Kremalı dondurma konusundaki teknik ve teknolojik harita. Dondurma üretimi sezonluk kazanç sağlayan lezzetli bir iştir
Yalnızca bu kuruluşta geliştirilen ve satılan yeni ve özel yemekler ve mutfak ürünleri için teknik ve teknolojik haritalar (TTK) geliştirilmektedir. TTC'nin süresi işletmenin kendisi tarafından belirlenir.
TTK bölümleri içerir:
- 1. Ürünün adı ve TTC'nin kapsamı. Onay alınmadan değiştirilemeyecek olan yemeğin tam adını belirtin; Bu yemeği üretme ve satma hakkı verilen işletmelerin (şubelerin) belirli bir listesini sağlayın.
- 2. Bir yemek (ürün) yapmak için gereken hammaddelerin listesi.
- 3. Hammadde kalitesine ilişkin gereklilikler. Belirli bir yemek (ürün) için hammaddelerin, gıda ürünlerinin, yarı mamul ürünlerin düzenleyici belgelere (GOST'ler, OST'ler, TU'lar) uygun olduğuna ve sertifikalara ve kalite sertifikalarına sahip olduğuna dair bir kayıt yaptığınızdan emin olun.
Hammaddelerin brüt ve net ağırlıkta döşenmesine ilişkin normlar, yarı mamul ve nihai ürünlerin çıktısına ilişkin normlar.
- 4. Teknolojik sürecin tanımı. Bu sürecin ayrıntılı bir tanımını, soğuk ve ısıl işlem modunu, yemeğin (ürünün) güvenliğini sağlamayı, gıda katkı maddelerini, boyaları vb.
- 5. Uygulama, teslim, satış ve depolama için gereklilikler. Tasarım özellikleri, yemeğin servis kuralları, satış sırası, depolama yansıtılmalıdır (GOST R 503105-08'e uygun olarak).
- 6. Kalite ve güvenlik göstergeleri. Yemeğin organoleptik özelliklerini (tat, koku, renk, doku), yemeğin güvenliğini etkileyen fiziko-kimyasal ve mikrobiyolojik göstergeleri belirtin.
- 7. Besin bileşimi ve enerji değeri göstergeleri. Belirli tüketici gruplarının (diyet, koruyucu, çocuk yiyecekleri, vesaire.).
Her teknik ve teknolojik harita bir seri numarası alır ve şirketin dosya dolabında saklanır. TTK sorumlu geliştirici tarafından imzalanır.
ONAYLAMAK
Müdür __________
"__" ____________ 2013
TEKNİK VE TEKNOLOJİK KART No. 1
MUZLU ÇOCUK KULAKLIK DONDURMA
1 KULLANIM ALANI
Bu teknik ve teknolojik belge muzlu çocuk süzme peynirli dondurması için geçerlidir.
2. HAMMADDELER İÇİN GEREKLİLİKLER
Muzlu süzme peynirden çocuk dondurmasının hazırlanmasında kullanılan gıda hammaddeleri, gıda ürünleri, mevcut düzenleyici ve teknik belgelerin gerekliliklerine uygun olmalı, güvenliklerini ve kalitelerini doğrulayan eşlik eden belgelere sahip olmalıdır (uygunluk sertifikası, sıhhi ve epidemiyolojik sonuç, güvenlik) ve kalite belgesi vb.).
3. TARİF.
4. TEKNOLOJİK SÜREÇ.
- 1. Ürünleri bir karıştırıcıya yüklüyoruz: süzme peynir, doğranmış muz, 1/2 krema, vanilya şekeri, pudra şekeri. Her şeyi pürüzsüz hale gelinceye kadar bir karıştırıcıda iyice karıştırın. Kütlenin kıvamı çok kalınsa daha fazla krema ekleyin ve tekrar iyice karıştırın. Tutarlılık çok kalın ekşi krema gibi olmalıdır.
- 2. Dondurmayı bir kaba koyun ve dondurucuya gönderin.
Yaklaşık 3 saat sonra yumuşak dondurma alıyoruz ve 5 saat sonra tam teşekküllü dondurma servis etmek zaten mümkün.
5. SERBEST BIRAKMA VE DEPOLAMA İÇİN GEREKLİLİKLER.
Muzlu çocuk süzme peynirli dondurması hazırlandıktan hemen sonra satılmaktadır. Dondurmanın satıştan önce izin verilen raf ömrü, 14°C servis sıcaklığında 10 dakikadan fazla değildir. Şirket standardına göre. SanPiN 2.3.2.1324'e göre dondurmanın raf ömrü (-4; -2) °C sıcaklıkta 12 saattir.
- 6. KALİTE VE GÜVENLİK PERFORMANSI
Görünüm - dondurma kaselere serilir, üzerine çikolata parçacıkları serpebilirsiniz.
Renk - krem.
Tat ve koku - hoş bir muz ve vanilya kokusu, tadı tatlıdır, yabancı tatlar ve kokular yoktur.
- 6.2. Dondurmanın mikrobiyolojik göstergeleri SanPiN 2.3.2.1078-01 gerekliliklerine uygun olmalıdır.
- 7. BESLENME DEĞERİ
Çıkış için muzlu süzme peynirden dondurma - 150 gr
Üretim sorumlusu ________ ______ Tam adı
TTK'nın kayıt sorumlusu ______ _______ Tam adı
ONAYLAMAK
Müdür __________
"__" ____________ 2013
TEKNİK VE TEKNOLOJİK №2
Donutlar
1 KULLANIM ALANI
Bu teknik ve teknolojik Donuts lor yemeği için geçerlidir.
2. HAMMADDELER İÇİN GEREKLİLİKLER
Süzme peynirli çöreklerin hazırlanmasında kullanılan gıda hammaddeleri, gıda ürünleri ve yarı mamul ürünler, mevcut düzenleyici ve teknik belgelerin gerekliliklerine uygun olmalı, güvenliklerini ve kalitelerini doğrulayan eşlik eden belgelere sahip olmalıdır (uygunluk sertifikası, sıhhi ve epidemiyolojik sonuç, güvenlik) ve kalite sertifikası vb.)
3. TARİF
4. TEKNOLOJİK SÜREÇ
Yemek üretimi için hammaddelerin hazırlanması, halka açık catering işletmelerine yönelik yemek tarifleri ve mutfak ürünleri koleksiyonuna uygun olarak gerçekleştirilmektedir.
Un, yumurta sarısı, şekerle ezilmiş, çırpılmış yumurta akı, tuz, sitrik asit suda eritilir, her şey karıştırılır, elde edilen kütle 79 gr ağırlığında parçalara bölünür, toplar haline getirilir ve t = 160'da yağda kızartılır, 10-15 dakika içinde. Tatilde hazır çöreklere toz serpilir.
5. SAKLAMA VE SAKLAMAYA İLİŞKİN GEREKLİLİKLER
Tatlı olarak hazır çörekler kullanılır, sıcak alkolsüz olanlarla servis edilir. SanPiN 2.3.2.1324-03'e göre Lor çöreklerinin raf ömrü +2°С ila +6°С depolama sıcaklığında 8 saattir.
- 6. KALİTE VE GÜVENLİK GÖSTERGELERİ
- 6.1. Organoleptik kalite göstergeleri:
Görünüm - bükülme, ezik ve yırtık parça içermeyen doğru formda bir ürün
Renk - altın, tekdüze
Tutarlılık - gözenekli, birbirine yapışmamış, karışmayan ve yabancı kalıntı izleri olmayan
Tadı, kokusu - hoş, yabancı yabancı maddeler olmadan, tarife maya eklendiğinde - hafif, hoş bir fermantasyon aromasıyla.
- 6.2. Mikrobiyolojik göstergeler "Lor çörekler" gereksinimleri karşılamalıdır. SanPiN 2.3.2.1078-01, dizin 1.9.15.13.
- 7. BESİN DEĞERİ
Lor çörekleri -150g.
Lokantadaki TTK'nın tasarımından sorumlu ______________
KAFA lokanta üretimi _________________
siteye kayıt
Kullanıcıların FOODCOST'u kullanmadan önce kayıt olmaları gerekmektedir. Kayıt formuna bağlantı
Açılan pencerede sekmeyi seçin Kayıt ve formun tüm alanlarını doldurun:
- Belirt İsim Ve Soyadı.
- Düşün ve Gir Giriş yapmak, yalnızca latin harfleri içermesi gerekir.
- Lütfen sizinle iletişime geçilebilecek geçerli bir e-posta adresi girin.
- Şifre Latin harfleri ve rakamları içerebilir.
- Şifrenizi tekrar girin.
- Optimum arayüz özelleştirmesi için ana profilinizi seçin ve düğmeye tıklayın Kayıt
Dikkat!!!
E-posta adresinizi giriş olarak kullanmayın!
Girişte Kiril ve özel karakterlerin kullanılması İZİN VERİLMEDİ!
Dikkat!!!
Şifrede Kiril karakterlerinin kullanılması İZİN VERİLMEDİ!
Kayıt işlemini tamamladıktan sonra, belirttiğiniz e-posta adresine hesabınızı etkinleştirme bağlantısını içeren bir mesaj gönderilecektir. Hesap aktivasyonu yapılmadığı takdirde hesabınız pasif kalacaktır!
Sitede yetkilendirme
FOODCOST hizmetlerini kullanmaya başlamak için kullanıcıların oturum açması gerekir. Giriş formuna bağlantı sitenin üst panelinde bulunur. Bu bağlantıya tıklamak Kimlik Doğrulama penceresini açacaktır.
Tarif arama
Tarif arama formunu açmak için butona tıklayın Sitenin üst panelinde bulunan tarifi bulun.
Açılan pencerede tarifin uyması gereken parametrelerini belirtmeniz gerekir.
- Yemeğin adı- yemeğin adında yer alan bir kelime veya kelime öbeği
- Menü grubu- listeden yemeği içeren menü grubunu seçin.
- Ek tarif özelliklerini vurgulayın: Ücretsiz TTK Tarifleri ve erişimi ücretsiz (abonelik olmadan) sağlanan hazır TTK (tekno-teknolojik haritalar). Sadece yetkili kullanıcılar için!!! Okul yemekleri Anaokulu (DOE) ve okul için yemek tarifleri ve hazır alışveriş merkezleri (teknolojik haritalar). Klinik beslenme Klinik beslenmeye yönelik tarifler ve hazır alışveriş merkezleri (teknolojik çizelgeler). Mercimek yemekleri Hazırlanmasında hayvansal kökenli ürünlerin kullanılmadığı yemek tarifleri ve hazır TTC'ler (teknolojik ve teknolojik kartlar) ve yemeklerin ve mutfak ürünlerinin TC'leri (teknolojik kartlar).
- Yemeğin malzemeleri- Gerekirse yemeğin hazırlandığı ana ürünleri listeden seçin.
- Milli mutfak- listeden yemeğin ait olduğu mutfağı seçebilirsiniz.
Bu arada...
Bu seçeneği seçtiğinizde sadece belirtilen bölüm grubundan seçim yapılacaktır. Porsiyon yemekleri tarif koleksiyonumuz.
Tarif Koleksiyonunun tüm bölümlerini aramaya dahil etmek istiyorsanız bayrağı ayarlayın. Boş ve yarı mamul ürünlerde arama yapın. Bu durumda menü grubu belirtmenize gerek yoktur!
Gerekli tüm parametreleri belirledikten sonra düğmeye tıklayın. Bir tarif bulun.
Tüm filtre seçeneklerini hızla temizlemek için Sıfırla düğmesini tıklayın
Bir talepte bulunurken belirttiyseniz Menü bölümü bölümünden seçtiğiniz grup açılacaktır Porsiyon yemekleri ve daha önce belirtilen özelliklerle eşleşen yemeklerin bir listesi.
Aramayı tüm bölümlerde kullandıysanız (Boşlarda ve yarı mamullerde ara özelliğini işaretlediyseniz), şunu göreceksiniz: ortak liste daha önce belirtilen özelliklere karşılık gelen yemek tarifleri ve mutfak ürünleri.
Site araması
Sitede yemek tarifleri, haberler, yönetmelikler, ürün kılavuzları ve şirket rehberi dahil olmak üzere tüm bölümlerde arama yapılır.
Arama çubuğunu açmak için düğmeye tıklayın sitenin üst çubuğunda bulunur.
Açılan satıra bir arama sorgusu girin ve Enter tuşuna basın
Kullanım gerekçesi
Tarif koleksiyonu, kontrol çalışmaları temelinde derlenir ve modern uygulamada en sık kullanılan tarifleri içermesi açısından diğer analoglarla olumlu şekilde karşılaştırılır.
Koleksiyonda yayınlanan tarifler, şu anda geçerli olan tüm Kanun ve yönetmeliklere uygun olduklarından, halka açık catering işletmelerinde başarıyla ve kesinlikle yasal olarak kullanılabilir.
Rusya Federasyonu topraklarında yürürlükte olan sertifikasyon ve standardizasyona ilişkin düzenleyici belgeler, endüstri standartlarını (bölüm bağlılığı ve sahiplik şekline bakılmaksızın, homojen bir tüketici amacına sahip belirli türlerde ürünler geliştiren veya üreten bir dizi ticari kuruluş) içerir. ; kurumsal standartlar; bilimsel ve teknik ve bir dizi başka standart.
