanică cu deformare în timpul transformării austenitei suprarăcite.
Moduri de prelucrare termomecanica asociate deformarii efectuate dupa transformarea austenitei in martensite sau bainita. Un exemplu de astfel de tratament este metoda de întărire asociată cu îmbătrânirea la tulpină a martensitei. Pentru întărirea oțelului, pot fi utilizate diverse combinații de moduri de tratare termomecanică, de exemplu, HTMT cu LTMT, HTMT cu îmbătrânirea la deformare a martensitei etc. Tratamentul termomecanic este cel mai adesea operația finală în fabricarea pieselor. Dar poate fi folosit și ca operație preliminară, care asigură formarea unei structuri favorabile în timpul tratamentului termic final, inclusiv călirea și revenirea martensitei. În mod tradițional, atunci când se ia în considerare problema realizării proprietăților necesare în produsul finit dintr-un aliaj metalic, se utilizează influența elementelor chimice asupra proprietăților metalului și tratamentul termic. În același timp, formarea unei structuri în timpul încălzirii, și mai ales în timpul rulării, a rămas o „cutie neagră” pentru o lungă perioadă de timp. Dar aceste procese sunt cele care influențează formarea structurii în produsul finit. În practică, tehnologii obțineau proprietățile mecanice necesare; în produsele laminate finite, numai astfel de mecanisme erau utilizate la fabricarea oțelurilor ca aliaje și tratament termic. Ca exemplu, să menționăm dezavantajele utilizării metodelor tradiționale de fabricare a produselor laminate finite din clase de oțel obișnuite. În această clasă de oțeluri, structura constă din ferită cu o mică fracțiune cunoscută de perlită. Dacă doriți să obțineți structuri mai puțin intensive în metal și produse din oțel cu fiabilitate sporită la costuri de fabricație reduse, se pune problema creșterii rezistenței produselor laminate obținute în stare laminată la cald. Dacă pentru a crește rezistența este utilizată doar o creștere a proporției de perlit prin creșterea conținutului de carbon, atunci această posibilitate este limitată, deoarece cu o creștere a rezistenței datorită creșterii conținutului de carbon, ductilitatea, tenacitatea și sudarea oțelului scădere bruscă, ceea ce duce la respingerea acestui produs laminat, deoarece, împreună cu rezistența la rulare, este, de asemenea, necesar să se asigure proprietățile de mai sus ale metalului. Fabricarea produselor laminate din oțeluri înalt aliate duce la o creștere bruscă a costului produselor finite din cauza prețului ridicat al elementelor de aliere și a deteriorării procesabilității prelucrării (curățare suplimentară etc.). Tratamentul termic suplimentar după laminare, cum ar fi călirea + revenirea, vă permite să obțineți o creștere a rezistenței și a proprietăților plastice ale oțelului, dar acest efect poate fi obținut numai pentru oțelurile slab aliate. În același timp, există și o creștere a costului produselor finite din oțel. Primul pas în exploatarea stării speciale a oțelului laminat la cald obținut în timpul procesului de deformare a fost utilizarea instalațiilor de răcire accelerată după laminare, în special utilizarea răcirii cu apă. Utilizarea acestei tehnologii direct în liniile de laminare a făcut posibilă reducerea efectului fluxului complet al proceselor de recristalizare care formau anterior structura și proprietățile mecanice în produsul finit.