Standartlar, can güvenliği, insan sağlığı ve çevre güvenliğinin sağlanması amacıyla, uygulama ihtiyacına göre işletmeler tarafından bağımsız olarak geliştirilmekte ve onaylanmaktadır. Koleksiyonda açıklanan ürünlerin üretiminde üretici, yemek tariflerinde bazı değişiklikler yapma, bileşen listesini genişletme, hijyen kurallarının ihlallerini, üretimin teknolojik rejimini ve bozulmasını önleme hakkına sahiptir. Tüketici özellikleri ve nitelikleri.
Her şey net değil...
FOODCOST hizmetleriyle nasıl çalışılacağını öğrenmek zor değildir ancak dikkat ve bir miktar azim gerektirecektir. Ve bağlantıları Kullanıcı Destek Merkezi'nde bulunan çeşitli referans bilgileri bu konuda yardımcı olacaktır.
Arka plan bilgileri içerir.
MİLLİ EĞİTİM BAKANLIĞI UR
MUTFAK SANATLARI MESLEK LİSESİ
Yazılı sınav kağıdı
Bu konuda: "Dondurma bazlı kokteyller - çeşitli dondurmalar"
Gerçekleştirilen:
öğrenci gr. 107
Chekmareva Yu.N.
Kontrol:
Metodist
Pushina N.V.
İjevsk
2000
sayfa
1. Giriiş. Dondurmanın tarihi. Çeşitli dondurmalar ..... 3
2. Çeşitli dondurmaların hazırlanmasında işyerinin organizasyonu.
Ekipman ve envanterin kısa açıklaması,
Emniyet araçları. ........................................................................ 4
3. Pişirme işleminin teknolojik şeması
çeşitli dondurma. ......................................................................... 6
4. Kullanılmış literatürün listesi. ................................................ 7
Giriiş. Dondurmanın tarihi.
Dondurma, Çin'de 5. yüzyıldan beri var. Çinliler karı peteklerle karıştırıp gümüş küpler halinde meyvelerle süsleyerek bu gümüş küplerin içinde saklarlardı. Venedikli gezgin Marco Polo, 18. yüzyılın sonlarında Avrupa'ya dondurma getirdi. O zamandan beri dondurma en sevilen tatlı haline geldi. Catherine de Medici döneminde Fransız kraliyet sarayının en sevdiği dondurma meyveli dondurma, çırpılmış krema ve likördü.
Dondurma her zaman süt ürünlerinin şeker, yumurta sarısı ve çeşitli tatlarla oldukça basit bir kombinasyonudur. Dondurma, yüksek miktarda yağ ve karbonhidrat içeren, yüksek kalorili bir üründür.
En ünlü 2 çeşit dondurma. Birincisi süt, krema, aroma ve şekerin çeşitli kombinasyonlarını içerir. İkincisi yumurta sarısı, şeker, süt, az miktarda krema ve çeşitli katkı maddelerinden oluşur. İlk tür denir "Philadelphia'lı", ikinci - "Fransızca" veya sadece havalı dondurma, çünkü donmadan önce çırpılır. Yumurta sarısı hariç, şişirilmiş dondurma "Philadelphia" ile aynı katkı maddelerine dayanmaktadır; sadece oranları farklıdır.
Dondurmanın tadı, katkı maddelerinin tadından üstün olmalıdır. Gıda işletmeleri genellikle hazır dondurma alır ve çoğu zaman bu dondurmadır. Dondurmanın saklanması için en iyi sıcaklık -0°C ve altıdır.
Dondurma temelinde parfe, dondurma, frappe, sandie gibi kokteyller hazırlanır.
parfe - en yüksek kalitede kremalı dondurma. Amerika'da parfe özel bir tarife göre hazırlanır ve ana maddesi yumurtadır. Parfe için dondurmalarımız var.
dondurmalar - dondurma bazlı kokteyl çeşitlerinden biri. Besleyici bir meyve ve meyve içeceğidir. Kremanın içine 1 top dondurma konur, ardından diğer malzemeler konulur. Bu kokteyller soğuk fakat buzsuz olarak servis edilir. Kaşık ve pipetle servis edildiğinde servis edilir. Dondurma diğer malzemelerle karıştırılmaz.
Kumlu - Bu kokteyl görünüşünü Amerika'nın Massachusetts eyaletine borçludur. Sandy'nin temeli, genellikle şuruplarla seyreltilmiş ve taze veya konserve meyvelerle (şeftali, ananas veya muz) süslenmiş dondurmadır. Tercihen sarı olan tatlı kirazların yanı sıra şurupla dökülen fındıklar da kumlu bir dekorasyonun dekorasyonu için uygundur. Bir kaseye birkaç kaşık dondurma konur, ardından meyve suyu, şurup dökülür, üzerine fındık veya çikolata serpilir. Kaşıkla servis edilir.
Frappe - bir tür kokteyl, ancak yalnızca kalın kıvamda, ana kısmı dondurma, soğutulmuş süt, meyve ve meyve şurupları veya meyve suları, çırpılmış krema.
Karışık Dondurma - Dondurmayı içeceklerle birleştirerek, görünümü çok güzel, son derece besleyici bir tatlı yapabilirsiniz.
Çeşitli dondurmaların hazırlanmasında işyerinin organizasyonu.
Ekipman ve envanterin kısa açıklaması,
Bu ekipman üzerinde çalışırken güvenlik önlemlerini alın.
Barmenin işyerinde çeşit çeşit dondurma hazırlarken sol tarafta kaseler bulunmalıdır. Barmenin karşısına, en sık kullanılan şuruplar kol mesafesine yerleştirilmelidir; doğranmış fındıklar kaselerin üzerinde sol tarafta olmalıdır. Servis yaparken pasta tabağına bir kase veya bardak konur, önüne sapı sağa gelecek şekilde bir tatlı veya çay kaşığı yerleştirilir. Kategori I barda servis tüketicinin sağ tarafında yapılır ve ziyaretçi kaşığı kendisi alır. Ayrıca bazen dondurma ek olarak pipetle servis edilir, ancak her zaman buzsuzdur.
Ekipman çubuğu ekipmanı üretim, tedarik ve hizmetin niteliğine bağlıdır. Ancak dondurma ve çeşitli dondurmaların hazırlanması için aşağıdaki donanıma sahip olmanız gerekir: tek brülörlü ocak (şurupları pişirmek için), ev tipi buzdolabı, düşük sıcaklıklı tezgahlar (bunlar bar tezgahına yerleştirilmeli ve kullanılmalıdır) sadece dondurma için değil, aynı zamanda meyve ve meyve hammaddelerinin dondurulması ve saklanması için), dondurucular (soğutma, karıştırma için), dağıtıcılar (dondurma dağıtımı için). Termal ekipmanlar sağ tarafa, termal olmayan ekipmanlar ise sol tarafa yerleştirilir.
Güvenlik önlemleri ve çalışma kuralları:
1. Dondurucular, buzdolapları, düşük sıcaklıklı tezgahlar için: Soğutucu bölmenin aşırı yüklenmesine izin verilmez, bu durum ürünlerin saklanma koşullarını kötüleştirir. Ekipmanın evaporatörünün bıçak veya kazıyıcı ile dondan temizlenmesi yasaktır çünkü. sistemin sıkılığını kırabilir ve freonu serbest bırakabilirsiniz. Ürünleri duvarlara yakın istiflemeyin, evaporatörün üzerinde saklayın. Kapılar mümkün olduğu kadar seyrek açılmalı ve açık bırakılmamalıdır. bu da soğuk kaybına ve enerji tüketimine neden olur. Ekipmanı en az haftada bir kez yıkayın. Çünkü ünitedeki tozun periyodik olarak temizlenmesi gerekir. kirliliği soğutma kapasitesinin azalmasına neden olur. Kontrol ve izleme cihazlarında kıvılcım oluşmasının yanı sıra, tüplerin birleşim yerlerinde freon ve yağ sızıntısını gösteren yağ lekelerinin ortaya çıkması durumunda makinenin çalıştırılmasına izin verilmez.
2. Soba için: anahtarın sıhhi durumunu, topraklamasını ve servis edilebilirliğini kontrol edin.Kafuru yüksek ısı modunda gözetimsiz bırakmayın.
Hazırlık sürecinin teknolojik şeması.
Düz, dikdörtgen, soğutulmuş bir tabağa üç top dondurma yerleştirilir.
Bir kepçe çikolatalı dondurmaya kahve şurubu gezdirilir.
Bir kepçe frenk üzümü dondurmasının üzerine ahududu şurubu eklenir.
Bir kepçe kremalı dondurmaya portakal şurubu gezdirilir.
Dört tarafına da krem şanti (soğutulmuş) konulur.
Dekorasyon için güzelce dilimlenmiş muzlar ve portakal dilimleri yerleştirilir.
Çay kaşığı veya tatlı kaşığı ile süslenerek servis edilir.
Teknoloji kartı.
|
hammadde adı |
bir porsiyon |
100 porsiyon |
||
|
brüt, g |
ağ, g |
brüt, g |
ağ, g |
|
Çikolatalı dondurma |
5000 |
|||
|
Frenk üzümü dondurması |
5000 |
|||
|
Kremalı dondurma |
5000 |
|||
|
kahve şurubu |
2000 |
|||
|
Ahududu şurubu |
2000 |
|||
|
portakal şurubu |
2000 |
|||
|
Krem şanti |
7000 |
|||
|
Muz |
15000 |
|||
|
Turuncu |
10000 |
|||
Verim: 1 porsiyon - 530 gram
Müdür:
Hesaplama kartı.
|
hammadde adı |
norm 1 porsiyon G |
norm 100 porsiyon G |
fiyat, 100 gram |
toplam, ovmak |
||||||
Çikolatalı dondurma |
5000 |
3-00 |
1-50 |
|||||||
|
Frenk üzümü dondurması |
5000 |
3-00 |
1-50 |
|||||||
|
Kremalı dondurma |
5000 |
3-00 |
1-50 |
|||||||
|
Ahududu şurubu |
2000 |
20-00 |
4-00 |
|||||||
|
portakal şurubu |
2000 |
20-00 |
4-00 |
|||||||
|
kahve şurubu |
2000 |
20-00 |
4-00 |
|||||||
|
portakal soyulmuş |
10000 |
7-00 |
7-00 |
|||||||
|
muz soyulmuş |
15000 |
3-00 |
4-50 |
|||||||
|
krem şanti |
7000 |
5-00 |
3-50 |
|||||||
|
Toplam: |
31-50 |
|||||||||
|
3-15 |
||||||||||
|
Genel Toplam: |
34-65 |
|||||||||
Müdür: ____________________________________
Yapım direktörü: ____________________
Kullanılmış literatürün listesi.
1. Korshunov N.V., "Restoranlarda hizmet organizasyonu", ders kitabı,
M., "Yüksek Okul", 1976.
2. Miftahutdinova N.M., Bogdanova L.M. "Halk Yemeklerinde Hesaplama ve Muhasebenin Temelleri", öğrenciler için ders kitabı prof. onlar. okullar,
M., "Yüksek Okul", 1982.
3. Bogdanova M.A., Smirnova Z.M., Bogdanov G.A., “İkram işletmeleri için ekipmanlar”, bkz. ders kitabı. prof. onlar. okullar,
M., "Ekonomi", 1986.
4. "Tatlı diş. Enfes hamur işleri. Modern teknoloji. Dondurmalı tarifler,
M., "KRONPRESS", 1995
5. "İçecekler Hakkında Her Şey"
M., "NUGESHINVEST", 1993
Dünya dondurma pazarının cirosunun yılda yaklaşık 50 milyar dolar olduğu tahmin ediliyor. Dondurma pazarı, katılımcı sayısı açısından dünyanın en doygun pazarlarından biri ve birçok ülkede pazarın çok sayıda oyuncusu var. Küresel dondurma pazarının neredeyse yarısı ABD'de bulunuyor ve bu rakam giderek artıyor. Resmi istatistiklere göre, 2005 yılında Rusya'da kişi başına düşen ortalama yıllık dondurma tüketimi 2,77 kilogramı aşmazken, 2004 yılında Avrupa'da 12 kilogram, ABD'de ise 25 kilogramdı.
Pek çok Avrupa ülkesinde dondurma pazarının neredeyse tamamı iki küresel devin elinde: Unilever ve Nestle. Yerel üreticiler önemsiz pazar paylarına sahiptir.
Rusya dondurma pazarı aktif olarak gelişiyor. 2001 yılından bu yana Rusya'da dondurma üretiminin büyüme oranı %6 civarındaydı ancak son yıllarda pazar büyüme oranını bir miktar düşürdü. Rusya'da 2007 yılında dondurma üretim hacmi %6,1 artarak 412 bin tona ulaştı.Üretimde en büyük artış %117,3 ile Volga Bölgesi, 108,8 ile Sibirya ve %104,8 ile Orta Bölge'de gerçekleşti. Talosto, Inmarko, Russian Kholod gibi büyük şirketlerin üretimlerinde %20'den %30'a artış var. Son yıllarda kişi başına düşen dondurma tüketim miktarı biraz artarak yılda 3-4 kg civarındadır. Avrupa ülkelerine (6-8 kg), ABD'ye, Avustralya'ya (10-12 kg) göre çok daha düşük olmasına rağmen.
Rusya'da dondurma üretimi yaklaşık 250 işletme tarafından gerçekleştirilmektedir. Bunların arasında soğuk hava depolarında bulunan 60 dondurma fabrikası, 100 dondurma fabrikası ve süt ürünleri ve diğer gıda işletmelerindeki atölyeler, dondurma üretimi için özel olarak yeni inşa edilen 10 fabrika bulunmaktadır. Rusya dondurma pazarının özellikleri, yabancı şirketlerin (Nestle ve Baskin Robbins hariç), çok sayıda ürün üreticisinin sanal yokluğu ve Rusya genelinde tek tip bir dağıtımdır.