Următorul pas în îmbunătățirea proprietăților mecanice a fost utilizarea așa-numitului proces de laminare controlată folosind principiile prelucrării termomecanice. Să luăm în considerare mai detaliat utilizarea acestor principii în procesul TMT. În funcție de modul în care se efectuează laminarea și încălzirea, în primul rând, depinde eficacitatea influenței compoziției chimice și a tratamentului termic asupra proprietăților finale ale metalului laminat. Compoziția chimică are o mare influență asupra modificărilor structurii și în timpul TMT, iar efectul său asupra proprietăților mecanice trebuie luat în considerare din punctul de vedere al tuturor etapelor de prelucrare a metalelor: de la încălzire la răcire. Tratamentul termic prin încălzire prin laminare fixează doar starea structurii obținute pe laminor și, deși există multe opțiuni pentru implementarea sa cu obținerea diferitelor seturi de proprietăți, creșterea valorilor acestora este limitată de această structură în timpul procesului de laminare. . Tratamentul termic în afara laminoarei cu creșterea costului energiei devine din ce în ce mai nepractic. Un număr de moduri de prelucrare termomecanică pot oferi, împreună cu proprietăți de rezistență ridicată, plasticitate și duritate crescute. Adesea, utilizarea TMT face posibilă obținerea unui set de proprietăți mecanice care nu pot fi atinse prin tratament termic convențional și aliaje convenționale. Prin modificarea condițiilor de deformare în timpul TMT, este posibil să se controleze densitatea și natura distribuției defectelor în structura cristalină, ceea ce face posibilă controlul structurii și proprietăților oțelului pe o gamă largă. Aceste motive au stat la baza unei dezvoltări atât de rapide și a interesului producătorilor de produse metalice în procesul TMT. Trebuie remarcat faptul că dezvoltarea procesului TMT în producția de sârmă este promițătoare. Acest lucru se datorează particularităților producției și dimensiunilor geometrice (rate mari de deformare și o secțiune transversală deosebit de mică, spre deosebire de alte tipuri de produse metalice obținute prin laminare la cald). Faptul este că numai la rularea sârmei de sârmă pentru o gamă largă de calități este posibilă implementarea și controlul proceselor de întărire și recristalizare prin lucru la cald, care, din cauza lipsei ratelor mari de efort în producția de alte tipuri de produse laminate, nu este fezabilă într-o linie de laminare sau este posibilă atunci când sunt impuse anumite restricții (grad limitat, de obicei oțel de calitate austenitică sau temperaturi scăzute de laminare). Acest lucru vă permite să controlați proprietățile de rezistență ale produselor laminate la cald, iar un grad ridicat de deformare în combinație cu compoziția chimică și tratamentul termic este plastic. Un alt factor foarte important din punct de vedere al prelucrarii termomecanice poate fi pus pe seama caracteristicilor laminarii sârmei - timpul dintre deformari poate atinge valori foarte mici, mai ales in ultimele standuri, pana la 0,0005 s. Pentru păstrarea structurii obţinute în procesul TMT, este de mare importanţă metoda de efectuare a răcirii după laminare. În acest caz, apar două probleme: transportul produsului laminat la dispozitivul de răcire și răcirea metalului pe întreaga secțiune transversală pentru a asigura uniformitatea structurii și, în consecință, proprietățile peste secțiunea transversală a produsului laminat finit. O secțiune transversală mică a tijei (diametrul de până la 8 mm) ne va permite să o considerăm ca un corp subțire termic.

Astfel, obținând structura necesară pe laminor, o putem fixa pe toată secțiunea transversală și pe toată lungimea, ceea ce îmbunătățește uniformitatea proprietăților și calitatea produselor laminate la cald. Dacă este necesar, prin modificarea intensității răcirii după rulare, este posibilă și realizarea unei structuri diferite în straturile în secțiune transversală și obținerea anumitor proprietăți. Deoarece rata de îndepărtare a căldurii într-o secțiune mai mare din straturile interioare este limitată, este problematic, și uneori chiar imposibil, să se mențină avantajele structurii induse în timpul rulării. Atunci când se efectuează un experiment pe un laminor, cel mai important punct este să se țină cont de factorii care influențează cel mai mult structura. Pentru a face acest lucru, este necesar să se efectueze modelarea matematică a procesului de laminare, ceea ce face posibilă determinarea valorilor parametrilor care afectează structura. Pentru evaluarea ulterioară a influenței lor asupra structurii, date deja cunoscute precum:
- efectul temperaturii și expunerii în cuptor asupra creșterii granulelor în piesa de prelucrat;
- influenţa mărimii granulelor şi a temperaturii metalului asupra transformărilor din austenită;
- modificarea structurii austenitei prelucrate la cald în timpul expunerii post-deformare;
- formarea structurii la cald
rulare.

Pentru a determina efectul parametrilor de laminare asupra structurii metalului prelucrat la cald, este necesar să se creeze un model termocinetic al morii de sârmă pe care se efectuează experimentul. Pe baza cărora, pe baza vitezei de sfârșit de laminare și a temperaturilor intermediare din linia morii, se determină următoarele valori: viteza de deformare; temperatura de deformare; timpul dintre deformari. Într-un proces de laminare controlat, temperatura este unul dintre cei mai importanți factori în direcționarea structurii și proprietăților finale în producția de sârmă. Există mai multe modalități de a controla direct temperatura produsului laminat în timpul rulării: modificarea temperaturii de încălzire, reglarea vitezei de rulare, răcirea între standuri și încălzirea materialului laminat. Cel mai adesea, primele două pârghii de influență sunt folosite pentru a influența temperatura rolului în timpul rulării. Pentru a aplica răcirea și încălzirea între standuri, este necesară o instalație
echipament adițional. În plus, este necesară o evaluare preliminară a posibilităților de răcire (la viteze de rulare peste 30 m/s și la o distanță între standuri de cel mult 1 m, timpul de asigurare a eliminării căldurii necesare este limitat). Este, de asemenea, o sarcină importantă să cunoaștem influența câmpurilor de temperatură ale produselor laminate în timpul rulării pentru un anumit sortiment de calitate asupra structurii metalului, în special
pentru dimensiunea boabelor. Când se utilizează controlul asupra temperaturii de laminare, trebuie să se țină seama de faptul că domeniul de control posibil are anumite limitări. Parametrii de energie și putere ai laminoarei, forțele care acționează asupra rolelor (șaibelor) și alte detalii ale standurilor de lucru, precizia dimensiunilor profilului, forma și calitatea suprafeței produsului finit laminat, durabilitatea rulourile, iar stabilitatea întregului proces tehnologic depind de regimul termic. În același timp, este direct legată de modurile de compresie, viteze și tensiuni. Majoritatea laminoarelor nu măsoară direct temperatura rolului intermediar pe toată lungimea morii. Acest lucru se datorează atât costului ridicat al instalării, cât și condițiilor de funcționare ale instrumentelor, care adesea nu permit determinarea precisă a temperaturii metalului și poate duce la ruperea echipamentului de măsurare în cazul unei abateri de urgență a metal din linia de laminare. De asemenea, atunci când se utilizează răcirea prin interdeformare, chiar și determinarea temperaturii suprafeței rolei nu oferă o imagine exactă a temperaturii medii în masă a metalului, care, la rândul său, este cea mai semnificativă pentru evaluarea parametrilor de mai sus. Temperatura în timpul laminarii metalului nu este distribuită uniform pe secțiune transversală și, deoarece nu este posibilă determinarea acestei distribuții prin măsurare directă, este recomandabil să se recurgă la calculul caracteristicilor termice. Regimul termic se calculeaza tinand cont de bilantul termic, care depinde de toate tipurile de transfer de caldura care au loc in timpul laminarii la cald: pierderi de caldura prin conductie termica in contact cu spalatorii si racirea cu apa, convectie si radiatie. Cea mai mare problemă în determinarea transferului de căldură în timpul rulării este stabilirea tiparelor de schimbări de temperatură în orice punct al rolei în timpul de la încălzire până la obținerea tijei finite. Modificarea temperaturii produsului laminat în timpul rulării este asociată cu apariția tuturor tipurilor de procese termice: conductivitate termică, convecție și radiație. În plus, fiecare dintre tipurile de transfer de căldură își aduce propria contribuție, ceea ce nu este întotdeauna posibil de determinat cu precizie. Deformarea metalului prin rulare din poziția de transfer termic constă într-un număr mare de etape (cicluri) diferite. În fiecare astfel de etapă, anumite procese funcționează cu condiții specifice numai acestui site. Efectul rezultat al transferului de căldură complex depinde nu numai de intensitatea unor tipuri specifice de transfer, ci și de caracteristicile interacțiunii lor (seriale sau paralelă, staționară sau nestaționară). Spre deosebire de regimul staționar, în care câmpul de temperatură nu se modifică în timp, procesul de laminare termică este caracterizat ca nestaționar. În acest caz, câmpul de temperatură al rolei este o funcție de timp. Un proces non-staționar este asociat cu o modificare a entalpiei în timp. În acest caz, intensitatea eliminării căldurii nu este constantă în timp. Rezolvarea problemei conducerii nestaționare a căldurii înseamnă găsirea dependențelor schimbărilor de temperatură și a cantității de căldură transferată în timp pentru
orice punct al corpului. Fiecare dintre procesele de transfer instabil de căldură este descris de un sistem de ecuații diferențiale. Cu toate acestea, aceste ecuații descriu un set nenumărat de procese de transfer de căldură derivate din luarea în considerare a unei secțiuni elementare într-un corp fizic. Pentru a rezolva o problemă specifică asociată cu o schimbare a temperaturii unui metal în timpul rulării, este necesar să se ia în considerare căldura care curge în fiecare etapă și să se ofere o descriere matematică completă a tuturor caracteristicilor particulare inerente în acest caz. Pentru a face acest lucru, este necesar să se rezolve un sistem de ecuații diferențiale atunci când se determină următoarele condiții la limită:
- Conditii geometrice care caracterizeaza forma si dimensiunile rolei.