Tüketiciler sadece çocuklardan oluşmuyor, büyük bir grup ise 25-35 yaş arası yetişkinlerden oluşuyor. Dondurma mevsimsel bir üründür. Yaz aylarında özel çadırlar "Dondurma" en büyük satış payına sahipken, kış aylarında mağazaların payı artıyor (Şekil 2). Üretim hacmi önemli ölçüde değişiyor: durgunluk sırasında - kışın - yaz hacimlerinin% 30-40'ı kadardır. Ancak pazar uzmanları, evde tüketilen dondurmanın yanı sıra hem kış hem de yaz aylarında evde yemeye uygun dondurma çeşitlerinin popülaritesinde bir miktar artış olduğunu, aynı zamanda sokakta dondurma tüketiminin de azaldığını söylüyor. . Soğuk mevsimde üreticiler ürün yelpazesini iki veya üç kat azaltarak yalnızca en popüler çeşitleri ve daha çok "aile" dondurması olarak adlandırılan plastik kapları üretiyorlar.
2005 yılından bu yana, ürün kalitesinin iyileştirilmesinin temelini oluşturan “Süt ürünleri, kremalı dondurma, dondurma” ulusal standardı sektörde yürürlüktedir. Piyasada yeni bir marka ortaya çıkıyor - GOST'a göre daha pahalı hammaddelerden dondurma. Fiyatı, bitkisel yağlı spesifikasyonlara göre üretilen dondurmanın fiyatından önemli ölçüde farklı olmalıdır.
Bu hesaplama görevinin amacı, fonksiyonel bileşenler kullanılarak kremalı kremalı dondurma üretimine yönelik teknolojik bir hat için bir proje hazırlamaktır. Hesaplama görevi sırasında, belirli bir üretimin özelliklerini en iyi karşılayan, en uygun teknolojik şemayı, modern, yüksek verimli, ekonomik ekipmanı seçerek bir üretim hattı tasarlamak gerekir.
Dondurma, özel tariflere göre hazırlanan, belirli oranlarda süt, meyve, çilek, sebze, sakaroz, stabilizatör bileşenlerini, bazı tariflerde - yumurta ürünleri, aroma ve aromatik maddeleri içeren sıvı karışımlardan üretilen, çırpılmış tatlı dondurulmuş bir üründür.
1.1 Dondurma çeşitleri
Tüm üreticilerin ürün yelpazesi neredeyse aynıdır. Kışın dondurma ürün sayısı 45'e ulaşırken, yaz aylarında üreticiler ürün yelpazesini en tanınabilir ve satın alınan 10-20 ürüne indiriyor. .
Üretim yöntemlerine göre dondurma sertleştirilmiş, yumuşak ve ev yapımı dondurmalara ayrılır.
Sertleştirilmiş dondurma, üretim koşullarında üretilen, değirmenden çıktıktan sonra depolama stabilitesini arttırmak amacıyla düşük sıcaklıklara (-18°C ve altı) dondurulan (sertleştirilen) bir üründür. Bu formda uygulamaya kadar saklanır. Sertleştirilmiş dondurmanın sertliği yüksektir. Esas olarak halka açık catering işletmelerinde üretilen ve dondurucudan çıktıktan hemen sonra yenen (-5 ... -7 0 C sıcaklıkta) yumuşak dondurma denir. Yapısı ve görünümü kremsidir. Ev yapımı dondurma, evde sıkıştırmalı buzdolabı veya dondurucu kullanılarak yapılır.
Sertleştirilmiş dondurma, ürün tipine, dolgu maddesine (bileşime göre) ve ambalaj tipine göre sınıflandırılır. Ürün ve dolgu türüne göre temel ve amatör tiplere ayrılır. Amatör türdeki dondurmalar, ana türdeki dondurmalara göre nispeten daha küçük miktarlarda üretilmektedir.
Ana türler:
günlük;
kremsi;
· krem;
· meyve ve meyveler;
aromatik.
Amatör türleri:
süt bazlı dondurma;
meyve ve meyve veya sebze esasına göre üretilen dondurma;
süt bazının eklenmesiyle meyvelerden, meyvelerden ve sebzelerden üretilen dondurma;
· tavuk yumurtası kullanılarak üretilen dondurma;
çok katmanlı dondurma;
Özel amaçlı dondurma
şekerleme yağı içeren dondurma.
Ana tipteki dondurma çeşitleri, bileşimlerine ve ürüne eklenen katkı maddelerine (dolgu maddeleri) bağlı olarak adlandırılır.
Ambalaj türüne göre sertleştirilmiş dondurma, ağırlığa, büyük pakete ve küçük pakete ayrılır.
· polimerik filmden yapılmış ek parçaları olan karton kutularda;
kollu.
Paketlenmiş:
· büyük paketlenmiş - karton kutularda, keklerde, keklerde;
küçük paketlenmiş - polietilen filmdeki silindirler, briketler (sırlı ve sırsız, waffle'lı ve waffle'sız), waffle kaplarında, boynuzlarda (koniler), tüplerde, keklerde, sırlı silindirlerde, figürlü (sırlı ve sırsız), bardaklarda (kağıt ve polimerik) malzemeler), kutular.
1.2 Dondurma kalite göstergeleri
Dondurma, dengeli beslenme formülünün önerdiği belirli oranlarda bulunan bileşenlerin iyi seçilmiş kantitatif kombinasyonları nedeniyle elde edilen yüksek tat kalitesine sahip olmalıdır.
Dondurma, yeterli taşma, yapının homojenliği, ağız boşluğunun çok fazla soğumaması, yavaş erimesi ile karakterize edilmelidir.
Mevcut teknik dokümantasyona göre, dondurmanın tadı ve kokusu temiz olmalı, bu dondurma türüne ve üretiminde kullanılan hammaddelere özgü, yabancı tat ve koku içermemelidir.
Tutarlılık, oldukça yoğun, dondurma kütlesi boyunca eşit olmalıdır. Sütlü, meyveli ve meyveli dondurmaların yanı sıra az yağlı (% 5'e kadar) veya az yağlı amatör dondurmalarda hafif karlı bir kıvama izin verilir.
Renk bu tip dondurmanın karakteristik özelliği olmalıdır. Meyveler, meyveler ve sert kabuklu yemişler kullanılarak yapılan dondurmalarda (hem bütün hem de ezilmiş halde) ve mermer dondurmada eşit olmayan renklendirmeye izin verilir.
Hijyen Kuralları ve Normlarına (SanPiN 2.3.2.560-96) uygun olarak, sertleştirilmiş ve yumuşak dondurmanın mikrobiyolojik parametrelerinin yanı sıra yumuşak dondurma için sıvı karışımların aşağıdaki gereksinimleri karşılaması gerekir (bkz. Tablo 1.1).
Tablo 1.1 Dondurmanın mikrobiyolojik göstergeleri
*KMAFanM - mezofilik aerobik anaerobik mikroorganizmaların sayısı;
**CFU - koloni oluşturan birimlerin sayısı;
*** BGKP - Escherichia coli grubunun bakterileri;
****S. aureus - Staphylococcus aureus Pul pul ve kumlu dokuya sahip, organoleptik olarak gözle görülür yağ ve stabilizatör yığınları içeren, ayrıca kontamine veya yabancı katkılar içeren dondurmaların satışına izin verilmez.
Metal kılıflardaki ve astarlı karton kutulardaki dondurmanın net ağırlığındaki izin verilen sapmalar ± %0,5'tir. Parça tartımı sırasında bir porsiyonun kütlesindeki sapma, kütlenin ayarlanan nominal değerinin manuel ağırlıkla paketleme için ± %3'ünü, hacimsel mekanize veya manuel paketleme için ± %6'yı aşmamalıdır.
Büyük paketli dondurma için izin verilen net ağırlık sapmaları, g: net ağırlık 500±10; 1000±20; 1500±15; 2000±20.
Dondurma dağıtım ağına soğutma veya termal taşıma yoluyla teslim edilir; taşıma süresi boyunca dondurmanın sıcaklığı, ürünün nakliye sırasındaki sıcaklığına karşılık gelecek şekilde mümkün olduğunca sabit tutulmalıdır. .
1.3 Üretim için kullanılan hammaddeler
Kremalı sırlı dondurma üretimi için aşağıdaki ana hammadde türleri kullanılır. Tarife göre dondurma için: tam yağlı inek sütü (yağ %3,2), tuzsuz inek tereyağı (yağ %82,5), şekerli tam yağlı yoğunlaştırılmış süt (yağ %8,5), tam yağlı inek sütü tozu (yağ %25), toz şeker, agaroid, vanilin, içme suyu. Sır üretiminde tuzsuz inek tereyağı (%82,5 yağlı), toz şeker veya pudra şekeri, tam yağlı inek sütü tozu (%25 yağlı), gıda aroması, vanilin, içme suyu kullanılmaktadır.
Süt Dondurmanın hazırlanışı için taze, kaliteli, yabancı tat ve kokulardan arındırılmış olması gerekmektedir. Sütün bileşimi süt yağını, protein maddelerini, karbonhidratları, lipoidleri (yağ benzeri maddeler), organik ve inorganik asitlerin tuzlarını, mineralleri, vitaminleri, enzimleri içerir.
Sütün 20°C sıcaklıktaki yoğunluğu çeşitli faktörlere bağlı olarak 1027-1034 kg/m3 (ortalama 1030 kg/m3) arasında değişmektedir. Sütün enerji değeri bileşime bağlı olarak 2720-2930 kJ/kg'dır.
Sütte emülsiyon halinde süt yağının %2,7-6,0'ı bulunur. Sütteki protein maddelerinin içeriği %2,4-4,8 olup kazein %2,7, albümin %0,5 ve globulin %0,1'dir. Sütün bileşimi ayrıca %4,8-5,1 oranında süt şekeri (laktoz) içerir. İşletmede süt alınırken miktarı, yoğunluğu, asitliği, sıcaklığı ve yağ içeriği belirlenir. Asitlik 21°T'den yüksek olmamalıdır, 16-18°T en uygunudur.
Yoğunlaştırılmış tam yağlı sütşekerli pastörize inek sütündeki nemin bir kısmının buharlaştırılıp şekerle muhafaza edilmesiyle elde edilir. Süt şekerinin algılanabilir organoleptik kristalleri olmadan kremsi bir renk tonuna sahip homojen bir beyaz kütledir. Ürün, belirgin bir pastörize süt tadıyla birlikte tatlı, temiz bir tada sahiptir.
Tam yağlı süt tozu normalize edilmiş pastörize inek sütünün kurutulmasıyla elde edilir. Dondurma üretiminde sadece en yüksek kalitede tam yağlı süt tozu kullanılır.
Yağ içeriğine bağlı olarak %20 ve %25 yağ içeriğine sahip tam yağlı süt tozu üretilir. %12 katı madde içeriğine sahip sulandırılmış sütün asitliği 20-22° T'dir. Çözünürlüğü en yüksek olan sprey kurutulmuş süt tozunun kullanılması tavsiye edilir.
Sadece dondurma yapımında kullanılır tuzsuz tereyağı: kremalı premium, amatör, köylü ve sandviç. Bu tür tereyağı pastörize kremadan yapılır. Tereyağı, yağın yanı sıra su, proteinler, süt şekeri ve kremanın diğer bazı bileşenlerini de içerir. Yağın enerji değeri yüksektir, sindirilebilirliği yüksektir, yağda çözünen A ve E vitaminleri ile suda çözünen B1, B2 ve C vitaminlerini içerir.
Sükroz (şeker) pancar veya şeker kamışından üretilen bir disakkarittir. Görünüşe göre bunlar belirgin kenarları olan homojen kristallerdir. Kristallerin yoğunluğu 1587,9 kg/m3'tür. Toz şekerde sakarozun kuru madde cinsinden kütle oranı en az %99,55-99,75 olmalı, nem içeriği ise %0,14'ü geçmemelidir.
Toz şekerin öğütülmesiyle, kremanın hazırlanmasında ve ayrıca yumuşak dondurma için kuru karışımların üretiminde kullanılan pudra şekeri elde edilir. Şeker, ürüne tatlı bir tat verir ve ayrıca dondurmanın donma noktasını düşürür, böylece donma sırasında büyük buz kristallerinin oluşmasını önler ve bitmiş ürünün hassas ve düzgün bir dokusunu sağlar. ve diğer tatlı yiyecekler.
Ürünün tadını ve kokusunu iyileştirmek için dondurmaya çeşitli katkı maddeleri eklenir. tatlandırıcı ve aromatik katkı maddeleri - vanilin .
İğnemsi kristalli bir katıdır. Vanilinin moleküler ağırlığı 152.6'dır. Vanilin 80-81 °C sıcaklıkta eriyerek sıcak suda berrak ve renksiz bir çözelti oluşturur (1:20), alkolde de çözünür (2:1). Sentetik vanilinin kalitesi doğal vanilinden çok az farklıdır. Guaiacol ve diğer organik bileşiklerden elde edilir. Dondurma karışımına, vanilya özüyle aynı şekilde, 1 kg dondurma başına 0,1 g vanilin oranında bir vanilin (alkol veya su) çözeltisi eklenir. Vanilini, havanın göreceli önemi% 80'den yüksek olmayan bir yerde saklayın. .