- Condiții fizice care caracterizează proprietățile fizice ale suportului și rulou.
- Condiții la limită care caracterizează trăsăturile procesului
la marginile corpului.
- Condiții temporale care caracterizează trăsăturile procesului
la timp.
Rezolvarea acestui sistem de ecuații va face posibilă obținerea în orice moment a unei descrieri a câmpului de temperatură al produsului laminat în orice secțiune a laminorului. Această problemă de determinare a câmpurilor de temperatură de-a lungul secțiunii transversale a rolei în orice moment de laminare a fost rezolvată pentru moara de sârmă cu secțiune fină 300 No3 a OJSC MMK. Ca exemplu
prezintă o diagramă în figura 1 a distribuției temperaturii pe secțiune transversală
rola intermediară. Utilizarea rezultatelor acestui model a făcut posibilă evaluarea regimului de temperatură-deformare existent
laminare și prin modificarea factorilor principali de laminare - să prezică și să obțină modul necesar din punctul de vedere al formării structurii necesare. Pentru a obține un nou nivel de proprietăți asupra sârmei destinate armăturii, au fost efectuate studii la OJSC MMK la moara 250#2 folosind un model de deformare a temperaturii și o unitate de răcire cu apă nou instalată. Instalarea în 2004 a unei noi linii de răcire cu apă la moara 250#2 (fabricată de NPP Inzhmet) a făcut posibilă realizarea unor studii experimentale în vederea obținerii armăturii întărite termomecanic de diametre mici. Obtinerea armaturii calite termomecanic la moara 250No2 a constat in efectuarea procesului de intarire a stratului superficial al tijei in linia de racire cu apa situata dupa standul de finisare No16 in curgerea laminoarei. În plus, materialul rulat este plasat de un bobinator sub formă de bobine pe un transportor cu plasă, după care este colectat pe un colector de bobine în revolte cu o greutate de până la 300 kg. Răcirea se realizează cu ajutorul unei duze de înaltă presiune și în tuburi succesive, la intrarea și ieșirea cărora răcirea tijei este întreruptă de dispozitive de tăiere. Lungimea zonei active de răcire depinde de diametrul tijei laminate și poate fi ≈ 7,2 m și ≈ 9,7 m.
Călirea termomecanică a tijei poate fi împărțită în trei etape. În prima etapă, sarma de sârmă care părăsește standul de finisare nr. 16 intră pe linia de întărire termică, unde este supusă unei răciri intensive cu apă. Acest proces ar trebui să asigure răcirea suprafeței tijei cu o viteză care depășește viteza critică de răcire necesară pentru a obține o structură de martensită în stratul de suprafață al tijei. Cu toate acestea, în acest caz, tehnologia procesului de întărire termică ar trebui să asigure o astfel de temperatură în straturile centrale ale tijei, la care structura austenitică este păstrată în timpul răcirii. Acest proces poate fi împărțit în a doua etapă, care va permite, la răcirea sa ulterioară cu o viteză critică mai mică, să se obțină o structură ferită-perlită în miezul sârmei, care va asigura plasticitate ridicată a rezultatului. armare (fig. 2). La a treia etapă, temperatura ridicată a straturilor centrale ale tijei de sârmă după terminarea operațiunii de răcire intensivă va contribui la autocalarea stratului de suprafață întărit. Acest proces, la rândul său, face posibilă și creșterea plasticității stratului de suprafață, menținând în același timp rezistența ridicată a acestuia.
Metalul situat între suprafață și stratul central are o viteză intermediară de răcire, ceea ce duce la un strat cu structură bainitică. Ca urmare a unei astfel de răciri, se dovedește că tija în secțiune transversală constă din două zone sub formă de inel: cu o structură martensitică și bainitică și o ferită-perlită în partea centrală.
părți. Ca rezultat al laminarii experimentale pe moara 250#2 s-a obtinut sarma cu structura indicata (Fig. 3).
Investigarea structurii secțiunilor subțiri de sârmă tijă întărită termomecanic
a arătat în produsele laminate rezultate, de regulă, prezența unuia sau mai multor straturi întărite în formă de semilună. Acest lucru, aparent, se datorează faptului că răcirea este efectuată de o singură duză într-un ciclu de răcire. În astfel de condiții, dacă apare o situație de spălare „accidentală” a oricărei zone de metal laminat într-o singură cameră de răcire, nu există posibilitatea unor cicluri de răcire suplimentare care să permită o răcire mai uniformă a tijei peste secțiune. Răcirea suplimentară a tijei pe un transportor cu plasă fără suflare direcțională a aerului conduce, de asemenea, la un câmp de temperatură neuniform atât pe secțiunea transversală, cât și pe lungimea bobinei tijei. Tot din experiența lui
laminarea a evidențiat o schimbare a temperaturii tijei după răcirea cu apă de-a lungul lungimii bobinei (schimbarea temperaturii pentru o bobină
∆Т=30—50 °С). Deoarece timpul și condițiile de răcire sunt aceleași pe toată lungimea bobinei, s-a ajuns la concluzia că motivul acestei diferențe de temperatură este încălzirea neuniformă de-a lungul lungimii țaglelor în cuptorul de încălzire al laminoarei.

Măsurarea temperaturii țaglelor la ieșirea din cuptor și după grupul de degroșare (schimbarea temperaturii a fost ∆T=50–80 °C) a confirmat ulterior această ipoteză. Factorii enumerați mai sus conduc în cele din urmă la o mare neuniformitate a componentelor structurale de-a lungul lungimii produsului laminat, ceea ce determină direct o răspândire semnificativă (până la 50–80 N/mm2) a proprietăților mecanice în cadrul lotului. O astfel de structură în sârmă din grade obișnuite de oțel cu emisii scăzute de carbon face posibilă obținerea unui set unic de proprietăți mecanice: limită de curgere ridicată cu o ductilitate bună, ceea ce nu este întotdeauna posibil chiar și pe sârmă din grade de oțel slab aliat cu standard. rulare și răcire în aer (Fig. 4). Obținerea tijei de sârmă de mai sus necesită aderarea precisă la tehnologia de întărire termică. Setarea liniei de răcire cu apă depinde de mulți factori: calitatea oțelului, proprietățile mecanice necesare, diametrul tijei, compoziția echipamentului liniei de răcire, setarea duzei de înaltă presiune, viteza de rulare, debitul și presiunea apei (Fig. 5).
Pentru determinarea parametrilor tehnologici, in functie de factorii enumerati, s-au efectuat studii experimentale cu masurarea temperaturii de autocalare. S-au prelevat probe din bobine de sârmă obținute în timpul laminarii experimentale pentru încercări mecanice și analiza metalografică a microstructurii rezultate. Rezultatele obținute arată că există o gamă destul de mare de modificări ale proprietăților mecanice. În același timp, se observă aceeași tendință ca și în cazul creșterii conținutului de carbon în clasele de oțel carbon: cu o creștere a proprietăților de rezistență, proprietățile plastice scad (Fig. 5).
Pe baza sortimentului de marci, a nivelului proprietatilor mecanice si a diametrului nominal, se poate obtine regimul tehnologic optim care sa satisfaca nevoile consumatorilor. Una dintre cele mai promițătoare aplicații pentru termomecanic
armare călită de diametre mici este de a o folosi pentru
ligamentele cuștii de armare din plăci de beton armat de înaltă rezistență. Domeniul de aplicare al acestei armături poate fi în viitor alte diferite structuri din beton armat, fundații etc. Astazi, aceasta poate asigura imbunatatirea documentatiei de reglementare si tehnica (GOST, TU etc.) si studiul posibilitatilor de utilizare a acestui nou tip de produs. Cercetările efectuate au permis determinarea parametrilor principali ai procesului de călire termomecanică a tijei de sârmă de diametre mici. Ulterior, în timpul punerii în funcțiune a morii 170 la OJSC MMK, după adaptarea rezultatelor obținute la condițiile de laminare la noua moara, această gamă va fi stăpânită în producția de masă.
CONSTATĂRI
- S-au luat în considerare procesele care au loc în timpul deformării metalului în stare fierbinte. Se determină factorii care influențează cel mai mult formarea structurii metalice după deformare.
- Sunt prezentate perspectivele de dezvoltare a procesului TMT în producția de sârmă de sârmă, ținând cont de dimensiunile geometrice și de caracteristicile de producție ale acestuia: o secțiune transversală deosebit de mică și viteze mari de deformare, spre deosebire de alte tipuri de produse metalice obținute prin laminare la cald.
- Sunt prezentate rezultatele utilizării unui astfel de instrument precum modelarea temperaturii pentru a obține proprietățile mecanice necesare ale tijei în timpul laminarii la cald, ținând cont de capacitățile tehnologice existente ale morii, precum și din punct de vedere al efectului de deformare plastică la cald și compoziție chimică pe structură.