Laktuloz.Şu anda tüketicilerin sağlıklı beslenme alanındaki ihtiyaçlarını karşılayan dondurmaların yaratılması, dondurulmuş tatlı sektöründe umut verici bir yöndür. Bu yön, yağ ve karbonhidrat miktarının azaltılması, bifidus ve laktobasil gibi fonksiyonel bileşenlerin yanı sıra prebiyotik bileşenlerin kullanılmasıyla gerçekleştirilebilir. Prebiyotik laktulozun dondurma tarifine dahil edilmesi, probiyotik kültürlerin insan bağırsağında etkisinin etkinliğini arttırır.
Tüketicinin istikrarlı talebini belirleyen dondurmanın önemli bir özelliği organoleptik değerlendirmedir. İncelenen örneklerin organoleptik özelliklerinin incelenmesinin sonuçları, laktulozlu dondurmanın hoş, hafif ekşi süt tadı ve aromasına sahip olduğunu, laktuloz içermeyen örneklerden daha eksiksiz ve dengeli olduğunu gösterdi. Tüm numunelerin kıvamı, gözle görülür yağ topakları, stabilizatör, buz kristalleri olmadan, oldukça yoğun, kütle boyunca homojendi.
Her türlü dondurmanın zorunlu bir bileşenidir. stabilizatörler- serbest suyu bağlayarak ve karışımların viskozitesini artırarak dondurmanın yapı oluşumuna katkıda bulunan kolloidal hidrofilik maddeler. Stabilizatörler ayrıca bitmiş ürünün kıvamını iyileştirir ve erimeye karşı direncini arttırır. Dondurma üretiminde stabilizatör olarak kullanılır agaroid. Soğuk suda çözünmez ancak şişer ve suyun 4-10 katı kadar bağlanır. Soğuduktan sonra agaroid jöleler (jeller) oluşturur.
Agaroid, kalınlığı 0,5 mm'den fazla olmayan levhalar, levhalar, gözenekli levhalar, pullar, toz veya yabancı maddeler, kalıntılar içermeyen taneler şeklinde üretilir.
Agaroiddeki nem %18'den fazla olmamalıdır. %2,5 kuru agaroid içeren jölenin erime sıcaklığı 50°C'den, jelleşme sıcaklığı ise 20°C'nin altında olmamalıdır. Karışıma %0,3-0,7 oranında agaroid eklenir.
Emülgatörler Düşük konsantrasyonlarda, moleküldeki hidrofobik ve hidrofilik bölgelerin varlığı nedeniyle emülsiyonların oluşumuna ve stabilizasyonuna katkıda bulunan maddeleri ifade eder. Dondurmada emülgatörler çeşitli işlevleri yerine getirir. Öncelikle dondurma karışımındaki yağ dağılımını stabilize ederler ve dondurma sırasında yağın topaklaşmasını ve yağ küreciklerinin birleşmesini hızlandırırlar. Ayrıca dondurmanın kuru ağırlığını arttırırlar ve suyu bağlama özelliğine sahiptirler.
Şu anda, bitkisel yağlar dondurma üretiminde giderek daha fazla kullanılmaktadır ve piyasada sadece emülsifiye yağların değil aynı zamanda nemin bağlanması problemlerinin eşzamanlı olarak çözülmesini mümkün kılan karmaşık stabilizatörler-emülgatörler (CSE'ler) ortaya çıkmıştır. karışımlar.
Şu anda, Rusya'da dondurma üretimi için çeşitli tiplerde karmaşık stabilizatörler-emülgatörler kullanılmaktadır. Dondurma üretimi için karmaşık stabilizatör-emülgatör "Ingresan G-17 / A"yı seçeceğiz.
dondurma buzlanma katı yağlardan, sıvı yağlardan, şekerden, kuru süt ürünleri ve diğer bileşenler veya şekerden elde edilen maddelerin, aroma ve stabilizatörlerin eklenmesiyle yapılan tatlı bir gıda ürünüdür.
Kremalı tereyağı sır, aroma ve boyaların eklenmesiyle tereyağı bazında yapılan bir sırdır.
Kural olarak dondurma esas olarak tek bir teknolojiye göre üretilir. Aşağıdaki işlemleri içerir: mevcut hammaddelere bağlı olarak tarifler seçilir veya hammaddelerin ve bitmiş ürünün kimyasal bileşimi dikkate alınarak bileşenlerin kütlesi hesaplanır, hammaddelerin kalitesi kontrol edilir, karışım Dondurma yapılması için filtrelenir, pastörize edilir, homojenize edilir, soğutulur ve karışım olgunlaştırılır, dondurulur (dondurulur), dondurmaya şekil verilir, temperlenir ve paketlenir. Bu hesaplama görevinde, kremsi-krem sırlı dondurma briketlerinin üretimi için bir hat ele alınmıştır. Bu nedenle dondurma sertleştikten sonra sırlanır. Gerekirse pastörizasyondan sonra karışımın ilave filtrelenmesi gerçekleştirilir.
Ülkemizde geleneksel olarak üretilen dondurmanın besin değerinin yüksek olduğu dikkate alındığında, bu ürünün modern beslenme trendlerinin gereksinimlerini karşılayan yeni çeşitlerinin geliştirilmesi ihtiyacı da dikkate alınmalıdır. Şu anda endüstrinin gelişmesinde önemli bir yön, sağlıklı bir yaşam tarzı için düşük miktarda yağ ve şeker içeren, fonksiyonel bileşenler içeren dondurmanın yaratılması ve üretilmesidir. Bunun için süt endüstrisi ağırlıklı olarak probiyotik kültürleri ve prebiyotikleri kullanır.
Bilimsel literatürün analizi, yakın zamana kadar dondurma teknolojisinde probiyotik kültürlerin kullanımına yönelik özel bir önerinin bulunmadığını gösterdi. 2008 yılında deneylere dayanarak, başta laktuloz olmak üzere probiyotiklerin ilavesiyle dondurma üretimi için aşağıdaki teknoloji geliştirildi. Kabulü, hammaddelerin hazırlanmasını, dozajlamayı, bileşenlerin karıştırılmasını, filtrasyonu, karışımın homojenleştirilmesini, karışımın pastörizasyonunu, soğutulmasını, fermantasyonunu ve fermantasyonunu, karışımın şeker şurubu ilavesiyle karıştırılmasını ve soğutulmasını, dondurulmasını, karıştırılmasını içerir. kapsüllenmiş kültür formları, kalıplama, sertleştirme, sırlama, paketleme, etiketleme ve depolama.
Piyasa ekonomisinin mevcut koşullarında, bilimsel ve teknolojik ilerlemenin başarılarının tanıtılması, üretimin rekabet edebilirliğini sağlamanın temeli olduğundan, dondurma üretimi için akış mekanize teknolojisinin en rasyonel olduğu düşünülmektedir.
Akış mekanizmalı bir hatta dondurma üretimi için kullanılan ana ekipman, krema olgunlaştırma banyosu, filtre, homojenleştirici, pastörizasyon-soğutma ünitesi, ısı eşanjörü, karışımın olgunlaştırılması için bir tank, bir lameldir. soğutucu, dondurucu, ekstrüzyonla şekillendirme aparatı, hızlı dondurma aparatı ve camlama ünitesi.
2.1 Karışımın hazırlanması
Karışım, karıştırıcılı kapasitif pastörizatörlerde hazırlanır. Ön bileşenler hazırlanır ve tartılır. Her şeyden önce sıvı bileşenler yüklenir - su, süt, krema, 35-45 ° C sıcaklığa ısıtılır, bu da en eksiksiz ve hızlı çözünmeyi sağlar. Toz şeker elendikten sonra kuru olarak (2-3 mm hücre çaplı eleklerden geçirilerek) veya şurup şeklinde uygulanır. Kuru süt ürünleri 1:2 oranında toz şeker ile karıştırılarak az miktarda süt içerisinde homojen bir kütle elde edilinceye kadar eritilir. Yoğunlaştırılmış süt ürünleri doğrudan 6 tank pastörizatörü tarafından biriktirilir. Tereyağı veya plastik krema elekten geçirilip küçük parçalar halinde kesilir veya bobinli eriticilerde eritilir.
Hat içi üretim yöntemiyle karışımın derlenmesi süreci tamamen makineleştirilmiştir. Bunu yapmak için, tüm bileşenler sıkı bir şekilde muhafaza edilen yağ, şeker ve SOMO konsantrasyonuyla önceden çözülür.
2.2 Karışımın işlenmesi
İşleme, filtrelemeyi, pastörizasyonu ve homojenleştirmeyi içerir.
Filtrasyon, bileşenlerin mekanik yabancı maddelerini ve çözünmemiş parçacıklarını giderir. İkincil bakteriyel kontaminasyonu önlemek için, filtrelemenin (filtrelerin takılması) pastörizasyondan önce yapılması en iyisidir. Tipik olarak, bir filtre ve bir homojenleştirici de içeren pastörizasyon-soğutma üniteleri kullanılır.
Karışımın işlenmesi, yüksek pastörizasyon verimliliği, aromatik maddelerin ve vitaminlerin korunmasını sağlayan, hava erişimi olmadan ince bir tabaka halinde ve sürekli bir akışla gerçekleşir. Pastörizasyon 85°C sıcaklıkta, 50-60 saniye bekletme süresiyle gerçekleştirilir. Bu tür yüksek ısıl işlem modları, dondurma karışımlarının, karışımların viskozitesini artırarak mikroorganizmalar üzerinde koruyucu bir etkiye sahip olan katı madde içeriğinin artmasıyla açıklanmaktadır.
Özellikle ek yağ kaynağı olarak tereyağı kullanılıyorsa, süt bazlı karışımların homojenleştirilmesi gerekir. Homojenizasyon sayesinde yağ kürecikleri ezilir ve karışıma eşit şekilde dağıtılır. Ek olarak, küçük yağ kürecikleri soğutma ve sertleşme sıcaklıklarını daha hızlı algılarlar, süt yağı gliseritlerinin daha yüksek derecede katılaşmasını sağlarlar, bu da yalnızca homojen bir ürün kıvamının elde edilmesine katkıda bulunmakla kalmaz, aynı zamanda yağ miktarıyla doğru orantılı olarak değişen daha fazla hacim artışına da katkıda bulunur. sertleştirilmiş gliseritler Yağ fazının dağılımının artmasıyla birlikte yağ kürecikleri arasındaki mesafe azalır, bu da donma sırasında küçük buz kristallerinin oluşumuna katkıda bulunur ve bitmiş ürünün yapısını iyileştirir.
İyi homojenleştirilmiş bir karışımda, yağ birikimleri olmadan yağ globüllerinin çapı 1-2 mikronu geçmemelidir. Homojenizasyon, pastörizasyon sıcaklığına yakın, ancak 63°C'nin altında olmayan sıcaklıklarda gerçekleştirilmelidir. 60 °C'nin altındaki sıcaklıklarda, küçük yağ küreciklerinin birikmesi artar, yağ birikimlerinin oluşması nedeniyle karışımın viskozitesi keskin bir şekilde artar, bu da dondurma işlemi sırasında çırpma işleminin azalmasına yol açar.
Yağ içeriği ne kadar düşükse homojenizasyon basıncı da o kadar yüksek olmalıdır. Plombir karışımları kullanılan hammaddeye bağlı olarak 7,5-9 MPa'da homojenleştirilir. Homojenizasyon basıncının artmasıyla birlikte, yağ küreciklerinin boyutu azalır, ancak donma sırasında hava kabarcıklarını yok eden ve taşmayı kötüleştiren yağ birikimlerinin sayısı artar. Homojenleştirme rejimlerinin ihlali, donma sırasında yağın dengesizleşmesine ve bitmiş ürünün kıvamının bozulmasına - süt yağı tanelerinin görünümü vb. - yol açar.
2.3 Karışımın soğutulması ve olgunlaştırılması
Homojenize edilen karışım hızla 0-6°C sıcaklığa soğutulur ve karışımın olgunlaştırılması ve depolanması için karıştırıcılı bir kaba gönderilir. Stabilizatör olarak agar, agaroid ve diğer eşdeğer stabilizatörlerin kullanılması, soğutulmuş karışımın fiziksel olgunlaşma için yaşlanmadan işlenmesini mümkün kılar.
Jelatin ve diğer bazı maddeleri stabilizatör olarak kullanırken karışımın fiziksel olarak olgunlaştırılması gerekir. 0-6 ° C sıcaklıkta 4 ila 24 saat boyunca gerçekleştirilir, süt proteinlerinin ve stabilizatörün hidrasyonu meydana gelirken, karışımda bulunan çeşitli maddelerin yağ küreciklerinin yüzeyinde daha fazla adsorpsiyonu sağlanır; süt yağı gliseritlerinin yağ kürecikleri hacminde karışık kristaller halinde katılaşması. Sertleşme derecesi yaklaşık %50'ye ulaşır.
Sertleşen yağ sayesinde olgunlaşan karışım, karışımın dondurulması ve dondurmanın sertleştirilmesi sırasında hava kabarcıklarını iyi emer ve tutar. Yağ ne kadar sertleşirse, hava kabarcıklarının emilme derecesi (kırbaçlanma) o kadar yüksek olur. Olgun bir karışımdan yapılan nihai ürün, yüksek hacimliliğe ve buz kristali tanecikleri içermeyen hassas bir dokuya sahiptir. Fiziksel olgunlaşmanın süresi karışımın bileşimine, sıcaklığına ve stabilizatörün hidrofilik özelliklerine bağlıdır.
Dondurmadan önce karışıma %0,005-0,15 oranında aromatik maddeler (vanilin, vanillon, arovailon) ve esanslar ilave edilir. Vanilin, bir su-alkol çözeltisi (300 g vanilin, 200 g alkol ve 30 ° C sıcaklıkta 500 g su) veya pudra şekeri ile öğütülmüş toz halinde eklenir.
2.4 Karışımın dondurulması
Donma sırasında karışım kısmen donarken havaya doyurulur. Sonuç olarak, sıvı fazın ara katmanları ile ayrılan yeni bir faz (buz ve yağ kristalleri) oluşur. Bitmiş ürünün yapısı ve kıvamı bu sürecin doğruluğuna bağlıdır.
Dondurma sırasında suyun faz dönüşümü meydana gelir; süt bazlı dondurma karışımlarının dondurulması sırasında toplam nem içeriğinin %45 ila 67'si donar. İyi kıvamda dondurma elde etmek için kristallerin boyutunun 100 mikronu geçmemesi gerekir. Dondurma işlemi sırasında ne kadar çok su donarsa, sertleşmesi o kadar az zaman alır ve dondurmanın kalitesi de o kadar iyi olur. Karışımın donmaya başladığı sıcaklık, karışımın türüne bağlı olarak -2,2 ila -3,5 °C arasında değişir.
Dondurmanın yapısı aynı zamanda içeri giren havanın miktarına ve dağılımına da bağlıdır. Kaliteli dondurmada hava kabarcıklarının ortalama büyüklüğü 60 mikrondan fazla olmamalıdır. Hacmi yüksek olan dondurmalar, havanın ısıl iletkenliğinin düşük olması nedeniyle daha yavaş erir. Yetersiz taşma ile, çok yoğun, pürüzlü bir doku ve yapıya sahip, çok yüksekse karlı, pul pul bir yapıya sahip olduğu ortaya çıkıyor. Hacim çok değişken bir özelliktir ve birçok faktöre bağlıdır: karışımın bileşimi (katı maddeler ve yağ içeriği), yağın ve stabilizatörün özellikleri, homojenleştirmenin verimliliği, dondurma modu, dondurucunun tasarımı, dondurucunun durumu. onun bıçakları. Taze krema kullanan karışımlar, tereyağlı karışımlardan daha iyi çırpılır. Şeker içeriği arttıkça hacim miktarı azalır ve maksimum hacim artışına ulaşmak için gereken süre artar.
Yağ kürecikleri hava kabarcıkları arasındaki bölmeleri zayıflattıkça yağın taşması daha da kötüleşir. Ancak yağın varlığı buz kristallerinin büyümesini engeller, böylece hassas bir dondurma dokusu sağlanır. %100 hacim artışıyla 1 g dondurma, toplam 0,1 m2 yüzeye sahip yaklaşık 8,3 milyon hava kabarcığı içerir. Kremalı dondurma ve dondurma için %70-100'lük bir hacim artışı elde edilir.
Dondurmada dondurulduktan sonra yağın büyük kısmı katı hale geçer, sıvı yağ ise %11-12 oranında kalır. Dondurulma sonunda dondurmanın sıcaklığı -4,5 ila -6 °C arasındadır.
Dondurucudan çıkan dondurma hızlı bir şekilde paketlenir ve hemen sertleşmeye gönderilir, çünkü gecikmeyle kristalize suyun bir kısmı çözülebilir ve bu da daha sonra büyük buz kristallerinin oluşmasına yol açar.
Sertleşme sürecinde sıcaklık -15 -18°C'ye düşer. Bu durumda dondurmanın içerdiği toplam suyun %75-85'i donar. Çözeltinin donmamış kısmındaki tuz ve şeker konsantrasyonu büyük ölçüde arttığından suyun tamamen kristalleşmesi imkansızdır, bunun sonucunda donma noktası keskin bir şekilde düşer (-50 ° C'nin altına). Sertleştiğinde, süt yağının gliseritleri neredeyse tamamen katı duruma geçer, sıvı yağda yalnızca yüzde bir oranında kalır.
Sertleştirme işlemi donmaya göre çok daha yavaş ilerler ve mekanik karıştırma olmadan, büyük buz kristallerinin oluşması ve bunların sert bir kristalizasyon çerçevesine dönüşmesi için koşullar yaratılır. İnce dağılmış sertleşmiş bir yağ fazının varlığı, çok sayıda hava kabarcığı, büyük iç içe geçmiş su kristallerinin oluşumunu engeller. -20 °C sıcaklıktaki dondurmalarda kristalizasyon yapısı hakimdir. Bu dondurma yoğun bir dokuya ve oldukça yüksek bir dayanıklılığa sahiptir. Sertleşme süresi dondurmanın bileşimine, ortam sıcaklığına, kullanılan ekipmana (dondurucular, salamura jeneratörü, buzdolapları vb.), ambalaj tipine vb. bağlıdır.
50, 80 ve 100 g ağırlığındaki dondurma porsiyonları, waffle üzerinde briket şeklinde ve bunlar olmadan, çeşitli tiplerde buzlu şekerler, kağıt ve waffle kaplarında, waffle külahlarında, lamine folyoda, parşömenli karton kutularda üretilmektedir. Kek şeklindeki kutularda 250-1000 gr'lık porsiyonlar üretilmekte; 8-10 kg dondurma paslanmaz çelik kovanlarda paketlenmektedir.
Sertleştirme odalarında -22-30 °C sıcaklık muhafaza edilir.
Genellikle dondurmanın paketlenmesi ve sertleştirilmesi işlemi tamamen mekanize edilir: FND, otomatik dağıtıcı ve dondurucudan oluşan ve bir konveyör sistemi ile bağlanan üretim hatları kullanılır. Dondurucuda -30°C'ye kadar soğutulan havanın yoğun şekilde karıştırılmasından dolayı sertleşme 35-45 dakika sürer, çıkan dondurma -12 saat -18°C sıcaklığa sahiptir. Bu hızlı sertleşme, dondurmanın hassas dokusuna sahip küçük buz kristallerinin oluşumunu destekler.
2.6 Sırlı dondurma
Dondurma sırları, çikolata kuvertürü, kakao yağı, kakao tozu, pudra şekeri, birinci sınıf tuzsuz tereyağı içeren tariflere göre üretilir. Sır yapmak için tereyağı, buhar veya su ısıtmalı kazanlarda 35-38 ° C sıcaklıkta yavaş yavaş ısıtılır, eritilmiş tereyağına kakao tozu veya çikolata kuvertürü eklenir (kakao tozu, pudra şekeri ile önceden karıştırılır). Kütlenin tamamı iyice karıştırılır ve kazandan küçük porsiyonlar halinde sırlı banyolara dökülür. 40 °C'nin üzerindeki sıcaklıklarda karışım bileşenlerine ayrılır ve yağ yüzer. Böyle aşırı ısınmış bir sır buzlu şekere pek uymuyor. Tekrar ısıtılması sırlara yağlı bir tat verdiğinden günlük ihtiyacı aşmayacak miktarda hazırlanır.
Sertleşen dondurma karton kutulara (tercihen oluklu mukavvadan, ambalaj türüne göre net 2,4-6 kg) paketlenerek -18-25°C sıcaklık ve %85-90 bağıl nem oranına sahip saklama odalarına gönderilir. . Haznedeki sıcaklık dalgalanmaları ± 3 ° C'yi geçmemelidir ve dondurmanın uzun süreli depolanması sırasında bunlara kesinlikle izin verilmez. Paketlenmiş dondurmalar türüne göre 2 aya kadar saklanabilmektedir. İşletmeden çıkarıldığında sütlü dondurma türlerinin sıcaklığı -10 ° C'yi, meyve ve meyveli ve aromatik dondurmaların sıcaklığı -12 ° C'yi geçmemelidir.
Yukarıda belirtildiği gibi dondurma üretimi, çeşitli ekipman ve modlar kullanılarak tek bir teknolojiye göre gerçekleştirilmektedir. Bu hesaplama görevinde, fonksiyonel bileşenler kullanılarak kremalı kremalı dondurma üretimi için bir hat ele alınmaktadır.
Dondurma uzun süreli bir saklama ürünü olduğundan, laktik asit probiyotik kültürlerinin dondurmanın üretiminde ve depolanmasında ve ayrıca gastrointestinal sistemde hayatta kalmasının arttırılması gerekmektedir. Probiyotik ürünlerin etkinliğini arttırmanın yollarından birinin, bileşimlerinde prebiyotik gibi fonksiyonel bileşenlerin kullanılması olduğu bilinmektedir.
Şu anda, Rusya'da en çok çalışılan ve üretilen prebiyotik laktulozdur, bu nedenle teknolojik bir şema hazırlarken, dondurma tarifindeki sakkarozun bir prebiyotik - laktuloz ile kısmen değiştirilmesini uygulayacağız. Bu bağlamda klasik dondurma teknolojisinde aşağıdaki adımları değiştireceğiz.
Probiyotik kültürlerin yavaş gelişmesi, standart formülasyonlardaki yüksek sükroz konsantrasyonunun dondurma karışımlarındaki ozmotik basıncı arttırmasından kaynaklanmaktadır. Bu nedenle, sükrozun aşamalı bir şekilde tanıtılması önerildi: ilk aşamada, fermantasyon işlemi sırasında başlatıcı kültürlerin gelişiminin yoğunluğunu azaltmayan bir miktar sakaroz ekleyin ve ikinci aşamada, gerekli olan sakaroz miktarını ekleyin. Dondurma karışımını karıştırırken şurup formundaki tarifi fermente edilmiş karışıma ekleyin.
Dondurma üretiminde bir sonraki en önemli teknolojik işlem, karışımın kısmen dondurularak havaya doyurulduğu dondurma işlemidir.
Bu, dondurma üretimi sırasında probiyotik kültürlerin önemli sayıda canlı hücresinin ölümüne yol açan ana teknolojik işlemdir. Elde edilen veriler, dondurma karışımlarının fermantasyon sürecinde 11-12 saate kadar bir yavaşlama olduğunu ve serbest hücrelerle karşılaştırıldığında (6-8 saat) probiyotik bakterilerin kapsüllenmiş formunu kullanırken 70-80°T titre edilebilir asitlik elde edildiğini göstermektedir. . Bununla birlikte, kapsüllenmiş hücreli karışımların dondurulması sırasında sayıları pratik olarak donmadan önceki seviyede kaldı. Bu nedenle, dondurma çubukları oluşturulurken, kapsüllenmiş prebiyotik kültür formlarının dondurulduktan hemen sonra eklenmesi önerilmiştir.
Fermente edilmiş bir karışımdan yapılan dondurmanın erime hızı, fermente edilmemiş bir karışımdan yapılan bir ürüne göre daha yavaştır. Fermente edilmiş serbest ve kapsüllenmiş hücrelerin bir karışımından yapılan dondurmanın erime hızı modeli benzerdi.
Önde gelen ekipmanı tanımlayalım. Bu genellikle ham maddelerin yüksek düzeyde hazırlığa sahip bitmiş ürünlere veya yarı mamul ürünlere dönüştüğü veya temel teknolojik süreçlerin yürütüldüğü ekipmanları içerir. Üretim teknolojisini dikkate alarak, probiyotik katkı maddeleri içeren kremalı sırlı dondurma üretiminde lider olarak aşağıdaki ekipmanları seçiyoruz. Bunlar VGSM marka krema olgunlaştırma banyosu, A1-OShF marka filtre, A1-OGM marka homojenizatör, plakalı pastörizasyon ve soğutma ünitesi, A1-00YA-1.2 marka plakalı eşanjör, RMVTs-6 markasının karışımını olgunlaştırmak için bir tank, OFI markasının bir dondurucusu, bir şekillendirme cihazı WN055, hızlı dondurma cihazı APS-450, camlama cihazı AGSH.
4.1 Önde gelen ekipmanın açıklaması
Kremalı Olgunlaştırma Banyosu(Şekil 4.1) dıştan bir gömlekle çevrelenmiş yarı silindirik bir şekle sahiptir. Ceket su ile doldurulur ve fıskiye 1 aracılığıyla buharla ısıtılır. Buhar basıncı 0,05 MPa'dır. Taşma borusu 2 cekette sabit bir su seviyesi sağlar. Krema olgunlaştırma banyosunun, manüel bir sonsuz vida mekanizması (15) tarafından kapatılan bir kapağı (18) vardır. Banyo, tahliye vanasına (8) doğru eğimli olarak temel üzerine monte edilir.
Banyo (9) içerisinde yer alan boruların karıştırıcısı (10) aynı zamanda bir ısı eşanjörüdür. Karıştırıcının borularının uçları, içinden soğutucu veya soğutucunun sağlandığı ve çıkarıldığı toplayıcılara bağlanır. Giriş ve çıkış kollektörlerinden gelen branşman boruları, kendinden hizalamalı yataklara yerleştirilen yarı eksenli muylulardır 6. Yataklarda sallanan muylulara salmastra kutulu bükülmüş dallar tutturulur. Öte yandan, çıkışlar flanşlar (4) aracılığıyla ısının veya soğutucunun sağlandığı ve uzaklaştırıldığı sabit hatlara bağlanır.