- Sunt prezentate rezultatele aplicării utilizării tratamentului termomecanic în timpul rulării pe structura sârmei finite.
- " onclick="window.open(this.href," win2 return false >Imprimare
Produse lungi
Folosit pe scară largă în inginerie, construcții, transport metal laminat: foi, benzi, benzi, șine, grinzi etc.Se obţine prin comprimarea unui lingou de metal în stare caldă sau rece între rolele rotative ale unui laminor. Oțelul, metalele neferoase și aliajele lor sunt tratate în acest fel.
Profil de închiriere (forma sa în secțiune transversală) depinde de forma rulourilor. Cifrele arată principalele profile ale produselor laminare, numite inchiriere grad.


Există următoarele profiluri produse lungi: simplu (cerc, pătrat, hexagon, dungă, frunză); în formă (șină, grindă, canal, taur si etc.); special (roți, oțel de armare si etc.).

Cel mai adesea, produsele lungi sunt folosite ca semifabricate pentru diferite piese. De exemplu, de la bară hexagonală faceți șuruburi și piulițe. Din bare rotunde strunjirea pieselor cilindrice pe strunguri. Bare unghiulare folosit la producerea de rame, rame, rafturi etc.

Laminarea poate da piesei de prelucrat forma unei piese finite, evitând astfel prelucrarea suplimentară și, în consecință, reducând risipa de metal și economisind timp.
Mai jos sunt câteva mostre de tipuri comune de produse laminate: țeavă, fitinguri, grindă, canal, tablă, unghi, bandă etc.








Produse lungi - unul dintre semifabricate. Acesta este denumirea produsului muncii, destinat prelucrării ulterioare și obținerii produselor finite.
Sunteți deja familiarizați cu unele tipuri de semifabricate - acestea sunt cherestea, placaj, sârmă.
Tablă subdivizat în foaie
(până la 4 mm) și foaie groasă
(peste 4 mm
Tipuri și proprietăți ale oțelului
Oţel- Acest aliaj de fier și carbon(până la 2%) și alte elemente chimice. Este utilizat pe scară largă în inginerie mecanică, transport, construcții și viața de zi cu zi.
În funcție de compoziție, există carbonice
și aliate
oţel. Oțelul carbon conține 0,4...2% carbon. Carbon dă duritate oțelului, dar crește fragilitatea, reduce ductilitatea. Când se adaugă la oțel în timpul topirii altor elemente: crom, nichel, vanadiuși altele - proprietățile sale se schimbă. Unele elemente cresc duritatea, rezistența, altele - elasticitatea, altele dau anticoroziune, rezistență la căldură etc. Oțelurile care conțin aceste elemente se numesc aliate. În clasele de oțel aliat, aditivii sunt indicați cu litere: H - nichel
, LA - tungsten
,G - mangan
, D - cupru
, La - cobalt
, T - titan
.
Distingeți în funcție de scop structurale, instrumentale și speciale
deveni.
Carbon structural
oțelul este de calitate obișnuită și de înaltă calitate. Primul- plastic, dar are rezistență scăzută. Este folosit pentru fabricarea de nituri, șaibe, șuruburi, piulițe, sârmă moale, cuie. Al doilea diferă prin durabilitatea crescută. Arborii, scripetele, șuruburile de plumb, angrenajele sunt fabricate din acesta.
Oțel pentru scule
are o duritate, o rezistență mai mare decât cea structurală și este utilizat pentru fabricarea dălților, ciocanelor, sculelor de tăiat filet, burghiilor, tăietorilor.
Oteluri speciale
- sunt oteluri cu proprietati deosebite: termorezistente, rezistente la uzura, inox etc.
Toate tipurile de oțel sunt marcate într-un anumit mod. Asa de, otel de constructie
calitatea obișnuită este indicată prin litere Sf. și numărul de serie de la 0
inainte de 7
(Artă. O, Artă. unu etc. - cu cât numărul de oțel este mai mare, cu atât este mai mare conținutul de carbon și rezistența la tracțiune), calitate
- două cifre 05
, 08
, 10
etc., arătând conținutul de carbon în sutimi de procent. Conform cărții de referință, puteți determina compoziția chimică a oțelului și proprietățile acestuia.