Pirinç. 4.1. Krem olgunlaştırma banyosu VSGM
1 - boru şeklinde delikli fıskiye; 2 - taşma borusu;
3 - gövde; 4 - flanş; 5 - virajlar; 6 - rulmanlar; 7 - virajlar;
8 - tahliye musluğu; 9 - çalışma banyosu; 10 - karıştırıcı; 11 - drenaj borusu; 12 - elektrik motoru; 13 - kama geçici iletim;
14 - şanzıman; 15 - sonsuz dişli; 16 - itme;
17 - krank mekanizması; 18 - kapak; 19 - sap; 20 - su temini için boru; 21 - bacaklar; 22 - plaka.
Karıştırıcı, dikey eksenden 60-100° saparak bir sarkaç hareketi yapar. Karıştırıcının dönüş sayısı dakikada 12'dir. Karıştırıcının sallanma hareketi, elektrik motoru (12) tarafından bir V-kayışı tahriki ve bir dişli kutusu aracılığıyla çalıştırılan krank mekanizması (17) tarafından bildirilir. Elektrik motor gücü 0,6 kW. Karıştırıcının salınım açısı özel bir pim ile ayarlanır.
Krema olgunlaştırma banyolarının teknik özellikleri tabloda verilmiştir. 4.1.
Kuru ve yoğunlaştırılmış hammaddelerin karıştırma banyolarına sokulmasına ilişkin işlemlerin karmaşıklığını azaltmak için, bazı işletmeler varilleri kaldırmak ve devirmek için özel cihazlar kullanmaktadır. Bu tür cihazların tükettiği güç yalnızca 1 kW'tır ve çalışma döngüsünün süresi 4 saniyeyi geçmez. Aynı amaçla teleferikler, kaldırma ve boşaltma cihazları da kullanılmaktadır.
Tablo 4.1 Krema olgunlaştırma banyolarının teknik özellikleri
Filtre A1-0SHF(Şekil 4.2) dönüşümlü olarak çalışan iki değiştirilebilir odadan oluşur. Tıkandıkça bir oda temizlik için kapatılır, ikincisi devreye alınır. Bölmeler bir silindir şeklindedir ve bir destek direğine (7) monte edilmiş şekilde şalt cihazının (1) her iki yanında yatay olarak yerleştirilmiştir. Her bölme, bir mahfaza (5) ve bir ağ filtre silindirinden (6) oluşur. Şalt cihazı (1), bir mahfaza ve bir fiş içerir. vana 2.
Filtrasyon karışımı dağıtıcının üst açıklığından beslenir ve filtre haznesi mahfazasına geçer. Filtre ağ silindirinin üst kısmından akan karışım, bölmeyi terk eder ve dağıtım cihazının alt kısmına girer. Karışım, dağıtım cihazının alt branşman borusundan daha ileri işlemler için boru hattına gönderilir. Karışımın cinsine göre filtre kapasitesi 2500 ile 4600 kg/saat arasında değişmektedir. Karışım 0,2-0,25 MPa basınç altında sağlanır. Filtrenin kapladığı alan 0,4 m 2 , ağırlığı ise 62 kg'dır.

Pirinç. 4.2. Dondurma karışımları için A1-0SHF filtresi
1 - şalt; 2 - tapa valfi; 3 - somun;
4 - anahtar; 5 - saplı filtre muhafazası;
6 - silindirin filtre ağı; 7 - ayakta durun.
Homojenizatör Tek kademeli homojenleştirme kafasına sahip yatay tipteki OGB-M (Şekil 4.3), bir çerçeve (6), bir tahrik, bir krank mekanizması (8), bir blok (5), bir homojenleştirme kafası (4) ve bir manometrik cihazdan (1) oluşur.
Sürücü çerçevenin alt kısmında bulunur. Elektrik motorundan (2) V-kayışı transmisyonuna (3) kadar, pistonların ileri geri hareketini sağlayan krank mekanizması (8) harekete geçirilir. Pistonlar (3 adet vardır) çerçevenin ön üst kısmına monte edilmiş üç odacıklı bir ünitede (5) hareket eder. Her bölmenin bir emme ve boşaltma valfi vardır.
Homojenleştirme kafası (Şekil 4.7, b) bir gövde (3), bir homojenleştirme valfi (2), bir valf yuvası ve bir püskürtücüden (4) oluşur. Manometrik cihaz (1), içine transformatör yağıyla doldurulmuş bir tüpe sahip bir manometrenin yerleştirildiği bir mahfazaya sahiptir.
Sıcak karışım (60-80°C) süzülür (filtre homojenizatörün önündeki emme hattında bulunur) ve homojenizatöre girer. Piston geri döndüğünde karışım emme valfini kaldırır ve çalışma odasına geçer. Piston boşaltma strokunu yaptığında karışım içeri doğru itilir ve boşaltma valfinin kaldırılmasıyla piston bloğunun boşaltma manifolduna geçer. Karışım, tahliye manifoldundaki bir açıklıktan homojenleştirme başlığına girer. Isıtılan karışımın homojenizasyonu, yüksek basınç altında valf ile sit arasındaki halka şeklindeki boşluktan geçtiğinde gerçekleştirilir.
Yağ globüllerinin parçalanmasını sağlayan ana faktörler arasında karışımın homojenizasyon başlığından geçerken basınç ve akış hızındaki değişiklikler yer alır.

Pirinç. 4.3. Homojenizatör OGB-M
1 - basınç düzenleme kolu; 2 - elektrik motoru;
3 - V kayışı iletimi; 4 - homojenleştirme kafası;
5 - piston bloğu; 6 - yatak; 7 - kaydırıcı;
8 - krank mekanizması; 9 - krank mili
Tablo 4.2 OGB-M tipi homojenleştiricinin teknik özellikleri
Otomatik plaka pastörizasyon ve soğutma tesisi(Şekil 4.4) bir plakalı ısı eşanjöründen (6), şamandıra regülatörlü bir dengeleme deposundan (2), karışımı dengeleme deposundan rejenerasyon bölümüne beslemek için bir pompadan (1), sıcak su için bir kazandan (10), ısıtma için bir enjektörden (11) oluşur buharlı su, kazandan pastörizasyon bölümüne sıcak su sağlamak için bir pompa 9, baypas vanası 3, silindirik tutucu 7, kontrol paneli 4. Ünite boru hatları ile gerekli bağlantı parçalarına bağlanır ve elektro-hidrolik kontrol vanaları ile donatılmıştır. buhar ve tuzlu su temini. Kurulum şeması, pastörizasyon ve rejenerasyon bölümleri arasında yer alan A1-ОGA-2.5 markalı bir homojenleştirici içerir. Kurulum 13,5 m 2 alanı kaplamaktadır.
Isı eşanjörü (6) dört bölümden oluşur: pastörizasyon, rejenerasyon, soğuk su soğutması ve tuzlu su soğutması. Isı transfer plakaları (P-2 tipi) üst ve alt çubuklardan geçirilerek her bölümde paketler halinde monte edilir. Her plakaya bir seri numarası kazınmıştır. Paket, aynı yönde sıvı hareketi oluşturan bir grup plakadan oluşur. Bölümler birbirinden ara plakalarla ayrılmıştır. Plakaların köşelerinde sıvıların geçişini sağlayan bağlantı parçaları bulunmaktadır. Üst ve alt çubukların uçlarında bulunan vida cihazları kullanılarak baskı plakasının tüm bölümlerindeki plakaları sıkıca sıkıştırmak için her plakanın kenarlarına bir lastik conta yapıştırılır.
Karışımın plakalı ısı eşanjörüne (6) girdiği dengeleme tankı (2), her zaman belirli bir seviyeye kadar karışımla doldurulmalıdır. Karışımı otomatik olarak gerekli çalışma seviyesinde tutmak için dengeleme tankı 2, doğrudan etkili bir şamandıra regülatörü ile donatılmıştır.
Tutucu (7), içinden geçen pastörize ve homojenize karışımın hızını kaybettiği ve dolayısıyla 20-50 saniye daha pastörizasyon sıcaklığında tutulduğu geniş çaplı bir borudur.

Pirinç. 4.4. Dondurma Karışımları için Otomatik Plaka Soğutma Tesisi
dondurma teknolojik ambalaj sertleştirme
1- döner pompa; 2 - dalgalanma tankı;
3 - baypas valfi; 4 - kontrol paneli;
5 - dirençli termometre; 6 - plakalı ısı eşanjörü; 7 - silindirik tutucu;
8 - homojenleştirici (kurulum setine dahil değildir);
9 - sıcak su pompası; 10 - kazan; 11- enjektör.
Baypas valfi 3, az pastörize edilmiş karışımı otomatik olarak tank 2'ye geri döndürmeye yarar.
Çalıştırmadan önce plakalı eşanjördeki plakalar rafa doğru bastırılır. Daha sonra karışım, su, buhar, tuzlu su için boru hatları bağlanır. Cihaz yıkanır ve sterilize edilir.
Tablo 4.3 Dondurma karışımları için pastörizasyon ve soğutma ünitelerinin teknik özellikleri
Şu anda "Voronezhprodmash" tesisi OOL dondurma karışımı markası için pastörizasyon ve soğutma üniteleri sunuyor. Bu hat için aşağıdaki teknik özelliklere sahip OOL-3 marka ünite uygundur (Tablo 4.4)
Tablo 4.4 OOL-3 markalı dondurma karışımları için pastörizasyon-soğutma ünitelerinin teknik özellikleri
Otomatik plaka soğutucu A1-OOYa-1,2 markası, karışımın kapalı bir akışta ince bir tabaka ile hızlı bir şekilde soğutulması için tasarlanmıştır.
Soğutucu (Şekil 4.5) aşağıdaki gibi düzenlenmiştir. Vidalı sıkıştırma mekanizmalarına (6) sahip iki yatay çubuk, ana (1) ve destek direği (7) ile birlikte bir çerçeve oluşturur. Isı eşanjör plakaları, bölme 3 ve basınç 5 plakaları çubuklarla dişlidir ve kelepçeleme cihazları 6 ile ana rafa sıkıca bastırılır. Soğutucunun iki bölümü vardır: artezyen suyu soğutma bölümü 4 ve soğuk tuzlu su soğutma bölümü 2. Çıkıştaki karışımın sıcaklığını korumak ve kontrol etmek için otomasyon araçları.
 |
Pirinç. 4.5. Plaka soğutucu А1-00Я-2.5
1 - ana raf; 2 - tuzlu su soğutma bölümü;
3 - bölme plakası; 4 - su soğutma bölümü;
5 - baskı plakası; 6 - sıkma cihazları; 7 - destek rafı; 8 - ısı değişim plakası; 9 - dirençli termometre.
Plaka 8 (P-2 tipi) olukludur ve Kh18N10T paslanmaz çelikten damgalanmıştır. Bir plakanın ısı değişim yüzeyi 0,2 m2'dir. Plakalara kauçuk contalar yapıştırılarak birbirlerine hava geçirmez şekilde bastırılıp bir tür sıvı akışı yaratılması sağlanır. Aparattaki toplam plaka sayısı 72 adettir.
Karışımı soğutmak için kullanılan tesis seti, plakalı soğutucuya ek olarak, karışım seviyesinin şamandıra tipi regülatörüne sahip bir dengeleme tankını, karışımı tanktan cihaza beslemek için bir pompayı ve bir kontrol panelini de içerir.
Tablo 4.5 Plaka soğutucu A1-00V-2.5'in teknik özellikleri
Dikey tank RMVC-6(Şekil 4.6) üç destek (13) üzerine monte edilmiştir. Gövde silindirik bir şekle sahiptir. Muhafazanın alt kısmında, iç muayene ve yıkama için menteşeli bir kapakla kapatılmış bir kapak (5) bulunmaktadır. Bir kürekli karıştırıcının konsol mili, rögar kapağından geçer. Elektrik motoru ve karıştırıcı dişli kutusu rögar kapağına takılıdır. Kapağın altında numune almak için bir musluk (3) bulunmaktadır. Kapağın üzerine termometre (6) için bir çerçeve monte edilmiştir.Gövdenin üst kısmında kontrol lambalı ve izleme pencereli bir lamba (7) bulunmaktadır. Tankın üst ve alt tabanları küreseldir. Dışarıdan, tank, fiber levha veya köpük plastikten yapılmış yalıtım (11) ve metal bir mahfaza (12) ile kaplanmıştır.
Karışım, üst altta bulunan branşman borusuna (8) verilir ve köpük giderici boru vasıtasıyla tankın içine dökülür. Alt tabanın ortasında, uzaktan açılmasını sağlayan bir cihazla (2) donatılmış bir boşaltma musluğu (1) bulunmaktadır. Tanktaki karışımın miktarı, maksimum seviye göstergeli şamandıra tipi seviye göstergesi ile ölçülür. Yüzen şamandıra 9 mikro anahtara etki eder, bunun sonucunda sinyal lambası etkinleştirilir. Süt tanklarının teknik özellikleri Tabloda verilmiştir. 4.5.


Pirinç. 4.6. Süt depolama için RMVC-6 tankı
1 - tahliye musluğu; 2 - tahliye musluğunu açmak için bir cihaz; 3 - örnekleme için dokunun; 4 - karıştırıcı tahriki; 5 - kapak;
6 - termometre çerçevesi; 7 - lamba; 8 - giriş borusu;
9 - seviye göstergesinin şamandırası; 10 - rezervuar gövdesi;
11 - yalıtım; 12 - kasa; 13 - tank destekleri; 14 - temel.
Tablo 4.6 Tank RMVTs-6'nın teknik özellikleri
Dondurucu OFI(Şekil 4.7) bir çerçeve, karıştırıcılı ve bıçaklı bir dondurucu silindir, pompalar, şamandıralı valfli karışım için bir besleme tankı, bir tahrikten oluşur. Dolgu maddeleri (toz, püre, şurup şeklinde) ve ayrıca meyve ve meyve dondurmaları dahil olmak üzere çeşitli süt bazlı dondurma türlerinin üretimi için tasarlanmıştır.
Çerçevenin (3) üzerine yatay olarak bir dondurucu silindir (7) yerleştirilmiştir. Silindir ceketinin dış yüzeyi yalıtım ve çelik bir mahfaza ile kaplanmıştır. Ön taraftan silindir, üç yollu musluğa (6) sahip bir dondurma çıkışına sahip bir kapakla kapatılır. Çıkışta, ürünün içindeki basıncı düzenlemek için kullanılabilen bir karşı basınç valfi bulunur. silindir.
Karıştırıcı silindiri pencereli bir dış kabuktan, bir iç bıçaktan, bir çırpıcıdan ve iki bıçaktan oluşur. Çırpıcı, dört çubukla birbirine bağlanan bir halkadır. Dövücü muylusu silindirin ön kapağına yerleştirilir ve böylece dövücüyü hareketsiz hale getirir. Bıçaklar pimlere takılır. Karıştırıcının gövdesi, boynu ile tahrik miline pirinç emniyet pimi ile bağlanmıştır. Karıştırıcı milinin silindirin arka kapağından çıkıştaki boynu bir yağ keçesi ile kapatılmıştır.
Dişli ürün pompaları (10) bir mahfaza, iki kapak (ön ve arka), iki dişliden oluşur. Pinyon mili bir fincan ve halka contayla kapatılmıştır. Kabın içinde yaya yaslanan kauçuk bir halka conta bulunmaktadır. Besleme tankı (9) karter duvarına bir braket üzerine monte edilmiştir. Besleme tankının duvarları arasındaki hava tabakası, dondurma karışımının ısınmasını azaltan bir ısı yalıtımı görevi görür. Tank, karışımın girdiği ve seviyesinin ayarlandığı otomatik bir şamandıra valfi ile donatılmıştır. Alt kısımda karışımın alınmasını sağlayan bir valf bulunmaktadır. Tankın içinde karışımı süzmek için bir ağ bulunmaktadır.
Çerçevenin iç boşluğunda bir elektrik motoru bulunur - karıştırıcı ve dondurucu pompaların tahriki, şanzıman sistemleri ve değiştirici mekanizma.
 |
Pirinç. 4.7. Dondurucu markası OFI
1 – sıvı amonyak akümülatörü; 2 - sıvı amonyak boru hattı; 3 - yatak; 4 - volan değiştiricinin düzenlenmesi;
5 - üç yollu amonyak kapatma vanası; 6 - dondurmanın serbest bırakılması için üç yollu vana; 7 - silindir; 8 - karıştırıcı tahriki için çift sıralı dişli; 9 - karışım için besleme tankı; 10 - ürün pompaları; 11 - dondurmanın serbest bırakılması için ağızlık; 12 - kontrol paneli.
Dondurucunun soğutma sistemi OFI - amonyak, dolaşımda. Bir amonyak akümülatörü (1) silindirin (7) altında bulunur. Bu, her zaman sıvı amonyak kaynağı içeren bir kaptır. Enjektör akünün alt kısmında bulunur. Yoğuşma basıncı (0,8-1,0 MPa) altındaki sıvı amonyak filtreden geçer ve dallanarak enjektöre ve akümülatöre girer. Enjektörün dar memesini jet şeklinde bırakan sıvı amonyak akümülatöre girerken basıncı buharlaşma basıncına düşer ve hız keskin bir şekilde artar. Yüksek bir hıza ulaşan bu jet, sıvıyı akümülatörden yakalar ve besleme borusundan silindir ceketinin iç boşluğuna kaldırır.
Silindirin duvarlarını yıkayan sıvı amonyak, silindirdeki karışımın ve dondurmanın ısısından dolayı kaynar. Amonyak buharı, amonyak buharlaştırma basınç regülatörü aracılığıyla emme hattına yönlendirilir.
Dondurucu belirli bir sırayla çalıştırılır. Amonyak emme hattındaki ve ardından sıvı hattındaki kapatma vanalarını açın. Dondurucunun önündeki sıvı kesme vanalarını açın ve akümülatörü yarıya kadar amonyakla doldurun. Kabı karışımla doldurun. Buharlaşma basınç regülatörü hafifçe açılır, bunun için yaylar, basınç vidasının el çarkı ile sökülmesiyle serbest bırakılır. Karışımın ürün pompalarına açık erişimi. Varyatör kolu en düşük hız konumuna çevrilirken elektrik motoru açılır. Karışım dondurucu silindirinden dışarı aktığında, enjektöre giden amonyak beslemesini açın, üç yollu amonyak kapatma vanasını çalışma konumuna getirin (kolu, valf gövdesi üzerindeki çizgi dikey olacak şekilde çevirin). Aynı zamanda silindir ceketine amonyak beslemesi başlar.
Daha sonra dondurucunun gerekli ayarı yapılır ve istenilen kalitede dondurma çıkar çıkmaz üç yollu çıkış vanası, dondurmayı paketleme ağzına verecek şekilde devreye girer.
Dondurma karışımı, dondurucunun besleme tankına yerçekimiyle veya bir şamandıra valfı aracılığıyla bir pompayla beslenir. Birinci kademe pompası besleme tankından alıp ikinci kademe pompasına iletir. İkinci kademe pompa yüksek kapasiteli olup, düşük yükle çalıştığı için özel bir hava valfi vasıtasıyla havayı emer. Hava ile doyurulmuş karışım, ikinci aşamadaki pompanın basıncı altında sürekli olarak çalışma silindirine beslenir ve bu basıncın etkisi altında bitmiş dondurma dağıtılır.
Silindir karıştırıcının gövdesi, iç bıçağı ve bıçakları aynı yönde döner ve çırpıcı sabittir. Karıştırıcı döndüğünde, bıçak ürünü çırpıcı çubuklarına fırlatır, bıçaklar silindirin duvarlarına bastırılır ve onlardan ince bir dondurucu dondurma tabakasını sürekli olarak keser. Dondurma silindirden çıktığında basınç düşer ve hava kabarcıkları genişleyerek dondurmanın taşmasını artırır.
Dondurma, ikinci aşamadaki bir pompa tarafından sürekli bir jetle silindirin dışına itilir. Karşı basınç valfi yayının direncini aşarak, üç yollu açık bir ürün musluğundan çıkış borusundan geçer.
Dondurucunun durdurulması ve kapatılması aşağıdaki sırayla gerçekleştirilir. Karışımın besleme tankına akışını durdurun ve üç yollu kapatma amonyak vanasını kapalı konuma getirin. Daha sonra şamandıra seviye kontrolünün yukarısındaki enjektör hattındaki kesme vanalarını kapatın.
Sıvı karışım dondurucudan çıkar çıkmaz, değiştiriciyi orta konuma getirin ve elektrik motorunu kapatın. Dondurucudaki ana akışkan vanasını kapatın. Durdurulduktan sonra dondurucu sökülerek yıkanır.
Tablo 4.7 Dondurucu OFI'nin teknik özellikleri
RHEON ekstrüzyon kalıplama makinesi modeli Cornucopia® KN135(Şekil 4.9), şekerleme kütlelerinden kıyma ve balığa kadar çeşitli gıda malzemeleriyle çalışabilir. Cornucopia® KN135, en yüksek kalitede ürünlerin elde edilmesini mümkün kılan yeni patentli diyafram tipiyle donatılmıştır. Otomatik makine 10 gramdan 150 grama kadar ürünler üretmektedir. "Bütün dolgunun uygulanması için cihaz" gibi çeşitli ek seçeneklerin kullanılması da mümkündür.
Ürün boyutu  (10~150g)
(10~150g)
Doldurma ve kabuk oranı  (1:0 ~ 0:1)
(1:0 ~ 0:1)
Ürünün uzunluğu 
Pirinç. 4.8. Rheon makine kalıplama yöntemleri

Pirinç. 4.9. Ekstrüzyon kalıplama makinesi Rheon Cornucopia® KN135
Ürünün kalıplama işlemi şu şekildedir: Ürün özel bunkerlere yüklenir. Daha sonra bileşen, ürünün tam dozajının gerçekleştirildiği makinenin kalıplama ünitesine kademeli olarak enjekte edilir. Daha sonra ekstrüzyon bir diyafram kullanılarak biriktirilir. Dolgu kullanılırken diyafram kesmez, ürünü yuvarlar ve dolgu içeriye eşit olarak dağıtılır.
Tablo 4.8 Rheon Cornucopia® KN135 Ekstrüzyon Kalıplama Makinesinin Özellikleri
Ekstrüzyon kalıplama makinesi Rheon WN055(Şekil 4.10) kullanımı kolay, sınıftan sınıfa kolay geçiş mümkündür. Bileşenlerin doğru dozajına sahiptir (makinenin 100'e kadar tarif içeren bir hafıza bloğu vardır, yalnızca ürün kodunu girmek yeterlidir), seçilen tarife bağlı olarak değişebilen tam dolum ve kaplama oranı vardır. Hem dolgulu hem de dolgusuz ürünler üretmek mümkün olup, ürünlerin boyutları geniş bir aralıkta kolaylıkla ayarlanabilmektedir. Makine gürültüsüz çalışır ve normal akan su ile yıkanır. Farklı kıvam ve dağılıma sahip dolgular kullanmak mümkündür.
Aşağıdaki bileşenler dolgu olarak uygundur: reçel, reçel, meyve ve meyve kütlesi; sert parçacıklara sahip fındık kütlesi; nuga; çikolata, şeker ve haşhaş kütleleri; haşlanmış yoğunlaştırılmış süt; balık, et, peynir, sebze ve çok daha fazlası.
Temel nozul konfigürasyonuyla makine, küresel ve silindirik ve ayrıca sürekli ekstrüzyon (rulo şekli) ürünler üretir. Aralığı genişletmek için ek seçenekleri kullanabilirsiniz.
Ekstrüzyon kalıplama makinesi "Rheon WN055" iki sıra halinde ürünler üretir. Yetenekleri açısından makine, iki adet tek sıralı kalıplayıcı "Cornucopia ™ KN135" çalışmasına karşılık gelir.

Pirinç. 4.10. Ekstrüzyon kalıplama makinesi Rheon WN055
Makinenin avantajları kompaktlığı, modernize edilmiş ve daha gelişmiş bir kontrol panelinin varlığıdır. Makine daha fazla kontrol bileşenine sahiptir ve bunun sonucunda bu ekipmanda üretilen ürünler mükemmel şekle ve en yüksek kaliteye sahiptir.
Makinenin kontrol panelinde "Dokunmatik Ekran" monitörü bulunmaktadır. Ekrana basarak bir programdan diğerine, bir işlevden diğerine geçebilirsiniz. Kuşkusuz, kullanımı son derece kolay ve itaatkar olan bu makine üzerinde çalışmaktan inanılmaz keyif alacaksınız.
Tablo 4.9 Rheon Ekstrüzyon Kalıplama Makinesinin Özellikleri WN 055
Bant hızlı dondurucu APS-450(şek. 4.11), meyveler, meyveler, köfteler, krepler, et ürünleri, dondurma vb. gibi küçük parçalı gıda ürünlerinin dondurulması için tasarlanmıştır. Ürün makineye girer ve konveyör bantlar yardımıyla makine içinde hareket eder. Bantların hızı sorunsuz ve geniş bir aralıkta düzenlenir. Bantlar gıda ürünleriyle teması onaylanmış kumaş-polimer veya kauçuk-dokuma malzemelerden yapılmıştır. Dondurulmuş ürün, paketleme amacıyla beslenmek üzere alıcı hazneden dışarı alınır.

Pirinç. 4.11. Bant hızlı dondurucu APS-450
Konveyör bant üzerinde bulunan ürün, üst ve alt yüzeylerine yönlendirilen yüksek basınçlı soğuk hava akımları ile üflenir, bu sayede ürün yapısına minimum zarar vererek ve ortalama %0,4 minimum büzülme ile hızlı donma meydana gelir.
Taşıma sistemleri çeşitli tasarımlarda olabilir: örgülü (düz veya spiral) veya paslanmaz çelik bantlı konveyör, beşik veya mekansal konveyör. Tüneller üretim hattına (hazırlama, işleme, paketleme, dondurma, paketleme) entegrasyona uygundur ve saatte dondurulmuş ürünün kilogramı olarak ölçülen sabit üretkenlik ile karakterize edilir. Tünelin tasarımı genellikle belirli bir ürün tipine (boyutuna) göre optimize edilmekte ve başka bir ürüne geçilmesi verimlilik kaybına yol açmaktadır.
Cihazların ısı yalıtımı poliüretan köpük ve boyalı galvaniz çelik kullanılarak "sandviç" panellerden yapılmaktadır. Metal yapılar paslanmaz çelikten yapılmıştır.
Tablo 4.10 APS-450 bantlı dondurucunun teknik özellikleri
Camlama ünitesiÜrünlerin sürekli nakliye sürecinde sırla eşit şekilde tamamen kaplanması için tasarlanmıştır.