Proprietățile oțelului pot fi modificate prin acțiune termică - tratament termic (tratament termic). Constă în încălzirea la o anumită temperatură, menținerea la această temperatură și răcirea ulterioară rapidă sau lentă. Intervalul de temperatură poate fi larg în funcție de tipul de tratament termic și de conținutul de carbon al oțelului.
Principalele tipuri de tratament termic - călire, călire, recoacere, normalizare
.
Folosit pentru a crește duritatea oțelului întărire
- încălzirea metalului la o anumită temperatură (de exemplu, până la 800 ° C) și răcirea rapidă în apă, ulei sau alte lichide.
Cu încălzire semnificativă și răcire rapidă, oțelul devine dur și fragil. Friabilitatea după întărire poate fi redusă prin sărbători
- piesa de oțel întărit răcită este din nou încălzită la o anumită temperatură (de exemplu, 200 ... 300 ° C) și apoi răcită în aer.
Pentru unele unelte, doar partea lor de lucru este călită. Acest lucru crește durabilitatea întregului instrument.
La recoacerea
piesa de prelucrat este încălzită la o anumită temperatură, menținută la această temperatură și încet(aceasta este principala diferență față de întărire) răcire. Oțelul recoacet devine mai moale și, prin urmare, mai bine prelucrat.
Normalizare
- un fel de recoacere, doar răcirea are loc în aer. Acest tip de tratament termic îmbunătățește rezistența oțelului.
Se efectuează tratarea termică a oțelului în instalațiile industriale lucrători termici. Termistul trebuie să cunoască bine structura internă a metalelor, proprietățile lor fizice și tehnologice, modurile de tratament termic, să folosească cu pricepere cuptoarele termice și să respecte cu strictețe regulile de siguranță a muncii.
Cel mai important proprietățile mecanice ale oțelului - duritate și rezistență . Pe duritate oțelul este testat folosind special teste de duritate. Metoda de măsurare se bazează pe indentarea unui material mai dur în probă: o bilă de oțel dur, un con de diamant sau o piramidă de diamant.

Valoarea durității HB se determină prin împărțirea sarcinii la suprafața amprentei lăsate în metal ( metoda Brinell ) (fig. dreapta, A),

sau în funcție de adâncimea de scufundare în metalul vârfului de diamant, bilă de oțel ( metoda Rockwell ) (orez. 6 ).
Putere oţelurile se determină la maşini de încercare la tracţiune prin testarea probelor de formă specială, întinzându-le pe direcţia longitudinală până la rupere (fig. stânga). Pentru a determina rezistența, împărțiți sarcina maximă care a precedat ruperea specimenului la aria secțiunii transversale inițiale.
Temperaturile de început și sfârșit de deformare la cald sunt determinate în funcție de temperaturile de topire și recristalizare. Laminarea majorității claselor începe la o temperatură de 1200...1150 0 C și se termină la o temperatură de 950...900 0 C.
Modul de răcire este esențial. Răcirea rapidă și neuniformă duce la crăpare și deformare.
În timpul rulării, temperatura de la începutul și sfârșitul procesului, modul de reducere și reglarea rolelor sunt controlate ca urmare a monitorizării dimensiunilor și formei produsului laminat. Pentru a controla starea suprafeței produselor laminate, se prelevează în mod regulat probe.
Finisarea produselor laminate include tăierea la lungime, îndreptarea, îndepărtarea defectelor de suprafață etc. Produsele laminate finite sunt supuse controlului final.
Procesul de laminare se realizează pe laminoare speciale.
laminor – un ansamblu de mașini pentru deformarea metalului în role rotative și pentru efectuarea de operațiuni auxiliare (transport, control etc.).
Echipamentul pentru deformarea metalelor se numește principal și se află pe linia principală a laminoarei (linii de standuri de lucru).
Figura 1 - Schema unui laminor
1 - rulouri; 2 - farfurie; 3 - axul clubului; 4 - ax universal; 5 - stand de lucru; 6 - cușcă de viteze; 7 - ambreiaj; 8 - reductor; 9 - motor
Linia principală a laminoarelor constă dintr-un suport de lucru și o linie de antrenare, inclusiv un motor, cutie de viteze, suport de viteză, cuplaje, fusuri.
suport de rulare
Rolele 1 sunt instalate în standul de lucru 5, care preia presiunea de rulare. Caracteristica definitorie a standului de lucru sunt dimensiunile rolelor de rulare: diametrul (pentru produsele lungi) sau lungimea (pentru produsele plate) butoiului. În funcție de numărul și locația rolelor în standul de lucru, se disting laminoare: cu două role (duo-mill), cu trei role (trio-mill), cu patru role (quatro-mill) și universale (Figura 2) .