AGSH'nin gövdesi boyalı metal veya paslanmaz çelikten (malzeme müşteri tarafından seçilir) yapılmıştır. Kasaya çikolata sosu sağlamak için yerleşik pompalı bir temperleme kabı monte edilmiştir. Temperleme kabının üzerine iki parçadan oluşan bir ağ konveyörü monte edilir: ürünleri almak için alıcı ve ürünleri camlamak veya dekore etmek için çalışan bir konveyör. Konveyör içerisinde ürünün alt kısmının sırlanması için kullanılan alt döküm ünitesi bulunmaktadır. Çalışma alanının bulunduğu konveyörün üzerine bir termal oda monte edilmiştir. İçeride, çalışan konveyörün üzerinde, konveyör ağının tüm genişliği boyunca ürüne düzgün bir çikolata sosu tabakası uygulamak için kullanılan bir üst dökme ünitesi bulunmaktadır. Ayrıca çalışma alanında fazla sırın üflenmesi için bir ağızlık bulunmaktadır.
Tablo 4.11 AGSH cam ünitelerinin teknik özellikleri
| Göstergeler |
Anlam |
||
| Verimlilik, kg/saat |
|||
| Çalışma ağ genişliği, mm |
|||
| Örgü hareket hızı, m/dak |
|||
| Sır verimliliği, kalınlık 1,5-2,0 mm, m 2 / dak |
|||
| Yükleme termal kapasitesinin hacmi, m3 |
|||
| Termal ceketteki suyun hacmi, m3 |
|||
| Maksimum ürün yüksekliği, mm |
|||
| Gerilim (izole nötr ile 3 fazlı), V |
|||
| Kurulu güç, kW |
|||
|
Genişlik, mm yükseklik, mm |
|||
| AGSH kütlesi, en fazla kg |
|||
AGSH'nin üst kısmına monte edilen kontrol panelinde çikolata sırının ve suyun sıcaklığını kontrol eden bir sayaç regülatörü bulunmaktadır.
OMRON invertörleri fazla sırın atılması için konveyörün, sır pompasının ve hava akışının hızını düzenler.
Yatay Paketleme Makinası "Linepack FA"(Şekil 4.13), parçalı ürünlerin üç dikişli Flow-Pack torbalarda paketlenmesi için tasarlanmıştır. Paketleme makinesi, yüksek nem koşullarında süt ürünleriyle (parşömen, süzme peynir, dondurma ile önceden paketlenmiş lor kütlesi briketleri) çalışmak için kullanılabilir ve sırlı lor serisinin bir parçası olabilir.
Özellikle yüksek nem koşullarında çalışmak için hat paslanmaz çelikten yapılmıştır. Üretim sürecini otomatikleştirmek için hat, ürünün üretim hattından paketleme makinesine sürekli olarak beslenmesini sağlayan otomatik bir ürün istifleme sistemi (kademeli konveyörler) ile donatılmıştır. Hem sağ hem de sol yönlü versiyonların yanı sıra çift taraflı versiyonlar da mümkündür. Hat, bir termal yazıcı tarihleme cihazı, iki rulo tutuculu bir film çözücü ve bir film rulosu merkezleme cihazı ile donatılmıştır.
Kullanılan ambalaj malzemesi: bir veya iki ısıl yapışmalı katmana sahip çift eksenli olarak yönlendirilmiş polipropilen, polipropilen bazlı birleşik malzemeler.
Paketleme makinesinin standart donanımı: yatay zincirli konveyörün beslenmesi; evrensel torba şekillendiricili paketleme modülü; bir fotoğraf etiketi üzerindeki çalışma mekanizması; rulo çözme ve merkezleme mekanizması; enine dikişte tarih (kabartma yoluyla); çıkış bantlı konveyör; döngü sayacı; güvenlik sensörleri; iki konumlu kaynak süngerleri; iki rulo tutucu.

Pirinç. 4.13. Linepack FA yatay paketleme makinesi
Tablo 4.12 Paketleme Makinesi Teknik Özellikleri
Makine-donanım şeması Ek 2'de gösterilmektedir.
4.2 Verimliliğin ve ekipman miktarının hesaplanması
12 saatlik vardiyayı alarak, 2,5 ton bitmiş ürün başına verimliliği ve hattaki ekipman miktarını hesaplıyoruz. Aynı zamanda kalıplamanın 8 saat içerisinde gerçekleşeceğini de dikkate alıyoruz. Aralıklı ekipmana sahip bir tank ve plakalı pastörizasyon-soğutma tesisini ve geri kalanını sürekli olarak alalım.
Şekillendirme çubuklarının boyutu şu şekilde olacaktır: uzunluk 0,12 m, genişlik 0,03 m, yükseklik 0,025 m Çubuğun kütlesi 98,6 g olacak Sır kaplama alanı 0,0147 m2 olacaktır. Daha sonra 360 kg/saat verimlilikle saatte 3652 bar oluşacaktır. Gerekli camlama alanı 3652∙0,0147=53,68 m 2 /h olacaktır. AGSH-600 sırlama makinesinin (sır için) verimliliği 1,5-2 mm sır kalınlığı ile 19,8-142,8 m 2 /saattir. Daha sonra sırlama makinesi sayısı n=1 alınır. Toplamda vardiya başına 0,644 m3 sır gerekecektir. 10 kg/m3'lük bir hacim artışıyla sır yoğunluğu 941,97 kg/m3'tür. O zaman sırlama için 941,97∙0,644=606,62 kg sıra ihtiyacınız olacak. Çubuğun tamamının kütlesi 0,1193 kg'dır.
Daha sonra bitmiş ürünlerin üretimi için ekipman miktarını 236,7 kg / saat olarak hesaplıyoruz. Bitmiş ürün miktarının% 15'i kadar evliliğin büyüklüğünü ve kayıpları dikkate alıyoruz. Bu durumda 272,2 kg/saatlik bir çıktıya ihtiyaç duyulur.
Ekstrüzyon oluşturma aparatının verimliliği kg/saat; bir hattaki cihaz sayısı ![]() PC. N=1 kabul edersek cihaz maksimum performansla çalışacaktır.
PC. N=1 kabul edersek cihaz maksimum performansla çalışacaktır.
Bir freze bıçağının üretkenliği kg/saattir;
Bir satırdaki dondurucu sayısı; n=1 kabul ediyoruz.
plaka soğutucusu kg/saat,
Bir hattaki plaka soğutucu sayısı ![]() bilgisayar; n=1 kabul ediyoruz.
bilgisayar; n=1 kabul ediyoruz.
Karışımın fermantasyonu ve karıştırılması için tank
Bir hattaki tank sayısı ![]() bilgisayar; n=1 kabul ediyoruz.
bilgisayar; n=1 kabul ediyoruz.
Plaka pastörizasyon ve soğutma ünitesi kg/saat
Bir hattaki kurulum sayısı ![]() bilgisayar; n=1 kabul ediyoruz.
bilgisayar; n=1 kabul ediyoruz.
Homojenizatör kg/saat, burada (5.2)
Dondurma karışımının yoğunluğu nerede?
Bir hattaki homojenleştirici sayısı ![]() bilgisayar; n=1 kabul ediyoruz.
bilgisayar; n=1 kabul ediyoruz.
Filtre kg/saat.
Satır başına filtre sayısı ![]() bilgisayar; n=1 kabul ediyoruz.
bilgisayar; n=1 kabul ediyoruz.
Krema olgunlaştırma banyosu kg/saat;
Bir hattaki banyo sayısı adet; n=1 kabul ediyoruz.
Hızlı dondurucu kg/saat;
Hat adetlerindeki cihaz sayısı; n=1 kabul ediyoruz.
Tablo 4.13 Ekipman miktarının hesaplanmasına ilişkin sonuçlar
| Naim. Teçhizat |
Geri dönüştürülmüş ağırlık hammaddeler, kg/vardiya |
Üretim, kg/saat |
Ekipman sayısı |
Genel boyutlar, mm |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Krem sıcaklığı. banyo |
1400x1955x1150 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Homojenizatör |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Plaka Soğutma Ünitesi |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Depolama tankı |
2300x2300x3000 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Plaka soğutucu |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| kalıpçı |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Dondurucu yakında geliyor |
5000x2300x2710 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Camlama aparatı |
1160x1340x1700 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Paketleyici |
Linepack FA |
Kaliteli dondurma elde etmek için tam tarifini bilmenin yeterli olduğuna inanılıyor. Bu arada, dondurmanın kalitesi sadece bileşimine değil aynı zamanda diğer faktörlere de bağlıdır: hammaddelerin kalitesi ve karışımın hazırlanmasına yönelik sıhhi koşullar; kullanılan stabilizatörlerin ve aromatiklerin türü ve miktarı; ürünün dondurulması (dondurulması), sertleştirilmesi ve depolanması işlemleri. Tablo 5.1 Dondurmalı dondurma tarifi Tablo 5.2 Bitmiş ürünün özellikleri Dondurma sırları, buhar veya su ısıtmalı ve su soğutmalı kazanlarda hazırlanır. Tereyağı ve bitkisel yağlar doğrudan kazanlarda veya tereyağı eriticilerde eritilir. Kazanlarda eritilmeden önce tereyağı monolitlerinin tereyağı kesicilerde 1,0 ila 1,5 kg ağırlığındaki parçalar halinde kesilmesi tavsiye edilir. Kuru bileşenlerin ön karışımı, kalaylı çelikten yapılmış tanklarda özel metal veya tahta spatulalarla gerçekleştirilir. Tablo 5.3. Kremalı sır tarifleri (1 ton başına kg cinsinden)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
İyi çalışmanızı bilgi tabanına göndermek basittir. Aşağıdaki formu kullanın
Bilgi tabanını çalışmalarında ve çalışmalarında kullanan öğrenciler, lisansüstü öğrenciler, genç bilim insanları size çok minnettar olacaklardır.
Benzer Belgeler
Dondurma çeşitleri, özellikleri, besin değeri ve kalite göstergeleri. Dondurma üretiminde teknolojik süreç ve kullanılan hammaddeler. Bitmiş karışımın pompalanması için üretkenliğin, ekipman miktarının ve boru hattının hesaplanması.
dönem ödevi, eklendi 04/04/2012
Dondurmanın kökeninin tarihi. Dondurmanın hazırlanması için endüstriyel üretim ve teknoloji, bileşimi. Çeşitli dondurmaların kimyasal özellikleri: dondurma, bitkisel kremalı, meyveli, aromatik. Bu ürünün fayda ve zararlarının değerlendirilmesi.
özet, 02/07/2013 eklendi
Dondurmanın çeşit ve emtia özelliklerinin incelenmesi. Hammaddelerin ve teknolojik üretim sürecinin dikkate alınması. Dondurma üretimi için gereklilikler, tüketici özelliklerinin isimlendirilmesi hakkında bilgi sahibi olmak. Mal kimlik bilgileri.
tez, eklendi: 07/08/2014
Yeni gıda ürünlerinin yaratılması için ön koşullar. Bir çocuk kafesi için çimlendirilmiş buğdaydan dondurma üretmeye yönelik bir teknolojinin geliştirilmesi. Tarif, teknolojik hazırlama haritası. İşletmenin üretim programı, çalışan sayısının hesaplanması.
tez, 09/10/2013 eklendi
Dondurmanın besin değeri, kimyasal bileşimi ve kalori içeriği. Dondurma çeşitlerinin sınıflandırılması. Kalite ve organoleptik kontrolün incelenmesi. Dondurmanın taşınması ve depolanması. Dondurmanın tüketici özellikleri ve beslenmedeki önemi.
dönem ödevi, eklendi 01/10/2014
Dondurmanın kimyasal bileşimi ve besin değeri. Dondurmanın kalitesini şekillendiren faktörler. Hammaddelerin kalite oluşumuna etkisi. Üretim sürecinde dondurma kalitesinin oluşumu. Dondurmanın sahteciliği türleri. Ürün kalitesinin değerlendirilmesi.
dönem ödevi, eklendi 05/07/2014
Özel amaçlı dondurma üretimi için bir atölye çalışmasının organizasyonu: çeşit seçimi, ürünlerin teknik ve üretim göstergelerinin tanımlanması ve tariflerinin yeniden hesaplanması, lezzetlerin üretimi ve ekipman seçimi için teknolojik bir şema hazırlanması.
Dönem ödevi, eklendi: 12/17/2010
Yemek pişirmeye yönelik ürünlerin emtia özellikleri. Sıcak dükkanın çalışmalarının organizasyonu. Ekipman, envanter, alet ve demirbaşların seçimi. Doğal omlet ve kızarmış yumurtanın hazırlanmasına yönelik teknolojik sürecin geliştirilmesi.
dönem ödevi, eklendi 20.01.2016

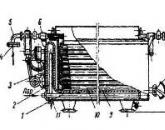

Popüler
- Takı kataloğu
- Pokemon Go'da yumurtadan Pokemon nasıl yetiştirilir Pokemon yumurtalarını nerede ve nasıl bulabilirim
- Hangi futbol kulüpleri daha fazla kazanıyor ve tam olarak neyden?
- Güvenlik baskı ürünlerinin üretimi
- Açılışla birlikte adım adım masaj salonu iş planı
- Adım adım sıfırdan kuaför salonu nasıl açılır (yasal konular)?
- Kendi işi: bir seyahat şirketi açmak Bir yıl içinde sıfırdan bir seyahat acentesi açmak
- Sıfırdan bir seyahat acentesi nasıl açılır: adım adım talimatlar Bir seyahat acentesi açmak için neye ihtiyacınız var
- Bir muhasebe firması nasıl kurulur
- Vergilendirme sistemi ve OKVED hediyelik eşyaların satışı ve üretimi