În standurile cu două role (Figura 2, poziția a) se efectuează o singură trecere de metal într-o direcție. Metalul în suporturi cu trei role (Figura 2, poziția b) se mișcă într-o direcție între rolele inferioare și superioare și în direcția opusă între rolele mijlocii și superioare.
Rolele de rezervă sunt instalate în standurile cu patru role (Figura 2, poziția c), care permit utilizarea rolelor de lucru cu diametru mic, crescând astfel tirajul și reducând forțele de deformare.
Standurile universale (Figura 2, poziția d) au role verticale neacționate, care sunt situate între suporturile de rulment ale rolelor orizontale și în același plan cu acestea.
Suportul de viteză 6 este proiectat pentru a distribui cuplul motor între role. Aceasta este o cutie de viteze cu o singură treaptă, al cărei raport de transmisie este egal cu unul, iar rolul angrenajelor este îndeplinit de rolele de viteză.
Axele sunt proiectate pentru a transmite cuplul de la suportul angrenajului la rolele de rulare cu aliniere greșită de până la 10…12 0 . Cu o ușoară mișcare în plan vertical, se folosesc fuse de tip club 3 complet cu un ambreiaj de club. Contururile interioare ale cuplajelor masei corespund formei în secțiune transversală a tijei rolei sau a arborelui. Cuplajul asigură un spațiu de 5…8 mm, ceea ce permite posibilitatea de a lucra cu o dezaliniere de 1…2 0 . Cu mișcări semnificative ale rolelor în plan vertical, axa arborelui poate face un unghi semnificativ cu planul orizontal, în acest caz se folosesc arbori articulați sau universali 4, care pot transmite cuplu rolelor de laminare când axul este înclinat în sus. la 10 ... 12 0 .
Figura 2 - Standuri de rulare

Pe măsură ce se utilizează motorul laminoarei 9, motoare de curent continuu și curent, tipul și puterea depind de performanța morii.
Reductorul 8 este utilizat pentru a modifica numărul de rotații la transferul mișcării de la motor la role. Roțile dințate sunt de obicei chevron cu o înclinare a spiralei de 30 0 .
După scop, laminoarele se împart în mori pentru producerea semifabricatelor și mori pentru producerea produselor finite.
Încălzirea metalelor se realizează în cuptoare cu flacără și electrice. După distribuția temperaturii, cuptoarele pot fi și . În cuptoarele cu cameră de încălzire periodică, temperatura este aceeași în tot spațiul de lucru. În cuptoarele metodice, temperatura spațiului de lucru crește constant de la locul de încărcare a semifabricatelor până la locul de descărcare a acestora. Metalul este încălzit treptat, metodic. Cuptoarele se caracterizează printr-o productivitate ridicată. Sunt utilizate în magazinele de laminare și forjare și ștanțare pentru încălzirea lingourilor neferoase. Lingourile mari sunt încălzite înainte de a fi introduse - o varietate de camere, cuptoare cu flacără.
Ca dispozitive de transport în producția de rulare se utilizează:
- suporturi de lingouri și diferite tipuri de cărucioare pentru alimentarea lingourilor și semifabricatelor de la dispozitivele de încălzire la moară;
- mese cu role - vehiculul principal al magazinelor de rulare (cu role rotative instalate în serie, acestea asigură mișcarea longitudinală a metalului; cu o aranjare oblică a rolelor, există posibilitatea de mișcare transversală a benzii);
- manipulatoare proiectate pentru sarcina corectă a benzii în calibrul;
- basculante concepute pentru a roti piesa de prelucrat în jurul unei axe orizontale.


Popular
- Principii și criterii de examinare a valorii documentelor
- Trei povești de succes Siemens NX Sistemul integrat este soluția ideală
- Elemente de bază ale managementului personalului Elemente de bază ale managementului personalului
- Managementul calității la întreprindere: standarde, etape de implementare, sfaturi
- Cum se calculează bonusul trimestrial și cum se plătește?
- Traversarea misterioasă pe Abbey Road din Anglia John Lennon a numit inițial grupul în mod diferit
- Coperta „Abbey Road” ca bază pentru o legendă a conspirației
- Cum se scrie o scrisoare de garanție?
- Merchandising-ul, tipurile și principiile sale Fundamente ale merchandisingului în industria textilă
- Activitati de marketing in comertul cu ridicata si cu amanuntul